
Машины цепного переплетения ниток
Лекция 8. Тема: машины цепного переплетения ниток.
§ 1 Общая характеристика машин цепного стежка.
В программе заводов-изготовителей выпуск машин данной технологической группы составляет чуть меньше 50%. Это объясняется специфичностью выполняемых ими операций и, следовательно, уменьшенным абсолютным объёмом выполняемых работ. Главная особенность машин – выполнение переплетений нити на поверхности материала, в отличие от челночной строчки. В связи с появлением нетрадиционных материалов для пошива а также с тенденцией автоматизации основных и вспомогательных операций спрос на машины цепного стежка неизменно высок.
Преимущества машин цепного стежка:
1. Уменьшенное истирание верхней нити при подаче в машину вследствие отсутствия операции обвода её вокруг шпуледержателя.
2. Малозвенность машин вследствие применения пространственных схем механизмов и, как следствие, – их быстроходность. Это самые быстрые машины.
3. Более высокая производительность не только за счет скорости, но и за счёт работы с бобины вместо шпульки, за счёт меньшей обрывности.
4. Повышенная способность к автоматизации машины. вследствие хорошей надёжности.
Рекомендуемые материалы
5. Широкий выбор стежков: стачивающих, обмёточных, бисерных, стачивающе-обмёточных, стегальных, вышивальных, потайных и т. д.
6. Работа с тканями и трикотажем.
Недостатки машин цепного стежка: повышенная распускаемость строчки вследствие открытости переплетения и существенное увеличение расхода ниток – в 1,6 – 2,3 раза на, к примеру, стачивающих машинах соостветственно одно- и двухниточных.
Особенности иглы:
· Оба желобка длинные, но глубокий из них располагается для длинной ветви верхней нити. Причина – формирование стежка с перераспределением нити из соседних стежков.
· Игла длиннее и участвует в затяжке стежка.
§ 2 Технологическая классификация машин цепного стежка.
Классификация подчинена классификации стежков, т.к. от класса и типа стежков зависят технологические возможности машин и их сложность. Количество нитей в стежке и способ их укладки определяют возможности стежка. Поэтому для технологической классификации машин главным критерием становится количество нитей в стежке.
1 Однониточные стачивающие машины.
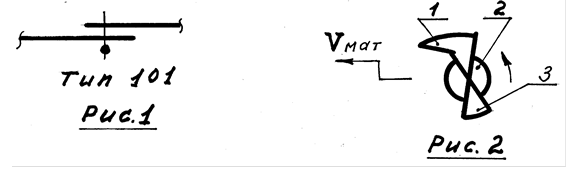
1.1 С вращающимся петлителем, тип стежка 101, рисунки 1 и 2, на котором поз. 1,2. и 3 представляют соответственно носик вращающегося петлителя, шайбу и лопасть. Vмат – направление подачи материала с остановками. Классы машин: 28 ПМЗ, 2222 ОЗЛМ.
1.2 С качающимся петлителем, тип стежка 101, рис. 3 – рисунок петлителя.
1.3 Стачивающие краевого стежка типа 501 с колеблющимся петлителем. Машины 10Б кл.ПЗШО и 0810 кл ПМЗ, рис. 4
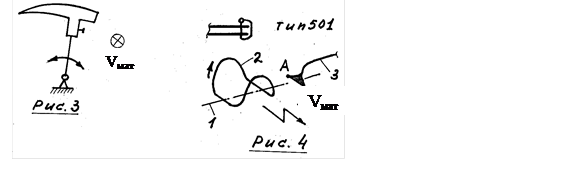 |
На рис. 4 обозначены: 1 – ось иглы; 2 – траектория т. А петлителя; 3 – колеблющийся петлитель.
1.4 Машины потайного стежка типа 103, рис.5

На рисунке 6 показан фрагмент формирования потайного стежка с обозначениями:
1 – выдавливатель,
2– ось вращения выдавливателя,
3– пластина.
4 –верхний слой материала,
5 – дуговая игла,
6 – вспушка,
7 – игольная пластина,
Клыссы машин: 85 ПМЗ и 790 Pannonia.
2 Многониточные машины.
2.1 Стачивающие.
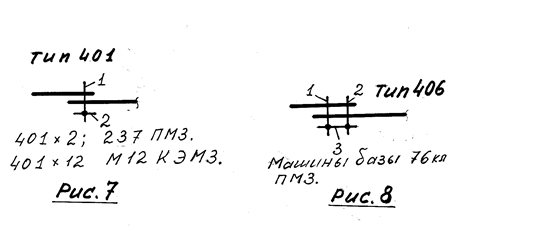
Двухниточного стежка – 237 кл ПМЗ, тип стежка 401х2, рис. 7.
Трёхниточного стежка – плоскошовные машины: 876 кл ПМЗ; 76А кл ПМЗ. Тип стежка – 406, рис.8.
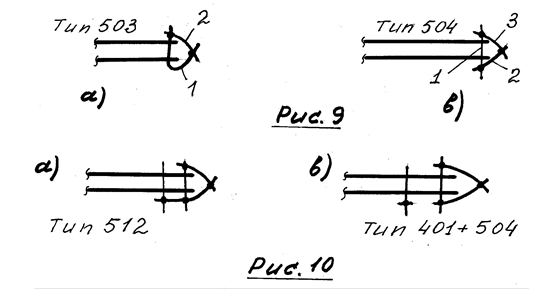
2.2 Обмёточные одноигольные (оверлоки): 851 кл ПМЗ (тип стежка 503, n=6500, игла № 50 – 80); 51 кл ПМЗ, тип стежка 503, 504 (рис. 9) , для тканей, нет дифференциального реечного двигателя.
Завод РЗЛМ: 208 кл, 208 А кл (костюмн ткани).
Переход на двухниточную строчку осуществляется заменой правого петлителя ширителем двухрожковым, который входит в комплект машины 51 кл.
2.3 Стачивающе – обмёточные машины.
Они одновремённо выполняют две параллельных строчки – стачивающую и обмёточную, которые под материалом могут соединяться специальной нитью. Как исключение, машина 797 кл ОЗЛМ имеет стачивающую строчку двухниточную челночную; тип стежка 301+504. Машина пятиниточная: две иглы, два петлителя, челнок.
308 кл ОЗЛМ, тип стежка 512, две иглы, два петлителя – четырёхниточный шов. Обе строчки снизу соединяются нитью левого петлителя. Можно записать условно, что тип стежка образуется сложением двух других типов : 512 » 401 + 504, рис. 10.
408, 508 кл ОЗЛМ – различаются расстоянием между иглами, тип стежка 401+504. Последняя машина – плательная.
1497 кл ОЗЛМ – экзотика ! Обработка материала «враскол». Тип стежка 401+503х2. Инструменты: три иглы, три петлителя, два ширителя, два механизма подрезания края. Подробнее о машине: Полухин В.П. и др. Швейные машины цепного стежка, М.: Лёгкая индустрия, 1976, с. 347.
В настоящее время выпускаются серии машин данной группы по лицензиям фирм Ямато и Джуки в гг Азов и Ростов на Дону.
Машины ф. Римольди, Италия.
 |
Тема: Многониточная обмёточная машина – оверлок.
§ 3 Последовательность формирования трёхниточной строчки оверлока.
Это стежок типа 504, формируемый на машинах 51кл., 851 кл ПМЗ, 208кл ОЗЛМ, МО – 800 JUKI и др., а также на стачивающе-обмёточных машинах совместно со стачивающей строчкой.
Инструменты машины: наклонная игла, два петлителя ,движущихся в плоскостях, перпендикулярных строчке, дифференциальный реечный двигатель ( для тканей – одна рейка), два ножа для предварительной подрезки края перед обмётыванием и два нитеподатчика – для верхней и нижней нитей.
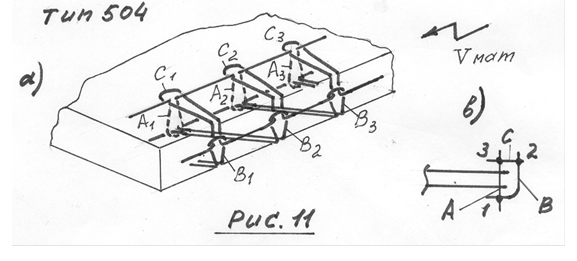
На рисунке 11 показана обмёточная трёхниточная строчка с такими обозначениями:
А,В, и С – петли соответственно иглы, левого петлителя и правого петлителя. Индексы букв – порядковые номера выполненных стежков.
1, 2, 3 – зоны переплетения петель А, В, и С, обозначающие последовательность выполнения переплетения нитей.
Следовательно, нитями заправлены три инструмента: игла и два петлителя. Если правый петлитель заменить ширителем, рис. 12, то нить левого петлителя будет им захватываться и подводиться под иглу. Получим двухниточную строчку вместо трёхниточной.
На рисунке 12 обозначены: Р – два рожка ширителя, а Н – сечение нити левого петлителя, захваченной ширителем.
По рисунку 11»в» опишем три характерных момента при формировании строчки.
«1» – левый петлитель вводит свою нить в петлю-напуск поднимающейся иглы,
«2» – правый петлитель вводит свою нить в петлю левого петлителя и проводит её вверх через срез материала.
«3» – игла, опускаясь, вводит свою нить в петлю неподвижного правого петлителя, расположенного над материалом. Поэтому иногда правый петлитель называют верхним, а левый – нижним. Эта последовательность формирования строчки справедлива для любого класса и фирмы
Подача материала происходит при отсутствии иглы в материале, а подача нити инструментам – на этапах укладки нитей на материал.
Кадры 1, 2, и 3 показали, что инструменты машины последовательно попарно вступают в работу и следовательно, при встрече должны располагаться с минимальным зазором друг от друга. Так как петлители располагаются в плоскостях, перпендикулярных строчке и параллельных между собой, то для их взаимодействия с иглой её пришлось установить наклонно к вертикали. На рисунке 13 сделана попытка показать схематично положение инструментов на виде слева вдоль главного вала применительно к кадрам ¬ и процесса формирования строчки, рис.11»в», с такими обозначениями:
I и II – плоскости движения соответственно левого петлителя Пл и правого петлителя Пп.

Гл. в – сечение главного вала,
Х, У – величины рабочего хода иглы по горизонтали и вертикали,
У. М – уровень материала,
a = 18 - 20° угол наклона иглы к вертикали,
И – игла.
Vмат – направление подачи материала с остановками.
§ 4 Механизм иглы оверлока класса МО-800 фирмы Juki.
Приводим описание пространственной структурной схемы этого механизма, рис. 14.
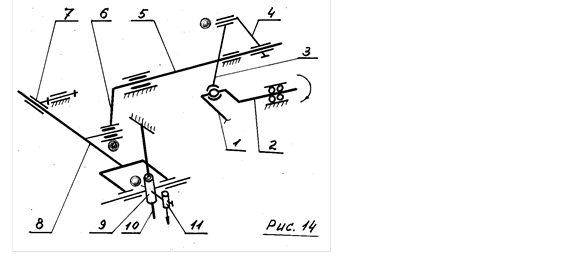 |
1 – одно из четырёх колен со сферической цапфой главного вала 2,
3 – шатун,
4 – правое (заднее) коромысло,
5 – игольный вал,
6 – левое (переднее) коромысло,
7 – кулиса, выполненная в форме камня,
8 – шатун,
9 - игловодитель - ползун, оформленный в виде трубки,
10 – неподвижная направляющая игловодителя,
11 – иглодержатель с иглой.
По структуре механизм построен последовательным соединением двух плоских механиз-
Рекомендация для Вас - 2 Роль религии в международных отношениях.
мов :
1) кривошипно-коромыслового: кривошипа (1-2) + шатуна 3 + коромысла (4-5) и стойки
2) коромысло-кулисного: коромысла 6+ шатуна 8 + кулисы 7 и стойки.
Здесь звено (9+11) пассивное, т.к. точка шатуна 8, лежащая на направляющей 10, и без ползуна 9 будет двигаться с достаточной точностью по прямой.
Три кинематических пары, отмеченные на схеме круглым пятном, получают смазку по фитилям из картера машины. Большинство остальных соединений в зоне главного вала смазываются орошением за счет отражённой от колпачка струи масла, направленной из выходного патрубка масляного шестерёнчатого насоса.
Регулировка механизма одна – положения иглы по высоте. Осуществляется поворотом игольного вала внутри правого коромысла 4. Цель регулировки – обеспечить оптимальную по размерам и форме петлю-напуск иглы в момент подхода к ней левого петлителя.




















