
Параметры планов выборочного контроля
4 Параметры планов выборочного контроля
4.1 Формирование партий и выборок
Будем рассматривать наиболее общий случай производства штучной продукции, когда групповым показателем качества является уровень несоответствий, заданный в виде доли несоответствующих изделий в партии или числа несоответствий на 100 ед. продукции. Этот показатель автоматически предполагает задание индивидуального показателя качества, иначе невозможно определить долю несоответствий в партии.
После изготовления продукции её необходимо проверить, для чего формируется контрольная партия, состоящая из N единиц продукции. Обычно объём контрольной партии равен объёму поставочной партии, который установлен в договоре между поставщиком и потребителем. Но может быть и так, что поставочная партия состоит из нескольких контрольных партий.
Основные принципы формирования контрольной партии следующие:
1) все изделия партии изготовлены при одних и тех же условиях:
- по одному технологическому процессу, утверждённому в установленном порядке;
- при одних и тех же технологических режимах;
2) все изделия партии изготовлены в течение одного и того же промежутка времени, т.е. в течение одного технологического цикла или нескольких циклов, следующих подряд один за другим без длительных перерывов;
3) все изделия партии изготовлены из одной и той же партии сырья или полуфабрикатов (заготовок).
В общем случае не рекомендуется включать в состав одной контрольной партии группы изделий, изготовленные в следующих условиях:
Рекомендуемые материалы
1) при разных технологических режимах, до и после внедрения усовершенствований процесса изготовления, включая рационализаторские предложения, до и после ремонта или замены оборудования и т.д.;
2) при промежутке времени между циклами их изготовления более двух-трёх недель;
3) при использовании разных партий сырья или заготовок, поставляемых внешними поставщиками, даже при условии входного контроля, если нет надёжных статистических данных об отсутствии влияния на конечные (выходные) характеристики производимой продукции различий в поставляемых со стороны партиях сырья или заготовок.
Указанные ограничения могут быть смягчены использованием при формировании выборки принципа расслоения по ГОСТ 18321-73 , когда из каждой группы (слоя) изделий, формирующих партию, в выборку отбираются изделия в количестве пропорционально объёму слоя.
Правила формирования выборки должны соответствовать ГОСТ 18321. Согласно ГОСТ 18321 выборка должна обладать следующими основными свойствами:
- обеспечивать равную вероятность попадания любого изделия из партии в выборку;
- быть пропорционально представительной для расслоенной партии.
Равная вероятность обеспечивается использованием одного из методов случайного отбора единиц изделий в выборку по ГОСТ 18321. Второе свойство необходимо обеспечивать при формировании выборки из партии, разбитой на несколько групп (слоёв) изделий. Например, если есть основания предполагать, что при химической обработке партии изделий качество обработки зависит от места (зоны) расположения изделия в химическом реакторе, то при формировании выборки для контроля качества химической обработки этой партии следует обеспечить попадание в выборку изделий из всех зон реактора. При этом количество изделий в выборке из каждой группы (слоя) должно быть пропорционально числу изделий в этой группе:
 ,
,
где Ni- объем i-ой группы партии, разбитой на r групп по Ni изделий в каждой ( , где N – где объём партии);
, где N – где объём партии);
ni – число изделий, взятых в выборку из i-ой группы ( , где n – объём выборки).
, где n – объём выборки).
Отбор изделий в выборку из каждой группы изделий в партии выполняется в соответствии с первым свойством выборки. Если партия однородная, второе свойство выборки автоматически выполняется при соблюдении первого свойства.
Правила сформирования партий (контрольной и поставочной) и выборки из контрольной партии должны быть указаны в ТУ или другой НТД, регламентирующей методы контроля.
4.2 Виды планов контроля
Наибольшее распространение в промышленности получили следующие виды планов контроля выборочными методами:
1) одноступенчатые планы контроля;
2) двухступенчатые планы контроля;
3) многоступенчатые планы контроля;
4) схемы контроля (двух уровневые или трёхуровневые);
5) последовательные планы контроля;
6) планы с пропуском партий;
7) непрерывные планы контроля;
4.2.1 Одноступенчатые планы контроля для альтернативных признаков качества
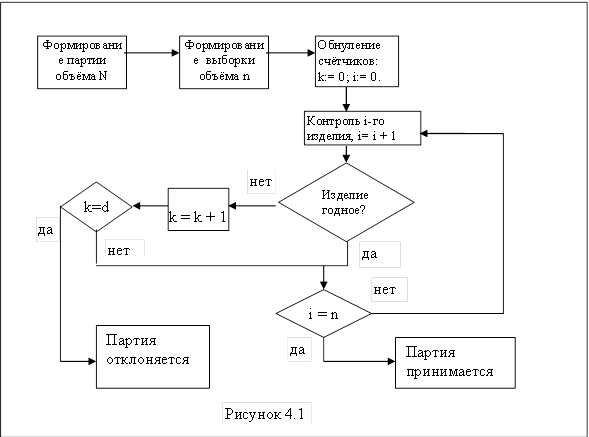 |
Алгоритм процедуры одноступенчатого плана выборочного контроля приведён в виде схемы на рис 4.1. Параметры плана контроля (n, d и (или) с) установлены в НТД.
После изготовления продукции формируется контрольная партия объёма N, из которой выбирается контрольная выборка объёма n. Все изделия выборки проверяются на соответствие требованиям к индивидуальному показателю и подсчитывается число несоответствующих изделий в выборке k. Если число несоответствий в выборке больше или равно установленному в плане контроля значению браковочного числа d (k ≥ d), то партия бракуется, если k < d, то партия принимается.
Процедура, когда из партии известного объема N с неизвестным количеством несоответствующих изделий D (или с уровнем несоответствия q=D/N) извлекается выборка объема n (выборка без возвращения), в которой определяется число несоответствующих изделий k, математически описывается гипергеометрической функцией распределения:
H(k/;N; D; n)= hy(i/;N; D; n),
hy(i/;N; D; n),
где = hy(k/;N; D; n) = 
Ну (k/;n; N; D) – функция распределения числа несоответствий k в выборке объема n из партий объема N с числом несоответствий D;
 - число сочетаний их х элементов по у (биноминальные коэффициенты).
- число сочетаний их х элементов по у (биноминальные коэффициенты).
ОХ в этом случае будет равна вероятности того, что в выборку объема n из партии объема N с числом дефектных изделий D попадет не более с дефектных изделий:
 = Hy(c/;N,Nq,n), (4.1)
= Hy(c/;N,Nq,n), (4.1)
где c – приёмочное число (если d – браковочное число, то с = d – 1);
 - обобщение биноминальных коэффициентов через гамма-функцию для нецелых параметров.
- обобщение биноминальных коэффициентов через гамма-функцию для нецелых параметров.
Из (4.1) видно, что при различных параметрах n и c можно получить разные значения вероятности приемки партии для каждого конкретного значения q, т.е. вероятность условия k £ c. Для получения конкретных значений n и c обычно исходят из следующих двух условий:
При контроле у поставщика: При контроле у потребителя:
 ,
,  (4.2)
(4.2)
где a и b соответственно риск первого и второго рода;
aп и bп – соответственно собственный риск поставщика и потребителя;
qo – договорное значение уровня несоответствий в партии.
(Значения qo, b, aп должны быть указаны в соответствующей НТД.)
В силу дискретности величин N; d; c и n оба равенства в (4.2) будут приближенными. Расчеты системы (4.2) достаточно сложны даже при использовании вычислительной техники, поэтому параметры планов контроля обычно приводятся в соответствующих стандартах. ГОСТ Р 50779.52-95 содержит таблицы допустимых планов контроля системы ПРП для заданных значений qo = NQL и b при различных значениях N. Планы контроля системы AQL приведены в стандартах серии ГОСТ Р 50779 70-ой группы. ОХ для выбранного плана контроля, используя его параметры, можно построить по уравнению (4.1). Наиболее удобными из доступных для этой цели являются прикладные программы “Excel” и “Statistica”, представляющие собой электронные таблицы с множеством встроенных статистических функций. Кроме того, возможны различные приближения, упрощающие вычисления:
- биноминальное приближение:
для 0,1<q<0,9; n>10 и n/N<0,1 гипергеометрическое распределение можно заменить более простым биноминальным и использовать табулированные функции бета-распределения и F-распределения:
 ,
,
где Fn1; n2 (…) – функция F-распределения с n1 и n2 степенями свободы;
bt(x/;g;d) =  - функция бета-распределения (для 0<x£1);
- функция бета-распределения (для 0<x£1);
 - неполная бета-функция;
- неполная бета-функция;
 - бета-функция (не путать с риском второго рода).
- бета-функция (не путать с риском второго рода).
- распределение Пуассона:
если q£0,1 или q³0,9; n³30; n/N<0,1, то для построения ОХ можно воспользоваться распределением Пуассона:
 c
c
 ,
,
где cn(…) – функция распределения c2 с n степенями свободы;
 - функция гамма-распределения;
- функция гамма-распределения;
 - гамма-функция;
- гамма-функция;
 - неполная гамма-функция.
- неполная гамма-функция.
- «нормальное» приближение:
при 0,1<q<0,9; n>30; n/N<0,1 можно применить «нормальное» приближение с поправкой на непрерывность:
 ,
,
где Ф(…) – стандартная функция нормального распределения.
Рекомендуется график ОХ выбранного плана контроля привести в виде приложения в соответствующей НТД.
4.2.2 Двухступенчатые планы выборочного контроля для альтернативных признаков качества
При двухступенчатом плане контроля из партии объема N сначала берут выборку объема n1. Контроль прекращают после проверки изделий первой выборки в двух случаях:
1) если число несоответствующих изделий k1, не превышает приемочного числа c1 (k1 £ c1), партию принимают;
2) если число несоответствующих изделий k1 равно или превышает браковочное число d1 (k1 ³ d1), партию бракуют.
В случае c1 < k1 < d1, берут вторую выборку объемом n2 и партию принимают, если суммарное число несоответствующих изделий в обеих выборках не превышает приемочного числа c2 (k1+k2 £ c2), при k1+k2 > c2 партию бракуют.
(Составьте схему алгоритма двухступенчатого контроля аналогично схеме по рис. 4.1).
Параметры плана двухступенчатого контроля определяют аналогичным способом, как и при одноступенчатом контроле, т.е. из условия прохождения ОХ через заданные точки (см. (4.2)). Поскольку при двухступенчатом контроле число подлежащих определению параметров равно 5 (n1, c1, d1, n2, c2 или d1), а уравнений всего два, используются дополнительные условия:
c1 < d1 – 1 < c2 < n1; d1 – 1 £ c2 < n1 + n2; n1 = n2 или n1 = 2×n2 и т.п. (см. / /).
В стандартах приведены таблицы допустимых двухступенчатых планов контроля с одинаковым и удвоенным объемом выборки на второй ступени для уровня дефектности партии в виде процента несоответствующих единиц продукции в партии любого объема. После выбора плана выборочного контроля можно построить ОХ, исходя из следующих соображений:
1) вероятность приемки партии есть сумма двух несовместимых событий:
- события А1 = {партия принята по результатам контроля первой ступени};
- события А2 = {партия принята по результатам проверки второй выборки с учетом результатов контроля первой выборки}.
Событие А2 является сложным событием, для осуществления которого необходимо совместное выполнение двух следующих событий:
- события В1 = {число несоответствующих изделий в первой выборке находится в пределах с1< k1< d1};
- события В2 = {суммарное число дефектных изделий в обеих выборках не превышает приемочного числа с2 (k1+k2 £ с2)}.
Таким образом:
L(q) = P(A1) + P(A2) = P(A1) + P(B1∩B2). (4.3)
Исходя из того, что событие А1 как и при одноступенчатом контроле моделирует гипергеометрический закон распределения числа дефектных изделий в партии (выборка без возвращения), вероятность события А1 будет равна:
P(A1) = P(k1 £ с1) = Hy(с1/;N;Nq;n1) =  .
.
Вероятность события А2 в соответствии с формулой для полной вероятности сложного события можно выразить как сумму по всем возможным значениям k1= g:
P(A2) = P(В1ÙВ2) = P[(с1< k1£ d1) ∩ (k1+ k2£ с2)] =
= × Hy(с2 - g/;N-n;Nq-g;n2).
× Hy(с2 - g/;N-n;Nq-g;n2).
Окончательно, подставив выражения для Р(А1) и Р(А2) в (4.3), соотношение для ОХ при двухступенчатом плане выборочного контроля можно записать в следующем виде:
L(q)= Hy(c1/;N;Nq;n1)+ · Hy(c2- g/;N-n;Nq-g;n2), (4.4)
где hy(g/;N;Nq;n1)=  - плотность гипергеометрического распределения.
- плотность гипергеометрического распределения.
Вычисления по этой формуле представляют определенные трудности. Однако, расчёты существенно упростятся как и в случае одноступенчатого плана контроля при использовании персонального компьютера с установленной на нем прикладной программой «Excel». В этой программе имеется подпрограмма расчета плотности гипергеометрического распределения hy(k/;N;D;n). Функцию гипергеометрического распределения можно рассчитать как сумму:
Hy(c/;N;D;n)=  .
.
При выполнении соответствующих условий можно использовать приближения:
- биноминальное: Lв(q)=Bi(c1/;q;n1)+  Bi(c2/;q;n2);
Bi(c2/;q;n2);
- Пуассона: Lp(q)=Ро(c1/;n1;q) + Po(c2- g/; n2;q).
Po(c2- g/; n2;q).
4.2.3. Оперативная характеристика схемы контроля
При контроле последовательности партий продукции могут применяться схемы контроля, использующие правила переключения на планы различной «жесткости» контроля, т.е. обеспечивающие различные риски потребителя b при контроле поставщика (планы с разными ОХ). Например, в ГОСТ Р50779.52-95 приведены правила переключения и параметры нормального и ослабленного контроля двухуровневых схем для альтернативных показателей качества, позволяющие строить ОХ отдельно для нормального и ослабленного контроля по правилам построения ОХ для одноступенчатых планов выборочного контроля. Планы контроля системы AQL изначально разработаны как трёхуровневые схемы контроля: ослабленный контроль, нормальный контроль и усиленный контроль.
Схемы контроля характеризуются средними по схеме рисками. Оперативная характеристика двухуровневой схемы строится, исходя из уравнения:
 . (4.5)
. (4.5)
Для трёхуровневой схемы:
Lсх(q) = Ро×Lo(q) + Рн×Lн(q) + Ру×Lу(q) ,
где Lсх(q) – ОХ схемы контроля;
Lу(q), Lн(q) и Lо(q) - соответственно, ОХ усиленного, нормального и ослабленного контроля;
Рн, Ро и Ру – соответственно, вероятность проведения нормального, ослабленного и усиленного контроля.
Для определения вероятности проведения нормального и ослабленного контроля при двухуровневой схеме используем то обстоятельство, что средний по схеме риск потребителя при q=qo должен быть не выше заданного значения b:
 .
.
Кроме того, для двухуровневой схемы контроля должно выполняться условие:
Рн + Ро = 1.
Из последних двух уравнений легко получить:
 ;
;  . (4.6)
. (4.6)
Таким образом, для построения ОХ двухуровневой схемы контроля, после определения параметров схемы, например, по соответствующему стандарту, необходимо:
1) построить ОХ для нормального и ослабленного планов выборочного контроля в соответствии с п.4.2.1 для одних и тех же значений qi, включая qi=  ;
;
2) определить значения Lн(q = ) и Lo(q = ), т.е. при q = , по (4.1);
3) рассчитать Ро и Рн по формулам (4.6);
4) построить ОХ схемы по формуле:
 (4.7)
(4.7)
для тех же значений qi, для которых строились ОХ нормального и ослабленного контроля.
Для трехуровневой схемы контроля одно из значений Рн, Ро или Ру должно быть установлено, тогда два других значения могут быть рассчитаны аналогично как для двухуровневой схемы.
4.2.4 Многоступенчатые планы контроля
По аналогии с двухступенчатыми планами контроля в принципе можно разработать планы контроля с любым числом ступеней. Например, в стандартах системы AQL представлены таблицы семиступенчатых планов выборочного контроля (см. ГОСТ Р 50779.71). Таблица 4.1 повторяет таблицу 1 из ГОСТ Р 50779.70, в которой представлены параметры семиступенчатого плана контроля для AQL = 0,65 %.
Таблица 4.1
| Номер выборки (ступень контроля) | Объём выборки | Суммарный объём выборки | Приёмочное число | Суммарное браковочное число |
| 1 | 50 | 50 | * | 3 |
| 2 | 50 | 100 | 0 | 3 |
| 3 | 50 | 150 | 1 | 4 |
| 4 | 50 | 200 | 2 | 5 |
| 5 | 50 | 250 | 3 | 6 |
| 6 | 50 | 300 | 4 | 6 |
| 7 | 50 | 350 | 6 | 7 |
Знак «*» в первой строке четвёртого столбца таблицы означает, что приёмка партии по результатам контроля первой ступени невозможна.
Видно, что после каждой ступени контроля (кроме первой) возможна либо приёмка партии, если суммарное число несоответствий не превышает приёмочного числа, либо браковка партии, если суммарное число несоответствий равно или превышает браковочное число.
Одноступенчатые, двухступенчатые и многоступенчатые планы одной и той же системы планов контроля разрабатываются таким образом, чтобы ОХ этих планов при одинаковых исходных данных совпадали. При этом соблюдается общее правило: при контроле нескольких партий, чем больше ступеней контроля предусматривает план контроля, тем меньше в среднем требуется объём выборки.
4.2.5 Последовательные планы контроля
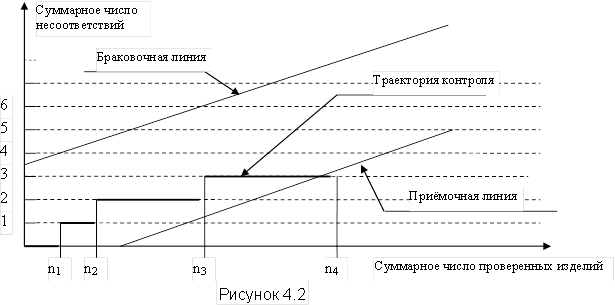
При увеличении числа ступеней контроля в пределе получается так называемый «последовательный план выборочного контроля. В этом плане изделия по одному извлекаются из партии и контролируются по очереди одно за другим. Графически это выглядит как показано на рисунке 4.2.
Параметрами плана этого вида контроля являются параметры уравнений браковочной и приёмочных линий. Для альтернативных и количественных признаков качества, распределённых по нормальному закону, эти уравнения линейны:
dбр= aбр + bбр×n - для браковочной линии;
dпр= aпр + bпр×n - для приёмочной линии.
Коэффициенты рассчитываются по исходным данным (a, b, АQL и RQL). Как правило эти уравнения имеют одинаковые коэффициенты наклона (bбр = bпр) и разные свободные члены aбр ¹ aпр, т.е. они параллельны (для количественных признаков качества с двусторонним ограничением браковочная и приёмочная линии
не параллельны, они расходятся с ростом числа проконтролированных изделий). Для альтернативных признаков качества коэффициенты приёмочной и браковочной линий строятся, как правило, исходя из биноминальной модели процедуры контроля (см., например, ГОСТ Р 50779.75).
Для того, чтобы использовать этот вид контроля необходимо:
1) по заданным исходным данным (a, b, АQL и RQL) найти коэффициенты приёмочной и браковочной линии aпр, aбр и bбр = bпр, например в соответствующем стандарте;
2) построить и нанести эти линии в виде графиков на бумаге в координатах: ось ОХ – суммарное число проконтролированных изделий, ось ОY – суммарное (кумулятивное) число обнаруженных несоответствий;
3) построить траекторию контроля, откладывая на графике после проверки каждой единицы продукции соответствующую точку и соединяя каждую построенную точку с предыдущей;
4) в зависимости от того, какую линию (браковочную или приёмочную) пересечёт траектория контроля, принять решение о соответствии или несоответствии контролируемой партии.
В случае спорной ситуации, когда визуально трудно определить коснулась траектория контроля той или иной линии или нет, следует воспользоваться уравнением соответствующей линии. Процедуру контроля можно представить в виде таблицы 4.2:
Таблица 4.2
| Шаг контроля, i | Число проверенных изделий, n | Сумма несоответствий k | Координата браковочной линии | Координата приёмочной линии |
| 1 | 1 | 0 или 1 | (1; aбр + bбр) | (1; aпр + bпр) |
| … | ||||
| i | ni | ki = i + Sri | (i ; aбр + bбр× ni) | (i ; aбр + bбр× ni) |
| Примечание. ri = (1 или 0) в зависимости от того обнаружено или нет на i-м шаге контроля несоответствие. |
Теорию последовательного контроля разработал и исследовал американский статистик Абрахам Вальд в 40х годах прошлого столетия. Поэтому в некоторых книгах по статистике до сих пор эти планы называются Вальдовскими. Вальдовские планы используются не только в методах контроля качества, но и в других областях: в науке, в технике, в медицине и социологии, т.е. везде, где требуется спланировать эксперимент и обработать полученные данные.
Вальд нашёл способ построения ОХ плана и доказал, что при достаточно общих предположениях о распределении контролируемой величины последовательные планы обязательно сходятся, т.е. пересекают одну из контрольных линий на графике контроля при n ® ¥. Дальнейшие усовершенствования планов последовательного контроля затрагивают правила «усечения», т.е. остановки проверок на определённом шаге и принятии решения на основе полученных результатов. На практике очень часты случаи, когда контролируют серию изделий, т.е. сразу несколько, предварительно пронумерованных по порядку единиц продукции (не более пяти), и только потом строят траекторию контроля. Серии контролируют до тех пор, пока траектория не пересечёт одну из контрольных линий или не сработает правило усечения.
Планы последовательного контроля представлены в ГОСТе Р 50779.75 системы AQL, в котором указаны условия, позволяющие использовать этот стандарт для получения планов в рамках системы ПРП.
4.2.6 Планы контроля с пропуском партий
При контроле продукции с пропуском партий проверяют (выборочными методами) только одну из двух, из трёх, четырёх или пяти партий, изготовленных подряд. Уменьшение частоты контроля соответствует снижению жёсткости контроля и возможно только в случае большой уверенности, что партии продукции обладают уровнем несоответствия меньше нормируемого. В стандартах (см. ГОСТ Р 50779.73) установлены настолько сложные и запутанные правила допустимости контроля с пропуском партий, что выбор этого вида контроля может быть продиктован только крайней необходимостью (дороговизной контроля разрушающими методами). Однако, этот метод контроля обладает максимальной экономической эффективностью по сравнению с другими видами контроля и поэтому заслуживает внимания во всех случаях достаточно управляемого производства.
4.2.7 Непрерывный контроль
При массовом выпуске продукции в виде непрерывного потока достаточно эффективным является контроль без формирования партий. Контроль осуществляют путём отбора с заданной частотой отдельных изделий из непрерывного потока готовой продукции. В ГОСТ Р 50779.51 системы ПРП приведены правила определения частоты отбора единиц продукции на контроль в том числе и для случая многостадийности, т.е. когда в зависимости от результатов предыдущего контроля допускается снижение жёсткости контроля путём снижения частоты, с которой отбирают изделия на контроль. Очень часто этот вид контроля используют в пищевой промышленности.
4.3 Общие свойства ОХ для альтернативных показателей качества при одноступенчатом контроле
Очевидно, что чем ближе ОХ к идеальной, тем более адекватен выборочный контроль (см. рисунок 3.1). Гипергеометрическая ОХ и различные ее приближения являются функциями нескольких параметров, каждый набор которых определяет свой план выборочного контроля. Для выбора одного плана из нескольких возможных необходимо сравнить коэффициенты крутизны ОХ этих планов, т.е. первых производных в точке перегиба. Причём, чем «круче» ОХ, т.е. чем больше модуль коэффициента крутизны, тем ближе ОХ этого плана контроля к идеальной. Ниже приведены формулы для определения коэффициента крутизны в точке безразличного качества (точка q=IQL, в которой L(q=IQL)=1/2) для гипергеометрического распределения (hН), биноминального приближения (hв) и распределения Пуассона (hр):
 ,
,
где  - число дефектных изделий в партии для точки q=IQL ([…] – целая часть числа в скобках);
- число дефектных изделий в партии для точки q=IQL ([…] – целая часть числа в скобках);
 ;
;
 .
.
Всегда при одинаковых параметрах планов выборочного контроля (одинаковых значениях N; n и c), значения коэффициентов крутизны располагаются в следующем порядке:
 . (4.8)
. (4.8)
Кроме того, крутизна ОХ и, следовательно, адекватность плана выборочного контроля увеличивается, если при прочих равных условиях:
- увеличивается объем парии при постоянном отношении N/n;
- увеличивается объем выборки n;
- уменьшается приемочное число c;
- одновременно увеличивается приемочное число c и объем выборки n.
Для других видов планов контроля формулы для расчёта коэффициентов крутизны могут отличаться от приведённых в данном разделе, однако соотношение (4.8) сохраняется.
Очень подробно анализ планов контроля при различных приближениях представлен в книге /1/. Для любых видов планов контроля крутизна ОХ пропорциональна отношению:
h* ~  ,
,
а суммарный объём выборки (очень приближённо):
n* ~  ,
,
где zp – квантиль стандартного нормального распределения уровня р.
4.4 Другие характеристики планов выборочного контроля
4.4.1 Средний выходной уровень качества и предел среднего выходного уровня качества
Даже при плане с параметрами (N;n;c = 0), в котором в выборке не допускается ни одного дефектного изделия, нет сто процентной гарантии, что к потребителю не попадёт ни одного несоответствующего изделия. (Действительно, всегда следует помнить, что при контроле 999 изделий из партии в 1000 единиц продукции всегда, при любом исходе контроля, остаётся отличная от нуля вероятность, что последнее не проконтролированное изделие окажется несоответствующим). Следовательно, каким бы «жёстким» не был выборочный контроль качества поставляемой продукции, потребителю возможно попадание несоответствующих изделий. Оценить уровень «засоренности» поставляемой продукции несоответствующими изделиями позволяют две характеристики плана выборочного контроля – средний уровень несоответствий AOQ и предел среднего уровня несоответствий AOQL.
Средний уровень несоответствий (AOQ) есть отношение математического ожидания числа несоответствий М[Y1} к математическому ожиданию общего числа изделий в принятых и поставленных потребителю партиях M[Y2], рассматриваемое как функция от возможного уровня несоответствий изготовляемых партий q:
AOQ(q) =  . (4.9)
. (4.9)
В формуле (4.9) должно быть учтено, что при поставке потребителю нескольких партий часть партий может не проходить контроль и, следовательно, с ними совершаются управляющие процедуры с целью доведения до приемлемого для поставки состояния (например, сплошной контроль с разбраковкой, т.е. обнаружение и изъятие несоответствующих единиц с заменой или без замены на годные). Кроме того, у поставленных партий (прошедших контроль) возможны разные действия с изделиями, попавшими в выборку. Выборка может после контроля и «очистки» от несоответствующих изделий возвращаться в партию и поставляться потребителю вместе с непроверенным остатком партии или изыматься из партии, например, в случае разрушающих методов испытаний при контроле (выборка боеприпасов после проверки на боевую эффективность полностью утрачивается). Все возможные варианты действия с выборкой и с непроверенным остатком партии в случае отрицательных результатов контроля представлены на рисунке 4.3.
По рис.4.3 можно построить матрицу последствий, которая описывает девять комбинаций действий с выборкой и с остатком партии при отрицательных результатах контроля. Например, сочетание S1Å L1 означает, что выборка после контроля утрачивается (разрушающий контроль) и весь остаток партии утилизируется, т.е. ни одно изделие из этой партии до потребителя не доходит.
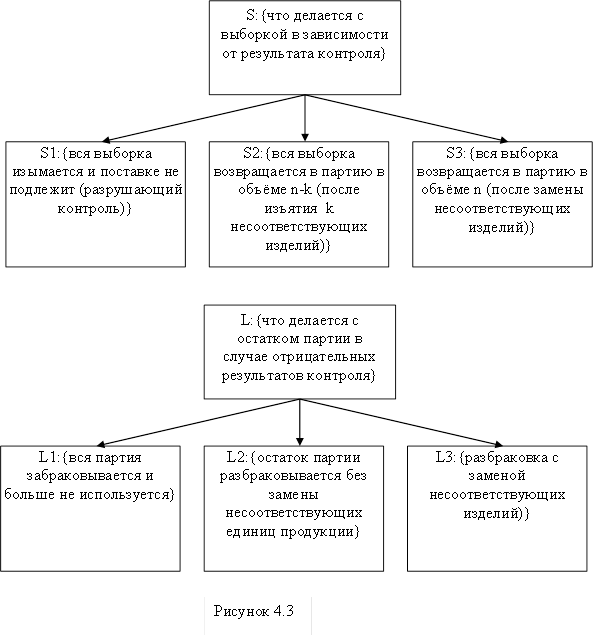
Таблица 4.3
| L1 | L2 | L3 | |
| S1 | S1ÅL1 | S1ÅL2 | S1ÅL3 |
| S2 | S2ÅL1 | S2ÅL2 | S2ÅL3 |
| S3 | S3ÅL1 | S3ÅL2 | S3ÅL3 |
Из девяти комбинаций по табл. 4.3 наиболее распространены только три сочетания, которые расположены на диагонали (Si Å Lj) при i = j. Комбинация S1ÅL1 получается при разрушающих методах контроля, сочетание S2ÅL2 – при входном контроле у потребителя, поскольку потребитель не может заменить несоответствующие изделия, обнаруженные в выборке в ходе проверок. Случай S3ÅL3 наиболее распространён при контроле у поставщика.
Значение случайной величины Y1 может принимать только два возможных значения: 0 или (N - n)×q. Действительно, если партия не проходит контроль, то в любом случае несоответствующие изделия из этой партии к потребителю не попадают, т.к. срабатывают действия: (L1UL2UL3). При положительных результатах контроля потребителю не попадают несоответствующие изделия из выборки: (S1U S2US3), но могут попасть несоответствия в непроверенном остатке партии (N – n). Таким образом, используя вероятностный смысл ОХ плана контроля можно составить таблицу распределения случайной величины Y1 и определить её математическое ожидание:
| Результат контроля | Партия отклоняется | Партия принимается |
| Значение Y1 | 0 | (N – n)×q |
| Вероятность Р(Y1ôq) | 1 – L(q) | L(q) |
М[Y1] = (1 – L(q))×0 + L(q)×(N – n)×q = L(q)×(N – n)×q (4.10)
Причём выражение (4.10) выполняется при любых сочетаниях (Si Å Lj) из таблицы последствий 4.2, т.е. формулу (4.9) при любых сочетаниях (Si Å Lj) можно записать в виде:
AOQ(q) =  . (4.11)
. (4.11)
Значение М[Y2] в отличие от М[Y1] существенно зависит от сочетаний (Si Å Lj). Например, при выполнении условий (S3 Å L3) с каждой партией вне зависимости от результатов контроля к потребителю попадёт N изделий. Таблица распределения случайной величины Y2 для (S3 Å L3) будет следующей:
| Результат контроля | Партия отклоняется | Партия принимается |
| Значение Y2 | N | N |
| Вероятность Р(Y1ôq) | 1 – L(q) | L(q) |
М[Y2] = (1 – L(q))×N + L(q)×N = N. (4.12)
Подставляя (4.12) в (4.11) получим:
AOQ(qô(S3 Å L3)) =  .
.
Значения AOQ(q) для различных сочетаний (Si Å Lj) представлены в таблице 4.4. (Выведите формулы значений AOQ(qô(SiÅ Lj))для всех сочетаний (SiÅ Lj). Вывод формул войдёт как задача в экзаменационный билет).
Таблица 4.4
| L1 | L2 | L3 | |
| S1 | q |
| qL(q) |
| S2 |
|
|
|
| S3 |
|
|
|


 qL(q)
qL(q)Очень часто встречается определение среднего уровня несоответствий в виде соотношения AOQ*(q) » L(q)×q, которое получается в случае n/N ® 0, т.е. при больших по объёму партиях и малых выборках (кроме случая разрушающего контроля, когда как легко установить AOQ(q½(S1Å L1)) = q (М[Y2] = 0 + (N – n)×L(q)).
Поскольку, средний уровень несоответствий AOQ(q) выражается через ОХ и является функцией от уровня несоответствий поступающей на контроль партии, то представляет интерес найти максимально возможное значение этой функции. Максимум функции среднего уровня несоответствий называется пределом среднего выходного уровня качества (AOQL). Потребитель никогда не получит суммарно больше несоответствующих изделий, чем тот, который соответствует пределу среднего выходного уровня качества (Då = N×qmax) для данного плана выборочного контроля. Максимальное значение функции среднего уровня несоответствий можно определить как экстремальное значение из соотношения:
 = 0. (4.13)
= 0. (4.13)
Можно доказать (Докажите!), что для всех возможных комбинаций Si Å Lj, кроме S1 Å L1, функция (q) имеет максимум в области своих возможных значений (0 < q < 1). Для случая S1 Å L1 соотношение 4.13 не имеет решений, поскольку для этого случая (см. таблицу 4.4):
 =1,
=1,
т.е. в этом случае функция AQL(q) строго возрастающая и достигает максимума при крайнем значении q = 1: AOQL = AQL(q = 1) = 1.
В /1/ приведена приближённая формула, выведенная из условия ОХ по распределению Пуассона, которая достаточно точно аппроксимирует значение AOQL и при других распределениях (биноминальном и гипергеометрическом):
AOQL = y×( ) = AQL(q =
) = AQL(q =  ), (4.14)
), (4.14)
где х и y определяются по таблице 4.5 при приёмочном числе с одноступенчатого плана выборочного контроля.
Таблица 4.5
| c | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| x | 1,00 | 1,62 | 2,27 | 2,95 | 3,64 | 4,35 | 5,07 | 5,80 | 6,55 | 7,30 |
| y | 0,368 | 0,840 | 1,371 | 1,942 | 2,544 | 3,168 | 3,812 | 4,472 | 5,146 | 5,831 |
4.4.2 Среднее число проконтролированных изделий
В случае если контрольная операция является относительно дорогостоящей (включая все случаи разрушающего контроля), одним из важнейших параметров плана выборочного контроля становится показатель среднего числа проконтролированных изделий – ATI.
Значения ATI также как AOQ зависят от сочетаний (Si Å Lj) и ОХ. Если на контроль поступают партии с уровнем несоответствий q, то при любых сочетаниях с S1 и S2 необходимо проконтролировать по крайней мере n изделий выборки, а число проконтролированных изделий в остатке партии будет зависеть от решений Li. Поэтому в таблице 4.6, в которой представлены значения ATI, строки S1 и S2 объединены в одну.
Таблица 4.6
| L1 | L2 | L3 | |
| S1 | n | N – (N – 1)×L(q) |
|
| S2 | |||
| S3 |
|
|
|

Например, среднее число проконтролированных изделий для сочетания S3 Å L1 получается в результате следующих рассуждений:
1) необходимо проконтролировать выборку в n изделий;
2) при отклонении партии в соответствии с правилом L1 (см. рисунок 4.3) партия отклоняется без разбраковки, т.е. дополнительных испытаний;
3) когда партия принимается, то выборка возвращается в партию после замены в ней обнаруженных в ходе контроля несоответствующих изделий.
Если уровень несоответствия партии равен q, то должно выполняться соотношение:
n’×(1-q) = n×q,
где n’ – число изделий, которое необходимо проконтролировать, чтобы заменить n×q негодных изделий в выборке.
Следовательно, дополнительно следует проконтролировать  для замены негодных изделий в выборке.
для замены негодных изделий в выборке.
Окончательно, суммарное число изделий, которое следует проконтролировать для случая S3 Å L1, составит:
 .
.
При анализе таблицы 4.6 следует обратить внимание на то, что при некоторых сочетаниях (Si Å Lj) возможна ситуация, когда средний объём проконтролированных изделий может превышать объём выборки N. Например, для (S3 Å L3) среднее число проконтролированных изделий равно:
 =
=  .
.
Из условия: > N,
В лекции "5 Исследование функций и построение графиков" также много полезной информации.
следует, что в этом случае должно выполняться соотношение:
q > L(q)×(1 -  ) или ~ q > L(q),
) или ~ q > L(q),
т.е. если уровень несоответствий поступающих на контроль партий достаточно высок, то придётся контролировать (в среднем) число изделий, превышающее объём партий. Это ещё одно свидетельство в подтверждение того, что производителю экономически выгоднее производить только качественную продукцию, либо не производить ничего до отладки технологического процесса производства, с тем, чтобы не терять время и средства на контроль и отбраковку больших объёмов продукции. Брак не выгоден прежде всего самому производителю!
ПРИМЕЧАНИЕ. Представленные в разделе формулы и таблицы для расчёта AOQ, AOQL и ATI пригодны только для одноступенчатых планов выборочного контроля. Для других видов контроля существуют свои формулы, которые выводятся аналогичным образом. Для двухступенчатого плана контроля при расчёте AOQLdо обычно пользуются приближением в форме (4.14) и таблицей 4.3 (см., например / /):
AOQLdо(q =  ) = y×(
) = y×( -
-  ),
),
где значения х и у выбираются из таблицы 4.3 при с = 0,25×(c1 + 2×c2 +d1+1).



















