
Принципы организации технологического процесса
УПРАВЛІННЯ ПРОЦЕСОМ ПРОЕКТУВАННЯ ОПЕРАЦІЙНОЇ СИСТЕМИ
Параллельно процессу проектирования продукции менеджеры должны спланировать и выбрать технологические процессы.
Технологический процесс – строго упорядоченная совокупность операций, позволяющая преобразовывать входящие ресурсные потоки в готовую продукцию.
Технологический процесс формирует основные бизнес процессы и их направленность, поэтому для того, чтобы в дальнейшем операционная система была эффективной необходимо выполнить следующие условия:
Ø каждая операция должна создавать стоимость;
Ø для каждой операции технологического процесса необходимо определить степень детализации, таким образом, чтобы система представлялась контролируемой, но не «зарегулируемой»;
Ø операции, которые не создают стоимости, лишние и не должны быть в составе и структуре технологического процесса;
Ø определить точки (операции) в процессе, где создается стоимость и где происходят затраты;
Ø каждая операция имеет четко заданные «вход» (качественные и количественные параметры) и «выход»;
Рекомендуемые материалы
Ø определить какие операции являются критическими с точки зрения сроков, затрат, качества и т.д.
Ø каждая операция должна быть измерима, в противном случае срабатывает правило: все, что не измеряется – не контролируется; все, что не контролируется – не управляется;
Ø у каждой операции должен быть исполнитель и потребитель результатов ее выполнения;
Ø операция должна быть предельно проста, тот или иной процесс необходимо разделить с такой степенью детализации, чтобы все составляющие операции были максимально простыми, однако при этом удовлетворяли всем предыдущим требованиям;
Ø все операции должны быть выстроены в четко упорядоченную систему с четко определенными временными и ресурсными затратами на их выполнение.
Различают следующие разрезы технологического процесса:
¨ поэлементный (функциональный);
¨ пространственный;
¨ временной.
Поэлементный разрез
Основная задача – правильный и рациональный подбор состава оборудования, инструментов, материалов, заготовок и квалификационного состава кадров, для обеспечения полного их использования в процессе производства. Проблема взаимного соответствия элементов особенно актуальна в сложных высокомеханизированных и автоматизированных процессах при динамичной номенклатуре производства.
Пространственный разрез
Обеспечивает рациональное расчленение технологического процесса на частичные процессы и закрепление их за отдельными производственными звеньями, определение их взаимосвязи и расположения на территории предприятия.
Временной разрез организации производства
Определение длительности производственного цикла изготовления изделия, последовательности выполнения операций, очередности запуска и выпуска различных видов изделий и т. д.
Технологический процесс можно разделить на
а) задание (постановка задачи);
б) поток (перемещение изготавливаемого изделия от задания к заданию);
в) действие
г) хранение (ожидание действия).
Все технологические процессы можно разделить на 4 категории:
1. процессы переработки;
2. процессы изготовления;
3. сборочные процессы;
4. процессы тестирования.
При проектировании производственного потока используются следующие инструменты, которые отражают процессы:
· сборочный чертеж – подробное изображение всех компонентов продукции;
· сборочная схема – информация сборочного чертежа с указанием способа и порядка соединения отдельных компонентов;
· операционная маршрутная карта – указываются маршруты движения заготовок по операциям, так же содержится информация о типе оборудования, инструментах, оснастке и операциях;
· схема технологического процесса – наглядное отображение всего, что происходит с продукцией по мере последовательного изготовления.
Анализ технологического процесса – регулирование и балансировка мощностей различных составных частей процесса с целью обеспечения максимального объема производства или сведения к минимуму издержек по всем используемым ресурсам.
Критерии эффективности процесса проектирования продукции
| Категория совершенства | Критерии | Влияние на конкурентоспособность |
| Время освоения нового продукта | Частота вывода на рынок новых продуктов. Период между созданием исходной концепции и выводом новой продукции на рынок. Разница между стартовым и наибольшим объемом продаж нового продукта. Соотношение фактических и плановых объемов. Доля ожидаемых продаж новой продукции в общем сбыте | Быстрота реакции на изменение запросов потребителей и действия конкурентов. Качество проектирования – приближение рынка. Частота реализации проектов цикл жизни модели |
| Продуктив–ность | Время затраченное на инженерную разработку одного проекта. Стоимость материалов и инструментария на один проект. Соотношение фактических и плановых показателей. | Количество проектов –новизна и широта ассортимента. Частота проектов – экономичность разработок. |
| Качество | Соответствие техническим требованиям – надежность использования. Проектирование – совершенство и удовлетворенность потребителей. Зрелость – фабричная и отраслевая. | Репутация – приверженность потребителей. Относительная привлекательность для потребителей – доля рынка. Рентабельность – стоимость последующего обслуживания. |
Структура производственного потока определяет на предприятии тип организации движения материального потока с применением одного или нескольких технологических процессов.
Основные типы производственных потоков
1. позаказное производство;
2. серийное производство;
3. сборочная линия;
4. непрерывный поток.
Взаимосвязь между видами производственного процесса и объемом выпускаемой продукции отображается с помощью продуктово–процессной матрицы. Матрица может использоваться для отражения взаимосвязи маркетинговой и производственной стратегий.
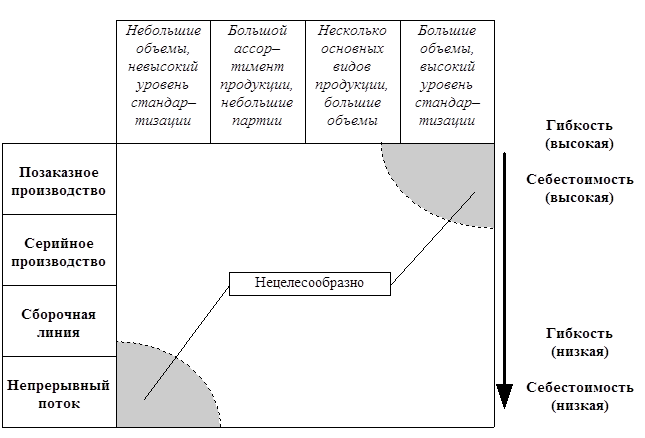
Рис. Продуктово–процессная матрица
Основная задача производственной стратегии – сочетание гибкости предприятия со стоимостными преимуществами крупномасштабного производства.
Принципы организации технологического процесса
Рациональная организация технологического процесса должна отвечать ряду требований, строиться на определенных принципах:
1. Пропорциональность. Предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции.
2. Параллельность – одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Чем шире фронт работ, тем меньше, длительность изготовления продукции.
3. Непрерывность производства. Обеспечивает ускорение оборачиваемости средств. Непрерывность производства рассматривается в двух аспектах: непрерывного участия в процессе производства предметов труда-сырья и полуфабрикатов и непрерывной загрузки оборудования и рационального использования рабочего времени.
Рекомендуем посмотреть лекцию "Изоляция реагирующих веществ".
4. Прямоточность – обеспечение кратчайшего пути прохождения изделием всех стадий и операций производственного процесса, от запуска в производство исходных материалов и до выхода готовой продукции. Поток материалов, полуфабрикатов и изделий должен быть поступательным и кратчайшим, без встречных и возвратных движений.
5. Ритмичность – равномерный выпуск продукции и ритмичный ход производства. Равномерный выпуск продукции – изготовление в равные промежутки времени одинакового или постепенно возрастающего количества продукции. Ритмичность производства – повторение через равные промежутки времени частных производственных процессов на всех стадиях производства и осуществлении на каждом рабочем месте в равные промежутки времени одинакового объема работ, содержание которых в зависимости от метода организации рабочих мест может быть одинаковым или различным.
Порядок повторения производственного процесса определяется производственными ритмами:
Þ ритм выпуска продукции (в конце процесса);
Þ операционные (промежуточные) ритмы;
Þ ритм запуска (в начале процесса).



















