
Структура швейного производства
7.структура швейного производства.
Поставляемые на швейные предприятия, в основном, рулонные материалы подлежат разбраковке, промеру, настиланию, раскрою. С целью повышения производительности труда и сокращения отходов ведется работа по автоматизации подготовительно-раскройного производства.
Автоматизированное подготовительно раскройное производство можно представить блок-схемой
(рис 7.1).
Раскрой, как правило ведется в настилах.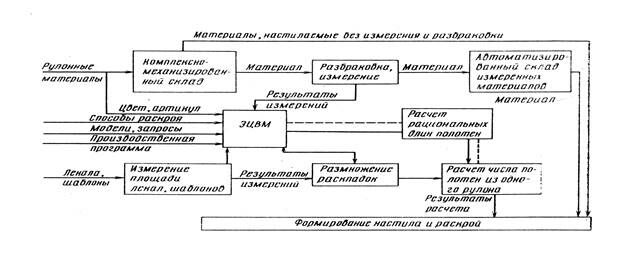
Рис 7.1. Блок схема комплексного автоматизированого подготовительно – раскройного участка.
Настилы могут иметь разную длину. Они формируются на настилочных столах (длиной до 20м).Раскрой может быть выполнен движущимся ножом (механический способ), резаками, аналогично как в обувном производстве, лазерным лучом, термомеханически (с помощью ножей с подогреваемой режущей кромкой), гидроструей.
Операции сборочного цикла.
Рекомендуемые материалы
При этом происходит сборка изделий. Соединение деталей между собой, прикрепление фурнитуры может выполняться следующими способами: с помощью ниточных швов, с помощью клеев, с помощью сварки.
Ниточные соединения могут выполняться на швейных машинах челночного или цепного стежка.Строчки могут быть прямые и зигзагообразные. В зависимости от степени автоматизации различают швейные машины универсальные (общего назначения) и специальные. К специальным машинам относят машины-автоматы, предназначенные для автоматической обработки изделий пуговичные, вышивальные машины.
Клеевые соединения выполняются на клеевых прессах.
Сварные соединения применяют для материалов, содержащих химические волокна. Швы образуются с помощью оплавления и отвердения оплавленного места. В последнее время ведутся разработки технологических процессов сварки с применением токов высокой частоты (ТВЧ) и СВЧ. В этих условиях оплавление происходит интенсивнее, шов получается более эластичным.
Вместе с этой лекцией читают "74 Факторы трудовой адаптации".
Отделочные операции.
Сюда относятся обметочные операции, вышивание, аппликация, влажно-тепловая обработка (ВТО).
Обметочные операции выполняются на специализированных швейных машинах-оверлоках. Вышивание осуществляется с помощью вышивальных машин, нанесение апликаций на специальных клеевых прксах. ВТО осуществляется с помощью утюгов, прессов ВТО, каландров и пароманекенов. Применяют как на промежуточных, так и на конечных стадиях. ВТО предусматривает формование ткани (получение пространственной формы из плоской), устранение складок, разглаживание швов. Выполняется она формованием с предварительным увлажнением изделия, его высушиванием и охлаждением.
Рабочими органами пресса является нижняя и верхняя плита, рабочая поверхность которой обогревается. Нижняя плита содержит упругие елементы для выравнивания изделия при глажении.
Пароманекены представляют собой пустотелые манекены, которые имеют перфорацию для прохождения пара через изделие.Гладильные каландры используются для разглаживания постельного белья, скатертей.
ЛИТ[4,7,8]


















