
Оборудование для среднего измельчения мясного сырья
Лекция № 4
Оборудование для среднего измельчения мясного сырья (волчки)
Волчки используют для среднего измельчения мясного сырья. Широкое распространение волчков связано с их достоинством: высокой производительностью, простотой конструкции основных механизмов, легкостью сборки и разборки для санитарной обработки и последующей работы, снабжением передаточных механизмов предохранительными устройствами.
Промышленные волчки по конструкции мало отличаются от мясорубок, они просты в исполнении, по конструкции и надежны в работе.
Волчок (рис. 1) состоит из станины 1, привода 8, загрузочной горловины 6, приемного 5 и рабочего 3 цилиндров, режущего (ножевого) механизма 4 и устройств для подачи к нему сырья – питающего шнека 2 в волчках с обычной подачей сырья, а также подающего 2 и питающего шнека 7 в волчках с принудительной подачей.
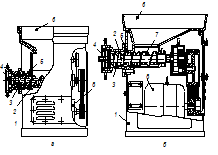
Рис. 1. Схема волчков с обычной (а) и принудительной подачей сырья
в рабочий цилиндр (б)
Мясо через загрузочную горловину попадает в приемный цилиндр, откуда шнеком подается в рабочий цилиндр. Под действием давления, обусловленного уменьшением шага витков червяка, мясо проталкивается через последовательно собранные ножи и решетки. Внутри рабочей камеры имеются ребра, которые направляют движение мяса, предотвращая его смятие.
Рекомендуемые материалы
Принудительная подача сырья в рабочую часть машины обеспечивает постоянную загрузку режущего механизма (на уровне заданной производительности) и высокую удельную производительность. Уменьшается удельный расход энергии на измельчение по сравнению с подачей самотеком. Однако конструкция волчка с принудительной подачей более сложная, следовательно, стоимость возрастает. Чем длиннее рабочий шнек (червяк), тем меньше мяса вытесняется обратно в загрузочную часть и выше производительность волчка: при большом числе витков образуется лабиринт, что снижает возможность передавливания фарша из зоны давления в зону загрузки.
Основной рабочий орган волчка – режущий механизм. Он бывает плоский и конический. Наиболее распространены волчки с плоским режущим механизмом, который набирают из ножей и решеток. Обычно решетка неподвижна, а нож вращается. Плоские режущие механизмы проще в исполнении и удобнее в работе – легче регулировать степень прижатия решеток и ножей, от которой зависит эффективность измельчения мяса. Конические режущие механизмы позволяют снизить расход энергии на обработку.
Производительность волчка и удельный расход энергии можно регулировать путем комплектования режущего механизма, который может быть набран из 1 – 6 режущих плоскостей. При мелком и среднем измельчении устанавливают больше режущих плоскостей.
При грубом измельчении режущий механизм собирают в такой последовательности: на палец рабочего шнека надевают односторонний приемный нож, затем решетку, которую шпонкой неподвижно закрепляют в рабочем цилиндре. Поверхность решетки и ножа шлифуют для более плотного прилегания, что улучшает условия резания.
Режущий механизм необходимо собирать так, чтобы измельчение вначале было более грубым, затем более тонким. Это обеспечивает меньшие затраты энергии, и соответственно измельчаемый продукт меньше нагревается. В ножевом механизме с четырьмя режущими плоскостями на палец рабочего шнека надевают приемную решетку. Двусторонний нож, крупную решетку с отверстиями, например 16 или 25 мм, второй двусторонний нож, мелкую решетку и прижимное кольцо. Ножи и решетки умеренно затягивают зажимной гайкой.
Производительность режущего механизма зависит от числа перьев на ножах. Наиболее распространены крестообразные ножи, т. е. с четырьмя перьями. С увеличением числа перьев на ноже производительность возрастает, если при этом не снижается степень использования решетки (перья ножей не перекрывают слишком большую площадь решетки).
Производительность регулируют путем изменения частоты вращения ножей. Чем выше скорость резания, тем меньше усилия резания и лучше качество среза, но при этом значительно повышается температура в зоне контакта режущей части с продуктом. При увеличении скорости резания на поверхности соприкосновения ножа и решетки резко возрастает удельное давление, что обеспечивает более благоприятные условия резания соединительной ткани.
При неправильной сборке режущего механизма, неровной поверхности решеток, плохой заточке ножей и решеток в режущей плоскости образуются зазоры. При работе волчка в них забиваются кусочки мяса (соединительной ткани), что приводит к прокручиванию ножа без резания и нагреванию фарша вследствие трения.
Правильная работа режущего механизма обеспечивается плотной затяжкой ножей и решеток. Для этого гайку-маховик затягивают до отказа, а затем отпускают примерно на треть оборота. Гайку-маховик не следует сильно затягивать, так как резание мяса не должно сопровождаться большими усилиями сжатия, которые могут привести к выделению жидкой фракции.
При работе волчка мясо и жир служат смазкой для режущего механизма. В связи с этим не рекомендуется включать волчок до загрузки.
Неисправность в работе определяют по степени измельчения. При правильной сборке режущего механизма и хорошей заточке ножей и решеток фарш заполняет все отверстия решетки, вытекает плавно, ровной струей и заметно не нагревается [].
Действительная производительность волчка  , кг/ч, определяется по пропускной и режущей способности.
, кг/ч, определяется по пропускной и режущей способности.
Производительность по пропускной способности  кг/ч,
кг/ч,
В лекции "20. Условие управляемости и наблюдаемости" также много полезной информации.

 , где
, где  коэффициент подачи или использования шнека, зависящий от длины шнека, зазоров между стенкой цилиндра и шнеком (
коэффициент подачи или использования шнека, зависящий от длины шнека, зазоров между стенкой цилиндра и шнеком ( 0,25 – 0,35);
0,25 – 0,35);  наружный диаметр шнека, м;
наружный диаметр шнека, м;  диаметр вала шнека, м;
диаметр вала шнека, м;  число оборотов шнека в минуту;
число оборотов шнека в минуту;  шаг шнека, м;
шаг шнека, м;  плотность продукта, кг/м3 (для мяса 1070…1085 кг/м3).
плотность продукта, кг/м3 (для мяса 1070…1085 кг/м3).
Производительность по режущей способности кг/ч,
 ,
,
где  коэффициент использования площади решетки, представляющий собой отношение суммарной площади всех отверстий для прохода продукта в решетке ко всей площади решетки;
коэффициент использования площади решетки, представляющий собой отношение суммарной площади всех отверстий для прохода продукта в решетке ко всей площади решетки;
 , где
, где  число отверстий в решетке;
число отверстий в решетке;  диаметр отверстия в решетке,
диаметр отверстия в решетке,  диаметр решетки, мм;
диаметр решетки, мм;  количество лезвий (перьев) ножа;
количество лезвий (перьев) ножа;  площадь поверхности продукта после измельчения, м2/кг (принимается при диаметре отверстий последней решетки 2 – 3 мм равным 1,2 – 0,8 м2/кг, а при диаметре отверстий 16 – 25 мм равным 0,9 – 0,07 м2/кг).
площадь поверхности продукта после измельчения, м2/кг (принимается при диаметре отверстий последней решетки 2 – 3 мм равным 1,2 – 0,8 м2/кг, а при диаметре отверстий 16 – 25 мм равным 0,9 – 0,07 м2/кг).
Потребная мощность  , кВт,
, кВт, , где
, где  удельный расход электроэнергии при установившейся работе волчка (при диаметре отверстий 2 – 3 мм равен 3,5 – 4,5 кВт ч/т и при диаметре 16 – 25 равен 1,5 – 2 кВт ч/т);
удельный расход электроэнергии при установившейся работе волчка (при диаметре отверстий 2 – 3 мм равен 3,5 – 4,5 кВт ч/т и при диаметре 16 – 25 равен 1,5 – 2 кВт ч/т);  КПД привода механизма волчка
КПД привода механизма волчка


















