


Оборудование для тонкого измельчения мясного сырья
Лекция № 5
Оборудование для тонкого измельчения мясного сырья
Куттеры
Процесс приготовления мясных эмульсий представляет собой механическое измельчение (куттерование), сопровождающиеся формированием стабильной водо-белковой эмульсии с определенными реологическими (липкость, пластичность), технологическими (водосвязывающая способность) и органолептическими (однородность, нежность) показателями.
Процесс куттерования и образования мясной эмульсии протекает в три фазы.
На первой фазе (в течение первых 2-3 минут) преобладает механическое разрушение клеточной структуры тканей, мышечные волокна разрушаются, их содержимое вытекает. Идет экстракция белков в водную фазу, причем эффективность процесса увеличивается в присутствии поваренной соли.
На второй фазе мышечные белки интенсивно начинают набухать, связывать добавляемую в мясную систему воду; идет вторичное структурообразование белков между собой и образование матрицы эмульсии. Увеличивается величина водосвязывающей способности системы. При этом для формирования структуры эмульсии и поглощения ею воды решающие значение имеет степень перехода миофибриллярных белков в растворенное состояние, чему способствует присутствие поваренной соли и высокая гомогенизация сырья. При недостаточном измельчении белки полностью не выходят из клеточной структуры и не участвуют в связывании воды и образовании пространственного каркаса, что приводит к расслоению фарша.
На третьей фазе при продолжающемся измельчении сырья происходит частичное диспергирование жира (на фоне локального повышения температуры) с образованием мелкодисперсных жировых шариков, которые соединяются с белковым каркасом, состоящим из водо- и солерастворимых мышечных белков.
Контроль за температурой сырья – важное условие стабильной эмульсии. При тонком измельчении фарш нагревается и превышение уровня в 18 С может привести к денатурации белков, что способствует появлению рыхлости, бульонных и жировых отеков у готового изделия.
С может привести к денатурации белков, что способствует появлению рыхлости, бульонных и жировых отеков у готового изделия.
Рекомендуемые материалы
Для предотвращения перегрева эмульсий необходимо контролировать продолжительность куттерования (не более 7 – 11 мин), температуру (должна быть в диапазоне 10 14С), качество заточки режущего органа.
14С), качество заточки режущего органа.
Во избежания повышения температуры эмульсии рекомендуется добавлять чешуйчатый лед и снег, количество которого зависит от температуры исходных ингредиентов, конструкции и технического состояния куттера. Тупые ножи, большой зазор между ножами и чашей (не должен превышать 0,4 мм) – все это приводит к повышению температуры.
мм) – все это приводит к повышению температуры.
Для достижения интенсивной и устойчивой окраски продукта на второй фазе добавляют аскорбиновую кислоту и ее производные.
Куттер (рис. 1) состоит из чаши 5, режущего механизма, включающего приводной вал 2 и серповидные ножи 4, из гребенки 3 и крышки 1, закрывающую зону куттерования.
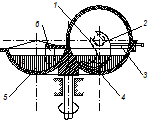
Рис. 1. Схема куттера периодического действия
 К крышке прикреплены скребки 6, направляющие продукт под комплект серповидных ножей, закрепленных в ножевой головке (рис. 2).
К крышке прикреплены скребки 6, направляющие продукт под комплект серповидных ножей, закрепленных в ножевой головке (рис. 2).
Число ножей в комплекте для куттера составляет не менее шести, вращаются они с частотой более 100 с-1. Ножевая головка состоит из ножа 1, посадочной части 2, втулки 3, отверстий 4 и 7, вала 5, штифта 6, гайки 8 и диска 9. Нож куттера имеет режущую кромку в виде прямой линии с заточкой в виде клина или изогнутой линии и сложной геометрической формы (ломаная линия). При существующих формах заточки ножей предпочтение отдается асимметричному клину с углом заточки при вершине от 15 до 30 0.
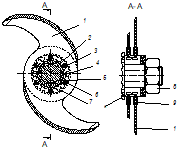
Рис. 2. Схема ножевой головки в сборе
Ножи закрепляют способом открытого и закрытого гнезда. Первый способ крепления ножей с вилкообразной посадочной частью применяют для куттеров малой мощности. Ножи укрепляют на валу гайкой, и они удерживаются силой трения. Второй способ используют для высокоскоростных куттеров и ножи изготавливают с отверстиями в посадочной части. Ножи и ножевую головку выбирают для обеспечения легкой балансировки и поддержания минимального зазора между внутренней поверхности чаши и режущей кромки ножа.
Применение двигателей постоянного тока позволяет бесступенчато регулировать частоту вращения ножевого вала от минимальной до максимальной в зависимости от технологических требований, качества и состояния измельчаемого сырья. Этот привод позволяет осуществлять и перемешивающий ход – вращение ножей с малой скоростью в обратную сторону. Этот ход используют для перемешивания фарша с ингредиентами.
Двигатели постоянного тока имеют более высокий КПД, малые пусковые токи, отсутствие тормозных токов. Бесступенчатое регулирование частоты вращения ножевого вала позволяет оптимизировать процесс куттерования в зависимости от вида вырабатываемого фарша. Все это позволяет экономить до 30 % электроэнергии по сравнению с асинхронными двигателями.
Важнейшим элементом куттера является нож, от качества которого (кон-фигурация, заточка, жесткость, прочность) зависит и качество выполнения технологических операций. В отечественной и мировой практике создано большое количество ножей с различными схемами крепления на валу, балансировки и разнообразной конфигурацией режущей кромки. Резание в куттере – процесс динамический с быстро изменяющимися скоростными и силовыми параметрами, что вызывает вибрационные и резонансные явления в системе нож – продукт. Поэтому при создании ножей необходимо учитывать не только конфигурацию режущей кромки (лезвие), но и устойчивость ножа продольную и поперечную, виброустойчивость и механическую прочность. В связи с этим куттерные ножи изготавливают из высокопрочных легированных сталей.
Действительная производительность куттера  , кг/ч, определяется по формуле
, кг/ч, определяется по формуле
 , где
, где  коэффициент загрузки чаши (
коэффициент загрузки чаши ( 0,6);
0,6);  геометрическая емкость чаши, м3;
геометрическая емкость чаши, м3;  плотность продукта, кг/м3;
плотность продукта, кг/м3;  полная продолжительность цикла куттерования (включая загрузку, перемешивание, резание и выгрузку), мин.
полная продолжительность цикла куттерования (включая загрузку, перемешивание, резание и выгрузку), мин.
Мощность привода куттера  , кВт,
, кВт,
 , где
, где  удельный расход энергии на перерезывание слоя фарша одним ножом за один оборот (при окружной скорости кромок ножей до 30 м/с без добавления снега
удельный расход энергии на перерезывание слоя фарша одним ножом за один оборот (при окружной скорости кромок ножей до 30 м/с без добавления снега  2,7 – 3,1 кДж/м2; с добавлением в фарш снега 2,0 – 2,4 кДж/м2), Дж/м2;
2,7 – 3,1 кДж/м2; с добавлением в фарш снега 2,0 – 2,4 кДж/м2), Дж/м2;  площадь сечения слоя фарша в чаше куттера (
площадь сечения слоя фарша в чаше куттера ( , м;
, м; 
 расстояние от оси вращения до центра тяжести слоя фарша, м;
расстояние от оси вращения до центра тяжести слоя фарша, м;  число ножей;
число ножей;  число оборотов вала в мин;
число оборотов вала в мин;  коэффициент запаса мощности;
коэффициент запаса мощности;  общий КПД привода.
общий КПД привода.
Эмульситаторы
Если Вам понравилась эта лекция, то понравится и эта - 8.7 Историческое значение образования государства.
Режущие механизмы эмульситаторов строятся по принципу десмембраторов, в которых одна часть механизма неподвижна (статор), а вторая – вращается (ротор). В эмульситаторах используют: плоские пластины с зубьями на внешней и внутренней образующей; конические зубчатые инструменты; плоские пластины с зубьями на боковой поверхности; конические диски с зубьями на поверхности. Во всех случаях измельчение материала происходит между неподвижными и быстродвижушимися зубьями. Скорость относительного движения зубьев доходит до 30 м/с. Измельчение происходит за счет срезания на острых кромках ножей, а также за счет кавитационной составляющей, возникающей из-за пульсации давлений.
Эмульситатор ЯЗ-ФИБ (рис. 3) предназначен для измельчения мясных фаршей, полученных на волчке с диаметром отверстий в решетке 3 мм. Он состоит из рамы 1, на которой установлен электродвигатель 7 и пульта управления 6. Электродвигатель закрыт кожухом 5. К электродвигателю прикреплен режущий механизм 2, корпус которого спереди закрыт крышкой бункера 3 для загрузки. Сбоку на корпусе установлен патрубок 4 для выгрузки эмульсии.
Корпус режущего механизма 1 (рис. 3, б) прикреплен к электродвигателю через переходной фланец 11. В корпусе на шпонке установлен комплект из трех неподвижных 6 дисковых ножей и трех дистанционных колец 7. Весь комплект зажимают гайкой 5.
На вал электродвигателя 13 устанавливают выгружатель, состоящий из втулки 2 и лопастей 10. На втулке выгружателя на шпонке крепят комплект из трех подвижных дисковых ножей 9 и трех дистанционных колец 8. Затем на втулку выгружателя надевают корпус подающего механизма с лопастями 3 и все скрепляют болтом, ввинчиваемым в вал электродвигателя. Толщина ножей подвижных и неподвижных 8 мм, а дистанционных колец – 9 мм. Поэтому между ножами образуется гарантированный нерегулируемый зазор 0,5 мм. Корпус с переднего торца закрыт фланцем 4 бункера загрузки. Электродвигатель защищен от попадания мясного сока сальниковым уплотнением 12.
Производительность эмульситатора,  , кг/с, определяется по формуле
, кг/с, определяется по формуле
 , где коэффициент загрузки (
, где коэффициент загрузки ( ;
;  объем продукта, срезаемого одним ножом за 1 оборот, м3;
объем продукта, срезаемого одним ножом за 1 оборот, м3;  плотность продукта, кг/м3;
плотность продукта, кг/м3;  число подвижных ножей;
число подвижных ножей;  число зубьев ножа;частота вращения рабочего органа, с-1
число зубьев ножа;частота вращения рабочего органа, с-1


















