
Технологические основы микроэлектроники
6. Технологические основы микроэлектроники
6.1. Введение
Технология полупроводниковых ИС развилась на основе планарной технологии транзисторов, а последняя, в свою очередь, впитала в себя весь предшествующий опыт производства полупроводниковых приборов. Поэтому чтобы разбираться в технологических циклах изготовления ИС, необходимо ознакомиться с типовыми технологическими процессами, из которых эти циклы складываются. Технология ГИС также зародилась не на пустом месте, а обобщила и развила те методы нанесения пленок, которые ранее использовались в радиотехнической промышленности, машиностроении и оптике.
6.2. Подготовительные операции
Монокристаллические слитки кремния, как и других полупроводников, получают обычно путем кристаллизации из расплава — методом Чохральского. При этом методе стержень с затравкой (в виде монокристалла кремния) после соприкосновение с расплавом медленно поднимают с одновременным вращением (рис. 6.1). При этом вслед за затравкой вытягивается нарастающий и застывающий слиток.
Кристаллографическая ориентация слитка (его поперечного сечения) определяется кристаллографической ориентацией затравки. Чаще других используются слитки с поперечным сечением, лежащим в плоскости (111) или (100) (см. 2.2).
Типовой диаметр слитков составляет в настоящее время 80 мм, а максимальный может достигать 120 мм и более. Длина слитков может достигать 1—1,5 м, но обычно она в несколько раз меньше.
Слитки кремния разрезают на множество тонких пластин (толщиной 0,4— 0,5 мм), на которых затем изготавливают интегральные схемы или другие приборы. Во время резки слиток прочно закрепляют, причем очень важно обеспечить перпендикулярное расположение слитка относительно режущих полотен или дисков с тем, чтобы пластины имели необходимую кристаллографическую ориентацию.
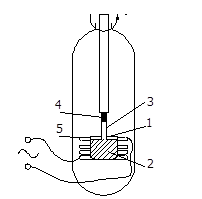
Рис. 6.1. Схема выращивания монокристалла методом Чохральского:
1 — тигель; 2 — расплав полупроводника; 3 — выращиваемый
монокристалл; 4 — затравка; 5 — катушка высокочастотного нагрева
Рекомендуемые материалы
Поверхность пластин после резки весьма неровная: размеры царапин, выступов и ямок намного превышают размеры будущих элементов ИС. Поэтому перед началом основных технологических операций пластины многократно шлифуют, а затем полируют. Цель шлифовки, помимо удаления механических дефектов, состоит также в том, чтобы обеспечить необходимую толщину пластины (200—300 мкм), недостижимую при резке, и параллельность плоскостей. Шлифовку осуществляют на вращающихся шлифовальных кругах. Шлифующим агентом являются суспензии из микропорошков, размер зерен которых выбирают все меньшим при каждом цикле шлифовки, вплоть до 1—2 мкм.
По окончании шлифовки на поверхности все же остается механически нарушенный слой толщиной несколько микрон, под которым расположен еще более тонкий, так называемый физически нарушенный слой. Последний характерен наличием «незримых» искажений кристаллической решетки и механических напряжений, возникающих в процессе шлифовки.
Полировка состоит в удалении обоих нарушенных слоев и снижении неровностей поверхности до уровня, свойственного оптическим системам — сотые доли микрона. Помимо механической (с помощью еще более мелкозернистых суспензий), используется химическая полировка (травление), т. е. по существу растворение поверхностного слоя полупроводника в тех или иных реактивах. Выступы и трещины на поверхности стравливаются быстрее, чем основной материал, и в целом поверхность выравнивается.
Достигаемая в процессе шлифовки и полировки параллельность плоскостей пластины, составляет единицы и даже доли микрона на сантиметр длины.
Важным процессом в полупроводниковой технологии является также очистка поверхности от загрязнений органическими веществами, особенно жирами. Очистку и обезжиривание проводят в органических растворителях (толуол, ацетон, этиловый спирт и др.) при повышенной температуре.
Травление, очистка и многие другие процессы сопровождаются отмывкой пластин в деионизованной воде. Деионизация осуществляется в специальных установках путем пропускания предварительно, дистиллированной воды через гранулированные смолы, в которых благодаря химическим реакциям происходит связывание растворенных ионов. Степень деионизации оценивается по удельному сопротивлению воды, которое обычно лежит в пределах 10—20 МОм∙см и выше (удельное сопротивление бидистиллированной воды не превышает 1—2 МОм∙см).
6.3. Эпитаксия
Эпитаксией называют процесс наращивания монокристаллических слоев на подложку, при котором кристаллографическая ориентация наращиваемого слоя повторяет кристаллографическую ориентацию подложки.
В настоящее время эпитаксия обычно используется для получения тонких рабочих слоев однородного полупроводника на сравнительно толстой подложке, играющей роль несущей конструкции.
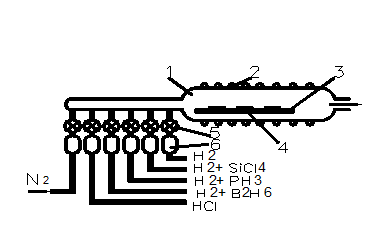
Типовой — хлоридный процесс эпитаксии применительно к кремнию состоит в следующем (рис. 6.2). Монокристаллические кремниевые пластины загружают в тигель «лодочку» и помещают в кварцевую трубу. Через трубу пропускают поток водорода, содержащий небольшую примесь тетрахлорида кремния  . При высокой температуре (около 1200 °С), которая обеспечивается высокочастотным нагревом тигля, на поверхности пластин ходит реакция
. При высокой температуре (около 1200 °С), которая обеспечивается высокочастотным нагревом тигля, на поверхности пластин ходит реакция

В результате реакции на подложке постепенно осаждается слой чистого кремния, а пары  уносятся потоком водорода. Эпитаксиальный слой осажденного кремния монокристалличен и имеет ту же кристаллографическую ориентацию, что и подложка. Химическая реакция, благодаря подбору температуры, происходит только на поверхности пластины, а не в окружающем пространстве.
уносятся потоком водорода. Эпитаксиальный слой осажденного кремния монокристалличен и имеет ту же кристаллографическую ориентацию, что и подложка. Химическая реакция, благодаря подбору температуры, происходит только на поверхности пластины, а не в окружающем пространстве.
 |
Процесс, проходящий в потоке газа, называют газотранспортной реакцией, а основной газ (в данном случае водород), переносящий примесь в зону реакции, — газом-носителем.
Рис. 6.2. Схема хлоридного процесса эпитаксии:
1 — кварцевая труба; 2 — катушка ВЧ нагрева; 3 — тигель с пластинами;
4 — пластина кремния; 5 — вентиль для перекрытия соответствующего газа;
6 — измеритель скорости потока.
Если к парам тетрахлорида кремния добавить пары соединений бора ( ) или фосфора (
) или фосфора ( ), то эпитаксиальный слой будет иметь уже не собственную, а соответственно дырочную или электронную проводимость, поскольку в ходе реакции в осаждающийся кремний будут внедряться акцепторные атомы бора или донорные атомы фосфора.
), то эпитаксиальный слой будет иметь уже не собственную, а соответственно дырочную или электронную проводимость, поскольку в ходе реакции в осаждающийся кремний будут внедряться акцепторные атомы бора или донорные атомы фосфора.
В установке, показанной на рис. 6.2, предусмотрены некоторые дополнительные операции: продувка трубы азотом и неглубокое травление поверхности кремния в парах (с целью очистки). Эти операции проводятся до основных.
Таким образом, эпитаксия позволяет выращивать монокристаллические слои любого типа проводимости и любого удельного сопротивления на подложке, обладающей тоже любым типом и величиной проводимости (рис. 6.3).
Эпитаксиальная пленка может отличаться от подложки по химическому составу. Способ получения таких пленок называют гетероэпитаксией, в отличие от гомоэпитаксии, описанной выше. Конечно, при гетероэпитаксии материалы пленки и подложки должны по-прежнему иметь одинаковую кристаллическую решетку. Например, можно выращивать кремниевую пленку на сапфировой подложке.
Граница между эпитаксиальным слоем и подложкой не получается идеально резкой, так как примеси в процессе эпитаксии частично диффундируют из одного слоя в другой. Это обстоятельство затрудняет создание сверхтонких (менее 1 мкм) и многослойных эпитаксиальных структур. Основную роль в настоящее время играет однослойная эпитаксия. Она существенно пополнила арсенал полупроводниковой технологии; получение таких тонких однородных слоев (1—10 мкм), какие обеспечивает эпитаксия, невозможно иными средствами.
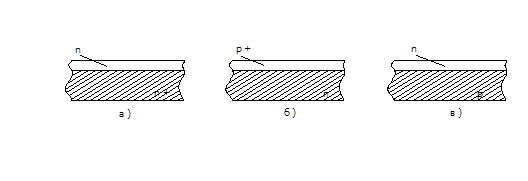
Рис. 6.3. Примеры эпитаксиальных структур:
а — пленка n-типа на n+ - подложке; б- пленка p+ - типа на n-подложке;
в-пленка n-типа на р-подложке
В заключение заметим, что помимо описанной газовой эпитаксии, существует жидкостная эпитаксия, при которой наращивание монокристаллического слоя осуществляется из жидкой фазы, т. е. из раствора, содержащего необходимые компоненты.
6.4. Термическое окисление
Окисление кремния — один из самых характерных процессов в технологии современных ИС. Получаемая при этом пленка двуокиси кремния ( ) выполняет несколько важных функций, в том числе:
) выполняет несколько важных функций, в том числе:
функцию защиты — пассивации поверхности и, в частности, защиты вертикальных участков  -переходов, выходящих на поверхность (рис. 6.4, а);
-переходов, выходящих на поверхность (рис. 6.4, а);
функцию маски, через окна которой вводятся необходимые примеси (рис. 6.4, б);
функцию тонкого диэлектрика под затвором МОП-транзистора (рис. 6.4, в).
Такие широкие возможности двуокиси кремния — одна из причин того, что кремний стал основным материалом для изготовления полупроводниковых ИС.
Поверхность кремния всегда покрыта «собственной» окисной пленкой, получающейся в результате «естественного» окисления при самых низких температурах. Однако эта пленка имеет слишком малую толщину (оксло 5 нм), чтобы выполнять какую-либо из перечисленных функций. Поэтому в технологии ИС пленки получают искусственным путем.
Искусственное окисление кремния осуществляется обычно при высокой температуре (1000—1200 °С). Такое термическое окисление можно проводить в атмосфере кислорода (сухое окисление), в смеси кислорода с парами воды (влажное окисление) или просто в парах воды.
Во всех случаях процесс проводится в окислительных печах. Основу таких печей составляет, как и при эпитаксии, кварцевая труба, в которой размещается «лодочка» с пластинами кремния, нагреваемая либо токами высокой частоты, либо иным путем. Через трубу пропускается поток кислорода (сухого или увлажненного) или пары воды, которые реагируют с кремнием в высокотемпературной зоне. Получаемая таким образом пленка имеет аморфную структуру.
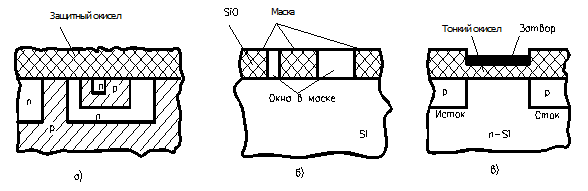
Рис. 6.4. Функции двуокисной пленки кремния:
а — пассивация поверхности; б — маска для локального легирования;
в — тонкий подзатворный окисел
Механизм окисления имеет два варианта. Первый вариант состоит из следующих этапов: 1) диффузия атомов кремния через уже имеющуюся пленку окисла к поверхности; 2) адсорбция молекул кислорода поверхностью из газовой фазы; 3) собственно окисление, т. е. химическая реакция. В этом случае пленка нарастает над исходной поверхностью кремния. Второй вариант состоит из следующих этапов: 1) адсорбция кислорода поверхностью уже имеющегося окисла; 2) диффузия кислорода через окисел к еще не окисленному кремнию; 3) собственно окисление. В этом случае пленка нарастает вглубь от исходной поверхности кремния. На практике оба механизма сочетаются, но главную роль обычно играет второй.
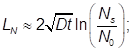
Очевидно, что скорость роста окисла со временем должна убывать, так как новым атомам кислорода приходится диффундировать через все более толстый слой окисла. Полуэмпирическая формула, связывающая толщину окисной пленки со временем термического окисления, имеет вид:

где  — параметр, зависящий от температуры и влажности кислорода.
— параметр, зависящий от температуры и влажности кислорода.
При влажном окислении кислород предварительно пропускают через сосуд с водой.
Сухое окисление идет в десятки раз медленнее влажного. Например, для выращивания пленки толщиной 0,5 мкм в сухом кислороде при 1000 °С требуется около 5 ч., а во влажном — всего 20 мин. С уменьшением температуры на каждые 100 °С время окисления возрастает в 2—3 раза.
В технологии ИС различают «толстые» и «тонкие» окислы . Толстые окислы (d=0,7—0,8 мкм) выполняют функции защиты и маскировки, а тонкие (d=0,1—0,2 мкм) — функции подзатворного диэлектрика в МОП—транзисторах.
Одной из важных проблем при выращивании пленки является обеспечение ее однородности. В зависимости от качества поверхности пластины, от чистоты реагентов и режима выращивания в пленке возникают те или иные дефекты. Распространенным типом дефектов являются микро— и макропоры, вплоть до сквозных отверстий (особенно в тонком окисле).
Качество окисной пленки повышается с уменьшением температуры ее выращивания, а также при использовании сухого кислорода. Поэтому тонкий подзатворный окисел, от качества которого зависит стабильность параметров МОП—транзистора, получают сухим окислением. При выращивании толстого окисла чередуют сухое и влажное окисление: первое обеспечивает отсутствие дефектов, а второе позволяет сократить время процесса.
6.5. Легирование
Внедрение примесей в исходную пластину (или в эпитаксиальный слой) путем диффузии при высокой температуре является исходным и до сих пор основным способом легирования полупроводников с целью создания диодных и транзисторных структур. Этому способу мы уделим главное внимание. Однако за последние 10 лет широкое распространение получил и другой способ легирования — ионная имплантация, который рассматривается в конце параграфа.
6.5.1. Способы диффузии
Диффузия может быть общей и локальной. В первом случае она осуществляется по всей поверхности пластины (рис. 6.5, а), а во втором – на определенных участках пластины через окна в маске, например, в слое (рис. 6.5, б).
Общая диффузия приводит к образованию в пластине тонкого диффузионного слоя, который отличается от эпитаксиального неоднородным (по глубине) распределением примеси (см. кривую 
 на рис. 6.5).
на рис. 6.5).
В случае локальной диффузии примесь распространяется не только в глубь пластины, но и во всех перпендикулярных направлениях, т. е. под маску. В результате этой так называемой боковой диффузии участок –перехода, выходящий на поверхность, оказывается «автоматически» защищенным окислом (рис. 6.5, б). Соотношение между глубинами боковой и основной «вертикальной» диффузии зависит от ряда факторов, в том числе от глубины диффузионного слоя  . Типичным для глубины боковой диффузии можно считать значение
. Типичным для глубины боковой диффузии можно считать значение .
.
Диффузию можно проводить однократно и многократно. Например, в исходную пластину  –типа можно во время 1–й диффузии внедрить акцепторную примесь и получить
–типа можно во время 1–й диффузии внедрить акцепторную примесь и получить  –слой, а затем во время 2–й диффузии внедрить в полученный –слой (на меньшую глубину) донорную примесь и тем самым обеспечить трехслойную структуру. Соответственно различают двойную и тройную диффузию.
–слой, а затем во время 2–й диффузии внедрить в полученный –слой (на меньшую глубину) донорную примесь и тем самым обеспечить трехслойную структуру. Соответственно различают двойную и тройную диффузию.
При проведении многократной диффузии следует иметь в виду, что концентрация каждой новой вводимой примеси должна превышать концентрацию предыдущей, в противном случае тип проводимости не изменится, а значит, не образуется –переход. Между тем концентрация примеси в кремнии (или другом исходном материале) не может быть сколь угодно большой: она ограничена особым параметром – предельной растворимостью примеси. Предельная растворимость зависит от температуры. При некоторой температуре она достигает максимального значения  , а затем снова уменьшается. Максимальные предельные растворимости вместе с соответствующими температурами приведены в табл. 6.1.
, а затем снова уменьшается. Максимальные предельные растворимости вместе с соответствующими температурами приведены в табл. 6.1.
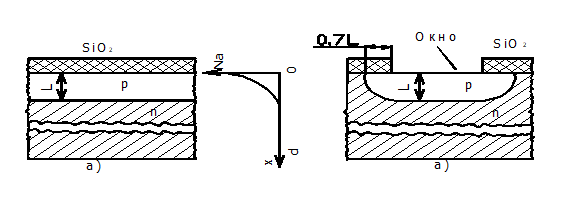
Рис. 6.5. Общая (а) и локальная (б) диффузия примеси в кремний
Следовательно, если проводится многократная диффузия, то для последней диффузии нужно выбирать материал с максимальной предельной растворимостью. Поскольку ассортимент примесных материалов ограничен, не удается обеспечить более 3–х последовательных диффузий.
Табл. 6.1. Максимальная предельная растворимость типичных примесей
| Примесь |
|
|
|
|
|
|
1150°С |
1150°С |
1200°С |
1300°С |










Примеси, вводимые путем диффузии, называют диффузантами (бор, фосфор и др.). Источниками диффузантов являются их химические соединения. Это могут быть и жидкости ( ,
, ), и твердые тела (
), и твердые тела ( ,
, ), и газы (,
), и газы (, ).
).
Внедрение примесей обычно осуществляется с помощью газотранспортных реакций — так же, как при эпитаксии и окислении. Для этого используются либо однозонные, либо двухзонные диффузионные печи.
Двухзонные печи используются в случае твердых диффузантов. В таких печах (рис. 6.6) имеются две высокотемпературные зоны, одна – для испарения источника диффузанта, вторая — собственно для диффузии. Пары источника диффузанта, полученные в 1–й зоне, примешиваются к потоку нейтрального газа–носителя (например, аргона) и вместе с ним доходят до 2–й зоны, где расположены пластины кремния.
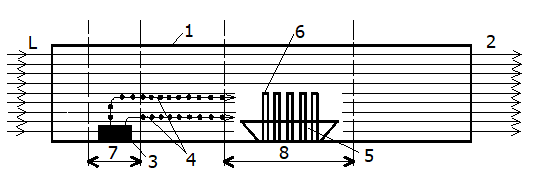
Рис. 6.6. Схема двухзонной диффузионной печи:
1 — кварцевая труба; 2 — поток газа-носителя; 3 — источник диффузанта;
4 — пары источника диффузанта; 5 — тигель с пластинами; 6 — пластина кремния;
7 — первая высокотемпературная зона; 8 — вторая высокотемпературная зона
Температура во 2–й зоне выше, чем в 1–й. Здесь атомы диффузанта внедряются в пластины, а другие составляющие химического соединения уносятся газом–носителем из зоны.
В случае жидких и газообразных источников диффузанта нет необходимости в их высокотемпературном испарении. Поэтому используются однозонные печи, в которые источник диффузанта поступает уже в газообразном состоянии.
При использований жидких источников диффузанта диффузию проводят в окислительной среде, добавляя к газу–носителю кислород. Кислород окисляет поверхность кремния, образуя окисел , т. е. в сущности – стекло. В присутствии диффузанта (бора или фосфора) образуется боросиликатное или фосфорно–силикатное стекло. При температуре выше 1000 °С эти стекла находятся в жидком состоянии, покрывая поверхность кремния тонкой пленкой, так что диффузия примеси идет, строго говоря, из жидкой фазы. После застывания стекло защищает поверхность кремния в местах диффузии, т. е. в окнах окисной маски. При использовании твердых источников диффузанта – окислов – образование стекол происходит в процессе диффузии без специально вводимого кислорода.
6.5.2. Теоретические основы диффузии
Теория диффузии основана на двух законах Фика. 1–й закон Фика связывает плотность потока частиц  с градиентом их концентрации. В одномерном случае
с градиентом их концентрации. В одномерном случае
 (6.1a)
(6.1a)
где  – коэффициент диффузии,
– коэффициент диффузии,  – концентрация.
– концентрация.
2–й закон Фика характеризует скорость накопления частиц (в нашем случае – атомов примеси):
 (6.1б)
(6.1б)
Из уравнения (6.1б) можно найти функцию  , т. е. распределение концентрации
, т. е. распределение концентрации  в любой момент времени. Для этого нужно задаться двумя граничными условиями,
в любой момент времени. Для этого нужно задаться двумя граничными условиями,
Пусть координата  соответствует той плоскости пластины, через которую вводится примесь (рис. 6.5). Тогда координата противоположной плоскости равна толщине пластины
соответствует той плоскости пластины, через которую вводится примесь (рис. 6.5). Тогда координата противоположной плоскости равна толщине пластины  . Ha практике глубина диффузионных слоев всегда меньше толщины пластины (см. рис. 6.5); поэтому можно положить
. Ha практике глубина диффузионных слоев всегда меньше толщины пластины (см. рис. 6.5); поэтому можно положить . С математической точки зрения удобнее считать пластину бесконечно толстой и в качестве 1–го граничного условия принять
. С математической точки зрения удобнее считать пластину бесконечно толстой и в качестве 1–го граничного условия принять
(∞, )
) . (6.2)
. (6.2)
2–е граничное условие имеет два варианта, которые соответствуют двум разновидностям реального технологического процесса.
1) Случай неограниченного источника примеси. В этом случае диффузант непрерывно поступает к пластине, так что в ее приповерхностном слое концентрация примеси поддерживается постоянной.
Граничное условие для этого варианта имеет вид:
 (6.За)
(6.За)
где  – поверхностная (точнее – приповерхностная) концентрация. Обычно количество поступающего диффузанта обеспечивает режим предельной растворимости, т. е.
– поверхностная (точнее – приповерхностная) концентрация. Обычно количество поступающего диффузанта обеспечивает режим предельной растворимости, т. е.  (макс).
(макс).
2) Случай ограниченного источника примеси. В этом случае сначала в тонкий приповерхностный слой пластины вводят некоторое количество атомов диффузанта, а потом источник диффузанта отключают и атомы примеси перераспределяются по глубине пластины при неизменном их общем количестве. Первую стадию процесса называют «загонкой», вторую — «разгонкой» примеси.
Для этого варианта можно записать условие в виде
 (6.3б)
(6.3б)
где  – количество атомов примеси на единицу площади (задается на этапе «загонки»).
– количество атомов примеси на единицу площади (задается на этапе «загонки»).
Решая уравнение (6.1б) при граничных условиях (6.2) и (6.3а), получаем распределение концентрации при неограниченном источнике (рис. 6.7, а):
 (6.4a)
(6.4a)
где  (
( ) – дополнительная функция ошибок, близкая к экспоненциальной функции
) – дополнительная функция ошибок, близкая к экспоненциальной функции  (см. сноску на с. 68).
(см. сноску на с. 68).
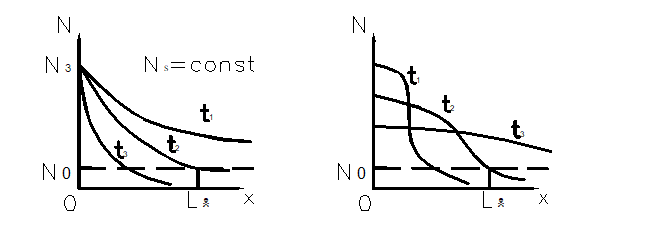
Рис. 6.7. Распределение примеси при диффузии из неограниченного (а)
и ограниченного (б) источников для разных моментов времени
Решая уравнение (6.1б) при условиях (6.2) и (6.3б), получаем распределение концентрации при ограниченном источнике (рис. 6.7, б):
 (6.4б)
(6.4б)
В данном случае распределение описывается функцией Гаусса, которая характерна нулевой начальной производной, наличием точки перегиба и почти экспоненциальным «хвостом» после этой точки.
Под глубиной диффузионного слоя (глубиной диффузии) понимают координату  , при которой концентрация введенной примеси равна концентрации исходной примеси
, при которой концентрация введенной примеси равна концентрации исходной примеси  (рис. 6.7). Величину
(рис. 6.7). Величину  нетрудно найти из выражений (6.4), полагая в левой части
нетрудно найти из выражений (6.4), полагая в левой части  .
.
Аппроксимируя функцию (6.4а) экспонентой, получаем для неограниченного источника
логарифмируя обе части (6.4б), получаем для ограниченного источника
Оба выражения имеют одинаковую структуру и позволяют сделать два важных общих вывода:
— время проведения диффузии пропорционально квадрату желательной глубины диффузии; поэтому получение глубоких диффузионных слоев требует большого времени; в ИС глубина рабочих диффузионных слоев обычно лежит в пределах 1–4 мкм;
— при заданной глубине диффузионного слоя изменения коэффициента диффузии эквивалентны изменениям времени процесса.
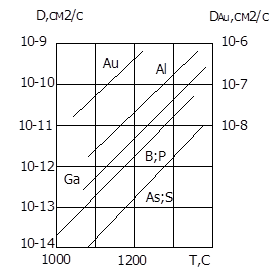
Рис. 6.8. Зависимость коэффициентов диффузии
типичных (для кремния) примесей от температуры
Второй вывод заслуживает более детального рассмотрения. На рис. 6.8 показана температурная зависимость коэффициентов диффузии для некоторых материалов, применяемых в технологии ИС. Как видим, эта зависимость экспоненциальная, т. е. весьма сильная: при  коэффициент диффузии меняется на порядок, а при
коэффициент диффузии меняется на порядок, а при  – на
– на  %.
%.
Последняя цифра, казалось бы, невелика, но ее истинное значение можно проиллюстрировать следующим простым расчетом. Если  %, то разброс глубины диффузии составит ±1,25% или, при =4 мкм, около ±0,05%. Значит ширина базы
%, то разброс глубины диффузии составит ±1,25% или, при =4 мкм, около ±0,05%. Значит ширина базы  , равная
, равная  может получится с ошибкой 0,1 мкм, что при
может получится с ошибкой 0,1 мкм, что при  мкм составит 20%. Поскольку коэффициент
мкм составит 20%. Поскольку коэффициент  и предельная частота
и предельная частота  обратно пропорциональны величине
обратно пропорциональны величине  , их разброс превысит 40%.
, их разброс превысит 40%.
Из сказанного ясна необходимость прецизионной регулировки температуры в диффузионных печах. Допустимая нестабильность температуры составляет до ±0,2°C (т. е. сотые доли процента).
6.5.3. Ионная имплантация
Ионной имплантацией называют метод легирования пластины (или эпитаксиального слоя) путем бомбардировки ионами примеси, ускоренными до энергии, достаточной для их внедрения в глубь твердого тела.
Ионизация атомов примеси, ускорение ионов и фокусировка ионного пучка осуществляются в специальных установках типа ускорителей частиц в ядерной физике. В качестве примесей используются те же материалы, что и при диффузии.
Глубина внедрения ионов зависит от их энергии и массы. Чем больше энергия, тем больше получается толщина имплантированного слоя. Однако с ростом энергии возрастает и количество радиационных дефектов в кристалле, т. е. ухудшаются его электрофизические параметры. Поэтому энергию ионов ограничивают величиной 100–150 кэВ. Нижний уровень составляет 5–10 кэВ. При таком диапазоне энергии глубина слоев лежит в пределах 0,1–0,4 мкм, т.е. она значительно меньше типичной глубины диффузионных слоев.
Концентрация примеси в имплантированном слое зависит от плотности тока в ионном пучке и времени процесса или, как говорят, от времени экспозиции, В зависимости от плотности тока и желательной объемной концентрации время экспозиции составляет от нескольких секунд до 3–5 мин и более (иногда до 1–2 ч). Разумеется, чем больше время экспозиции, тем опять же больше количество радиационных дефектов.
Типичное распределение примеси при ионной имплантации показано на рис. 6.9 сплошной кривой. Как видим, это распределение существенно отличается от диффузионного наличием максимума. Вблизи максимума кривая хорошо аппроксимируется функцией Гаусса, см. (6.4б).
Поскольку площадь ионного пучка (1–2 мм2) меньше площади пластины (а иногда и кристалла), приходится сканировать пучок, т. е. плавно или «шагами» перемещать его (с помощью специальных отклоняющих систем) поочередно по всем «строкам» пластины, на которых расположены отдельные ИС.
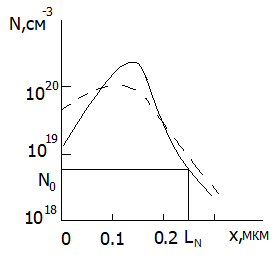
Рис. 6.9. Распределение примеси при ионной имплантации
По завершении процесса легирования пластину обязательно подвергают отжигу при температуре 500–800°C для того, чтобы упорядочить кристаллическую решетку кремния и устранить (хотя бы частично) неизбежные радиационные дефекты. При температуре отжига процессы диффузии несколько меняют профиль распределения (см. штриховую кривую на рис. 6.9).
Ионная имплантация, так же как диффузия, может быть общей и локальной (избирательной). В последнем, более типичном случае облучение (бомбардировка) проводится через маски, в которых длина пробега ионов должна быть значительно меньше, чем в кремнии. Материалом для масок могут служить распространенные в ИС двуокись кремния и алюминий. При этом важный достоинством ионной имплантации является то, что ионы, двигаясь по прямой линии, внедряются только в глубь пластины, аналогия боковой диффузии (под маску) практически отсутствует.
В принципе ионную имплантацию, как и диффузию, можно проводить многократно, «встраивая» один слой в другой. Однако сочетание энергий, времен экспозиции и режимов отжига, необходимое для многократной имплантации, оказывается затруднительным. Поэтому ионная имплантация получила главное распространение при создании тонких одинарных слоев.
Главными преимуществами ионной имплантации являются: низкая температура процесса и его хорошая контролируемость. Низкая температура обеспечивает возможность проведения ионной имплантации на любом этапе технологического цикла, не вызывая при этом дополнительной диффузия примесей в ранее изготовленных слоях.
6.6. Травление
Обычно травление ассоциируется с использованием специальных растворов – травителей для общего или локального удаления поверхностного слоя твердого тела на ту или иную глубину. Действительно, жидкие травители остаются главным средством для достижения указанной цели. Однако в технологии микроэлектроники появились и другие средства, выполняющие ту же задачу. Поэтому в общем случае травление можно рассматривать как не механические способы изменения рельефа поверхности твердого тела.
Классический процесс химического травления состоит в химической реакции жидкого травителя с твердым телом с образованием растворимого соединения; последнее смешивается с травителем и в дальнейшем удаляется вместе с ним. Переход поверхностного слоя твердого тела в раствор означает удаление этого слоя. Однако, в отличие от механического удаления, травление обеспечивает гораздо большую прецизионность процесса: стравливание происходит плавно – один мономолекулярный слой за другим. Подбирая травитель, его концентрацию, температуру и время травления, можно весьма точно регулировать толщину удаляемого слоя. Например, при химической полировке пластины кремния (см. 6.2), используя соответствующий травитель, можно обеспечить скорость травления 0,1 мкм/мин, т. е. за 20–30 снять слой толщиной всего 40–50 нм.
Для большей равномерности травления и удаления продуктов реакции с поверхности ванночку с раствором вращают в наклонном положении (динамическое травление) или вводят в раствор ультразвуковой вибратор (ультразвуковое травление).
Конечно, травление подчиняется законам физической химии, но в реальных условиях имеется столько привходящих обстоятельств, что рецептура травителей для каждого материала подбирается не расчетным путем, а экспериментально.
Характерной особенностью локального травления (через защитную маску) является так называемое подтравливание (рис. 6.10, а) – эффект, в какой-то мере аналогичный боковой диффузии (рис. 6.5, б). Он выражается в том, что травление идет не только в глубь пластины, но и в стороны – под маску. В результате стенки вытравленного рельефа оказываются не совсем вертикальными, а площадь углубления – несколько больше площади окна в маске.
Электролитическое травление отличается тем, что химическая реакция жидкости с твердым телом и образование растворимого соединения происходят в условиях протекания тока через жидкость, причем твердое тело играет роль одного из электродов – анода. Значит, твердое тело в данном случае должно обладать достаточной электропроводностью, что, конечно, ограничивает круг используемых материалов. Преимуществом электролитического травления является возможность регулировать скорость травления путем изменения тока в цепи и прекращать процесс путем ее обрыва.
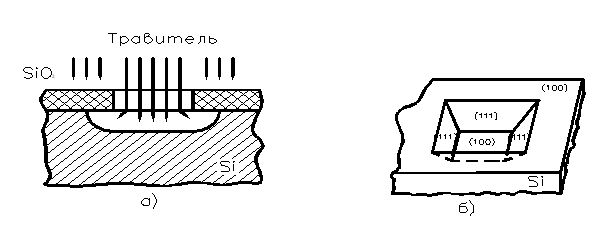
Рис. 6.10. Локальное травление кремния: а - изотропное; б – анизотропное
Так называемое ионное травление (один из специфических процессов в микроэлектронике) не связано с использованием жидкостей. Пластина кремния помещается в разреженное пространство, в котором, невдалеке от пластины, создается тлеющий разряд. Пространство тлеющего разряда заполнено квазинейтральной электронно–ионной плазмой. На пластину относительно плазмы подается достаточно большой отрицательный потенциал. В результате положительные ионы плазмы бомбардируют поверхность пластины и слой за слоем выбивают атомы с поверхности, т. е. травят ее. Аналогичным способом достигается очистка поверхности от загрязнений – ионная очистка. Структура ионно-плазменных установок описана в 6.9.
Ионное травление, как и химическое, может быть общим и локальным. Несомненным преимуществом локального ионного травления является отсутствие «подтравливания» под маску: стенки вытравленного рельефа практически вертикальны, а площади углублений равны площади окон в маске,
Общее преимущество ионного травления заключается в его универсальности (не требуется индивидуального кропотливого подбора травителей для каждого материала), а общий недостаток – в необходимости дорогостоящих установок и значительных затратах времени на создание в них нужного вакуума.
За последние годы разработаны и широко используются методы так называемого анизотропного травления. Эти методы основаны на том, что скорость химической реакции, лежащей в основе классического травления, зависит от кристаллографического направления. Наименьшая скорость свойственна направлению [111], в котором плотность атомов на единицу площади максимальна (рис. 2.2), а наибольшая – направлению [100], в котором плотность атомов минимальна. Поэтому при использовании специальных анизотропных травителей скорость травления оказывается разной в разных направлениях и боковые стенки лунок приобретают определенный рельеф – огранку. Пример огранки при травлении в плоскости (100) показан на рис. 6.10, б. Как видим, в данном случае травление идет параллельно плоскостям (111), поскольку в направлении [111], перпендикулярном этой плоскости, скорость травления намного меньше, чем в других направлениях.
Углы, под которыми вытравливаются боковые стенки лунок, строго определены и поддаются расчету [например, на рис. 6.10, б угол между плоскостями (100) и (111) составляет 61,5°]. Поэтому вместе методом масок метод анизотропного травления дает разработчику ИС возможность проектировать рельеф отверстий не только по плоскости, но и по глубине.
Напряжение, свойственное ионному травлению (2–3 кэВ), значительно меньше ускоряющих напряжений при ионной имплантации, поэтому внедрение ионов в пластину не происходит.
Тот факт, что плоскость (111) как бы «непроницаема» для травителя, обеспечивает еще одно преимущество анизотропного травления: если края окон в маске ориентированы по осям (100), то отсутствует явление подтравливания, свойственное изотропному травлению (рис. 6.10, а). Соответственно при анизотропном травлении наружные размеры лунок могут практически совпадают с размерами окон в маске.
6.7. Техника масок
В технологии полупроводниковых приборов важное место занимают маски: они обеспечивают локальный характер напыления, легирования, травления, а в некоторых случаях и эпитаксии. Всякая маска содержит совокупность заранее спроектированных отверстий – окон. Изготовление таких окон есть задача литографии (гравировки). Ведущее место в технологии изготовлен ля масок сохраняет фотолитография, которой мы уделим главное внимание.
6.7.1. Фотолитография
В основе фотолитографии лежит использование материалов, которые называют фоторезистами. Это разновидность фотоэмульсий, известных в обычной фотографии. Фоторезисты чувствительны к ультрафиолетовому свету, поэтому их можно обрабатывать в не очень затемненном помещении.
Фоторезисты бывают негативные и позитивные. Негативные фоторезисты под действием света полимеризуются и становятся устойчивыми к травителям (кислотным или щелочным). Значит, после локальной засветки будут вытравливаться незасвеченные участки (как в обычном фотонегативе). В позитивных фоторезистах свет, наоборот, разрушает полимерные цепочки и, значит, будут вытравливаться засвеченные участки.
Рисунок будущей маски изготавливается в виде так называемого фотошаблона (рис. 6.11). Фотошаблон представляет собой толстую стеклянную пластину, на одной из сторон которой нанесена тонкая непрозрачная пленка с необходимым рисунком в виде прозрачных отверстий. Размеры этих отверстий (элементов рисунка) в масштабе 1:1 соответствуют размерам будущих элементов ИС, т. е. могут составлять 20–50 мкм и менее (до 2–3 мкм). Поскольку ИС изготавливаются групповым методом (см. 1.2), на фотошаблоне по «строкам» и «столбцам» размещается множество однотипных рисунков. Размер каждого рисунка соответствует размеру будущего кристалла ИС.
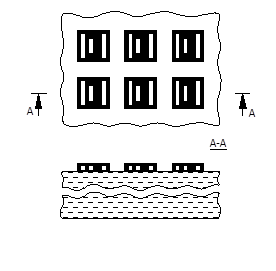
Рис. 6.11. Фрагмент фотошаблона (в плане и разрезе)
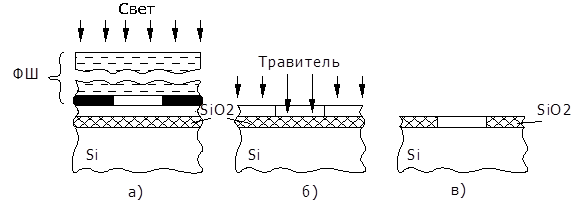
Рис. 6.12. Этапы процесса фотолитографии:
а – экспозиция фоторезиста через фотошаблон;
б – локальное травлениедвуокиси кремния через фоторезистную маску;
в – окисная маска после удаления фоторезиста
Процесс фотолитографии для получения окон в окисной маске покрывающей поверхность кремниевой пластины, состоят в следующем (рис. 6.12).
На окисленную поверхность пластины наносится капля фоторезиста (ФР). С помощью центрифуги каплю распределяют тонким слоем (около 1 мкм) по всей поверхности. Полученную пленку фоторезиста высушивают до затвердевания. На пластину, покрытую фоторезистом, накладывают фотошаблон ФШ (рисунком к фоторезисту) и экспонируют его в лучах кварцевой лампы (рис. 6.12, а). После этого фотошаблон снимают.
Если используется позитивный фоторезист (см. выше), то после проявления и закрепления (которое состоит в задубливании и термообработке фоторезиста) в нем получаются окна на тех местах, которые соответствуют прозрачным участкам на фотошаблоне. Как говорят, мы перенесли рисунок с фотошаблона на фоторезист. Теперь слой фоторезиста представляет собой маску, плотно прилегающую к окисному слою (рис. 6.12, б).
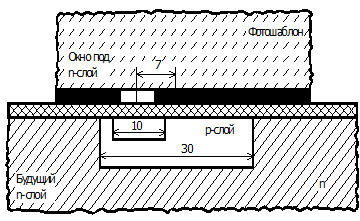
Рис. 6.13. Совмещение фотошаблона с рисунком на поверхности ИС
Через фоторезистивную маску производится травление окисного слоя вплоть до кремния (на кремний данный травитель не действует). В результате рисунок с фоторезиста переносится на окисел. После удаления (стравливания) фоторезистной маски конечным итогом фотолитографии оказывается кремниевая пластина покрытая окисной маской (рис. 6.12, в и 6.4, б). Через нее можно осуществлять диффузию, ионную имплантацию, травление и т. п.
В технологических циклах изготовления диодов, транзисторов и тем более ИС процесс фотолитографии используется многократно (отдельно для получения базовых слоев, эмиттеров, омических контактов и т. д.). При этом возникает так называемая проблема совмещения фотошаблонов. Суть этой проблемы иллюстрируется на рис. 6.13.
Пусть с помощью предыдущей фотолитографии и диффузии в пластине выполнен –слой шириной 30 мкм, а с помощью следующей фотолитографии и диффузии нужно внутри –слоя получить –слой шириною 10 мкм (показан штрихами), смещенный на 7 мкм относительно центра –слоя. Для этого рисунок 2–го фотошаблона необходимо совместить с уже существующим рельефом (т. е. с границами –слоя) с точностью 1–2 мкм.
При многократном использовании фотолитографии (в технологии ИС до 5–7 раз) допуск на совмещение доходит до долей микрона. Техника совмещения состоит в том, что на фотошаблонах делают специальные «отметки» (например, крестики или квадраты), которые переходят в рисунок на окисле и просвечивают сквозь тонкую пленку фоторезиста. Накладывая очередной фотошаблон, аккуратнейшим образом (под микроскопом) совмещают отметки на окисле с аналогичными отметками на фотошаблоне.
Если используется негативный фоторезист, то и фотошаблон должен быть негативным, т. е. будущим отверстиям в окисной маске должны соответствовать непрозрачные участки.
Рассмотренный процесс фотолитографии характерен для получения окисных масок на кремниевых пластинах с целью последующей локальной диффузии. В этом случае фоторезистная маска (рис. 6.12, б) является промежуточной, вспомогательной, так как она не выдерживает высокой температуры, при которой проводится диффузия. Однако в некоторых случаях, когда процесс идет при низкой температуре, фоторезистные маски могут быть основными – рабочими. Примером может служить процесс создания металлической разводки в полупроводниковых ИС (см. 6.9).
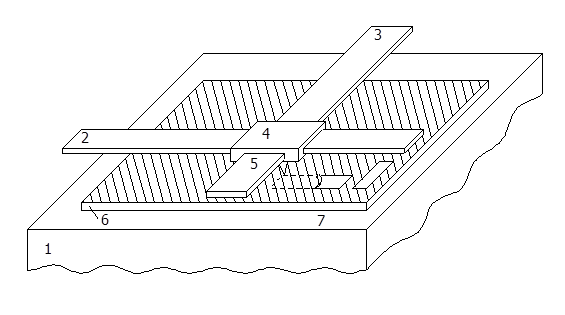
Рис. 6.14. Схема координатографа
6.7.2. Фотошаблоны
Первым этапом процесса изготовления фотошаблонов является вычерчивание оригинала. Оригинал представляет собой рисунок одного из элементов фотошаблона, увеличенный в масштабе от 100:1 до 1000:1. Следовательно, микроскопическому прямоугольнику  мкм на фотошаблоне соответствует на оригинале прямоугольник
мкм на фотошаблоне соответствует на оригинале прямоугольник  мм или
мм или  мм, в зависимости от принятого увеличения. Прямоугольники таких размеров можно выполнить с большой точностью (неровность краев не превышает ±25 мкм, т. е. несколько процентов). При размерах кристалла
мм, в зависимости от принятого увеличения. Прямоугольники таких размеров можно выполнить с большой точностью (неровность краев не превышает ±25 мкм, т. е. несколько процентов). При размерах кристалла  мм размеры оригинала могут быть
мм размеры оригинала могут быть  см и более.
см и более.
Элементом фотошаблона называют участок, соответствующий одному кристаллу. При групповом методе изготовления ИС на пластине (а значит, и на фотошаблоне) располагаются сотни таких элементов (рис. 6.11).
Оригиналы изготавливают на координатографах (рис. 6.14). Координатограф представляет собой стол (1) с плоской поверхностью, над которой расположена система из двух подвижных взаимоперпендикулярных реек (2 и 3). В месте пересечения реек расположена скользящая муфта (4) с острым штифтом (5), касающимся поверхности стола. Перемещая рейки параллельно самим себе, можно процарапывать штифтом горизонтальные и вертикальные линии. На столе закрепляется стекло или пластик (6) необходимых размеров, покрытые вверху тонкой темной пленкой нитроэмали (7). Штифтом координатографа процарапывают в пленке контуры (периметры) будущих отверстий, после чего оконтуренную пленку отслаивают – сдирают, обнажая соответствующие участки.
Следующим этапом является так называемый промежуточный отсъем оригинала, т. е. его фотографирование на стеклянную фотопластинку с уменьшением (редуцированием) изображения в 10–20 раз. При особо больших масштабах оригинала промежуточных отсъемов бывает два с суммарным редуцированием в 50–100 раз.
Заключительным этапом является финальный отсъем с одновременным размножением (мультипликацией) рисунка по фотошаблону (см. рис. 6.11). Редуцирование размеров при финальном отсъеме зависит от редуцирования при промежуточном отсъеме; обычно оно составляет 5–10. Мультипликация, осуществляется с помощью так называемых фотоштампов – фотоаппаратов, у которых предусмотрено шаговое перемещение фотопластинки в фокальной плоскости. Если, например, размеры будущего кристалла составляют мм, то шаг перемещения по горизонтали и вертикали должен составлять примерно 2 мм.
При использовании фотошаблона его эмульсионный слой изнашивается (стирается) уже после 15–20 наложений. Поэтому изготовленный фотошаблон хранится в специальной библиотеке, а с него время от времени снимаются рабочие копии (методам контактной фотопечати). Срок службы фотошаблонов можно увеличить на два порядка и более путем металлизации: замеряя пленку фотоэмульсии на пленку износостойкого металла, обычно хрома. Meталлизированные фотошаблоны получают примерно тем же способом, что и металлическую разводку (см. ниже), т. е. использованием фотолитографии.
Фотошаблоны изготавливаются комплектами по числу операций фотолитографии в технологическом цикле. В пределах комплекта фотошаблоны согласованы, т. е. обеспечивают совмещение рисунков при совмещении соответствующих отметок.
8.7.3. Новые решения и тенденции
Описанные методы долгое время составляли одну из основ микроэлектронной технологии. Они и до сих пор не потеряли своего значения. Однако по мере повышения степени интеграции и уменьшения размеров элементов ИС возник ряд проблем, которые частично уже решены, а частично находятся в стадии изучения.
Фотолитографии, при всем ее современном значении, свойственны ограничения, которые становятся все более существенными по мере прогресса микроэлектроники.
Одно из принципиальных ограничений касается разрешающей способности, т.е. минимальных размеров в создаваемом рисунке маски. Дело в том, что длины волн ультрафиолетового света составляют 0,2–0,3 мкм. Следовательно, каким бы малым не было отверстие в рисунке фотошаблона, размеры изображения этого отверстия в фоторезисте не могут достигать указанных значений (из–за дифракции). Поэтому разрешающая способность фотолитографии оценивается как 1000 линий/мм (имеется в виду получение в фоторезисте разделенных окон полосок шириной 0,5 мкм). После проявления и травления окисла разрешающая способность снижается до 250–500 линий/мм. Между тем размеры порядка 1–2 мкм уже оказываются недостаточно малыми при создании больших и сверхбольших ИС.
Наиболее очевидный путь для повышения разрешающей способности литографии – использование при экспозиции более коротковолновых излучений, например, мягкого рентгеновского (с длинами волн 1–2 нм). Этот путь находится в стадии исследования. Однако простое уменьшение длины волны не решает проблему совмещения рисунков.
Одним из слабых мест классической фотолитографии является механический контакт фотошаблона с пластиной, покрытой фоторезистом. Такой контакт никогда не может быть совершенным и сопровождается разного рода искажениями рисунка. Конкурирующим методом является проекционная фотолитография, при которой рисунок фотошаблона проектируется на пластину с помощью специальной оптической системы.
За последние годы разработаны методы электронной литографии. Их сущность состоит в том, что сфокусированный пучок электронов сканируют (т. е. перемещают «построчно») по поверхности пластины, покрытой резистом, и управляют интенсивностью пучка в соответствии с заданной программой. В тех точках, которые должны быть «засвечены», ток пучка максимален, а в тех, которые должны быть «затемнены», – минимален или равен нулю. Диаметр пучка электронов находится в прямой зависимости от тока в пучке: чем меньше диаметр, тем меньше ток. Однако с уменьшением тока растет время экспозиции. Поэтому повышение разрешающей способности (уменьшение диаметра пучка) сопровождается увеличением длительности процесса. Например, при диаметре пучка 0,2–0,5 мкм время сканирования пластины, в зависимости от типа резиста и размеров пластины, может лежать в пределах от десятков минут до нескольких часов.
Одна из разновидностей электронной литографии основана на отказе от резистных масок и предусматривает воздействие электронного пучка непосредственно на окисный слой . Оказывается, что в местах «засветки» этот слой в дальнейшем травится в несколько раз быстрее, чем в «затемненных» участках.
Что касается проблемы совмещения рисунков, то ее стараются решать путем самосовмещения. Этот принцип можно охарактеризовать как использование ранее полученных структурных элементов в качестве масок для получения последующих элементов. Примерами могут служить изопланарная технология (рис. 7.10) и технология МОП–транзисторов с самосовмещенным затвором (рис. 7.30 и 7.31).
6.8. Нанесение тонких пленок
Тонкие пленки не только являются основой тонкопленочных ГИС, но широко используются и в полупроводниковых интегральных схемах. Поэтому методы получения тонких пленок относятся к общим вопросам технологии микроэлектроники.
Существует три основных метода нанесения тонких пленок на подложку и друг на друга: термическое (вакуумное) напыление, ионно–плазменное напыление и электрохимическое осаждение. Ионно-плазменное напыление имеет две разновидности: катодное напыление и собственно ионно–плазменное.
6.8.1. Термическое (вакуумное) напыление
Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
Нагреватель обычно представляет собой нить или спираль из тугоплавкого металла (вольфрам, молибден и др.), через которую пропускается достаточно большой ток. Источник напыляемого вещества связывается с нагревателем по–разному: в виде скобок («гусариков), навешиваемых на нить накала; в виде небольших стержней, охватываемых спиралью, в виде порошка, засыпанного в тигель, нагреваемый спиралью, и т. п. Вместо нитей накала в последнее время используют нагрев с помощью электронного луча или луча лазера.
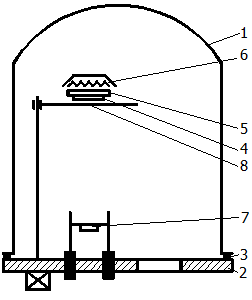
Рис. 6.15. Схема установки термического напыления
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должка лежать в некоторых оптимальных пределах (обычно 200 – 400°С). Скорость роста пленок в зависимости от ряда факторов (температура нагревателя, температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
Прочность связи – сцепления пленки с подложкой или другой пленкой – называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Для того, чтобы атомы газа, летящие от испарителя к подложке, испытывали минимальное количество столкновений с атомами остаточного газа и тем самым минимальное рассеяние, в подколпачном пространстве нужно обеспечивать достаточно высокий вакуум. Критерием, необходимого вакуума может служить условие, чтобы средняя длина свободного пробега атомов в несколько раз превышала расстояние между испарителем и подложкой. Однако этого условия часто недостаточно, так как любое количество остаточного газа чревато загрязнением напыляемой пленки и изменением ее свойств. Поэтому в принципе вакуум в установках термического напыления должен быть как можно более высоким. В настоящее время вакуум ниже  мм рт. ст. считается неприемлемым, а в ряде первоклассных напылительных установок он доведен до
мм рт. ст. считается неприемлемым, а в ряде первоклассных напылительных установок он доведен до  мм рт. ст.
мм рт. ст.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
6.8.2. Катодное напыление
Схема этого метода показана на рис. 6.16. Здесь большинство компонентов те же, что и на рис. 6.15. Однако отсутствует испаритель; его место по расположению (и по функции) занимает катод 6, который либо состоит из напыляемого вещества, либо электрически контактирует с ним. Роль анода выполняет подложка вместе с держателем.
Подколпачное пространство сначала откачивают до  - мм рт. ст., а затем в него через штуцер 8 вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление
- мм рт. ст., а затем в него через штуцер 8 вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление  мм рт. ст. При подаче высокого (2–3 кВ) напряжения на катод (анод заземлен из соображений электробезопасности) в пространстве анод-катод возникает аномальный тлеющий разряд, сопровождающийся образованием квазинейтральной электронно–ионной плазмы.
мм рт. ст. При подаче высокого (2–3 кВ) напряжения на катод (анод заземлен из соображений электробезопасности) в пространстве анод-катод возникает аномальный тлеющий разряд, сопровождающийся образованием квазинейтральной электронно–ионной плазмы.
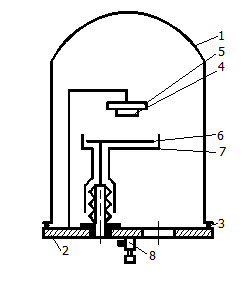
Рис. 6.16. Схема установки катодного напыления
Специфика аномального тлеющего разряда состоит в том, что в прикатодном пространстве образуется настолько сильное электрическое поле, что положительные ионы газа, ускоряемые этим полем и бомбардирующие катод, выбивают из него не только электроны (необходимые для поддержания разряда), но и нейтральные атомы. Тем самым катод постепенно разрушается. В обычных газоразрядных приборах разрушение катода недопустимо (поэтому в них используется тлеющий разряд), но в данном случае выбивание атомов из катода является полезным процессом, аналогичным испарению.
Важным преимуществом катодного напыления по сравнению с термическим является то, что распыление катода не связано с высокой температурой. Соответственно отпадают трудности при напылении тугоплавких материалов и химических соединений (см. последний абзац предыдущего раздела).
Однако в данном методе катод (т. е. напыляемый материал), будучи элементом газоразрядной цепи, должен обладать высокой электропроводностью. Такое требование ограничивает ассортимент напыляемых материалов. В частности, оказывается невозможным напыление диэлектриков, в том числе многих окислов и других химических соединений, распространенных в технологии полупроводниковых приборов.
Это ограничение в значительной мере устраняется при использовании так называемого реактивного (или химического) катодного напыления, особенность которого состоит в добавлении к основной массе инертного газа небольшого количества активных газов, способных образовывать необходимые химические соединения с распыляемым материалом катода. Например, примешивая к аргону кислород, можно вырастить на подложке пленку окисла. Примешивая азот или моноокись углерода, можно получить нитриды или карбиды соответствующих металлов. В зависимости от парциального давления активного газа химическая реакция может происходить либо на катоде (и тогда на подложке осаждается уже готовое соединение), либо на подложке–аноде.
Недостатками катодного напыления в целом являются некоторая загрязненность пленок (из-за использования сравнительно низкого вакуума), меньшая по сравнению с термическим методом скорость напыления (по той же причине), а также сложность контроля процессов.
6.8.3. Ионно–плазменное напыление
Схема этого метода показана на рис. 6.17. Главная его особенность по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 9 – мишенью (с нанесенным на нее напыляемым материалом) и подложкой 4 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 6 и 7, причем типа разряда – несамостоятельный дуговой. Для этого типа разряда характерны: наличие специального источника электронов в виде накаливаемого катода 6, низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении ( мм рт. ст.).
мм рт. ст.).
Процесс напыления состоит в следующем. На мишень относительно плазмы (практически – относительно заземленного анода 7) подается отрицательный потенциал (2–3 кВ), достаточный для возникновения аномального тлеющего разряда и интенсивной бомбардировки мишени положительными ионами плазмы. Выбиваемые атомы мишени попадают на подложку и осаждаются на ней. Таким образом, принципиальных различий между процессами катодного и ионно-плазменного напыления нет. Различаются лишь конструкции установок: их называют соответственно двух– и трех–электродными.
Начало и конец процесса напыления определяются подачей и отключением напряжения на мишени. Если предусмотреть механическую заслонку (см. рис. 6.15), то ее наличие позволяет реализовать важную дополнительную возможность: если до начала напыления закрыть заслонку и подать потенциал на мишень, то будет иметь место ионная очистка мишени (см. 6.6). Такая очистка полезна для повышения качества напыляемой пленки. Аналогичную очистку можно проводить на подложке, подавая на нее (до напыления пленки) отрицательный потенциал.
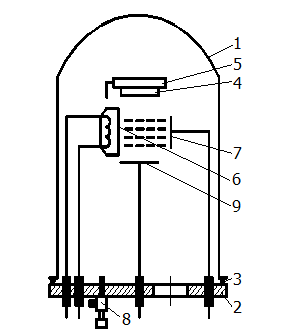
Рис. 6.17. Схема установки ионно–плазменного напыления
При напылении диэлектрических пленок возникает затруднение, связанное с накоплением на мишени положительного заряда, препятствующего дальнейшей ионной бомбардировке. Это затруднение преодолевается путем использования так называемого высокочастотного ионно-плазменного напыления. В этом случае на мишень наряду с постоянным отрицательным напряжением подается переменное напряжение высокой частоты (около 15 МГц) с амплитудой, несколько превышающей постоянное напряжение. Тогда во время большей части периода результирующее напряжение отрицательно; при этом происходит обычный процесс распыления мишени и на ней накапливается положительный заряд. Однако во время небольшой части периода результирующее напряжение положительно; при этом мишень бомбардируется электронами из плазмы, т.е. распыления не происходит, но зато компенсируется накопленный положительный заряд .
.
Вариант реактивного (химического) ионно-плазменного напыления открывает те же возможности получения окислов, нитридов и других соединений, что и реактивное катодное напыление (см. предыдущий раздел).
Преимущества собственно ионно–плазменного метода по сравнению с катодным состоят в большей скорости напыления и большей гибкости процесса (возможность ионной очистки, возможность отключения рабочей цепи без прерывания разряда и др.); Кроме того, на качестве пленок сказывается более высокий вакуум.
6.8.4. Анодирование
Один из вариантов химического ионно–плазменного напыления называют анодированием. Этот процесс состоит в окислении поверхности металлической пленки (находящейся под положительным потенциалом) отрицательными ионами кислорода, поступающими из плазмы газового разряда. Для этого к инертному газу (как и при чисто химическом напылении) следует добавить кислород. Таким образом, анодирование осуществляется не нейтральными атомами, а ионами.
Химическое напыление и анодирование, вообще говоря, проходят совместно, так как в газоразрядной плазме (если она содержит кислород) сосуществуют нейтральные атомы и ионы кислорода. Для того, чтобы анодирование превалировало над чисто химическим напылением, подложку располагают «лицом» (т. е. металлической пленкой) в сторону, противоположную катоду, е тем чтобы на нее не попадали нейтральные атомы.
Если подавать на мишень чисто переменное напряжение, то за время положительного полупериода заряд электронов благодаря их большей подвижности превысит заряд ионов, и мишень приобретет отрицательный потенциал.
По мере нарастания окисного слоя ток в анодной цепи падает, так как окисел является диэлектриком. Для поддержания тока нужно повышать питающее напряжение. Поскольку часть этого напряжения падает на пленке, процесс анодирования протекает в условиях большой напряженности поля в окисной пленке. В результате и в дальнейшем, при эксплуатации, она обладает повышенной электрической прочностью.
К числу других преимуществ анодирования относятся большая скорость окисления (поскольку поле в пленке окисла ускоряет взаимные перемещения атомов металла и кислорода) и возможность управления процессом путем изменения тока в цепи разряда. Качество окисных пленок, получаемых методом анодирования, выше, чем при использовании других методов.
6.8.5. Электрохимическое осаждение
Это метод получения пленок отличается от предыдущих тем, что рабочей средой является жидкость. Однако характер процессов сходен с ионно-плазменным напылением, поскольку и плазма, и электролит представляют собой квазинейтральную смесь ионов и неионизированных молекул или атомов. А главное, осаждение происходит так же постепенно (послойно) как и напыление, т. е. обеспечивает возможность получения тонких пленок.
Электрохимическое осаждение исторически развилось значительно раньше всех других рассмотренных методов – еще в XIX веке. Уже десятки лет назад оно широко использовалось в машиностроении для разного рода тонких гальванических покрытий (никелирование, хромирование и т. п.). В микроэлектронике электрохимическое осаждение не является альтернативой термическому и ионно–плазменному напылению; оно дополняет их и сочетается с ними.
В основе электрохимического осаждения лежит электролиз раствора, содержащего ионы необходимых примесей. Например, если требуется осадить медь, используется раствор медного купороса, а если золото или никель – растворы соответствующих солей.
Ионы металлов имеют в растворе положительный заряд. Поэтому, чтобы осадить металлическую пленку, подложку следует использовать, как катод. Если подложка является диэлектриком или имеет низкую проводимость, на нее предварительно наносят тонкий металлический подслой, который и служит катодом. Подслой можно нанести методом термического или ионно–плазменного напыления.
Чтобы осуществить электрохимическое анодирование, окисляемую пленку металла следует использовать как анод, а электролит должен содержать ионы кислорода.
Большое преимущество электрохимического осаждения перед напылением состоит в гораздо большей скорости процесса, которая к тому же легко регулируется изменением тока. Поэтому основная область применения электролиза в микроэлектронике – это получение сравнительно толстых пленок (10–20 мкм и более). Качество (структура) таких пленок хуже, чем при напылении, но для ряда применений они оказываются вполне приемлемыми.
6.9. Металлизация
В полупроводниковых ИС процесс металлизации призван обеспечить омические контакты со слоями полупроводника, а также рисунок межсоединений и контактных площадок.
Основным материалом для металлизации служит алюминий. Он оказался оптимальным в силу следующих положительных качеств: малое удельное сопротивление ( Ом∙см); хорошая адгезия к окислу (металлизация осуществляется по окислу); возможность сварных контактов с алюминиевой к золотой проволокой (при осуществлении внешних выводов); отсутствие коррозии; низкая стоимость и др.
Ом∙см); хорошая адгезия к окислу (металлизация осуществляется по окислу); возможность сварных контактов с алюминиевой к золотой проволокой (при осуществлении внешних выводов); отсутствие коррозии; низкая стоимость и др.
При создании металлической разводки сначала на всю поверхность ИС напыляют сплошную пленку алюминия толщиной около 1 мкм (рис. 6.18). Эта пленка контактирует: со слоями кремния в специально сделанных (с помощью предыдущей фотолитографии) окнах в окисле (1, 2 и 3 на рис. 6.18).
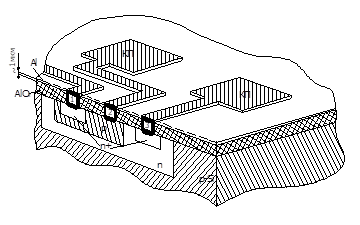
Рис. 6.18. Получение металлической разводки методом фотолитографии
Основная же часть алюминиевой пленки лежит на поверхности окисла. Покрывая пленку алюминия фоторезистом, экспонируя его через соответствующий фотошаблон и проявляя, получают фоторезистную маску, которая защищает будущие полоски металлизации и контактные площадки (КП) от травителя. После вытравливания алюминия с незащищенных участков к удаления фоторезиста остается запланированная металлическая разводка (на рис. 6.18 ее рельеф, прилегающий к контактам 1, 2, 8, заштрихован).
Ширина полосок в обычных ИС составляет 10–15 мкм, а в больших ИС до 5 мкм и менее. Погонное сопротивление полоски шириной 10 мкм и толщиной 1 мкм составляет около 2 Ом/мм. Для контактных площадок, к которым в дальнейшем присоединяются внешние выводы, типичны размеры  мкм. Присоединение внешних выводов непосредственно к полоскам металлизации невозможно из-за их малой ширины.
мкм. Присоединение внешних выводов непосредственно к полоскам металлизации невозможно из-за их малой ширины.
Разумеется, рисунок межсоединений предполагает отсутствие пересечение, т.е. коротких замыканий. Однако в ИС с высокой степенью интеграции не удается спроектировать металлическую разводку так, чтобы избежать пересечений. В этих случаях используется многослойная или многоуровневая разводка, т. е. несколько «этажей» металлизации, разделенных изолирующими слоями. Необходимые соединения между разными уровнями осуществляются через специальные окна в изолирующих слоях (рис. 6.19). Изоляцию между слоями обычно обеспечивают путем напыления диэлектрика по завершении очередной металлической разводки. В качестве диэлектрика чаще всего используют моноокись кремния  . Количество «этажей» при многоуровневой металлизации для современных БИС лежит в пределах от двух до четырех.
. Количество «этажей» при многоуровневой металлизации для современных БИС лежит в пределах от двух до четырех.
Проблема омических контактов при использовании алюминия состоит в следующем. Если пленку алюминия просто напылить на поверхность кремния, то образуются барьеры Шоттки (см. 3.3), причем барьер на границе с –слоем является не омическим, а выпрямляющим. Чтобы избежать барьеров Шоттки, алюминий вжигают в кремний при температуре около 600°C, близкой к температуре эвтектики сплава  . При такой температуре на границе алюминиевой пленки с кремнием образуется слой, в котором растворен практически весь прилегающий алюминий. После застывания сплав представляет собой кремний, легированный алюминием; концентрация последнего составляет около
. При такой температуре на границе алюминиевой пленки с кремнием образуется слой, в котором растворен практически весь прилегающий алюминий. После застывания сплав представляет собой кремний, легированный алюминием; концентрация последнего составляет около  см-3.
см-3.
Поскольку алюминий является акцептором по отношению к кремнию, возникает новая проблема: предотвращение образования –переходов в –слоях. Действительно, если концентрация доноров в –слое меньше  см-3, то атомы алюминия создадут в нем припоповерхностный –слой. Чтобы этого избежать, область –слоя вблизи контакта специально легируют, превращая ее в
см-3, то атомы алюминия создадут в нем припоповерхностный –слой. Чтобы этого избежать, область –слоя вблизи контакта специально легируют, превращая ее в  –слой с концентрацией доноров 1020 см-3, и более (см. рис. 6.18). Тогда концентрация алюминия оказывается недостаточной для образования –слоя, и –переход не образуется.
–слой с концентрацией доноров 1020 см-3, и более (см. рис. 6.18). Тогда концентрация алюминия оказывается недостаточной для образования –слоя, и –переход не образуется.
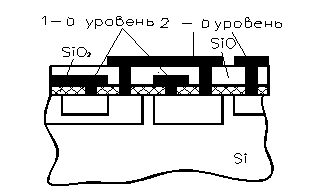
Рис. 6.19. Многослойная металлическая разводка
Если n–слой с самого начала сильно легирован (например, эмиттерный слой транзистора), то дополнительного легирования не требуется. Не возникает проблем и при контакте алюминия с –слоями, так как растворение, в них алюминия приводит к образованию приповерхностных  –слоев, что способствует повышению качества омического контакта.
–слоев, что способствует повышению качества омического контакта.
6.10. Сборочные операции
После того как: все основные технологические этапы (включая металлизацию) за кончены, пластина, содержащая сотни ИС, разделяется на отдельные кристаллы.
Разделение осуществляется методом скрайбирования, т.е. процарапыванием вертикальных и горизонтальных рисок в промежутках между транзисторами (см. рис. 1.1 и 1.2). После скрайбирования пластину помещают на мягкую резиновую подушку и путем нажатия разламывают по рискам подобно тому, как стекольщик разламывает стекло по риске, нанесенной алмазным резцом. Годные кристаллы далее монтируются в корпусах.
Сборка кристалла в корпусе начинается с операции, которую называют посадкой на ножку (под ножкой имеют в виду дно корпуса).
При этом кристалл приклеивается или припаивается (легкоплавким припоем) в средней части ножки (на рис. 6.20 показан простой транзистор). Затем контактные площадки на кристалле соединяются со штырьками – выводами корпуса. Соединения осуществляются с помощью тонких (20–30 мкм) алюминиевых или золотых проволочек, которые одним концом закрепляются на контактных площадках, а другим на торцах штырьков.
Надежный электрический контакт между металлическими деталями (в данном случае контакт проволочек со штырьками и контактными площадками) может быть обеспечен разными методами.
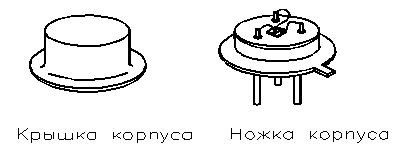
Рис. 6.20. Монтаж кристалла на ножке корпуса
Наибольшее распространение в настоящее время имеет метод термокомпрессии, т. е. сочетание достаточного давления (прижатия деталей друг к другу) с повышенной температурой (200–300°C), способствующей, взаимной диффузии атомов из одной детали в другую.
Термокомпрессия, в свою очередь, реализуется в виде разных конструктивных вариантов. Два типичных примера показаны на рис. 6.21. На рис. 6.21, а используется клинообразный пуансон, который прижимает
проволочку к металлической поверхности в поперечном направлении; на проволочке образуется поперечный шов. На рис. 6.21, б используется пуансон, в котором проволочка проходит по его внутреннему каналу. У выхода из пуансона при отрезании проволочки пламенем газовой горелки образуется шарообразная капля (образование капли свойственно золотым проволочкам). Когда пуансон снова прижимается к металлической поверхности, капля расплющивается, и площадь контакта оказывается больше, чем поперечное сечение проволочки (термокомпрессия типа «шляпки гвоздя»). Затем пуансон поднимается и пропускает через себя отрезок проволочки, достаточный для присоединения к другой детали. После этого проволочка снова перерезается газовым пламенем. Операция термокомпрессии, если она осуществляется оператором, производится под микроскопом. Однако возможен и автоматический процесс.
По окончании монтажа кристалла на ножке следует корпусирование, т.е. окончательное внешнее оформление транзистора. Ножка корпуса соединяется с крышкой (рис. 6.20) путем горячей или холодной сварки (последняя по существу близка к термокомпрессии.
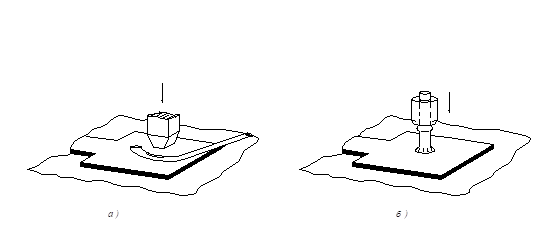 |
Рис. 6.21. Термокомпрессия:
а — клинообразный пуансон; б — капиллярный пуансон
Корпусирование предполагает также защиту кристалла от влияния внешней среды, поэтому его проводят либо в вакууме, либо в среде инертного газа (азот, аргон). Бескорпусные варианты транзисторов описаны в разд. 6.11.2.
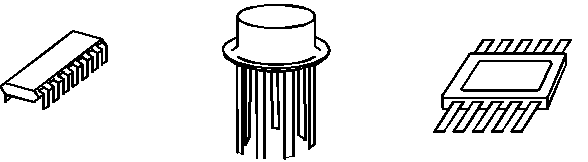
Рис. 6.22. Типичные корпуса интегральных схем
Главная специфика сборочных операций применительно к интегральным схемам состоит в том, что корпуса ИС многовыводные: у простых ИС количество выводов составляет 8–14, а у больших ИС доходит до 64 и более. Номенклатура корпусов для ИС довольно разнообразна: наряду с круглым корпусом, похожим на транзисторный (см. рис. 6.20), используются прямоугольные корпуса: металлические или пластмассовые, с выводами, лежащими в плоскости корпуса или перпендикулярными ей (рис. 6.22). Выбор корпуса в значительной степени зависит от назначения аппаратуры и способов ее конструирования.
6.11. Технология тонкопленочных гибридных ИС
Согласно определению, приведенному в 1.2, гибридные ИС представляют собой совокупность пленочных пассивных элементов и навесных активных компонентов. Поэтому технологию тонкопленочных ГИС можно разбить на технологию тонкопленочных пассивных элементов и технологию монтажа активных компонентов.
6.11.1. Изготовление пассивных элементов
Тонкопленочные элементы ГИС осуществляются с помощью технологических методов, описанных в 6.8, т. е. путем локального (через маски) термического, катодного или ионно–плазменного напыления того или иного материала на диэлектрическую подложку.
В качестве масок длительное время использовались накладные металлические трафареты. Такие трафареты представляли собой тонкую биметаллическую фольгу с отверстиями – окнами. Основу трафарета составлял слой бериллиевой бронзы толщиной 100–150 мкм, к которому прилегал слой электрохимически нанесенного никеля толщиной 10–20 мкм, Последний определял размеры окон, т. е. рисунок трафарета, а слой бериллиевой бронзы выполнял роль несущей конструкции.
Серьезные недостатки металлических накладных трафаретов заключаются в том, что, во-первых, в процессе напыления пленок происходит напыление на сами трафареты, что меняет их толщину и постепенно приводит их негодность. Во-вторых, металлические трафареты мало пригодны при катодном и ионно-плазменном напылении, так как металл искажает электрическое поле и, следовательно, влияет на скорость напыления. Поэтому в последние годы от металлических накладных трафаретов практически отказались и используют для получения необходимого рисунка фотолитографию – метод заимствован из технологии полупроводниковых ИС.
Фотолитографию осуществляют следующим образом. На подложку наносят сплошные пленки необходимых материалов, например, резистивньй слой и поверх него – проводящий слой. Затем поверхность покрывают фоторезистом с помощью соответствующего фотошаблона создают в нем рисунок для проводящего слоя (например, для контактных площадок будущего резистора, 6.23, а). Через окна в фоторезистной маске проходит травление проводящего слоя, после чего фоторезист удаляют. В результате пока еще сплошной поверхности резистивного слоя получаются готовые контактные площадки (рис. 6.23, б). Снова наносят фоторезист и с помощью другого фотошаблона создают рисунок полоски резистора (рис. 6.23, в). Затем проводят травление, удаляют фоторезист и получают готовую конфигурацию резистора с контактными площадкам (рис. 6.23, г).
Конечно, важно, чтобы травитель, действующий на проводящий слой, не действовал на резистивный и наоборот. Имеется и еще ряд ограничений, которых мы не будем касаться. Заметим лишь, что с помощью фотолитографии не удается получать многослойные структуры типа конденсаторов. Однако это ограничение не очень существенно, так как в последнее время предпочитают использовать в ГИС навесные конденсаторы (ради экономии площади).
Для резистивных пленок чаще всего используют хром, нихром ( ) и кермет из смеси хрома и моноокиси кремния (1:1). Метод напыления для этих материалов – термический (вакуумный) Омические контакты к резистивным пленкам (полоскам) осуществляются так, как показано на рис. 6.23.
) и кермет из смеси хрома и моноокиси кремния (1:1). Метод напыления для этих материалов – термический (вакуумный) Омические контакты к резистивным пленкам (полоскам) осуществляются так, как показано на рис. 6.23.
Для обкладок конденсаторов используют алюминий, причем до напыления нижней обкладки (прилегающей к подложке) приходится предварительно напылять тонкий подслой из сплава  , так как адгезия алюминия непосредственно с подложкой оказывается недостаточной.
, так как адгезия алюминия непосредственно с подложкой оказывается недостаточной.
Для диэлектрических слоев пленочных конденсаторов по совокупности требований (большая диэлектрическая проницаемость ξ, малый тангенс угла потерь  , большая пробивная напряженность и др.) наибольшее распространение имеют моноокись кремния и моноокись германия
, большая пробивная напряженность и др.) наибольшее распространение имеют моноокись кремния и моноокись германия  . Особое место среди диэлектриков занимают окислы
. Особое место среди диэлектриков занимают окислы  и
и  , которые получают не методом напыления, а методом анодирования нижних металлических обкладок (
, которые получают не методом напыления, а методом анодирования нижних металлических обкладок ( или
или  ).
).
Для проводниковых пленок и омических контактов используют, как правило, либо золото с подслоем , либо медь с подслоем ванадия (назначение подслоев – улучшить адгезию с подложкой). Толщина проводящих пленок и контактных площадок обычно составляет 0,5–1 мкм. Размеры контактных площадок от  мкм и более.
мкм и более.
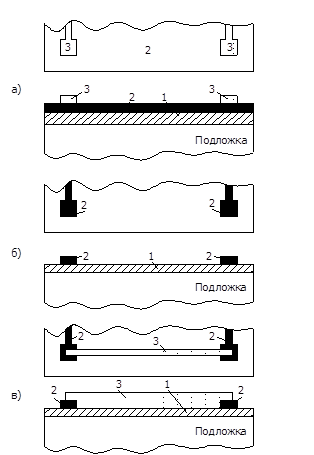
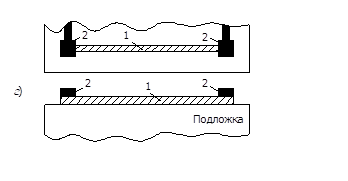
Рис. 6.23. Получение тонкопленочных резисторов методом фотолитографии:
а – фоторезистная маска (3) под рисунок проводящего слоя (2);
б – готовый рисунок проводящего слоя (2);
в – фоторезистная маска (3) под рисунок резистивного слоя (1);
г – готовый резистор с проводящими выводами
Толщина наносимых пленок контролируется в процессе напыления. Для этого используется несколько методов. Один из них, пригодный только в случае резистивных пленок, состоит в использовании так называемого свидетеля. Свидетель представляет собой вспомогательный (не входящий в структуру ГИС) слой, напыляемый одновременно с рабочими слоями, но расположенный на периферии подложки и снабженный двумя заранее предусмотренными внешними выводами. Через эти выводы осуществляется контроль сопротивления свидетеля в процессе напыления. Геометрия свидетеля известна. Поэтому, когда его сопротивление достигает значения, соответствующего необходимой толщине, напыление прекращают (перекрывают заслонку). Толщина рабочих слоев будет такой же, как у свидетеля, так как они напылялись в одинаковых условиях.
Другой способ контроля состоит в использовании в качестве свидетеля тонкой кварцевой пластины, которая через внешние выводы присоединена к колебательному контуру генератора колебаний. Как известно, кварцевая пластина обладает свойствами колебательного контура, причем резонансная частота однозначно связана с толщиной пластины. В процессе напыления толщина пластины меняется и меняется частота генератора. Изменения частоты легко измерить и остановить процесс напыления в нужный момент.
Подложки тонкопленочных ГИС должны прежде всего обладать хорошими изолирующими свойствами. Кроме того, желательны малая диэлектрическая проницаемость, высокая теплопроводность, достаточная механическая прочность. Температурный коэффициент расширения должен быть близким к температурным коэффициентам расширения используемых пленок. Типичные параметры подложек следующие: 


 .
.
В настоящее время наибольшее распространение в качестве подложек имеют ситалл и керамика; стекло утратило свое первоначальное значение. Ситалл представляет собой кристаллическую разновидность стекла (обычной стекло аморфно), а керамика – смесь окислов в стекловидной и кристаллической фазах (главные составляющие и ).
Толщина подложек составляет 0,5–1 мм в зависимости от площади. Площадь подложек у ГИС значительно больше площади кристаллов у полупроводниковых ИС. Стандартные размеры подложек лежат в пределах от 12*10 до 48*30 мм. Требования к гладкости поверхности примерно такие же, как и в случае кремния: допустимая шероховатость не превышает 25*50 нм (класс шероховатости 12–14).
Обычно ГИС, как и полупроводниковые ИС, изготавливаются групповым методом на ситалловых или иных пластинах большой площади. По завершении основных технологических операций, связанных с получением пленочных пассивных элементов и металлической разводки, пластина разделяется на отдельные подложки. Это обычно осуществляют методом скрайбирования, как и в случае полупроводниковых ИС. После разделения подложек каждая из них снабжается навесными компонентами и заключается в корпус.
6.11.2. Монтаж навесных компонентов
В качестве навесных компонентов используются бескорпусные диоды и транзисторы. Простейшим вариантом бескорпусного транзистора является кристалл, полученный после скрайбирования, к трем контактным площадкам которого присоединены тонкие проволочные выводы и который защищен от внешней среды каплей эпоксидной смолы, обволакивающей кристалл со всех сторон. Такой транзистор приклеивается к подложке вблизи тех пленочных элементов, с которыми он должен быть соединен (рис. 1.5), после чего проволочные выводы транзистора методом термокомпрессии присоединяются к соответствующим контактным площадкам на подложке.
Имеется два других варианта бескорпусных транзисторов, монтаж которых осуществляется иначе. Первый вариант называют транзистором с шариковыми выводами (рис. 6.24, а). Шарики диаметром  мкм связаны с контактными площадками транзистора, а через них – с тем или иным слоем кремния: эмиттерным, базовым или коллекторным. Материалом для шариков служат золото, медь или сплав
мкм связаны с контактными площадками транзистора, а через них – с тем или иным слоем кремния: эмиттерным, базовым или коллекторным. Материалом для шариков служат золото, медь или сплав  . Из того же материала на диэлектрической подложке пленочной ГИС делаются контактные столбики высотой 10–15 мкм и диаметром 150–200мкм, расположенные в точном соответствии с расположением шариков на кристалле кремнии (рис. 6.24, б). Соединение шариков со столбиками осуществляется методом перевернутого монтажа (англ. термин flip-chip): кристалл транзистора переворачивается «вверх ногами», т. е. шариками вниз, и накладывается шариками на столбики подложки (рис. 6.24, в). Сочетая давление на кристалл с повышением температуры (т. е. в сущности используя термокомпрессию), обеспечивают прочное соединение шариков со столбиками. Как видим, метод перевернутого монтажа – групповой: за одну операцию получаются все три необходимых соединения. Количество соединений при таком монтаже вдвое меньше, чем при проволочном, а транзистор не требует специального места на подложке. Главная трудность состоит в совмещении шариков со столбиками, поскольку кристалл при наложении перевернут «вверх ногами» и закрывает от оператора места соединения.
. Из того же материала на диэлектрической подложке пленочной ГИС делаются контактные столбики высотой 10–15 мкм и диаметром 150–200мкм, расположенные в точном соответствии с расположением шариков на кристалле кремнии (рис. 6.24, б). Соединение шариков со столбиками осуществляется методом перевернутого монтажа (англ. термин flip-chip): кристалл транзистора переворачивается «вверх ногами», т. е. шариками вниз, и накладывается шариками на столбики подложки (рис. 6.24, в). Сочетая давление на кристалл с повышением температуры (т. е. в сущности используя термокомпрессию), обеспечивают прочное соединение шариков со столбиками. Как видим, метод перевернутого монтажа – групповой: за одну операцию получаются все три необходимых соединения. Количество соединений при таком монтаже вдвое меньше, чем при проволочном, а транзистор не требует специального места на подложке. Главная трудность состоит в совмещении шариков со столбиками, поскольку кристалл при наложении перевернут «вверх ногами» и закрывает от оператора места соединения.
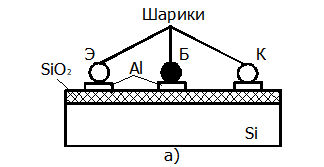
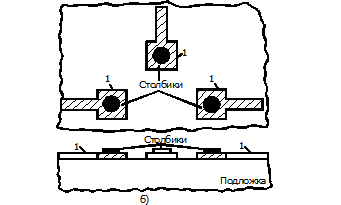
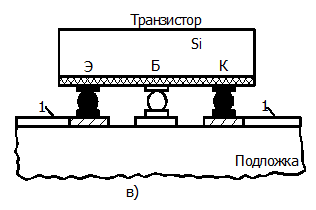
Рис. 6.24. Монтаж бескорпусных транзисторов с шариковыми выводами:
а – транзистор с шариковыми выводами;
б – контактные столбики на подложке пленочной ИС;
в – соединение шариков с контактными столбиками;
1 – контактные площадки на подложке выводы от них
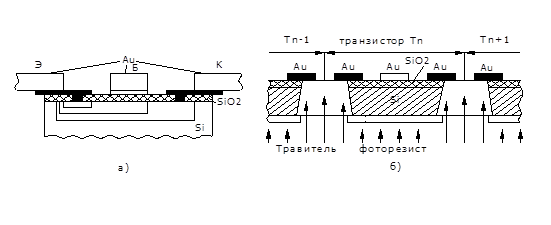
Рис. 6.25. Бескорпусные транзисторы с балочными выводами:
а – транзистор с балочными выводами;
б – получение балок и разделение транзисторов на пластине
Трудность совмещения контактных площадок кристалла и подложки облегчается при использовании второго варианта бескорпусных транзисторов – транзистора с балочными выводами (рис. 6.25, а). Здесь контактные площадки продлены за пределы кристалла и нависают над его краями на 100–150 мкм, откуда и название – балки. Толщина балок (10–15 мкм) значительно больше толщины металлической разводки на кристалле. Поэтому их получают не напылением, а электрохимическим суждением золота подслоем из титана. Длина балочных выводов 200–250 мкм включая выступ, а ширина такая же, как у обычных контактных площадок (50 –200 мкм).
Получение балок основано на сквозном травлении кремния через фоторезистную маску, нанесенную на нижнюю поверхность пластины (рис. 6.25, б). При сквозном травлении одновременно с получением балок достигается разделение пластины на отдельные кристаллы без механического скрайбирования. До начала травления пластина приклеивается верхней (лицевой) поверхностью к стеклу. Чтобы сократить время травления и избежать бокового растравливания пластины, ее (после приклеивания к стеклу) сошлифовывают от обычной толщины 200–300мкм до 50 мкм. По окончании травления клей растворяют и разделенные кристаллы отпадают от стекла.
Монтаж навесных компонентов с балочными выводами может осуществляться так же, как и в случае шариковых выводов – методом перевернутого монтажа. При этом выступающие балки хорошо видны и их совмещение с контактными площадками на подложке не представляет затруднений. Можно монтировать кристалл и «лицом вверх», но тогда в подложке следует предусмотреть углубление для кристалла.
Несмотря на то, что изготовление шариковых и балочных выводов сложнее и дороже, чем проволочных, они обеспечивают существенное упрощение и удешевление сборочных операций (самых дорогих в технологическом цикле), а также заметное повышение процента выхода годных ИС и их надежности.
6.12. Технология толстопленочных гибридных ИС
Пассивные элементы толстопленочных ГИС получаются локальным нанесением на подложку полужидких паст–стеклоэмалей с последующим их высушиванием и вжиганием в подложку. Следовательно, в данном случае пленки приобретают свою толщину сразу, а не постепенно – слой за слоем – как при тонкопленочной технологии.
Последовательность технологических операций при нанесении толстых пленок следующая:
а) нанесение слоя пасты на подложку через маску – накладной трафарет (отсюда название – метод трафаретной печати);
б) выжигание (испарение) растворителя при температуре 300–400°C и тем самым превращение пасты из полужидкого состояния в твердое;
в) вжигание затвердевшего вещества пасты в подложку – спекание – при температуре 500-700°C (в зависимости от состава пасты).
Операция вжигания – самая ответственная в технологическом цикле; она требует высокой стабилизации температуры: с точностью ±1°С.
В основе всех паст–стеклоэмалей лежит так называемая фритта – тончайший порошок стекла, к которому, в зависимости от назначения пасты, примешивается порошок резистивного, проводящего или диэлектрического материала. Дисперсная (т. е. совершенно однородная) смесь фритты и примесного материала приобретает вязкость при добавлении специальных органических веществ и растворителей. На этапе выжигания (см. выше) растворитель испаряется, а органические вещества связывают частицы порошка в единую компактную массу.
Для проводящих паст примесью обычно служит серебро или золото, для резистивных – смесь серебра и палладия (1:1), а для диэлектрических – титанат бария с высокой диэлектрической проницаемостью. Варьируя материал и процентное содержание примесей, можно варьировать электрические параметры пленок в очень широких пределах (см. 7.11).
Масками для нанесения паст на подложку служат сетчатые трафареты (рис. 6.26, а). Они представляют собой тонкую сетку из капрона или нержавеющей стали, натянутую на дно рамки. Размер ячеек сетки – около 100 мкм, диаметр нитей – около 50 мкм. Большая часть сетки покрыта пленкой, но в пленке имеются окна. Рисунок окон получают методом фотолитографии, вытравливая отверстия в пленке. Учитывая ячеистую структуру сетки, размеры окон трудно сделать менее 10–200 мкм.
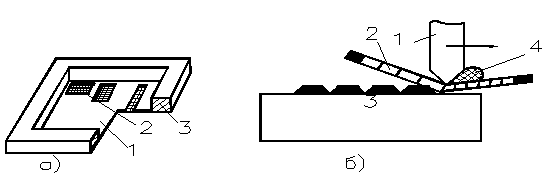
Рис. 6.23. Метод локального нанесения пасты:
а – сетчатый трафарет; б – продавливание пасты через трафарет;
1 – ракель; 2 – сетка; 3 – подложка; 4 – паста
Это предопределяет минимальные размеры элементов толстопленочных ГИС и ширину линий.
"18 Экспертиза проектов природообустройства" - тут тоже много полезного для Вас.
Рамка с трафаретом заполняется пастой и размещается над подложкой на расстоянии 0,5–1 мм. После этого па сетку опускается специальный нож – ракель, который, перемещаясь вдоль рамки, продавливает пасту через отверстия в сетке (рис. 6.26, б). Несмотря на простоту идеи продавливания, эта операция – прецизионная; на качество будущей пленки и повторяемость результатов оказывают влияние угол заточки ракеля, его наклон относительно подложки, скорость перемещения и другие факторы.
Вообще говоря, сетка на трафарете не обязательна: можно продавливать пасту и через сплошные отверстия. Однако качество пленок при этом хуже, так как сетка обеспечивает более однородные слои в результате слияния отдельных «капель», прошедших через ячейки сетки. Толщина получаемых пленок зависит от диаметра нитей и размеров ячеек. Обычно она составляет 20–40 мкм.
Исходным материалом для сеток был шелк и потому методику нанесения паст через сетчатые трафареты часто называли шелкографией.
К подложкам для толстопленочных ГИС предъявляются в общем те же требования, что и для тонкопленочных. Особое внимание часто уделяется повышенной теплопроводности, так как толстопленочный вариант ГИС характерен для мощных схем. Поэтому распространены высокоглиноземистые керамики (96% ) и бериллиевые керамики (99,5%  ); последние в 7–10 раз превышают глиноземистые по теплопроводности, но уступают им по прочности. Важная отличительная особенность подложек для толстопленочных ГИС состоит в том, что их поверхность должна быть достаточно шероховатой, чтобы обеспечить необходимую адгезию с веществом пасты. Степень шероховатости характеризуется неровностями до 1–2 мкм.
); последние в 7–10 раз превышают глиноземистые по теплопроводности, но уступают им по прочности. Важная отличительная особенность подложек для толстопленочных ГИС состоит в том, что их поверхность должна быть достаточно шероховатой, чтобы обеспечить необходимую адгезию с веществом пасты. Степень шероховатости характеризуется неровностями до 1–2 мкм.
Методы монтажа навесных компонентов те же, что и у тонкопленочных ГИС, но размеры контактных площадок делают больше:  мкм.
мкм.
В целом толстоплёночная технология характерна простотой и низкой стоимостью ИС. Однако по сравнению с тонкопленочной технологией плотность компоновки оказывается меньше (из–за большей ширины линий), а разброс параметров – больше (из–за неконтролируемой толщины пленок).



















