


Типовые технологические процессы изготовления пп
Лекция №16. Основные технологические этапы в производстве ПП. Часть 1.
Типовые технологические процессы изготовления ПП
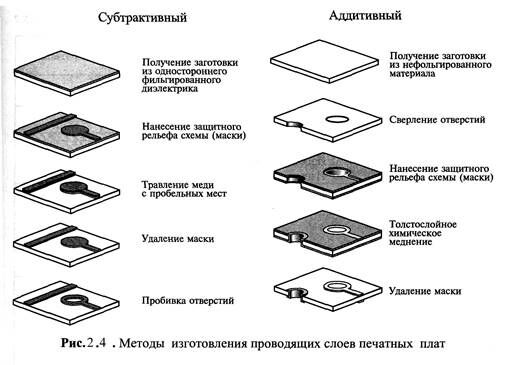
Все процессы изготовления ПП можно разделить на субстрактивные, аддитивные и полуаддитивные:
– субстрактивный процесс (subtractio – отнимать) – получение проводящего рисунка заключается в избирательном удалении участков проводящей фольги путем травления;
– аддитивный процесс (additio – прибавлять) – в избирательном осаждении проводящего материала на нефольгированный материал основания;
– полуаддитивный процесс предусматривает предварительное нанесение тонкого проводящего покрытия, впоследствии удаляемого с пробельных мест.
В соответствии с ГОСТ 23751-86 конструирование ПП следует осуществлять с учетом следующих методов изготовления:
– химический для односторонних ПП и гибких печатных кабелей;
Рекомендуемые материалы
– комбинированный позитивный для двусторонних и гибких ПП;
– электрохимический (полуаддитивный) для двусторонних ПП;
– металлизация сквозных отверстий для многослойных ПП.
При изготовлении ПП применяются различные операции как механического, так и химического характера. Их последовательность и технологические параметры, основанные на рекомендациях ГОСТов, записываются в карте технологического процесса и должны соблюдаться посредством проведения промежуточных пооперационных контролей.
Входной контроль фольгированного диэлектрика заключается в проверке размеров листа, состояния поверхности со стороны фольги и диэлектрика, прочности сцепления фольги в исходном состоянии и при воздействии расплавленного припоя, гальванических растворов и других факторов, способности материала к механической обработке, поверхностного сопротивления и других параметров (ГОСТ 10316-78).
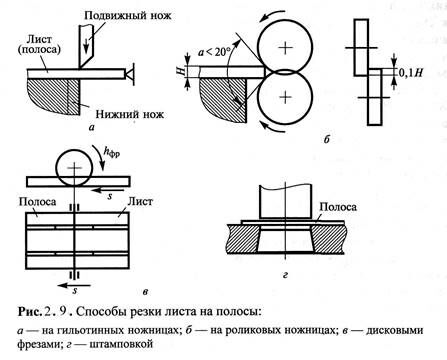
Получение заготовки. Заготовку отрезают гильотинными или роликовыми ножницами, дисковой фрезой, вырубанием под прессом с припуском по контуру на одну или несколько плат. На заготовке должно быть технологическое поле, на котором располагаются базовые, технологические отверстия, тест-купон и которое по завершению изготовления ПП удаляется. Ширина технологического поля составляет до 10 мм для односторонней ПП и до 30 мм для двусторонней ПП. Тест-купон – часть ПП, которая служит для оценки качества изготовления ПП, прошедшая с ней все технологические операции. Одновременно с изготовлением заготовки вырубают или сверлят технологические и фиксирующие отверстия.
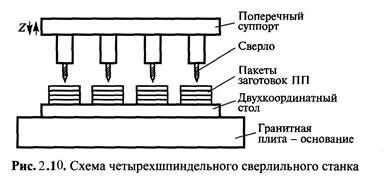
Получение монтажных и переходных отверстий. Эта операция обеспечивает: качество получения токопроводящего слоя в отверстиях после их металлизации и надежность электрических параметров ПП; точность совмещения токопроводящих рисунков схемы, расположенных на противоположных сторонах ДПП или в разных слоях МПП. Сверление выполняют пакетно спиральным сверлом из твердого сплава на станках с ЧПУ со скоростью вращения шпинделя от 10 тыс. до 180 тыс. об/мин, механической подачей не более 0,02-0,05 мм/об., с биением сверла не более 0,02 мм, усилием прижима 1,5-2,0 МПа, с дискретностью координатных перемещений. Предельное отклонение относительно узлов координатной сетки должно составлять ±0,015 мм. При сверлении используют шпиндели с воздушными подшипниками и жидкостным охлаждением. Сверлильные станки снабжены механизмами автоматической смены сверл после сверления определенного количества отверстий или после запрограммированного числа рабочих ходов. В магазине механизма смены инструментов для каждой сверлильной головки может храниться до 1000 и более инструментов, что позволяет станку работать несколько часов без простоев. Сверла из магазинов извлекаются при помощи пневматических захватов.
Лазерное сверление производится при воздействии излучения на обрабатываемую поверхность ПП путем испарения или взрывного разрушения материала. Лазерным сверлением в ПП могут быть получены сквозные отверстия диаметром менее 50 мкм, глухие отверстия диаметром до 25 мкм и глубиной до 50 мкм. Лазерное сверление осуществляется двумя способами: 1) с использованием специальной металлической маски с отверстиями, после совмещения которой с заготовкой ПП и воздействия лазерного излучения происходит испарение материала основания ПП в местах расположения отверстий на маске; 2) путем подачи дозированного лазерного излучения импульсами малой длительности в зону формирования отверстий при обходе этих зон по программе.
Преимущество лазерного сверления: возможность получения сквозных и глухих отверстий диаметром до 25 мкм; высокое качество краёв и стенок отверстий; высокая производительность (1200 отверстий в минуту); низкая стоимость; отсутствие деструкции органических материалов.
Подготовка поверхности. Основной целью этого этапа является удаление заусенцев, смолы и механических частиц из отверстий, получение необходимой шероховатости поверхности, активирование поверхности перед химическим меднением, удаление оксидов, масляных пятен, пыли, грязи.
Информация в лекции "27 Представительство в третейском суде и международном коммерческом арбитраже" поможет Вам.
На этом этапе применяют механическую обработку дисковыми щетками, щеточную или струйную обработку абразивами, химическую подготовку, пермаганатную очистку, электрохимическую обработку, плазмохимическое травление.
Металлизация ПП. Основным назначением процесса металлизации ПП является получение токопроводящих участков ПП, защита их от растравливания на операции травления меди с пробельных мест и от окисления для обеспечения паяемости ПП. Для получения металлических покрытий в производстве ПП применяют: химическую и гальваническую металлизацию, магнетронное напыление.
Химическая металлизация (меднение) применяется в производстве ППдля получения тонкого (3-5 мкм) подслоя меди на стенках монтажных и переходных отверстий, в аддитивном методе – для получения токопроводящих участков селективным меднением толщиной до 35 мкм.
Химическое меднение – окислительно-восстановительный автокаталичиский процесс, в котором в качестве катализатора на начальном этапе выступает металлический палладий, а затем осажденные кристаллы меди сами катализируют дальнейшее осаждение меди.
Гальваническая металлизация в процессе изготовления ПП производится несколько раз: 1) предварительное гальваническое меднение для защиты тонкого слоя химической меди от повреждения, улучшения адгезии и структуры осадка (толщина слоя меди 5-7 мкм); 2) гальваническое меднение для получения основного токопроводящего слоя меди в монтажных и переходных отверстиях, на проводниках и контактных площадках (толщина меди 20-25 мкм); 3) гальваническое осаждение металлорезиста, на основе сплава олово-свинец, на проводники, контактные площадки, в монтажных отверстиях, для защиты на операции травления меди с пробельных мест; 4) гальваническое осаждение металлов и сплавов на концевые разъемы ПП для повышения износостойкости, твердости, снижения переходного сопротивления и т.д.
















