
Исходные принципы проектирования тп
1.Исходные принципы проектирования ТП. Виды ТП
Технологический процесс состоит из операций, расположенных в определенном порядке, составляющим схему операций. Содержание операции излагается в документе, который называется операционная карта. Проектируя содержание операции и составляя схему операций, руководствуются исходными принципами проектирования техпроцессов.
1. Исходные принципы проектирования техпроцессов
1. Обеспечение качества продукции
2. Обеспечение высокой производительности труда
3. Обеспечение наименьшей себестоимости
4. Облегчение и безопасность труда
5. Сокращение длительности производственных циклов
6. Сокращение времени подготовки производства
Рекомендуемые материалы
7. Автоматизация и механизация производственных процессов.
2. Виды технологических процессов
ГОСТ 14302-73 устанавливает два вида технологических процессов: единичный и типовой. Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группы однотипных или разнотипных изделий).
Единичный технологический процесс применяется для изготовления изделий одного наименования, типоразмера и исполнение независимого от типа производства.
Маршрутный ТП оформляется на маршрутной карте, где только перечисляются операции.
Маршрутно-операционный технологический процесс - технологический процесс, выполняемый по документации, в которой содержание отдельных операций излагается без указаний переходов и режимов обработки.
2. Технологическая классификация оборудования
4. Технологическая классификация оборудования
Одним из признаков для классификации станков служит степень универсальности. Она характеризует разнообразие деталей и операций, для которых пригоден станок. Чем больше это разнообразие, тем шире технологические возможности станка. С этой точки зрения все станки разделены на четыре группы.
1. Станки общего назначения (широко универсальные). В эту группу входят токарно-винторезные, вертикально- и горизонтально- фрезерные, вертикально- и радиально-фрезерные, и т.п. .
2. Станки общего назначения с повышенной производительностью. Эти станки менее универсальны, обладают меньшим диапазоном чисел оборотов и подач, но рассчитаны на большую производительность. К ним относятся станки токарно-револьверные, токарные автоматы и полуавтоматы, продольно- и карусельно-фрезерные, бесцентрово-шлифовальные и т.п.
3. Станки определенного назначения. В эту группу входят станки, предназначенные для операций одного наименования, у определенного вида деталей, например, станки зуборезные, резьбофрезерные, копировально-токарные и т.п.
4. Станки специальные. Эту группу составляют станки, каждый из которых предназначен для выполнения только какой-либо одной операции в одном технологическом процессе.
Специальные станки разделяют на два вида: обыкновенные и агрегатные.
3. Концентрация и дифференциация операций ТП
5. Концентрация и дифференциация схем станочных операций
Различные способы механической обработки могут быть совершенно равноценными с точки зрения их технических возможностей, но некоторые из них могут оказаться либо технологически неприемлемыми, либо значительно менее выгодными, чем другие. Поэтому выбор способа механической обработки должен быть основан на сравнительном технико-экономическом анализе, который может проводиться на основе предварительной классификации наиболее рациональных схем станочных операций техпроцессов - дифференцированных, концентрированных и смешанных.
Концентрация (укрупнение) операций означает объединение нескольких операций в одну более сложную, а дифференциация (разукрупнение) - расчленение техпроцесса на более простые операции. Пределом концентрации является сосредоточение всей обработки детали в одной операции, пределом дифференциации - разделение процесса-а на такие операции, каждая из которых будет состоять из простого перехода.-
В зависимости от сочетания числа обрабатываемых поверхностей +--и числа обрабатывающих их инструментов различают четыре исходные схемы наладки станков:
1) одноместные одноинструментные,(см. Настольный сверлильный станок)
2) одноместные многоинструментные,
3) многоместные одноинструментные,
4) многоместные многоинструментные.
С точки зрения порядка работы инструмента, так же как и порядка расположения деталей по отношению к инструменту, при классификации схем станочных операций различают три возможных принципа построения операции:
1) последовательная схема - последовательно работают инструменты или последовательно обрабатываются одним инструментом установленные на станке заготовки,
2) параллельная схема - одновременная работа нескольких инструментов или одновременная обработка одним инструментом нескольких деталей или нескольких поверхностей других деталей,
3) параллельно-последовательная схема - сочетание первых двух схем.
И повышение, и уменьшение степени концентрации операций имеют свои достоинства.
С повышением степени концентрации операций:
1) уменьшается число установок детали, что очень существенно; при обработке крупных деталей,
2) появляется возможность использовать станки повышенной производительности и агрегатные станки, что важно при большом объеме выпуска,
3) сокращается длительность производственного цикла,
4) упрощается планирование и учет производства (меньше стало операций).
С уменьшением степени концентрации:
1) упрощается наладка оборудования,
2) снижается квалификация работы,
3) возможно использовать интенсивные режимы резания в каждом переходе.
Задача о наивыгоднейшей степени концентрации сложная в общем виде и резко упрощается в конкретных условиях, так как они накладывают много ограничений. Почти все ограничения так или иначе связаны с оборудованием, например, объединить фрезерование и точение, имея универсальное оборудование, нельзя.
4. Виды операции и этапы ТП
6. Виды операций и этапы технологического процесса
Для превращения заготовки в готовую деталь с каждой ее поверхности, подлежащей обработке, снимают некоторый слой металла, называемый общим припуском (на обработку поверхности), или припуском заготовки. Общий припуск может быть снят в одной операции или же за несколько операций. В отличие от этого слой, снимаемый в одной операции, называют операционным припуском. В связи с этим различают следующие виды операций: обдирочные, черновые, чистовые, окончательные и отделочные.
Обдирочной называют первую операцию, когда она очень грубая, снимается большая часть припуска, но точность низкая, хотя и выше точности заготовки.
Черновой называют любую операцию, если за ней следует аналогичная по методу обработки, но более точная операция, называемая в таких случаях чистовой (например, шлифование черновое и шлифование чистовое).
Чистовой называют операцию, следующую за черновой. Целью ее может быть завершение обработки, тогда она может быть и окончательной.
Окончательной называют последнюю операцию обработки поверхности, обеспечивающую требуемое качество поверхности.
Отделочной (отделкой) часто называют окончательную операцию, если она выполняется со снятием очень малого припуска; такую окончательную обработку предусматривают, когда к точности поверхности предъявлены особенно высокие требования.
Следует заметить, что каждая последующая операцию отличается от предшествующей меньшим операционным припуском и большей точностью..
Естественно, что обрабатывая поверхность, например, два раза, вначале делают это грубо, а затем более тонко, но не наоборот.
Такого же порядка стараются придерживаться, назначая последовательность операций обработки всей детали. Вследствие этого получается, что операции одинаково грубые (или одинаково тонкие), коротко - однородные, следуют в процессе непосредственно одна за другой. Отсюда и возникает понятие об этапах процесса.
Под этапом технологического процесса понимают группу однородных операций, выполняемых непосредственно одна за другой.
В технологической документации границы между этапами не проводят, так как по порядку нумеруются операции, к тому же эти границы не всегда четкие.
Обрабатывать одну поверхность в несколько операций и группировать операции в этапы необходимо по двум главным причинам:
Во-первых, это нужно, чтобы обеспечить заданную точность детали.
Если деталь не обладает большой жесткостью, то обработка одной части неизбежно вызывает деформацию других ее частей. Деформации появляются в результате перераспределения внутренних напряжений в детали[1], которое вызывается снятием припуска. Не исключены и деформации при закреплении детали на станке.
Если пренебречь этим и обработать точную поверхность окончательно в то время, когда другие поверхности еще не обработаны, то к концу процесса она может потерять точность.
Во-вторых, это нужно для того, чтобы лучше использовать оборудование.
Грубые операции могут выполняться на мощных станках, позволяющих снимать большой слой металла в один ход. Для промежуточных операций можно использовать менее мощное, но более точное, оборудование, а для окончательных операций - другие станки, отвечающие целям таких операций.
Правильное использование оборудования ведет к уменьшению затрат труда.
5. Исходные данные для разработки ТП
Основными исходными данными для проектирования процесса являются:
рабочий чертеж детали, объем выпуска детали, чертеж заготовки, оборудование, которым возможно располагать.
Чертеж детали. Рабочий чертеж является единственным документом, определяющим требования детали - единственным основанием для контроля и приемки деталей после изготовления. Поэтому главнейшее требование к чертежу состоит в том, что он должен быть полностью проработан конструктором детали.
В соответствии с ГОСТом разработка технологических процессе производится для изготовления изделий, конструкции которых отработаны на технологичность.
Повышение технологичности конструкции изделия предусматривает проведение комплекса различных мероприятий, в числе которых можно отметить следующие.
1. Создание конфигурации деталей и подбор их материалов, позволяющих применение наиболее совершенных исходных заготовок, сокращающих объем механической обработки (литье под давлением, литье по выплавляемым моделям, горячая цветная прессовка и т.д.)
2. Простановка размеров в чертежах с учетом требований их механической обработки и сборки, позволяющая выполнять обработку по принципу автоматического получения размеров на настроенных станках, автоматах и полуавтоматах, и обеспечивать совмещение конструкторских, исходных и технологических баз.
3. Упрощение конфигурации деталей, простановка обоснованных допусков на размеры и шероховатость поверхности.
4. Создание конфигурации деталей, позволяющих применение наиболее совершенных и производительных методов механической обработки.
5. Проведение нормализации и унификации изделий.
6. Создание конструкции изделия, позволяющей проведение операционной сборки по принципам полной и частичной взаимозаменяемости, что и является одним из условий организации поточной сборки.
Объем выпуска. Количество деталей, которое должно быть выпущено в определенное календарное время (заданный объем выпуска), позволяет ориентироваться при проектировании процесса на такой вид организации производства (единичное, серийное, массовое), который будет более целесообразным при таком объеме.
Объем выпуска необходим для уточнения способа получения заготовки (литье, штамповка и т.д.), для выбора степени концентрации операций, для выбора всех средств механизации операций (станков, приспособлений, инструментов), т.е. для решения всех задач, связанных с производительностью труда. Поэтому, не зная объем производства, проектировать технологический процесс невозможно. В условиях массового и серийного производства объем выпуска служит основой для установления такта или ритма выпуска продукции, обеспечивающего выполнение производственной программы в заданный срок.
Такт выпуска t мин/шт, представляет собой интервал времени, через который периодически производится выпуск изделий определенного наименования, типоразмера и исполнения: t = F/Q , где
F - годовой фонд времени станка (линии) с учетом простоев по причинам сменности, выходных дней, ремонта и т.п. в мин.,
Q - размер годового задания, шт.
Ритм выпуска - количество изделий определенного наименования, типоразмера и исполнения, выпускаемых в единицу времени. Ритм = 1/t.
При проектировании техпроцесса желательно добиться его построения из одинаковых или кратных по трудоемкости операций с продолжительностью, равной или кратной такту выпуска изделий. В этом случае возможна и целесообразна обработка заготовок на поточной линии.
Чертеж заготовки разрабатывают по рабочему чертежу детали, предусматривая необходимые общие припуски на обработку и оформляя конфигурацию заготовки в соответствии с технологическими возможностями избранного способа ее получения. В разработке чертежа заготовки принимают участие технологи заготовительного и механического цехов и конструктор изделия.
Количественным критерием для оценки разработанного чертежа заготовки служит трудоемкость и себестоимость получения заготовки и ее механической обработки.
6. Стадии разработки ТП. Связи между чертежом и ТП
Все операции технологического процесса взаимосвязаны. Например, изменяя количество поверхностей, обрабатываемых в данной операции, надо соответственно изменять его в другой или других операциях.
Вследствие такой взаимосвязи операций задачи, решаемые как в масштабе всего процесса, так и внутри его операций, всегда являются задачами комплексными. Вследствие сложности комплексной задачи приблизиться к правильному ее решению можно лишь постепенно, посредством ряда попыток.
Для уменьшения объема различных направлений, особенно трудоемких, когда они связаны с цифровым материалом (операционные размеры, режимы обработки и нормирование), проектирование процесса разделяют на две стадии:
1) составление плана процесса,
2) разработка операций процесса.
На обоих стадиях принимают во внимание одни и те же факторы, влияющие на технологический процесс, но с разными целями, что придает каждой стадии свой характер.
На первой стадии решают лишь, из каких основных этапов должен состоять процесс и каким образом разделить всю потребную обработку детали на операции. Определение целесообразных границ между операциями является главной целью составления плана обработки. Решение на этой стадии работы принимают главным образом на основании общих соображений.
Основной задачей второй стадии является подробная разработка каждой операции; одновременно корректируется план процесса.
9.2. Связи между чертежом и технологическим процессом
Между рабочим чертежом и необходимым технологическим процессом существуют тесные связи. Можно усмотреть, что главные из них идут по следующим трем направлениям:
1) точность поверхностей - это необходимые методы обработки в технологическом процессе,
2) взаимная координация поверхностей в чертеже - базы, способы установки, последовательность операций в технологической процессе,
3) термическая обработка в чертеже - этапы в технологическом процессе.
Уже первое ознакомление с чертежом детали позволяет получит общее, но достаточно отчетливое представление о необходимом технологическом процессе.
1) материал, общие размеры и конфигурация детали позволяют судить о возможном способе получения заготовки.
2) вместе с этим становится ясным примерный объем механической обработки, а также основной типаж потребных станков,
3) присутствие сложных поверхностей указывает на необходимость использования тех или иных станков определенного назначения (например, копировальных).
Изучение чертежа легко обнаруживает связь между заданной точностью поверхностей детали и необходимыми в технологическом процессе методами их обработки, потому что каждый метод располагает определенными возможностями в отношении точности размеров и шероховатости поверхностей.
Если бы каждую из обработок, необходимых для каждой поверхности детали, выполнять как отдельную операцию (максимальная дифференциация процесса), то оказалось бы, что рабочий чертеж полностью предопределил все операции техпроцесса. В действительности для лучшего использования станков по соображениям, связанным с точностью обработки (учитывая, что наилучшая взаимная концентричность, перпендикулярность и параллельность поверхностей получается при обработке их в одной операции - при одной установке) и другим причинам, во многих операциях обрабатывают несколько поверхностей.
Столь же тесными, только более сложными и поэтому внешне менее заметными, являются связи принятой на чертеже взаимной координации поверхностей детали с технологическими базами, способами установки и последовательностью операции.
7. Методика составления плана процесса
9.3. Методика составления плана процесса
План технологического процесса в виде операционных эскизов составляют по рабочему чертежу детали. Такой план является результатом решения всех основных технологических задач. Им устанавливаются границы между операциями и последовательность операций в процессе, степень концентрации операций, технологические базы, места закрепления детали и т.д.
В плане процесса операционные эскизы делают от руки, выделяя обрабатываемые поверхности красными линиями, указывая технологические базы и необходимый станок.
Операционные припуски не рассчитывают.
При составлении плана процесса руководствуются, главным o6разом, общими соображениями и принимают лишь решения, без которых нельзя установить границы между операциями, и последовательность операций. Методическую сторону этой работы можно описать следующей примерной схемой.
1. Выявляют наиболее ответственные (точные) поверхности детали и другие поверхности, требующие многократной обработки. Намечают виды операций, которые должна пройти каждая из поверхностей. Все эти поверхности разделяют на две группы:
а) поверхности, которые лучше (или возможно, но не в любом случае необходимо) обрабатывать совместно (в одной операции) с другими - обычно это соосные поверхности вращения, прилегающие к ним торцы и др.,
б) поверхности или комплексы поверхностей, явно требующие обработки в отдельной операции, например, зубья зубчатого венца; комплексы - группа отверстий и т.п.
2. Выявляют поверхности, допускающие обработку сразу окончательно. Эти поверхности разделяют на такие же две группы:
а) поверхности, допускающие совместную обработку с другими,
б) поверхности или комплексы, явно требующие отдельной операции.
3. В появившийся в виде первого наброска план процесса помещают операции для поверхностей по п.1б.
4. Размещают в плане операции, необходимые для поверхностей по п. 2б..
5. Окончательно оценивают все принятые решения, вносят необходимые исправления.
6. Включают в план опущенные слесарные операции (зачистка заусенцев, округление кромок и т.п.), а также немеханические (контроль, промывка и т.п.).
Описанная общая схема не охватывает подробностей, всего многообразия конкретных условий, но она достаточно характерна.
С этого момента работу начинают фиксировать операционными эскизами.
Одним из наиболее сложных разделов проектирования техпроцесса механической обработки является назначение технологических баз, базирующих поверхностей и определения первой операции.
Вопрос о выборе технологических баз решается в самом начале проектирования техпроцесса одновременно с вопросом о последовательности и методах обработки отдельных поверхностей детали. При этом следует руководствоваться рекомендациями и правилами, и одним из таких правил, наиболее общих и важных, является принцип совмещения баз.
Кроме того необходимо придерживаться также следующих рекомендаций.
1. Во избежание релаксации внутренних напряжений, а следовательно, деформации заготовки (это существенно для отливок и штамповок) обработку рекомендуется начинать с наименее точных поверхностей при снятии с них наибольших припусков.
2. В случае опасности появления раковин и трещин в первую очередь необходимо снимать наибольший припуск с тех поверхностей, где подобные дефекты чаще всего обнаруживаются. Иногда может быть выполнена даже чистовая обработка подобных поверхностей. Это позволяет забраковать заготовку в самом начале ее обработки.
8. Назначение первой операции и выбор баз для первой обработки
9.4. Назначение первой операции и выбор баз для первой обработки .
Назначение технологических баз начинается с выбора технологической базы для выполнения первой операции.
Базы, используемые для первой обработки детали, называются черновыми технологическими базами.
В качестве черновой технологической базы должна выбираться поверхность или совокупность поверхностей, относительно которых при первой операции могут быть обработаны поверхности, используемые в следующих операциях в качестве баз. Таким образом, черновая база должна всегда использоваться для обработки других технологических баз.
Для обеспечения точности ориентировки и надежности закрепления детали в приспособлении черновая база должна иметь достаточные размеры и возможно более высокую степень точности и наименьшую шероховатость поверхности. Черновая база должна использоваться при обработке детали только один раз, при выполнении первой операции. Все последующие операции должны выполняться на обработанных поверхностях.
В качестве черновой технологической базы целесообразно выбирать совокупность поверхностей, остающихся необработанными.
Вопросы выбора первой базы тесно связаны с выбором первой обрабатываемой поверхности, которую выбирают, пользуясь правилом первоочередности обработки лучшей из двух технологических баз.. Оно заключается в том, что из двух взаимно связанных поверхностей детали должна быть, в первую очередь, обработана та. которая более пригодна для роли технологической базы. Правило основано на том, что из двух операций обработки двух взаимосвязанных поверхностей последующая всегда ответственнее (точнее) предшествующей; следовательно, она более нуждается в лучшей технологической базе.
Иллюстрируя это правило (как и другие описываемые ниже), будем иметь в виду обработку каждой поверхности сразу начисто.
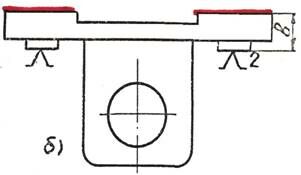
У детали, показанной на рис.1а обрабатываются связанные размером С плоскость В и поверхность М отверстия, причем отверстие точнее плоскости. В соответствии с приведенным выше правилом требуется, чтобы в первую очередь была обработана плоскость В. В этом случае первой базой может быть или плоскость D или плоскость А (рис.1б, первая операция). Отверстие будет обрабатываться во второй операции (рис.1в), и плоскость В будет использоваться как технологическая база. Размер С выдерживается в этой операции.
|
|
|
|
| Рис.1 Схемы, поясняющие правило выбора лучшей из 2-х технологических баз |

9.5. Принцип совмещения баз и последовательность операций
В основе решения задач о целесообразной последовательности операций технологического процесса также лежит принцип совмещения баз. Оказывается, что для избежания погрешности от несовмещения баз, последовательность операций должна быть согласована с взаимной координацией поверхностей на чертеже детали. Это вытекает из следующих рассуждений.
1. Каждая из двух поверхностей, связанных на чертеже детали одним размером, является, конструкторской базой по отношения к другой. Следовательно, при обработке одной из них роль технологической и исходной базы должна выполнять другая (принцип совмещения баз).
2. Поверхность, уже обработанная (в данной операции), имеет точность большую, чем любая из еще не обрабатывавшихся. Следовательно, именно она должна служить технологической и исходной базами на следующей операции. Но, согласно положению 1, в этой последующей операции обязана быть обработана не любая поверхность, а та, с которой обработанная поверхность непосредственно связана,
3. На основании изложенных положений 1 и 2, третьей по счету может обрабатываться лишь поверхность, связанная с одной из двух уже обработанных, четвертой - связанная с третьей или с одной из двух ранее обработанных и т.д. для всех поверхностей детали.
Таким образом, порядок обработки поверхностей не может быть произвольным, а должен соответствовать координации поверхностей на чертеже детали. На рис.2а показан один из возможных способов взаимной координации пяти поверхностей детали и несколько: соответствующих ему порядков обработки этих поверхностей (начиная с поверхности 1).
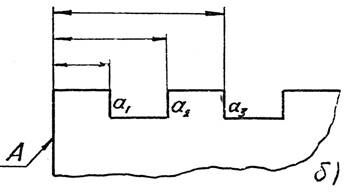
Координаций одной и той же поверхности много. Интересен случай, когда одна поверхность детали связана не с одной, а с несколькими другими, например, А на рис.2б.
Из положения 1 вытекает, что базами при ее обработке должны служить одновременно все эти другие поверхности (а1, а2 и а3). Однако, это невозможно. Технологической и исходной базами может служить лишь какая-либо одна из них. При этом неизбежно нарушение принципа совмещения баз по отношению к остальным. Последствия этого тем менее существенны, чем большие припуски имеют упомянутые остальные базы.
|
|
|
| Рис.2. Последовательность обработки поверхностей детали |

Отсюда вытекает одно из главных правил построения процесса: в совокупности взаимосвязанных поверхностей должна быть обработана в первую очередь та поверхность, с которой связано наибольшее число других.
После обработки такой поверхности (А) все другие, с ней связанные (а1, а2, а3) могут обрабатываться в произвольном порядке. При этом технологической и исходной базами для каждой из них должна служить поверхность, обработанная в первую очередь (т.е. А).
9. Выбор главной базы
9.6. Выбор главной базы (ГБ)
Главная база - самая важная из технологических баз. Ее выбирают раньше других - самой первой.
В общем виде можно так сформулировать условия, которыми руководствуются при выборе главной базы:
1. Главной базой должна служить та поверхность, относительно которой в чертеже детали координирована обрабатываемая поверхность (совмещение технологической и конструкторской баз)„
2. Точность, форма и размеры главной базы должна обеспечивать хорошую устойчивость детали на установочных элементах приспособления и простоту закрепления детали.
Таким образом, выбирая главную базу, прежде всего выясняют, пригодна ли для такой роли конструкторская база. Положительный ответ означает, что задача решена - главная база выбрана. Остается указать эту базу в операционной карте и проставить от нее исходный размер, т.е. совместить с ней исходную базу.
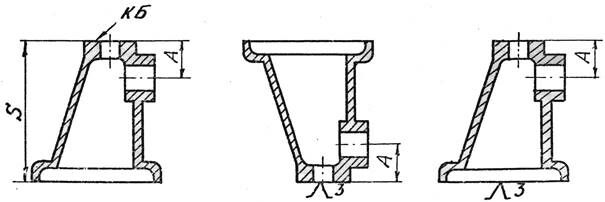
Рис.3.Пример выбора главной базы
Однако, такое наилучшее и простое решение возможно не всегда, так как конструкторская база не всегда пригодна для выполнения функций главной. Такой пример показан на рис.3. Отверстие координировано от плоскости К (рис.3а). Базы будут совмещены при базировании детали по схеме рис.3б. Однако осуществить установку по такой схеме трудно (устойчивость детали получается плохой). Отказ от совмещения баз (рис.3в) позволит применить приспособление значительно более простое. Приняв такое решение, технолог тем самым ставит перед собой новую задачу: выбрать установочную базу из числа других поверхностей детали.
14. Разработка операций ТП
На этой второй стадии проектирования процесса решения, принятые при составлении плана процесса, оцениваются еще раз, при необходимости корректируются и доводятся до конца. Результатом этой стадии работы являются операционные карты техпроцесса.
Выбор станков. Наиболее краткую характеристику станка дает его паспорт. Выбирая станок, руководствуются следующими основными соображениями.
Соответствие рабочей зоны станка габаритным размерам детали. Деталь должна свободно размещаться на станке, но использовать более крупный станок, чем это необходимо, нецелесообразно.
Возможность обеспечить нужную точность обработки. Это соображение приобретает особое значение при выборе станков для чистовых и окончательных операций. При этом, зная требуемую точность, ориентируются по величине так называемой экономической точности метода обработки, характерную для данного станка.
Понятие об экономической точности связано с тем, что для каждого станка существует некоторый интервал точности обработки Б (рис.6), характерный тем, что при выходе из него в сторону высших точностей (участок А) стоимость обработки начинает быстро возрастать, а при выходе в сторону низших (участок В) она уменьшается очень медленно. Этот средний интервал Б определяет границы, в которых лежит некая средняя "нормальная" для данного станка (экономическая) точность обработки.

Рис.6.Зависимость точности обработки от ее стоимости
Соответствие мощности, жесткости и кинематических возможностей станка наивыгоднейшим режимам обработки. Станок должен быть достаточно мощным и жестким при черновых операциях (не ограничивается сечение стружки), и достаточно жестким и быстроходным при чистовых операциях (не снижать скорость резания).
Соответствие производительности станка заданному объему выпуска деталей. В случае малой производительности для операции может потребоваться несколько станков. Соответственно увеличится число необходимых приспособлений и инструментов, количество рабочих, станки занимают большую площадь и т.д.
С другой стороны, станок чрезмерно производительный не будет загружен.
Выбор приспособлений. Первый шаг к выбору приспособления всегда состоит в том, что выясняют возможность обойтись без специального приспособления. Однако и форма детали, и требуемая точность обработки по второй характеристике точности, и нужная производительность могут требовать специального приспособления. Чем больше объем выпуска, тем шире пользуются специальными приспособлениями. При этом имеют в виду, что с их помощью можно не только повышать производительность станков, но и расширять их технологические возможности.
Таким образом, выбор станков и приспособлений, как и многие элементы из которых складывается проектирование процесса, это не изолированные друг от друга этапы работы, а лишь разные стороны решения одной и той же задачи, подчиненные одной цели - экономическому построению операций.
Выбор инструментов. Выбирая режущие инструменты, ориентируются, прежде всего, на ГОСТы и заводские нормали. В необходимых случаях предусматривают специальный инструмент. Заботясь о полном использовании режущих свойств инструментов, марки материалов для них подбирают в соответствии со свойствами обрабатываемого материала и условиями операции.
Выбор режима обработки. Режимы устанавливают на основании нормативов режимов, но учитывая также требуемую точность обработки поверхности.
Вопросы №10-13(11-13 являются частью десятого вопроса)
10. Выбор баз в условиях отказа от совмещения баз
11. Условие наименьшей погрешности при несовмещении баз
12. Правило единой технологической базы
13. Принцип постоянства баз
9.7. Выбор баз в условиях отказа от совмещения баз
В таких условиях погрешность от несовмещения баз становится неизбежной. Выбирая базу, всегда руководствуются одной и той же целью - уменьшить, вредные последствия несовмещения баз. Ниже приводятся некоторые правила и общие положения, которыми пользуются при несовмещении баз.
1. Условие наименьшей погрешности от несовмещения баз. Это самое общее (наиболее широкое) условие, которым руководствуются, выбирая технологическую базу при невозможности совместить ее с конструкторской.
После отказа от совмещения баз нужно использовать в качестве технологической базы ту из поверхностей детали, которая наиболее точно расположена относительно конструкторской базы.
Например, отказываясь использовать в качестве технологической базы в операции обработки отверстия (рис.4) конструкторскую базу (поверхность К), нужно воспользоваться для этой цели поверхностью М ( = 0,2 мм), но не поверхностью N ( = 0,4 мм).
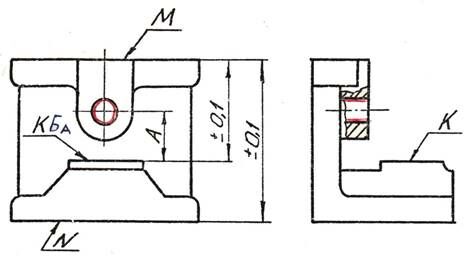
Рис.4.Схемы, поясняющие условие наменьшей погрешности
2. Правило единой технологической базы. Правило состоит в том, что две поверхности - данную и поверхность, являющуюся по отношению к ней конструкторской базой – обрабатывают, пользуясь единой (одной и той же) установочной базой.
Правило учитывает одну из общих закономерностей образования погрешностей в условиях несовмещения баз. Она состоит в том, что в случае обработки двух любых поверхностей детали на разных технологических базах, погрешность взаимного положения обработанных поверхностей, получается большей, чем после обработки их на одной базе, на величину погрешности взаимного расположения баз. Отсюда следует, что для получения наименьшей погрешности от несовмещения баз в размере, связывающем поверхности, необходимо обе их обрабатывать относительно единой базы.

Рис.5.К понятию единой технологической базы
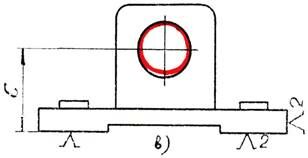
Применение правила единой технологической базы рассмотрим на примере обработки поверхностей А и В кронштейна аэрофотоаппарата (рис.5а), на котором конструктором оговорена параллельность этих поверхностей. Принцип совмещения баз диктует, например, такую последовательность обработки: обрабатывается поверхность А, затем поверхность В на базе А. Однако такая схема обработки потребует приспособления, в котором поверхность А детали надо подводить снизу к установочным элементам приспособления, что усложняет его конструкцию. В условиях отказа от совмещения баз можно предложит два варианта обработки поверхностей А и В: на разных базах (рис.5б и 5в) в две операции и на единой базе (рис.5г и 5д) тоже в две операции. При равных условиях точность обработки по второму варианту будет выше, чем по первому. на величину δ допуска размера "С", соединяющего базы детали.
3. Принцип постоянства технологической базы. В наиболее полной форме принцип состоит в том, что обработку всех поверхностей детали выполняют, пользуясь на всех операциях одной и той же (постоянной) технологической базой.
Практически этот принцип применяют только для группы поверхностей в зависимости от конкретных условий, и эффективен он при соблюдении особых требований к точности технологической базы. Принцип оправдывает себя, если выполняется одной из двух условий:
1) обеспечивать на каждой операции погрешность установки постоянной базы, близкую к нулю,
2) допускать погрешность установки как угодно большую, но одинаковую по величине и знаку при каждой новой установке детали (нельзя, например, базировать отверстием по пальцу).
В таких условиях, независимо от числа операций для всех обрабатываемых поверхностей детали, создаются такие же условиях, как если бы все они обрабатывались при одной установке детали (как если бы все исходные размеры стали внутрикомплексными).
15.Обработка связки крепежных отверстий
1. Отработка крепежных отверстий (КО)
КО используется для создания разъемного соединения (болтового, винтового и т.д.) см. рис.1.

Рис.1 Связка крепежных отверстий на кронштейне
| Четыре координирующих размера – L, В, С и К имеют, чаще всего, точность |
|
 , а отверстия по 12 квалитету. Такие связки обычно обрабатываются за одну операцию сверлением в кондукторе. Схема обработки показана на рис.2. Главная база – плоскость,от которой задан скрытый размер – перпендикулярность осей отверстий относительно этой плоскости. Размеры L и В внутрикомплексные, размеры С и К исходные, для них выполняется принцип совмещения баз.
, а отверстия по 12 квалитету. Такие связки обычно обрабатываются за одну операцию сверлением в кондукторе. Схема обработки показана на рис.2. Главная база – плоскость,от которой задан скрытый размер – перпендикулярность осей отверстий относительно этой плоскости. Размеры L и В внутрикомплексные, размеры С и К исходные, для них выполняется принцип совмещения баз.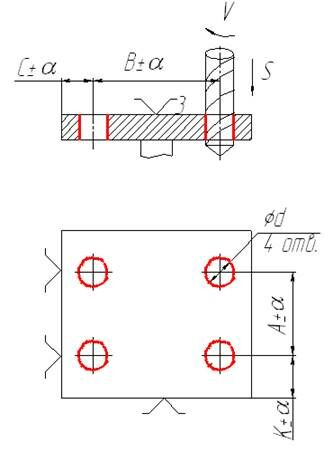
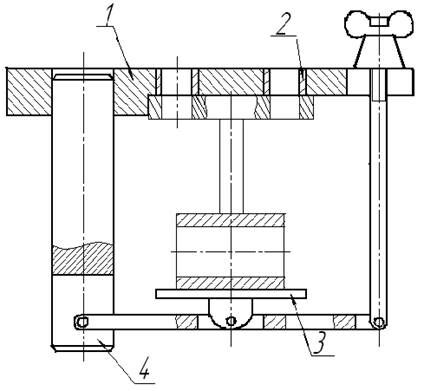
| На рис.3 показан кондуктор, который в производстве имеет название кондуктор типа “книжка”: состоит из кондукторной плиты 1 с ножками 4, механизм закрепления содержит качалку 3, обеспечивающую направление усилия прижима по нормали к поверхности плиты. В таких кондукторах можно сверлить отверстия по очереди на одном настольном станке (см. рис. Гл. 3) или обрабатывать головкой..
Для обработки головкой кондуктор ориентируют на столе станка. Надевают кондуктор на неподвижные сверла и опускают его на стол, а там устанавливают и крепят две призматические планки, по которым и будет устанавливаться кондуктор при обработке. Точность размеров детали зависит от точности соответствующих размеров кондуктора и точности инструмента |
|
Поэтому допуски на размеры кондуктора назначаются в два – три раза жестче чем на размеры детали, т.е.  .
.
В общем случае суммарная погрешность отработки, например, по размеру С будет:
 , где
, где
 - допуск на размер С кондуктора
- допуск на размер С кондуктора - допуск на диаметр втулки;
- допуск на диаметр втулки;
;  - допуск на диаметр сверла;
- допуск на диаметр сверла;  - погрешность износа сверла.
- погрешность износа сверла.
16.Обработка отверстия параллельного плоскости
Отверстие, параллельное плоскости.
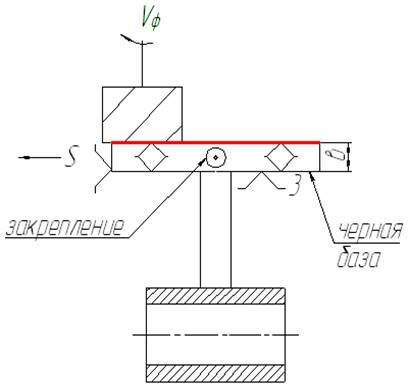
| На рисунке 4 показано два варианта конструкции детали а – сквозное отверстие, б – ступенчатое отверстие. В связке базирующего и РЭ необходимо обрабатывать обе поверхности. Встает вопрос с какой начинать?, т.е. какую поверхность обрабатывать первой. В этом случае действует правило: . Из двух связанных поверхностей первой должна быть обработана менее точная поверхность. БЭ – считается менее точным – с него и начинать. Дальше используется правило: следующей должна быть обработана поверхность, связанная с предыдущей, которая (предыдущая) будет служить
|
|

технологической базой (принцип совмещения баз). Кроме того более точная поверхность требует более точной базы. Значит отверстие обрабатывается во вторую очередь. Итак, первой обрабатывается плоскость..
| Плоскости (см. гл. Обработка плоскостей ) обрабатываются фезерованием, Схема обработки показана на рис 5. Если заготовка небольшая, то можно использовать торцевую фрезу. Для поверхностей большой площади в приборостроении используют летучую фрезу. В качестве приспособления используются обычные фрезерные тиски. Обращаем внимание: что при обработке используется черная база (база, которая не обрабатывается в этом ТП). Конструктор должен понимать черную базу и координировать БЭ относительно черной базы, Тогда в той операции выдерживается только один размер –В. |
|
После обработки плоскости деталь идет на операцию растачивания, например, на токарном станке (см. схему обработки на рис.6).
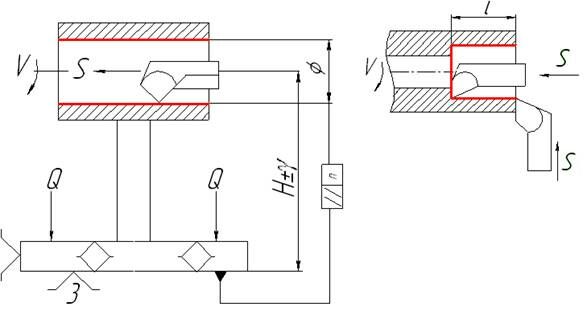


Рис.6 Операция растачивания
а – сквозное отверстие, б – ступенчатое отверстие
| Растачивание выполняется на приспособлении типа “Угольник” (см. Рис.7). Точность размеров Н и // зависит от точности приспособления. Допуски на размеры приспособления назначаются в 2 – 3 раза жестче, чем допуск на деталь, т.е. Приспособление ориентируется на шпинделе через Н6 выточки и такой же поясок на шпинделе. Очевидно, что это приведет к погрешности установки, обусловленной зазором в посадке этих поверхностей. Т.е. сама конструкция вносит погрешность. Для уменьшения этой погрешности делают или |
|
 ,
,  . При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру
. При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру  .
.
конический хвостовик, или отверстие  через которое приспособление центрируют с помощью индикатора.
через которое приспособление центрируют с помощью индикатора.
Последние замечания. В схеме не указан еще операционный размер, координирующий ось отверстия в направлении, перпендикулярном плоскости чертежа.
Требования плоскостности выполняется в отдельной операции, которая называется притирка.
17. Обработка связки соосных отверстий
3. Два соосных отверстия, параллельных плоскости
Пример конструкции показан на рис.8:

Рис.8 Два варианта конструкции
а – сквозные гладкие отверстия, могут быть разного диаметра
б – ступенчатые отверстия.
Один из вариантов обработки гладких отверстий показан на рис.9.

Рис.9 Схема обработки
Конструкция детали позволяет провести обработку за одну операцию на токарном станке, используя борштангу с двумя резцами и приспособление, аналогичное показанному на рис.7.
Если размеры отверстий (малы) и габариты деталей не позволяют проводить такую обработку, то придется обрабатывать на поворотном приспособлении (см. рис.10).

Рис.10 Схема поворотного приспособления (механизм закрепления не показан) огрехи в чертеже
Приспособление состоит из планшайбы 10, прикрепленного к ней угольника 2, осевой системы с гайкой 3, фиксирующего механизма с пружиной 4 и поворотного столика 5.
Приспособление работает следующем образом. Поставим и закрепим деталь, обработали правое отверстие. Затем опускается гайка 3, выводится фиксатор из отверстия столика, столик поворачивается до тех пор, пока фиксатор не войдет в другое отверстие. Таким образом произойдет поворот детали на  и обрабатывается другое отверстие. Для выдерживании размера
и обрабатывается другое отверстие. Для выдерживании размера  приходится подрезать торец стойки
приходится подрезать торец стойки
18. Конструктивно-технологические требования к оправам
Оправы, тубусы, кольца являются специфическими деталями оптических приборов. Они служат для крепления круглых оптических деталей (линз, шкал, сеток светофильтров, защитных стекол и т. п.) и придания им в процессе сборки заданного взаимного расположения (обеспечение точного центрирования, воздушных промежутков и т. п.). Часто конструкция оправ и тубусов обеспечивает относительное перемещение по заданному закону отдельных компонентов оптической системы, например в объективах, панкратических системах.
В оправах тем или иным способом (завальцовкой, пружинными или резьбовыми кольцами и т. п.) закрепляют круглые оптические детали. В одной оправе может быть закреплена одна или несколько оптических деталей. В случае крепления в одной оправе нескольких деталей (чаще всего линз) воздушные промежутки между ними выдерживаются с помощью промежуточных колец.
Сборка нескольких оправ с закрепленными в них линзами осуществляется в промежуточных оправах с помощью резьбовых колец.
И, наконец, в тубусах компонуются элементы оптической системы, механизмы их относительного перемещения, диафрагмы.
Основные требования к узлу крепления
«круглой» оптики.
1. Оптические детали должны быть отцентрированы (оптические оси и той и другой линзы совпадают).
2. Должны быть обеспечены заданные воздушные промежутки.
3. Детали должны быть в своем положении жестко закреплены.
4. Конструкция должна быть жестко закреплена в приборе.
5. Внутри узла не должно быть паразитных шумов (блики, посторонние лучи и т.д.).
20. Предварительная токарная боработка. Групповая обработка.
Предварительную обработку оправ и тубусов обычно выполняют на токарно-револьверных станках и автоматах. Широкое использование этих станков обусловлено в первую очередь потребностью большого количества разнообразных инструментов, необходимых для обработки сложных по конструкции оправ и тубусов и в том числе инструментов для осевой обработки отверстий (сверл, зенкеров, разверток, метчиков), особенно для деталей, изготовляемых из прутка. Необходимая для обработки оправ частая смена осевых инструментов, устанавливаемых в задней бабке токарного станка, приводит к значительному увеличению вспомогательного времени по сравнению с обработкой на токарно- револьверных станках.
Кроме того, применение токарно-револьверных станков дает возможность сделать операции предварительной обработки оправ более концентрированными, т.е. за одну операцию обрабатывать большее количество поверхностей. Это уменьшает количество установок и повышает точность взаимного расположения поверхностей, обработанных за одну установку.
Токарные станки используют для предварительной токарной обработки в единичном производстве.
Иногда простые токарные станки используют на второй (после револьверной) операции предварительной обработки оправ, которую выполняют с применением небольшого количества инструментов (2-3). Она обычно заключается в подрезке в размер необработанного (после отрезки на револьверном станке) торца и расточке или обточке одного-двух диаметров со стороны этого торца.
Вопрос о выборе токарно-револьверного станка или автомата для предварительной обработки оправ решается в зависимости от программы, вида и размеров заготовки, технологических возможностей станков и их загруженности.
Токарно-револьверные станки используют для предварительной токарной обработки сложных по конфигурации оправ и тубусов, для обеспечения которой требуется большое количество разнообразных режущих инструментов. На оптических заводах эта операция выполняется преимущественно на токарно-револьверных станках с горизонтальной осью револьверной головки.
Токарно-револьверные станки характеризуются высокой производительностью, которая достигается за счет концентрации операций, одновременной обработки поверхностей, быстрой смены инструментов и т. д. Однако переход от обработки одной детали к другой, требующей замены инструментов в револьверной головке и настройки станка на обработку новой детали, занимает несколько часов. Поэтому обработка малых партий деталей (а это весьма характерно для изготовления оправ оптических приборов) на револьверных станках обычным методом с полной переналадкой станка при переходе к обработке каждой новой партии деталей экономически нецелесообразно.
В настоящее время на заводах широко применяют метод групповой обработки (предложен Митрофановым), позволяющий приблизить серийное и мелкосерийное производство к условиям крупносерийного производства и эффективно использовать револьверные станки для обработки малых партий деталей.
Сущность групповой обработки на токарно-револьверных станках заключается в следующем. Из деталей, подлежащих обработке на токарно-револьверных станках, комплектуют группы. В группе объединяют детали, имеющие незначительные отличия по конструктивно-технологическим признакам, к которым относятся габаритные размеры и геометрическая форма деталей, технологические свойства материала и вид заготовки, технологические приемы обработки. При этом не учитывают функциональное назначение деталей; в одну группу, например, могут попасть оправы и втулки, бленды и тубусы, диафрагмы и кольца и т. д. Из группы выбирают (или специально проектируют) так называемую “комплексную” деталь, в которой содержатся все разновидности поверхностей деталей, входящих в данную группу (рис.1.1).

Рис.1.1. Детали (а), объединенные в группу для групповой обработки, и комплексная деталь (б).
На обработку комплексной детали разрабатывают хороший технологический процесс обработки: определяют последовательность и способы обработки поверхностей, подбирают режущий и вспомогательный инструмент, устанавливают схему размещения инструмента в револьверной головке и т. п. Станок настраивают на обработку комплексной детали, и, таким образом, создают групповую наладку, которую закрепляют за одним станком. Все детали, входящие в данную группу независимо от размера партии, обрабатывают на этой групповой наладке, для каждой детали пропуская те операции, которые для данной детали не предусмотрены. Переход к обработке партии других деталей данной группы заключается в подналадке, связанной с перестановкой и регулировкой упоров, частичной сменой размерного инструмента. Такая подналадка занимает 15-60 мин. вместо нескольких часов, необходимых для полной переналадки станка.
Дальнейшая предварительная токарная обработка оправ проводится в одну или несколько операций на револьверных или токарных станках в зависимости от конструкции детали и требуемой точности обработки.
А также разрабатываются групповые приспособления, то есть, таким образом, уменьшается парк приспособлений для каждой изготовляемой детали.
При проектировании операций предварительной токарной обработки оправ на автоматах и револьверных станках рекомендуется на первой операции снимать по возможности больший припуск, так как в начале процесса, пока заготовка имеет сравнительно высокую жесткость, обработку можно вести при интенсивных режимах резания, что невозможно на последующих операциях ввиду снижения жесткости детали.
Особое внимание уделяется обработке поверхностей, связанных требованиями точного взаимного расположения. Такие поверхности целесообразно обрабатывать за одну операцию при одной установке детали, что значительно упрощает задачу обеспечения точности расположения поверхностей.
Как указывалось ранее, на оправах и тубусах часто встречаются резьбы, предназначенные для крепления оптических деталей в оправах или для соединения оправ между собой или с тубусами. К последним обычно предъявляются требования точности их расположения относительно посадочных поверхностей и торцов оправ. Для обеспечения этих требований резьбы, посадочные поверхности и торцы целесообразно обрабатывать за одну установку детали. Это сравнительно легко выполняется при предварительной обработке оправ на револьверных станках специальными дисковыми гребенками. Необходимость использования гребенок обусловлено тем, что крепежные резьбы оправ имеют малый (0,5; 0,75 мм) шаг, высокую точность (6-7 квалитет) и нарезаются на небольшой длине (5-10 мм). Нарезание резьбы осуществляется с помощью резьбонарезного приспособления («приклона»). Гребенка закрепляется на приклоне и получает принудительную продольную подачу, равную шагу нарезаемой резьбы, от сменного резьбового барабана, установленного на шпинделе станка и закрепленного на приклоне резьбовой звездочки или полугайки.
Для нарезания внутренней резьбы направление резьбы гребенки совпадает с направлением резьбы детали, для наружных резьб эти направления противоположны.
19. Общие этапы ТП изготовления оправ и тубусов
Технологический процесс изготовления оправ и тубусов в каждом конкретном случае зависит от конструкции и материала детали, требований и точности обработки, вида заготовки, программы выпуска деталей и т. п. Поэтому здесь можно говорить лишь о типовой схеме построения технологического процесса изготовления оправ и тубусов, которая в условиях серийного производства обычно состоит из следующих основных этапов.
1. Предварительная токарная обработка заготовок, выполняемая в одну или несколько операций. При этом с заготовки снимается почти весь припуск, линейные и диаметральные размеры с точностью до 9-го квалитета обрабатываются окончательно, осуществляют нарезание крепежных резьб и рифлений, делают накатку. Точные посадочные поверхности (до 7-го квалитета), обрабатываются предварительно с припуском на последующую обработку.
2. Обработка внеосевых и нецилиндрических поверхностей - пазов, крепежных отверстий (внеосевые цилиндрические), криволинейных поверхностей.
3. Окончательная обработка точных базирующих и посадочных поверхностей (7-8 квалитет), в процессе которой обеспечивается требуемая точность диаметральных и линейных размеров формы и расположения посадочных поверхностей.
4. Нанесение покрытий (темных матовых), после чего на оправы, имеющие шкалы, наносятся шкалы, а также наносятся товарные знаки, номера и другие обозначения на торцевые, цилиндрические и конические поверхности оправ и тубусов.
5. Нарезание окулярной резьбы.
На различных стадиях обработки оправ и тубусов в технологический процесс часто вводят операции термической обработки, а иногда и контрольные операции.
Предварительную токарную обработку оправ и тубусов из прутков, труб и штучных заготовок осуществляют, как правило, на токарно-револьверных станках (из-за необходимости множества различного режущего инструмента, т.к. требуется большой объем механической обработки) и револьверных автоматах с использованием, как правило, универсальных приспособлений и нормализованного режущего инструмента. Использование токарно-револьверных станков позволяет за 2-3 операции осуществить предварительную обработку даже сложных по конструкции оправ. Точность размеров оправ и тубусов обеспечивается настройкой станка, а точность взаимного расположения поверхностей - их обработкой за один установ.
Окончательную обработку посадочных поверхностей оправ и тубусов ведут на высокоточных токарных и шлифовальных станках. Операции окончательной обработки сравнительно простые (2-4 перехода). Точность диаметральных и линейных размеров достигается методом автоматического получения размера (обработкой на настроенном станке), если станок может обеспечить требуемую точность. В противном случае обработку ведут методом пробных проходов и промеров.
Точность расположения поверхностей обеспечивается путем их обработки за один установ, использования точных центрирующих приспособлений и соблюдения принципа совмещения баз.
В условиях единичного и мелкосерийного производства операции предварительной и окончательной обработки поверхностей оправ и тубусов совмещают и выполняют на токарных станках. Окончательную обработку выделяют в отдельную операцию лишь в том случае, если ей предшествует термическая обработка. Требуемая точность обработки достигается методом пробных проходов и промеров.
Термическую обработку (до 3-4 операций) вводят в технологический процесс с целью снятия внутренних напряжений в материале заготовки, которые оказывают существенное влияние на стабильность размеров и точность формы обрабатываемых поверхностей, а также для стабилизации или улучшения механических свойств материала детали.
Отделка поверхностей (например, алмазное точение) и нанесение покрытий обычно являются заключительными операциями обработки оправ и тубусов. Вид покрытия (химическое, анодизационное, гальваническое или лакокрасочное) определяет конструктор в зависимости от назначения покрытия (защитное, декоративное и т. п.), материала детали и условий эксплуатации прибора.
Контроль линейных и диаметральных размеров оправ и тубусов в процессе их механической обработки осуществляют рабочие с помощью калибров, шаблонов или универсальных измерительных средств. Такой контроль является составной операции механической обработки. В самостоятельную контрольную операцию выделяют преимущественно контроль форм и расположения поверхностей, требующий специальных контрольных приспособлений. Такой контроль целесообразно проводить после операций, на которых обеспечивается точность по контролируемым параметрам с целью своевременной отбраковки деталей.
Технологический процесс изготовления колец обычно складывается из токарных, фрезерных и сверлильных операций. На токарных операциях осуществляют обработку цилиндрических поверхностей крепежных резьб и рифлений. Обработку выступов на торцах и прорези на боковых поверхностях пружинных колец, а также шлицев на торцах крепежных колец производят на фрезерных операциях.
21. Обработка вспомогательных поверхностей
Вспомогательные поверхности (отверстия, пазы, лыски и т.п.) служат для прикрепления оправ и тубусов к корпусу прибора, установки стопорных винтов, штифтов, для монтажа диафрагм и т.п. Вспомогательные отверстия бывают осевые и радиальные, глухие и сквозные, гладкие и резьбовые.
Обработку отверстий ведут в следующей последовательности: сначала сверление или, значительно реже, пробивка, затем развертывание или зенкерование, или нарезание резьбы.
Сверление отверстий выполняют либо на отдельной операции, либо совмещают с предварительной токарной обработкой на револьверных станках и автоматах.
Обработку отверстий на сверлильных станках ведут в специальных или групповых кондукторах. Кондукторы для сверления радиальных отверстий в оправе или в тубусе показаны на рис.2.1. В обоих случаях детали базируются по наружной поверхности, их закрепляют с помощью гаек 1 и быстросменных шайб 2. Для сверления отверстий кондуктор устанавливают на плоскость, перпендикулярную к оси кондукторной втулки.
 |
Рис. 2.1. Кондукторы для сверления радиальных отверстий в оправе(а) и тубусе(б).
Для сверления осевых отверстий чаще используются кондукторы с откидной прижимной планкой (рис.2.2.). Оправу устанавливают по внутреннему диаметру на палец 1, закрепленный в кондукторной плите 2, в которой запрессованы кондукторные втулки.
Рис. 2.2. Кондуктор для сверления осевых отверстий в оправе
Деталь закрепляют откидной планкой 4 с качающимся прижимом 5, болтом 6 и гайкой 7. Если угловое положение системы обрабатываемых отверстий закоординировано относительно какой-либо предварительно обработанной поверхности, например, паза, отверстия и т.п., то на кондукторной плите устанавливают штифт или другой фиксатор, который обеспечивает заданное положение детали относительно системы кондукторных втулок приспособления.
 |
Отверстия в оправах сверлят либо последовательно (по одному) на одношпиндельном сверлильном станке, либо одновременно с помощью многошпиндельных сверлильных головок.
Для сверления отверстий в оправах или тубусах, имеющих как радиальные, так и осевые отверстия, иногда используют кондукторы, позволяющие вести обработку всех отверстий в одном кондукторе, при одной установке и закреплении детали.
У таких кондукторов против каждой кондукторной втулки обрабатывается плоскость, перпендикулярная к оси кондукторной втулки, необходимая для установки приспособления на столе станка при сверлении отверстий.
Если все отверстия оправы одного диаметра, то их последовательную обработку выполняют на одношпиндельном сверлильном станке одним инструментом. Для сверления отверстий разного диаметра необходима смена инструмента. Кроме того, обработку таких деталей можно вести на многошпиндельных сверлильных станках. На практике широко применяются групповые кондукторы, которые состоят из постоянного корпуса, который используется для обработки всех деталей данной группы, и регулируемой или сменной части, настраиваемой или изготовляемой специально для обработки каждой конкретной детали группы.
Групповой кондуктор со сменной частью (вставной) для сверления осевых отверстий в оправах может быть спроектирован на базе кондуктора (рис.2.2) с прижимной планкой. Конструкцией группового кондуктора предусмотрена возможность регулировки величины зажимного размера А, чем достигается возможность обработки оправ разной длины. Кондукторная плита (рис.2.3) состоит из постоянной части 1 и специальной вставки 2, в которой запрессованы кондукторные втулки 3 и установочный палец 4. Сменную вставку изготовляют для каждой оправы данной группы, если число, диаметры и расположение отверстий, а также диаметр установочного отверстия оправы отличаются от аналогичных параметров других деталей. Вставку устанавливают в плиту 1 по диаметру D и).
.
Рис. 2.3. Кондукторная плита группового кондуктора
закрепляют (на рис.2.3 элементы крепления не показаны
 |
Определенный интерес представляет идея одновременной обработки осевых и радиальных отверстий в оправках и тубусах на агрегатных станках. Целесообразность такой обработки в условиях крупносерийного производства очевидна.
Схема устройства, реализующего эту идею, показана на рис.2.4. Деталь устанавливают по наружному диаметру в стакан 12, в котором запрессованы кондукторные втулки 13. С помощью рукоятки 20 и подъемного механизма (на схеме не показан) подвижную плиту 17 поднимают и прижимают деталь к плите 11 с кондукторными втулками 10. При дальнейшем подъеме плиты 17 кондукторная плита 11 поднимается по направляющим колоннам 7; сверла 9 (на схеме они условно показаны стрелками), закрепленные в шпинделях неподвижной многошпиндельной головки 6, проходят через кондукторные втулки 10 и сверлят три осевых отверстия на торце оправы.
Необходимая точная ориентация кондукторной плиты 11 и детали осуществляется направляющими колонками и точными втулками 2, укрепленными в плитах 11 и 17. Зажим детали обеспечивается усилием пружин 8. Одновременно со сверлением осевых отверстий ведется обработка трех радиальных отверстий. При подъеме плиты 17 рычаги 19 перемещаются по функциональным кулачкам 21, закрепленном на неподвижном основании 22, и сообщают сверлам 15 движение подачи.
 |
Рис. 2.4. Схема устройства для одновременного сверления в оправах осевых и радиальных отверстий.
Передача вращательного движения на радиальные сверла осуществляется шкивами 5, 4, 1, пассиком 3, зубчатым колесом 16 и круговой рейкой 14. Возврат сверл в исходное положение производится пружинами 18 при опускании плиты 17.
На схеме не показано устройство для съема детали, которое выполнено в виде толкателей, поднимающих обработанную оправу вверх. Обработка отверстий в оправах на таком станке дает значительный выигрыш в производительности по сравнению с другими способами за счет уменьшения вспомогательного и совмещения основного времени.
В рассмотренных выше приспособлениях для сверления отверстий в оправах требуемое расположение обрабатываемых отверстий обеспечиваются кондукторными втулками, которые направляют сверла и тем самым координируют их положение относительно детали. Тип кондукторных втулок, устанавливаемых в приспособлениях, выбирают в зависимости от программы выпуска деталей, требуемой точности обработки, способа обработки и взаимного расположения отверстий и т.п.
Пазы на торцевых и боковых поверхностях оправ обрабатывают на фрезерных станках. Выбор станка, приспособления для закрепления оправы определяется размерами, формой и расположением обрабатываемой поверхности.
Прямолинейные сквозные пазы (шлицы) на торцах и фланцах фрезеруют дисковыми фрезами (паз 1, рис.2.5) на горизонтально-фрезерных и вертикально-фрезерных станках, а несквозной паз 2 - на вертикально- фрезерном станке концевой фрезой.
 |
Рис. 2.5. Виды пазов на торцах оправ и тубусов.
Групповое фрезерное приспособление для обработки шлицем на кольцах показано на рис.2.6.
 |
Рис. 2.6. Групповое фрезерное приспособление (а) для обработки пазов на резьбовых кольцах; (б) – сменная вставка.
Обработку криволинейных пазов обычно ведут на вертикально-фрезерных станках концевыми фрезами. Обработку радиусных пазов (паз 4, рис.2.5) выполняют с круговой подачей в поворотном приспособлении или зажимном приспособлении, установленном на поворотном столе. Ось оправы совмещают с осью вращения приспособления. Фрезу располагают на расстоянии R1 от оси приспособления. Угол j выдерживают по предварительно установленным упорам или по угломерной шкале приспособления. Если таких пазов два или больше, то приспособление оснащают делительным устройством. Аналогичным способом ведут обработку паза 3, но в приспособлении оправу устанавливают так, чтобы ось ее была смещена от оси приспособления на величину А. Криволинейные пазы, имеющие произвольную форму (паз 5), обычно обрабатывают по копиру.
При обработке торцевых пазов оправы закрепляют в зажимных или разжимных цанговых приспособлениях с пневматическим, винтовым, эксцентриковым или другими видами закреплений.
Пазы на боковой поверхности оправ и тубусов (спиральные и с неравномерным углом подъема) можно рассматривать как пазовые кулачки. Их обрабатывают на вертикально-фрезерных станках, оснащенных делительными головками и специальными копировальными устройствами.
Пазы на боковой поверхности оправ можно обрабатывать и на копировально-фрезерном станке с использованием приспособления, показанного на рис.2.7.
 |
Рис. 2.7. Копировальная оправка для обработки криволинейных пазов.
Копир и деталь, взаимно ориентированные штифтами 2 и 3, закрепляют на оправке 1. Оправку устанавливают в делительной головке и поджимают центром. Копировальный палец вводят в паз копира, который при продольном перемещении стола обеспечивает разворот оправки, необходимый для обработки на оправе паза с заданными параметрами. Паз обрабатывают концевой фрезой.
Вопрос №22,23
22. Окончательная обработка базирующих и рабочих поверхностей в одной оперрации
23. Окончательная обработка базирующих и рабочих поверхностей за две операции
Окончательную обработку оправ и тубусов проводят с целью обеспечения требований к точности размеров и качества поверхности внутренних и наружных посадочных диаметров и торцов, а также обеспечения требуемой точности их формы и расположения.
Окончательную обработку посадочных поверхностей оправ и тубусов выполняют за одну или несколько операций (в зависимости от конструкции оправы, количества и расположения обрабатываемых поверхностей) на токарных станках повышенной точности.
Необходимость выделения окончательной токарной обработки в отдельные операции обусловлена следующими основными причинами: во-первых, не всегда удается обеспечить требуемую точность размеров в процессе предварительной обработки, и, во-вторых, после предварительной обработки под действием остаточных напряжений детали, как правило, деформируются с образованием погрешности формы и расположения поверхностей. Для ликвидации этих погрешностей и проводят окончательную обработку, перед которой детали для уменьшения остаточных напряжений обычно подвергают термической обработке.
Высокие требования к точности размеров, формы и расположения поверхностей при малой жесткости деталей и определяют трудности их обработки и мероприятия, позволяющие обеспечить требуемую точность обработки.
Построение операций окончательной обработки оправ зависит от размеров, положения обрабатываемых поверхностей, требуемой точности их взаимного расположения и т. п.
Труднее обеспечить соосность внутренних и наружных посадочных поверхностей оправ. Их редко удается обработать с одной установки, т. к. необходимое для этого консольное крепление оправ малой жесткости не позволяет обеспечить точность диаметральных размеров, что вынуждает вести их раздельную обработку.
Существует 3 схемы обработки детали, представленной на рис. 3.1.а).
1. Обработка «от отверстия». (рис. 3.1.а, б, в) (Обработка за две операции).
1). Обрабатывается внутреннее отверстие Æd (рис. 3.1.б).
2). Базирование по обработанной внутренней поверхности и обработка наружной поверхности, обеспечивается диаметр D и соосность (рис.3.1.в).
2. Обработка «от наружной поверхности». (рис.3.1.г, д) (Обработка за две операции)
1). Обрабатывается наружная поверхность и выдерживается лишь ÆD (рис.3.1.г).
2). Базировка по внешней поверхности и обработка внутренней поверхности, обеспечивается соосность (рис. 3.1.д)
В обоих случаях поверхность обработанная первой служит технологической базой для обработки поверхности с ней связанной (размером, требованиям расположения).
3. Одновременная обработка. (рис. 3.1.е) (Обработка за одну операцию и одну установку).
Заготовку базируют и крепят по черной базе и обрабатываются Æd, ÆD и выдерживается соосность.
В этом случае конструкция детали должна давать «доступ» двум резцам (см. рис.) или потребуется применение технологического материала для базирования и закрепления.

Рис. 3.1. Различные схемы обработки детали:
а –чертеж детали
б, в – обработка «от отверстия»;
г, д – обработка «от наружной поверхности»;
е – одновременная обработка внутренней и наружной
поверхности.
При обработке по схемам 1 и 2 в большинстве случаев обработку таких деталей целесообразно вести “от отверстия”, то есть сначала обработать внутреннюю поверхность, заботясь лишь о достижении требуемой точности диаметрального размера. Затем, базируясь на обработанное отверстие, следует точить наружную поверхность, обеспечив ее точность и расположение относительно отверстия. Для обработки наружной поверхности оправы закрепляют на точной центрирующей оправке.
Точность диаметральных размеров, как правило, обеспечивается методом автоматического получения размера, за счет точной настройки станка, применения стойкого твердосплавного инструмента и оптимальных режимов обработки. Если обработкой на настроенных станках обеспечить требуемую точность не удается, то она достигается методом пробных проходов и промеров.
Метод пробных проходов часто применяется в условиях единичного и мелкосерийного производства, когда затраты времени на настройку станков экономически нецелесообразны.
Значительные трудности возникают при обработке оправ и тубусов, к посадочным поверхностям которых предъявляются повышенные требования в отношении точности формы в поперечном и продольном сечениях. Главной причиной появления погрешностей формы при обработке нежестких деталей (типа колец, оправ, тубусов) являются упругие деформации, возникающие при закреплении деталей в приспособлениях.
Для уменьшения погрешностей формы в продольном и поперечном направлениях следует прибегать к использованию кулачков с длиной, равной половине длины обрабатываемых втулок, а при закреплении труб следует поджимать свободный конец трубы вращающимся центром. Та же цель достигается при использовании разжимных оправок, зажимающих деталь одновременно в двух сечениях или по всей длине детали (оправки гидропластовые), а также приспособлений, обеспечивающих приложение зажимного усилия не в радиальном, а в осевом направлении.
24. нарезание окулярной резьбы
Окулярная резьба – метрическая, многозаходная резьба, довольно мелкая, предназначенная для относительного осевого перемещения при малых угловых поворотах компонентов оптических систем, при перемещении не должно нарушаться центрирование системы, поэтому резьба беззазорная.
Окулярная резьба относится к резьбам специального назначения, имеет укороченный профиль с углом 60° и применяется в оправах объективов и окуляров для обеспечения значительных осевых перемещений оправ при небольших (менее 360°) углах их относительно разворота. Параметры окулярной резьбы (рис.5.1.) регламентированы ГОСТ5359-50, основные размеры приведены в таблице 1.

Рис. 5.1. Параметры окулярной резьбы(а) и оправы с окулярной резьбой(б).
Таблица 1 Основные параметры и размеры окулярной резьбы(ГОСТ 5359-50), мм

Таблица 1 Основные параметры и размеры окулярной резьбы(ГОСТ 5359-50), мм
Рекомендуемое число заходов окулярной резьбы 1, 2, 4, 6, 8, 12, 16, 20, однако на практике часто применяют резьбы с нечетным числом заходов 3, 5, 7, 11. Стандартом установлены условные обозначения окулярной резьбы на чертежах. Например, правая одиннадцатизаходная окулярная резьба диаметром 55 мм и шагом 1.5 мм обозначается: Ок 55х (11х1.5) ГОСТ 5359-50; левая восьмизаходная резьба диаметром 40 и шагом 1.5 мм - Ок 40х (8х1.5) левая ГОСТ 5359-50, а правая однозаходная резьба - Ок 12х1.5 ГОСТ 5359-50. Допуски на размеры окулярной резьбы установлены ГОСТ 5359-50, кроме того, к окулярной резьбе часто предъявляются весьма жесткие требования соосности (порядка 0.01-0.05 мм) с резьбовыми и цилиндрическими поверхностями детали, и, наконец, после окончательной обработки резьбы, сборки пары оправ (“винт-гайка”) резьбовое соединение должно удовлетворять заданным допускам по осевой и радиальной качке. Например, после притирки окулярной резьбы (рис.5.1.(б)) оправы 1 (винт) с оправой 2 (гайка) для трех значений величины А должны удовлетворяться следующие требования.



 Поверхности под нареза-
Поверхности под нареза-
Допустимая качка, мм ние окулярной резьбы об-

 Расстояние рабатывают по 8-9 квали-
Расстояние рабатывают по 8-9 квали-
А, мм осевая радиальная тету точности и 7-му классу
 шероховатости. Порядок
шероховатости. Порядок
1 0,02 0,04 обработки оправ с внут-
5 0,025 0,05 ренней и наружной окуляр-
10 0,03 0,06 ной резьбой следующий:
 сначала обрабатывают пар-
сначала обрабатывают пар-
тию оправ, имеющих внутреннюю резьбу (“гайки”). Контроль нарезанной резьбы осуществляют резьбовыми калибрами - пробками. Затем обрабатывают наружную окулярную резьбу на оправах (“винтах”), которые должны сопрягаться по резьбе и в дальнейшем работать с оправами первой партии. При этом “винты” обрабатывают по “гайкам”, которые используют как “калибры”. “Винт” обрабатывают до тех пор, пока “гайка” не будет навинчиваться на него с определенным усилием. Таким образом, одновременно с обработкой наружной резьбы происходит подбор пар оправ, которые потом притираются, для чего оставляют припуск порядка 0.01-0.015 мм.
Для требуемой плавности хода и отсутствия зазоров в окулярной резьбе на нее обычно не наносят защитных покрытий в отличие от других поверхностей оправ. Поэтому операцию изготовления окулярных резьб, как правило, выполняют после нанесения покрытий. Основным способ обработки окулярной резьбы является ее нарезание с помощью резцов и гребенок на токарно-винторезных, токарных, револьверных станках и специализированных полуавтоматах.
На токарно-револьверных станках окулярную резьбу нарезают с помощью гребенок (рис. 5.2.), устанавливаемых в суппорте резьбонарезного устройства (приклона). Продольная подача инструмента, равная ходу нарезаемой резьбы, и автоматическое деление на заходы осуществляются с помощью механизма, работа которого аналогична работе механизма деления, применяемого на токарных станках. Резьбовой барабан (копир) и кулачок укреплены на валу шпинделя станка. Основное отличие заключается в том, что звездочка и стопорный палец механизма деления закреплены на приклоне. При замыкании звездочки и вращающегося резьбового барабана приклон перемещается параллельно оси шпинделя, обеспечивая продольную подачу инструмента с шагом, равным шагу зубчатого барабана. Инструмент перемещается относительно вращающейся детали и нарезает одну нитку окулярной резьбы. Фрикционно укрепленный на валу шпинделя кулачок и стопорный палец производят автоматическое деление на заходы, точно так же, как и на токарном станке. Периодическая после прорезания всех ниток резьбы радиальная подача инструмента на глубину резания осуществляется вручную с помощью механизма подачи, имеющегося на суппорте.
 |
Рис. 5.2. Гребенка для нарезания окулярной резьбы.
Инструмент для нарезания окулярной резьбы - однозубая гребенка представлена на рисунке 5.3., где h - величина, на которую смещена режущая кромка инструмента относительно центра.
 |
Рис. 5.3. Гребенка однозаходная и многозаходная для нарезания окулярной резьбы.
Гребенки служат долго, так как при изнашивании режущей кромки вытачивают новую режущую кромку дальше по окружности, но так, чтобы величина h сохранялась. Этот процесс повторяют до тех пор, пока не останется небольшой “хвостик”, который под действием силы резания может сломаться. Обязательное условие h=const, в противном случае происходит трение кромки об обрабатываемую деталь.
Гребенку выбирают так, чтобы “хвост” входил по впадине, не царапая боковой поверхности впадин нарезаемой резьбы.
Существуют также и многозубые гребенки, которые представлены на рисунке 5.3.(схематическая конструкция трехзубой гребенки). При такой конструкции процесс обработки следующий: станок выставляется так, чтобы 1-й зуб резал по металлу (черновая обработка в половину глубины), второй зуб продолжает обработку, а третий - срезает начисто (калибрует), срезает малое количество металла. Поэтому резьба нарезается за один проход.
Окулярная резьба бывает и левая, и правая, соответственно и инструмент для ее нарезания - гребенки бывают и левые, и правые.

Схема нарезания однозаходной окулярной резьбы на револьверном станке представлена на рисунке 5.4.
Рис 5.4.Схема нарезания многозаходной резьбы
Так как на револьверном станке нет ходового винта, с помощью которого нарезают точные резьбы, поэтому применяют специальное резьбонарезное приспособление - приклон.
На рисунке 5.4.:
1- шпиндель станка
2- устройство для радиальной подачи резца
3- патрон (цанга)
4- режущий инструмент (гребенка)
5- резцедержатель
6- приклон
7- резьбовой копир (жестко закреплен на шпинделе и вращается с ним)
8- полугайка
9- возвратная пружина
10- регулируемый упор
11- заготовка
12- клин (наезжает на упор и откидывает приклон)
13- пружина (в нормальном состоянии 6 откинут).
Копир 7 имеет параметры нарезаемой резьбы (шаг копира равен шагу нарезаемой резьбы, а также равен шагу резьбы полугайки 8), и подачу выставляют равной шагу нарезаемой резьбы.
Процесс нарезания резьбы осуществляется следующим образом: прикладывается сила Q к ручке приклона 6 (рис. 5.4.), при этом полугайка 8 и копир 7 входят в зацепление, полугайка при этом обеспечивает заданную подачу, равную шагу резьбы, инструмент придет в положение, в котором он должен нарезать резьбу. После нарезания (одного прохода) приклон откинется.
Однозаходная резьба нарезается за 3-4 прохода, так как нельзя прорезать сразу всю глубину.
При нарезании многозаходной резьбы в схему добавляют:
14- фрикционное устройство - кулачок
15- палец.
Шаг копира равен ходу нарезаемой окулярной резьбы Pк=k*Poк.р.
Палец мешает соединению полугайки 8 и копира 7, до тех пор, пока палец не войдет в паз кулачка. Как только это произойдет кулачок не сможет вращаться со шпинделем (так как кулачок будет неподвижен, а шпиндель внутри будет прокручиваться).
При повторном замыкании приклона, если х=Рок.р., то, следовательно, произойдет зацепление полугайки 8 с копиром 7 с опозданием на величину j и вторая нитка будет нарезана от точки 2 (рис. 5.5.).

Рис. 5.5. Механизм деления для нарезания окулярной резьбы.
Палец должен быть при таком условии толщиной 1.5 мм, но эта величина слишком мала и поэтому делают толщину кулачка в n раз больше величины Рок.р. Таким образом осуществляется деление на заходы.
Окулярную резьбу притирают после обработки и подбора пар оправ с окулярной резьбой для достижения требуемых эксплуатационных характеристик соединения (плавного хода, отсутствия радиальной и осевой качки, качества поверхности резьбовых поверхностей и т.д.), которые не могут быть получены при механической обработке резьб.
Процесс притирки окулярных резьб заключается в следующем. На резьбовую поверхность скомплектованной пары оправ «винт» – «гайка» наносят притирочную пасту, детали свинчивают и им сообщают относительный поворот попеременно в одну и другую сторону, т.е. осуществляют периодическое свинчивание и развинчивание резьбового соединения.
Несмотря на сравнительную простоту процесса, эту операцию в настоящее время выполняют либо вручную, либо на станках, но с использованием ручного труда. Это объясняется тем, что необходимое время обработки различных участков резьбы неодинаково, оно зависит от многих факторов (неравномерности припуска, оставленного на притирку, погрешностей формы деталей, неравномерной твердости отдельных участков резьбы и т. п. ). При ручной притирке время окончания обработки отдельных участков резьбы рабочий определяет по крутящему моменту, который ему приходится прикладывать для поворота оправ, или, как принято говорить, «по чувству». Попытки создания станков, у которых время обработки отдельных участков резьбы регулируется в зависимости от момента трения на них, пока не увенчались успехом.
В настоящее время притирка окулярной резьбы осуществляется на специальных притирочных станках (или приспособлениях), обеспечивающих попеременное вращение оправы в разные стороны, а иногда непосредственно на станке, на котором нарезается наружная окулярная резьба сразу после ее обработки и комплектования пары. Оправа с наружной резьбой (винт) укреплена в шпинделе и вращается, а оправа с внутренней резьбой (гайка) навинчивается на «винт». При навинчивании и свинчивании гайки в процессе притирки ее удерживают рукой с помощью «жимков». Заканчивают притирку обычно вручную после съема притираемой пары со станка. Свинчивая и развинчивая оправы, рабочий определяет («по чувству») плавность хода по всей длине и при необходимости дополнительно притирает отдельные участки. Затем детали промывают в бензине, контролируют, смазывают приборной вазелиновой массой и передают на хранение или сборку.
Для притирки на заводах используют пасту ГОИ и другие пасты с различными наполнителями (сера, пемза и др.), например, паста такого состава: жир животный технический 30%, вазелин технический 10%, пемза порошковая 60% (в цехе пасте разводят машинным маслом).
25. Контроль оправ и тубусов
Контроль точности обработки посадочных внутренних и наружных цилиндрических поверхностей оправ и тубусов осуществляется общепринятыми методами с помощью предельных калибров (проходных и непроходных скоб и пробок) или с использованием универсальных микрометрических инструментов (микрометров, микрометрических нутрометров и т.д.). Аналогичными методами контролируют и наружные (охватывающие) линейные размеры.
Для контроля линейных размеров внутренних поверхностей (охватываемых) оправ часто используют специальные или переналаживаемые контрольные приспособления. На рис.6.1.,а показано переналаживаемое приспособление, настроенное на контроль размера 15,5+0,019 (длины цилиндрической поверхности диаметром Æ20+0,045) детали, изображенной на рис.6.1.,б.
 |
Рис. 6.1. Переналаживаемое приспособление (а) для контроля линейных
размеров оправы (б).
В корпусе с помощью винта и пружины установлена сменная вставка. Индикатор, укрепленный в корпусе, настраивается по набору концевых мер или эталонной детали на контролируемый размер. Для контроля детали приспособление вводят в отверстие оправы. Опорная поверхность корпуса и вставки упирается в торцы оправы. При этом показания индикатора у годной детали не должны отличаться от настроенного значения на величину большую допуска контролируемого размера.
 |
Калибр для контроля размера Н оправы 4 (рис.6.2) состоит из корпуса 1, подвижного упора 2 и пружины 3. На верхнем торце подвижного упора 2 обработаны две перпендикулярные оси упора площадки, расстояние между которыми равно допуску d на контролируемый размер. Калибр устанавливают на деталь, подвижный упор пальцем прижимают к контролируемой поверхности оправы. Деталь считается годной, если нижняя площадка подвижного упора 2 располагается ниже торца А корпуса, а верхняя – выше. Положение площадок упора относительно торца корпуса оценивают на ощупь пальцем. Такой метод на заводах получили наименование «контроль методом осязания».
Рис. 6.2. Приспособление для контроля линейных размеров.
Для контроля охватываемых осевых размеров оправ на заводах часто применяют калибры с рисками. Принцип контроля остается прежним, только вместо площадок на поджимном упоре наносят риски, расстояние между которыми равно допуску на контролируемый размер. Контрольная риска на неподвижном корпусе калибра для годных деталей должна располагаться между рисками на подвижном упоре.
Основным методом контроля резьбовых поверхностей оправ в производственных условиях является комплексный метод с помощью резьбовых калибров. Рабочие калибры применяют для контроля резьб в процессе их изготовления. Приемные калибры предназначены для проверки резьбы работниками ОТК. Для проверки и установки рабочих калибров используют контрольные калибры (контркалибры).
Контроль внутренней резьбы осуществляют следующими калибрами: проходная резьбовая пробка, непроходная резьбовая пробка и предельные гладкие пробки для проверки внутреннего диаметра резьбы.
Для проверки наружной резьбы используют проходное резьбовое кольцо (или скобу), непроходное резьбовое кольцо (или скобу) и предельные гладкие скобы для наружного диаметра резьбы.
Предельная резьбовая пробка для контроля однозаходной окулярной резьбы ОК 12´1,5, показанная на рис.6.3.,а состоит из рукоятки 2 и двух вставок: проходной 1 и непроходной 3.
Проходная сторона (вставка) резьбовой пробки (рис.6.3.,б) имеет полный профиль резьбы и длину, примерно равную диаметру, для выявления прогрессивной ошибки шага. Проходной пробкой осуществляется комплексный контроль параметров внутренней резьбы, кроме внутреннего диаметра, который проверяется гладкой предельной пробкой.
Непроходная сторона (рис.6.3.,в) резьбовой пробки служит для проверки только среднего диаметра гайки по наибольшему предельному размеру. Эта сторона пробки не должна ввинчиваться в гайку. На несвинчиваемость непроходной резьбовой пробки с гайкой, кроме среднего диаметра, могут оказывать влияние ошибки шага резьбы и половины угла профиля (a/2). Для уменьшения влияния ошибок a/2 непроходную резьбовую пробку делают с укороченным профилем резьбы, получаемым уменьшением высоты витка. Для уменьшения влияния погрешности шага длину резьбовой части пробки сокращают до 2-2,5 витков.

Рис. 6.3. Проходная (б) и непроходная (в) вставки предельной резьбовой
пробки (а) для контроля окулярной резьбы.
Хотя благодаря укороченному профилю и сокращенной длине резьбовой части намного снижается влияние ошибок угла и шага, однако отклонение от цилиндричности еще не выявляется. Поэтому в тех случаях, когда требуется проконтролировать некруглость резьбы, применяют вместо непроходного резьбового калибра-пробки шкальный прибор с укороченными измерительными элементами (ребристые ролики, резьбовая гребенка и др.).
Проверку размеров наружной резьбы осуществляют предельными резьбовыми кольцами – проходными и непроходными.
Проходное резьбовое кольцо имеет полный профиль резьбы и число витков, равное числу витков контролируемой резьбы. Проходное резьбовое кольцо предназначено для комплексной проверки параметров наружной резьбы. Наружный диаметр резьбы проходным кольцом не проверяют. Для этой цели применяют гладкую предельную скобу.
Непроходное резьбовое кольцо служит для проверки только среднего диаметра резьбы болта по наименьшему предельному размеру. Это кольцо, как и проходная пробка, имеет укороченный профиль резьбы и всего 2-3,5 витка резьбовой части. Непроходное кольцо по наружному виду отличается от проходного тем, что по окружности непроходного кольца делается кольцевая выточка. Кроме того, ширина непроходного кольца должна быть меньше ширины проходного.
Наряду с кольцами все более широкое распространение получили резьбовые регулируемые скобы с измерительными губками в виде гребенок и роликов. Преимущество резьбовых скоб состоит в большем сроке службы, в возможности более точного изготовления и измерения самих гребенок и роликов, в возможности измерения изделия в центрах станка и в снижении времени контроля.
Ранее указывалось, что для резьбовых соединений пар оправ, сопрягаемых по окулярной резьбе, устанавливают допуски на осевую и радиальную качку (см. рис. 5.1.,б). Приспособление для проверки качки в окулярной резьбе показано на рис. 6.4. Скомплектованную пару оправ закрепляют в сменной втулке 1. Индикатор 2, имеющий возможность перемещаться в вертикальном и вместе с колонкой 3 в горизонтальном направлении, выставляют до соприкосновения с торцом контролируемой пары. Покачивая рукой оправу, по индикатору определяют величину осевой и радиальной качки. При необходимости контроль осуществляют при различной длине свинчивания оправ.

Рис. 6.4. Приспособления для контроля «качки» в окулярной резьбе.
Для контроля качки окулярной резьбы также используют индикаторные приспособления, в которых оправы устанавливают в призмах или на жестких цанговых оправах, а величину качки измеряют с помощью индикаторов. Контроль окулярных резьб с жесткими допусками на радиальную качку (величины которых соизмеримы с погрешностями измерения применяемых индикаторов, и, следовательно, достоверность результатов такого контроля мала) можно вести на приспособлении с автоколлиматором. Для этого одну оправу, как и прежде, закрепляют в приспособлении, а к торцу другой оправы прикрепляют плоское зеркало. При качании второй оправы по автоколлиматору, предварительно выставленному перпендикулярно плоскому зеркалу, измеряют углы наклона зеркала, обусловленные радиальной качкой резьбы, и сравнивают их с допустимыми.
Контроль расположения посадочных цилиндрических поверхностей, оправ, тубусов, резьбовых поверхностей, торцов осуществляется различными способами в зависимости от конструкции деталей и требований, предъявляемых к расположению поверхностей.
 |
На рис. 6.5. показана схема контроля параллельности торцов А и Б оправы, которая торцом А устанавливается на поверочную плиту, а торец Б «ощупывается» индикатором, закрепленным в стойке. Разность показаний индикатора при ощупывании торца Б должна быть меньше допуска на непараллельность. Аналогичным образом можно проверить параллельность торцов В и Г торцу А.
Рис. 6.5. Схема контроля параллель- Рис. 6.6. Схема контроля биения
ности торцов оправы. поверхностей оправы.
Контроль биения наружных цилиндрических поверхностей и торцов относительно оси сквозного отверстия удобно вести по схеме, показанной на рис. 6.6. Оправу 1 устанавливают по отверстию на точной оправке 2, которую закрепляют в соосных центрах 3. При вращении оправки с деталью индикаторы показывают величины радиального и торцового биения поверхностей А и Б относительно оси отверстия В.
Точность расположения поверхностей оправ, подобных оправе, изображенной на рис. 6.7.,а, на заводах контролируют на приспособлениях (рис.6.7.,б), состоящих из плиты 1, в которой закреплен постоянный палец 2. Контроль проводят с помощью комплекта вкладышей (рис. 6.7.,в) и стойки с индикатором. Из комплекта подбирают вкладыш, который плотно с минимальным зазором входит по диаметру Æ D в базовое отверстие А оправы. Вкладыш вместе с оправой по диаметру Æ10+0,003 надевают на палец. Стойку с индикатором устанавливают на плите так, чтобы измерительный стержень индикатора касался контролируемой поверхности. При вращении вкладыша измеряют соосность и торцевое биение.
 |
Рис. 6.7. Приспособление (б) для контроля соосности и торцового биения
оправы (а); в – сменный вкладыш.
Подставку с пальцем можно использовать при контроле различных по размерам и конструкции оправ. Комплект вкладышей изготовляют для каждого типоразмера детали. Число вкладышей в комплекте определяют в зависимости от длины отверстия оправы и величины допуска на диаметр оправы таким образом, чтобы обеспечить минимальный возможный наклон оси оправы относительно оси пальца за счет зазора между пальцем и отверстием оправы. На таком приспособлении можно контролировать оправы, у которых отношение L : D < (1¸1,5), где L – длина детали, D – диаметр контролируемой поверхности оправы. Для длинных оправ и тубусов биение контролируемой поверхности, обусловленное возможным наклоном оправы при ее установке на палец, становится соизмеримым с допуском на контролируемую несоосность и даже превышает его, поэтому контролировать указанные детали рассмотренным способом невозможно.
Для контроля несоосности с соотношением L : D > 1,5 деталей можно рекомендовать “дифференциальный” метод контроля, рзработанный Уразаевым З.Ф.
Следует отметить, что на точность рассмотренных выше способов контроля несоосности влияет погрешность формы контролируемых поверхностей, что снижает достоверность результатов.
На рис. 6.8. показан калибр для контроля биения (0,03 мм) резьбы Сп
-0,002
М24´0,5 кл. 2а относительно отверстия Æ14-0,006 оправы 4. Гайку 1 с втулкой 2 навинчивают на контролируемую резьбу оправы 4, пробку 3 вводят в контролируемое отверстие. Деталь считают годной, если пробка входит в отверстие втулки 2. Втулку и пробку притирают с зазором 2-3 мкм.

Рис. 6.8. Калибр положения для контроля биения поверхностей оправы.
Калибр не измеряет действительную величину биения поверхностей, с его помощью ведут лишь отбраковку оправ.
26 и 27 Контрольпараллельности и пепендикулярности автоколлимационным методом
Контроль параллельности фланцев волноводов с габаритами порядка 200- 300 мм удобно проводить на приспособлении, состоящем из плиты 1 со стойкой 2, на которой закреплен автоколлиматор 3 (рис. 4.6). На плиту устанавливается зеркало 4, а автоколлиматор выставляется перпендикулярно отражающей поверхности зеркала и закрепляется в этом положении. Затем на место накладного зеркала устанавливается контролируемое волноводное устройство, на фланце которого укреплено накладное зеркало 4. Измеряется неперпендикулярность зеркала к оси автоколлиматора, которая равна контролируемой непараллельности фланцев.
 Непараллельность фланцев контролируется сразу в двух взаимно перпендикулярных плоскостях. В этом случае точность контроля определяется точностью измерения угла автоколлиматором, и точностью установки накладного зеркала и волновода на приспособлении. Она зависит от расстояния между опорами накладного зеркала, неплоскостности плиты 1 и фланцев.
Непараллельность фланцев контролируется сразу в двух взаимно перпендикулярных плоскостях. В этом случае точность контроля определяется точностью измерения угла автоколлиматором, и точностью установки накладного зеркала и волновода на приспособлении. Она зависит от расстояния между опорами накладного зеркала, неплоскостности плиты 1 и фланцев.
Рис. 4.6. Приспособление для контроля параллельности контактных поверхностей волноводных фланцев для секций малой протяжеи-иости
При контроле параллельности фланцев волноводов, имеющих длину от 300-400 и более миллиметров, на фланцы волновода укрепляются накладные зеркала 1 и 2 (рис. 4.7,а). Контролируемый волновод 3 укрепляется на плоской опоре 4 (размеры опоры и схему закрепления надо выбрать так, чтобы не возникали деформации волновода, которые могут исказить результат контроля). Автоколлиматор 5 выставляется перпендикулярно зеркалу 1 и закрепляется в этом положении. Затем зеркало удаляется и по автоколлиматору измеряется неперпендикулярность зеркала 2 оси, этим определяется искомая непараллельность фланцев.

Рис. 4.7. Приспособление для контроля параллельности контактных поверхностей фланцев для волноводов:
а - с большими размерами поперечного сечения; б - с малыми размерами поперечного сечения
Если линейный размер канала волновода меньше 25-30 мм, то накладные зеркала целесообразно выполнять так, чтобы отражающая поверхность располагалась вне опор (рис. 4.7, б). Точность контроля по сравнению с предыдущим случаем (рис. 4.7) зависит и от точности изготовления накладных зеркал, отражающая поверхность которых должна быть параллельна плоскости касательной к опорам зеркала.
Точность контроля можно повысить, если использовать аттестованные накладные зеркала и в результат контроля вводить соответствующие поправки.
 Рис. 4.8. Приспособления для контроля перпендикулярности контактных поверхностей фланцев секций малой протяженности
Рис. 4.8. Приспособления для контроля перпендикулярности контактных поверхностей фланцев секций малой протяженности
Контроль перпендикулярности фланцев небольших волноводов можно проводить на приспособлении для контроля параллельности (рис. 4.8). Для этого автоколлиматор 1с помощью эталонного зеркального уголь-

Рис. 4.9. Приспособление для контроля перпендикулярности контактных поверхностей фланцев секций большой протяженности
ника 2 выставляется параллельно рабочей поверхности приспособления. Затем на место угольника устанавливается контролируемый волновод 3. на фланце которого укреплено накладное зеркало 4. Искомая величина неперпендикулярности фланцев равна измеренной неперпендикулярности зеркала 4 оси автоколлиматора.
Контроль перпендикулярности фланцев длинных волноводов можно вести, как показано на рис. 4.9. Волновод 1 с укрепленными на фланцах накладными зеркалами 2 и 5 крепится на опоре 6. Автоколлиматор 4 выставляется перпендикулярно зеркалу 2. Затем зеркало 2 снимается, в месте изгиба волновода помещается пен-тапризма 5, с помощью которой лучи из автоколлиматора направляются на зеркало 3, что позволяет измерить параллельность оси автоколлиматора. Измеренная величина непараллельно ст и равна контролируемой неперпендикулярности фланцев.
Более производителен контроль с двумя автоколлиматорами 1 и 2 (рис. 4.10), которые с помощью угловой меры 3 (или теодолита, точного поворотного стола с зеркалом, оптической делительной головки или другого угломерного прибора) выставляются под углом 90°. Затем вместо угловой меры 3 устанавливается волновод 4 с укрепленными на фланцах накладными зеркалами 5 и 6. Волновод выставляется так, чтобы зеркало 5 было перпендикулярно оси автоколлиматора /. В этом положении волновода по автоколлиматору 2 измеряется перпендикулярность зеркала 6 оси автоколлиматора, которая является искомой неперпендикулярностью фланцев.
Точность контроля перпендикулярности фланцев по схеме рис. 4.8, кроме погрешностей, вносимых автоколлиматором, зависит и от точности изготовления пента-призмы.
Для контроля любого плоского угла между фланцами волновода малых размеров можно воспользоваться приспособлением (см. 4.6) с той лишь разницей, что автоколлиматор 3 с помощью набора угловых мер выставляется на величину контролируемого угла относительно рабочей поверхности плиты приспособления.
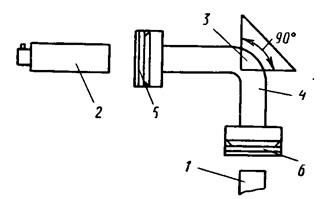
Рис. 4.10. Приспособление для контроля перпендикулярности контактных поверхностей фланцев с помощью двух автоколлнматоров
 Угол в плоскости между фланцами длинных волноводов удобно контролировать по схеме рис. 4.10. Для этого автоколлиматоры выставляются так, чтобы угол между их осями был равен контролируемому углу. Далее контроль не отличается от контроля перпендикулярности. Для контроля углов между фланцами, заданными в двух плоскостях, целесообразно использовать поворот-
Угол в плоскости между фланцами длинных волноводов удобно контролировать по схеме рис. 4.10. Для этого автоколлиматоры выставляются так, чтобы угол между их осями был равен контролируемому углу. Далее контроль не отличается от контроля перпендикулярности. Для контроля углов между фланцами, заданными в двух плоскостях, целесообразно использовать поворот-
Рис. 4.11. Приспособление для контроля перпендикулярности контактной поверхности волноводного фланца к оси волновода
иые приспособления, дающие возможность поворота и измерения углов в двух плоскостях (например, универсальный поворотный стол координатно-расточного станка). В этом случае, контролируемый волновод закрепляется в приспособлении, на фланцах волновода укрепляются накладные зеркала.
Автоколлиматор выставляется перпендикулярно одному из зеркал, с угломерных шкал приспособления снимаются отсчеты. Затем поворотом приспособления добиваются такого положения волновода, при котором второй фланец займет положение, перпендикулярное оси автоколлиматора. В этом положении по шкалам приспособления снимаются отсчеты. Их разность по соответствующим шкалам определяет величину угла между фланцами.
Для контроля перпендикулярности оси канала к фланцу волновод 1с укрепленным на фланце накладным зеркалом 2 неподвижно устанавливается на опоре, а автоколлиматор 3 выставляется перпендикулярно зеркалу (рис. 4.11). Затем зеркало 2 снимается, а в канал волновода вводится оправка 4, состоящая из корпуса, трех плоских опор 5, зеркала 7 и прижима 6 (контакт опор с поверхностью волновода). Далее измеряется неперпендикулярность зеркала оправки 4 оси автоколлиматора, которая равна неперпендикулярности оси отверстия и фланца. При этом предполагают, что внутренняя поверхность волновода, на которую устанавливается . оправка 4, параллельна оси канала волновода. Если канал имеет погрешности формы или геометрии, то для получения точного результата контроля надо после снятия первого замера вынуть оправку и, повернув на 180°, вновь ввести в канал и снять второй отсчет. Тогда искомая неперпендикулярность будет равна полуразностп этих двух замеров. При этом из результата контроля автоматически исключается погрешность изготовления оправки 4.
При выборе автоколлиматора необходимо учитывать два фактора: а) максимально возможное отклонение контролируемого параметра, определяющее поле зрения автоколлиматора, которое должно быть в 4-5 раз больше возможного отклонения; б) допустимую погрешность измерения, определяющую необходимую точность измерения угла по автоколлиматору. Если она не задана.То погрешность можно принять равной одной трети допустимого отклонения.
Применение автоколлиматоров для контроля геометрических размеров волноводных устройств обеспечивает:
универсализм, позволяющий контролировать различные случаи расположения поверхностей отдельных волноводов и секций, состоящих из двух или более волноводов, простоту контроля, высокую точность и стабильность контроля, которые обусловливаются высокой точностью измерения углов с помощью автоколлиматора.
Недостатком является необходимость пересчета допустимых отклонений в угловые величины.
28. Особенности проектирования ТП сборки
Исходными данными любого изготовления, сборки и юстировки, проведения испытаний и приемки прибора служат чертежи, общие технические условия (ОТУ) и частные технические условия (ЧТУ) для этого ОЭП.
ОТУ на изготовление и приемку прибора содержат следующие группы требований:
1. организационно-технические требования, в которых перечисляется перечень технической документации и порядок ее ведения; указываются гарантийные сроки работы и хранения прибора; порядок регистрации и хранения документов и т.д.
2. требования к материалам, из которых изготавливается прибор;
3. требования к изготовлению деталей и узлов;
4. требования к качеству отделки;
5. требования к электрической части прибора (удобство эксплуатации, надежность включающих и выключающих узлов, размещение органов управления, источников питания, средств электробезопасности и т.д.)
6. определение комплекта прибора и требования взаимозаменяемости основных частей;
7. требования к укладочным и упаковочным ящикам и материалам.
В ОТУ указываются основные методы испытаний, КЮ и измерительная аппаратура и т.д.
ЧТУ составляется для определенного прибора по ОТУ.
В процессе технологической отработки конструкции прибора большое значение имеет выбор сборочных баз, позволяющих правильно расположить относительно друг друга собираемые детали и узлы.
1.5. Проектирование технологического процесса сборки
Проектирование ТП сборки ведут по следующим этапам:
1. изучение конструкции и условий эксплуатации собираемого изделия;
2. изучение сборочного состава изделия по чертежам и определение базовых элементов;
3. составление технологической схемы сборочного состава изделия;
4. построение схемы технологического процесса сборки;
5. планирование сборочного цеха;
6. описание технологического процесса сборки;
7. проектирование и заказ оснащения (КЮП, приспособление и т.д.).
Схема сборки вытекает из взаимосвязи деталей и сборочных единиц и определяет последовательность их соединения. Различают исходную и технологическую (рабочую) схему сборки.
Исходную схему (рис.2) строят с максимальным расчленением изделия на сборочные единицы независимо от программы выпуска.

Рис.2 Схема развернутой сборки изделия КЮ-12
Схемы сборки могут быть укрупненными и развернутыми. На укрупненной схеме изделие расчленяется до узла и графически изображается процесс соединения узлов в готовое изделие.
Построение развернутой схемы ведут от простого к сложному, начиная с деталей и кончая готовым изделием. Детали и сборочные единицы обозначают прямоугольниками, внутри которых проставляют наименование элементов изделия, его индекс и число элементов, в соответствии с конструкторскими чертежами.
Сборочные единицы одной и той же степени сложности группируют в ряды по горизонтальной линии. Ряды в зависимости от сложности элементов изделия располагают ступенями по вертикальной линии.
Схема сборки дает наглядное изображение сборочного процесса. Эту схему используют при планировании производства и определении длительности производственного цикла. Однако она не дает полного представления о сущности сборочного процесса.
 Для полного представления сущности процесса сборки на технологических схемах (рис.3) наносят технологические указания по выполнению сборочных операций (например, «деталь 1 приклеить к сборочной единице 2-1, отрегулировать осевой зазор»).
Для полного представления сущности процесса сборки на технологических схемах (рис.3) наносят технологические указания по выполнению сборочных операций (например, «деталь 1 приклеить к сборочной единице 2-1, отрегулировать осевой зазор»).
Рис. 3 Технологическая схема сборки
В соответствии с разделением изделия на сборочные элементы различных степеней сложности различают несколько ступеней сборки.
На первой ступени собирают простейшие сборочные единицы, на второй и последующих – сборочные единицы возрастающей сложности, а на последней осуществляется общая сборка изделия и контроль.
Если требуется указать последовательность сборочного процесса с особым выделением базового элемента (деталь, простейшая сборочная единица, с которой начинается сборка), то схему сборки можно строить согласно рис.4.
Рис.4. Схема сборки с базовой деталью(отсутствует)

Прямоугольники располагаю слева направо или сверху вниз в порядке присоединения узлов или деталей к базовым элементам. Направление движения деталей и узлов показывают стрелками. Для наглядности изображения процесса схемы часто снабжают надписями, определяющими содержание операций («припаять», «смазать» и т.д.).
1 и 2. Компенсация децентрировок линзы по блику и автоколлиматору
Центрирование линзы по блику
Центрирование линзы по блику применяют, когда можно центрировать линзу с погрешностью 0,04-0,1 мм (в некоторых источниках 0,02-0,2 мм). Установку производят приклеиванием центрируемой линзы 3 смолой 2 к трубчатому латунному патрону 1, закрепленному в шпинделе центрировочного станка (Рис. 1).

Рис. 1. Схема центрирования по блику.
1-патрон, 2-смола, 3-линза, 4-алмазный шлифовальный круг,  - оптическая ось до центрирования,
- оптическая ось до центрирования,  - оптическая ось после центрирования
- оптическая ось после центрирования
Для центрирования применяют трубчатый патрон (см. Рис. 2), который крепится в шпинделе станка резьбой М, а ориентируется пояском DH6. Это значит, что оси шпинделя и патрона не совпадут. Поэтому патрон, после установки в шпинделе протачивается по Ød на длину 10-15 мм (для выхода шлифовального круга). Затем протачивают конус до острия и торцовую площадку шириной 0,2 мм. Этой операцией достигается получение опорных кромок, строго центрированных относительно оси вращения шпинделя: наружной кромкой для вогнутых поверхностей и внутренней для выпуклых.

Рис. 2. Трубчатый патрон для центрирования линз.
Перпендикулярность торца патрона проверяют прикладыванием смазанной маслом полированной пластины к вращающемуся патрону.
Для наклеивания линзы патрон нагревают спиртовой или газовой горелкой, смазывают его конус и торец .смолой.
Линзу нагревают до 60º, прикладывают к патрону стороной с меньшим радиусом кривизны и пока смола не застыла перемещают ее по торцу патрона наблюдая невооруженным глазом за положением блика на поверхности линзы от источника света S. При этом шпиндель вручную поворачивают, и установка заканчивается при отсутствии биения блика. Затем линзу охлаждают, выжимая над ней из губки теплую воду.
Центрирование выполняют абразивным кругом из карбида кремния; твердость круга М2-СМ2 и зернистость № 3-12 подбирают в зависимости от марки стекла, размеров линзы и допуска на диаметр.
Скорость вращения шпинделя устанавливают в зависимости от условий работы. Для линз малого диаметра и мягкого стекла скорость больше. Диаметр линзы периодически проверяют (измеряют), при этом круг отводят, а шпиндель затормаживают. После центрирования круг откидывают и переднюю поверхность фасетируют ручным перемещением фасетировочной чашки.
Точность центрирования. В данном способе центрирования используется оптическая «система» работающая с глазом, т.е. приемник лучистой энергии – глаз. Важной характеристикой глаза является предел разрешения (разрешающая способность) – угловая или линейная величина наименьшего расстояния между двумя точками или линиями, при котором система в конкретных условиях испытания образует их еще раздельное изображение.
Центрирование линзы по автоколлиматору
Метод аналогичен предыдущему, только вместо произвольного источника света используется автоколлимат

Рис.3 Оптическая схема автоколлиматора с окуляром «куб с двумя сетками": 1 – объектив; 2 – светоделительный кубик; 3 – сетка; 4 – окуляр; 5 – сетка; 6 – осветитель(лампочка); 7 – глаз; 8 – зеркало.
Проследим по рис. 3 ход лучей в автоколлиматоре. Условимся, что оптическая система автоколлиматора строго отцентрирована.
Сетку 5. представляющую собой прозрачное перекрестие на темном фоне и установленную строго в фокальной плоскости объектива (ломаная визирная ось под углом 90°) освещают электролампочкой 6.
Световой пучок, отразившись от полупрозрачной диагональной плоскости стеклянного кубика 2 по выходе из объектива 1, попадает на зеркало 8. Отразившись от зеркала, автоколлимационное изображение перекрестия сетки 5 должно совместиться с перекрестием сетки 3. наблюдаемым в окуляр.
Если отражающая плоскость зеркала неперпендикулярна к визирной оси автоколлиматора, то между перекрестием на сетке и автоколлимационным бликом будет заметное расхождение, которое определяют по делениям сетки 3 в угловой мере.
Особенностью автоколлимационного метода
Особенностью автоколлимационного метода является его высокая чувствительность к незначительным поворотам зеркала, так как при повороте зеркала на какой-нибудь угол лучи отклоняются на удвоенную величину поворота..
Трубка устанавливается в пиноль по конусу и юстируется для совмещения оси трубки и оси шпинделя. Для этого на торец патрона приклеивается зеркало и, вращая регулировочные винты трубки (на семе не показаны), совмещают перекрестие сетки 7 и тест-объекта 11.
На рис.5, а центрируется выпуклая линза, а на рис.5 б двояковогнутая. В обоих случаях центр кривизны поверхности Б находится на оси шпинделя, т.к. по этой поверхности линза лишается трех степеней свободы, контактная пара третьего класса Р3{ x, y z}. Наводка трубки делается только на центр Оа.
Затем базирующая поверхность шлифуется также как и в предыдущем методе.
Точность метода зависит от точности измерительного средства. Если учесть, что аберрации приборов типа коллиматоры и автоколлиматоры исправлены, то точность метода будет зависеть от точности сеток, точности наведения и считывания, что будет рассмотрено ниже.
+-ор (трубка Забелина) и положение блика определяется точным отсчетом по сетке автоколлиматора.
 Центрирование линз с контролем по биению автоколлимационного блика.
Центрирование линз с контролем по биению автоколлимационного блика.
1-патрон, 2-шеллачная смола, 3-объектив трубки Забелина, 4-сама трубка Забелина, 5-микроскоп. 6- окуляр микроскопа, 7- сетка микроскопа, 8- экран микроскопа, - 9 –объектив микроскопа, 10 – зеркало, 11 –тест –объект, 12 –конденсор, 13- лампочка, 14 - алмазный инструмент,
-центры кривизны сферических поверхностей А и Б линзы
3. Центрирование линз в самоцентрирующем патроне
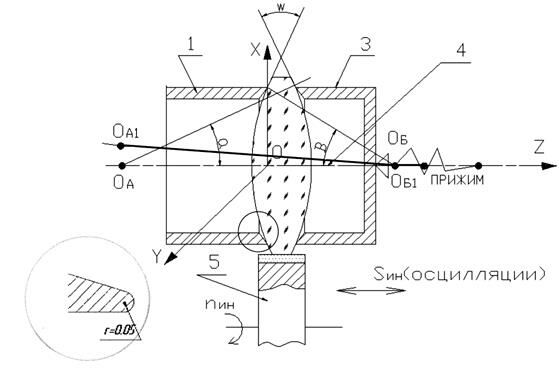
а)
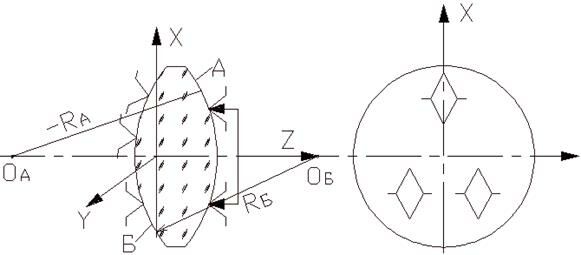
б)
Рис. 3. Схема центрирования линз в самоцентрирующем устройстве.
1-ведущий патрон, 2-линза, 3-ведомый патрон, 4-ось вращения шпинделя, 5-алмазный инструмент (круг),  -центры кривизны сферических поверхностей А и Б в двух позициях –до и после установки, б) Лишаемые степени свободы: по базе Б - x, y, z, по базе А -
-центры кривизны сферических поверхностей А и Б в двух позициях –до и после установки, б) Лишаемые степени свободы: по базе Б - x, y, z, по базе А - 
Наиболее производительным способом является центрирование линз в самоцентрирующем патроне на станках типа ЦС-100, ЦС-10А, ЦС-150Б.
Самоцентрирующий патрон состоит из двух одновременно вращающихся половинок – левого и правого патронов. Они установлены на шпинделях станка таким образом, что оси их кромок совпадают с осью вращения шпинделей. Биение кромок патронов не должно превышать 1-2 мкм.
Линза, помещенная между патронами, под действием пружины будет сдвигаться(поворачиваться). в направлении от её толстого края к тонкому до тех пор, пока оптическая ось линзы совместится с осью вращения шпинделя.
Установка линзы осуществляется так: рабочий аккуратно прикладывает линзу к левому патрону, лишая ее трех перемещений – x,y,z (см. Рис. 3 схему базирования). В этот момент оптическая ось ( ) находится под углом к оси шпинделя () а центр кривизны поверхности Б находится на оси шпинделя.. После этого рабочий нежно отпускает пружину правого патрона и происходит поворот линзы и ее оптической оси и она совмещается с осью шпинделя. Линза на базе Б подводимой опорой 3 лишается двух поворотов .
) находится под углом к оси шпинделя () а центр кривизны поверхности Б находится на оси шпинделя.. После этого рабочий нежно отпускает пружину правого патрона и происходит поворот линзы и ее оптической оси и она совмещается с осью шпинделя. Линза на базе Б подводимой опорой 3 лишается двух поворотов .
Для точности установки большое значение имеет угол сдвигания линзы  (см. Рис. 3, а), являющийся для двояковыпуклых и двояковогнутых линз суммой углов зажимания
(см. Рис. 3, а), являющийся для двояковыпуклых и двояковогнутых линз суммой углов зажимания  и
и  поверхностей линзы, а для менисков – положительной разностью этих углов.
поверхностей линзы, а для менисков – положительной разностью этих углов.
Угол сдвигания линзы образуется касательными к радиусам кривизны поверхностей линзы, проведенными через точку соприкосновения с кромкой патрона. Углы между указанными радиусами кривизны и осью линзы являются углами зажимания и .
Опытным путем установлено, что линзы с углом сдвигания  хорошо устанавливаются и центрируются с точностью 0,01 мм. Линзы с углом сдвигания
хорошо устанавливаются и центрируются с точностью 0,01 мм. Линзы с углом сдвигания  устанавливаются хуже и центрируются с точностью 0,02-0,03 мм. При дальнейшем уменьшении угла сдвигания точность центрирования снижается. Линзы с углом сдвигания меньше 15-20 этим способом не центрируют.
устанавливаются хуже и центрируются с точностью 0,02-0,03 мм. При дальнейшем уменьшении угла сдвигания точность центрирования снижается. Линзы с углом сдвигания меньше 15-20 этим способом не центрируют.
После установки линзы включают шпиндель и плавно подводят алмазный круг. Скорость вращения шпинделя и подача зависят от твердости стекла, толщины линзы и абразивных свойств круга. Режимы обработки подбираются опытным путем. Усилие пружины подвижного шпинделя 20-80 Н (2-8 кг) и увеличивается с увеличением диаметра линзы до 295 Н.
Точность центрирования зависит от состояния кромки патрона, точности его установки и диаметра, радиусов кривизны линзы и составляет 0,01-0,05 мм.
Способ прост и высокопроизводителен.
4. Центрирование линз по прибору

Рис. 4. Схема центрирования линз по прибору.
1. –Микроскоп; 2 – Линза; 3 – Смола; 4 – Оправка; 5 – Стол; 6 – Коллиматор; 7 – Сетка.
В состав прибора входит (см. Рис. 4) коллиматор 6, поворачивающееся гнездо 5, коническая оправка 4 и измерительный прибор, например, микроскоп 1.Сущность этого способа центрирования заключается в следующем. Оправку с предварительно наклеенной центровочной шеллачной смолой 3, линзой 2 вставляют в гнездо 5. Микроскоп наводят на центр верхней сферы. Подогревают смолу до размягчения и передвигают линзу по кольцу оправки, добиваясь такого ее положения, при котором изображение креста сетки 7 коллиматора при вращении оправки будет неподвижным.
После этого оправку снимают с прибора и помещают в гнездо специальной стойки, где она охлаждается. Затем шлифуют цилиндрическую поверхность линзы на центрировочном станке типа ЦС-50. Оправку по конусу устанавливают в шпиндель станка[2] и осуществляют шлифование алмазным кругом при частоте вращения 2800 об/мин, линзы 57-200 об/мин.
Недостатком этого способа является необходимость иметь достаточно большое количество оправок для каждой группы диаметров линз.
Точность центрирования 0,01-0.02 мм.
Рассмотрим более подробно сущность этого способа. В литературе не приводится, что за прибор служит для измерения. Пусть таким прибором будет обычный измерительный микроскоп II (см. Рис. 5). На рисунке показан ход лучей от коллиматора до сетки микроскопа и глаза.
Очевидно, что центр нижней сферы всегда на оси патрона 5, а значит и микроскопа (эти оси должны быть совмещены при юстировке прибора). Линза при контакте с оправой лишена трех степеней свободы – трех перемещений (x, y, z). Линзу нельзя сместить (сдвинуть) относительно оправки, а можно только повернуть, ведь остались все повороты. Центр О верхней сферы расположен внизу и не на оптической оси. Чтобы его увидеть в окуляре микроскопа, нужно фокус его объектива совместить с этой плоскостью. Очевидно, что положение этой плоскости будет зависеть от геометрических параметров линзы (r и d) и f1.

Смещение положения фокуса с оптической оси вычисляется по формуле

На сетке микроскопа будем видеть
 ,
,
где , – угол наклона линзы,  – увеличение микроскопа.
– увеличение микроскопа.

Рис. 5. Центрирование с помощью коллиматора и микроскопа.
I – коллиматор; II – микроскоп; 1 - лампа, 2 - конденсор, 3 - тест-объект, 4 –объектив, 5 – оправка, 6 – центрируемая линза, 7 – объектив, 8 – сетка, 9 – окуляр, 10 – объектив,
11 – сетка, 12 – окулярная призма, 13 – окуляр
Так как фокус линзы и фокус объектива микроскопа не совпадают, то в процессе требуется наводка микроскопа, т.е. в конструкции прибора требуется механизм перемещения корпуса микроскопа.
Оценим точностные возможности прибора с измерительными средствами из коллиматора и микроскопа.
Погрешностью коллиматора будет, если выходящий пучок не является строго параллельным. Оценим эту погрешность в обратной задаче – в фокусе объектива стоит сетка, тогда величина смещения на сетке определит сходимость пучка. Интервал l между двумя штрихами сетки коллиматора, если задана угловая цена деления его , может быть произведен по формуле
 .
.
Для определения частичной погрешности коллиматора, второе название этой погрешности – инструментальная погрешность, продифференцируем эту формулу и найдем передаточную функцию. Для упрощения процедуры обычно делают разложение в ряд Тейлора или логарифмируют. В данном случае проще логарифмирование:
 ,
,
тогда  ,
,
так как  ,
,
то  ,
,
тогда  .
.
Пренебрегая ввиду крайней малости последним членом уравнения и заменив дифференциал погрешностью, получим
 .
.
Очевидно, что чем больше будет фокусное расстояние объектива коллиматора, тем меньше будет погрешность. Поэтому длиннофокусные коллиматоры дают большую точность. Но длиннофокусные коллиматоры и больше размером.
Промышленные коллиматоры выпускают с фокусными расстояниями 600, 1000, 1200, 1600 и т.д. Рекомендуется  брать 3-5 раз больше фокусного расстояния контролируемого объекта.
брать 3-5 раз больше фокусного расстояния контролируемого объекта.
Если  мм, то можно контролировать линзы с
мм, то можно контролировать линзы с  мм.
мм.
Таким образом, в этом методе (Рис. 5) центр нижней сферы детали 6 всегда располагается на оси патрона 5, поэтому нужно устанавливать только центр O2 верхней поверхности, что существенно упрощает процесс.
Очевидно, что качество контроля будет зависеть от качества приборов, в том числе и от согласования элементов в приборе, а также от согласования системы элементов с этими приборами. Понятно, что это простые вещи, но в комплексе требования к линзе (контролируемой), сеткам, тест-объектам и т.д. не рассматриваются, поэтому данный анализ весьма актуален.
Ниже показано, что точность процесса в основном зависит от точности наводки и считывания и приведено обоснование и выбор этих требований.
5 и 6 Центрирование линзы в оправе трубкой Зебелина
Существует несколько способов центрирования линз при их соединении с оправой и один из них автоколлимационный. Такое соединение называют автоколлимационной сборкой.
1.1. Центрирование с помощью автоколлиматора
Строго говоря, такая система не должна называться автоколлиматором, так как коллимация в своем первоначальном значении означает параллельный ход лучей. Однако широкая практика применения автоколлимационных методов распространила это название на системы, работающие с непараллельными пучками. Далее эта система будет называться трубка ЮС 13 или трубка А.А. Забелина по фамилии ее автора.
Линзы, предназначенные для автоколлимационной сборки, в оптическом цехе центрируют с невысокой точностью 0,03-0,1 мм.
Для примера возьмем линзу фотообъектива в оправе, чертеж которой показан на Рис. 6. На чертеже обычно задают допуск на децентрировку – знаками или текстом на поле чертежа. Например, “несовпадение оси  и оси
и оси  20 не более 0,01мм.
20 не более 0,01мм.
Оправы для линз изготавливают в механическом цехе с припусками по базирующему диаметру и базирующим торцам. Затем линзы закрепляют в оправах завальцовкой или резьбовым кольцом. О центрировке не заботятся.

Рис. 6. Пример линзы в оправе для автоколлимационной сборки.
Для выполнения центрирования требуется точный токарный станок, шпиндель которого имеет биение не более 3-5 мкм, оптическое устройство называемое автоколлимационной трубкой ЮС-13*,(см. замечание выше) которую придумал А.А. Забелин и регулируемый центрировочный патрон.
1.2. Устройство автоколлимационной трубки ЮС-13
Схема трубки Забелина приведена на Рис. 7. Она содержит: подвижный объектив 14, осветитель с источником 10, конденсором 11 и зеркалом 12; объектив и осветитель разделяет зеркало 13, имеющее прозрачное отверстие (диафрагму) или крест; микроскоп М, состоящий из объектива 4, измерительной сетки 6 и окуляра 5. Для фиксации грубого отклонения используется экран 17.
К корпусу 6 крепятся регулировочные пружины 7 и 10 с винтами 8 и 9. Эта система требуется для юстировки трубки на совмещение оси шпинделя и оси трубки после ее установки по конусу в пиноль задней бабки.

а)
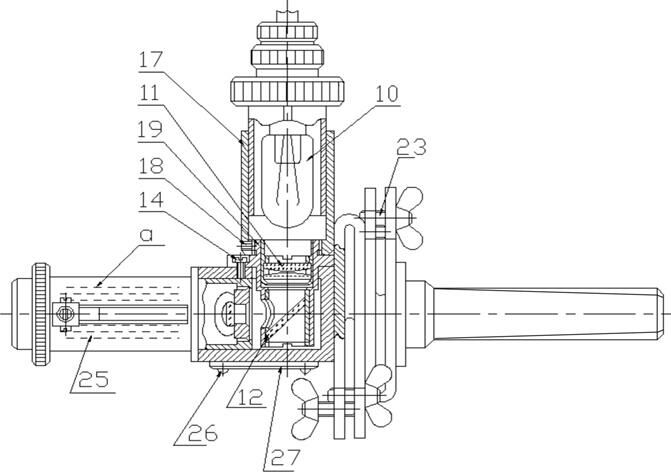
б)
Рис. 7. Устройство автоколлимационной трубки ЮС-13.
1.3. Устройство центрирующего патрона
Устройство патрона схематически представлено на Рис. 8. Он состоит из следующих основных частей. Муфта 1 служит для закрепления и ориентирования патрона на шпинделе. Центрирование будет тем точнее, чем точнее установлен патрон относительно оси шпинделя. Наиболее точное ориентирование возможно по коническому хвостовику, т.е. вместо посадочного пояска D должен быть хвостовик. На муфте установлен корпус 2 патрона в виде втулки с четырьмя радиальными винтами 4, которые используются для перемещения внутренней части патрона через стакан 3 в плоскости XOY. Винты 5 служат для поворота сферической шайбы 6 (выпуклая или вогнутая) с установленной на шайбе оправе с линзой.
Основные параметры патрона: действительный радиус  сферической шайбы 6; действительное расстояние В от вершины шайбы до ее торца. Действительные параметры и В наносятся на патрон клеймением.
сферической шайбы 6; действительное расстояние В от вершины шайбы до ее торца. Действительные параметры и В наносятся на патрон клеймением.
Выбор центрирующего патрона определяется радиусом кривизны той поверхности центрируемой линзы, с которой начинается процесс центрирования. Например, отрицательный патрон применяется только при больших отрицательных радиусах кривизны первой поверхности центрируемой линзы.

Рис. 8. Схема центрирующего патрона.
Радиус первой поверхности линзы определяет длину переходной оправки к центрирующему патрону.
1.4. О выборе патрона и о расчете оправок
Как было сказано раньше, центрирование линзы, как правило, необходимо начинать с устранения децентрирования поверхности, ближайшей к микроскопу. В исключительных случаях, когда центр кривизны сферической части патрона совмещен с центром кривизны поверхности линзы, не являющейся ближайшей к микроскопу, центрирование поверхностей линзы производится попеременно, методом последовательных приближений.
Радиус первой поверхности центрируемой линзы определяет длину переходной оправки к центрирующему патрону. Длина оправки равна расстоянию между опорными торцами центрирующего патрона и оправы центрируемой линзы. Расчет длины переходной оправки показан на конкретных примерах.


б)
Рис. 9. Схемы к расчету переходных втулок при центрировании.
а – положительный патрон, б – отрицательный патрон.
Пример 1. Положительный патрон.
В зависимости от конкретных данных линзы возможны два варианта расчета переходной оправки.
Вариант 1.
За первую поверхность центрируемой линзы выбрана поверхность радиусом R/1 и с центром в точке  (Рис. 9, а).
(Рис. 9, а).
Длина оправки L определяется формулой:
L = R/n-R/1 –B-P-d
Вариант 2.
За первую поверхность выбрана поверхность радиусом R//1 и с центром в точке О//1 (Рис. 9, а). Тогда длина оправки L определяется:
L = R//n-R//1-B-P.
Пример 2. Отрицательный патрон.
Длина оправки определяется (Рис. 9, б)
L=Rn-R1-B-P-d.
1.5. Процесс центрирования
Трубку Забелина установили в пиноли задней бабки и с помощью двух винтов 9 (один из них на Рис. 10 не показан) наклоном трубки в двух взаимно перпендикулярных направлениях совмещают ось трубки с осью вращения шпинделя. Оправу с линзой устанавливают в центрировочном патроне
(Рис. 10, а) так, чтобы центр О1 кривизны ее поверхности ближайшей к трубке, находился в плоскости расположения центра О кривизны сферической части патрона 1 (эта плоскость перпендикулярна оси шпинделя). Если длина оправы не позволяет совместить О1 и О, то берут другой патрон или используют промежуточную оправку (расчет оправки смотри выше). Включают осветитель. Пучок лучей от источника света 10, проецируется конденсором 11 и после отражения от зеркала 12 на плоскость зеркала 13, имеющего прозрачное отверстие (диафрагму) или крест. Объектив 14 проецирует лучи в точку на оптической оси трубки.

Рис. 10. Центрирование по автоколлиматору (трубка Забелина).
Передвигая пиноль 8 задней бабки станка, в которой через конический хвостовик установлена трубка 7, совмещают изображение диафрагмы (точка), сформированное объективом 14, с плоскостью расположения центров кривизны О1 линзы и центра кривизны О сферической чашки патрона. Момент совпадения определяют по резкому изображению диафрагмы, видимому в окуляре 5, так как лучи отраженные от поверхности линзы проходят свой путь в обратном направлении (отмечены штриховой линией со стрелой) и проецируются объективом 14 на плоскость зеркала 13. Смещенное изображение диафрагмы рассматривают в микроскоп М на его сетке 6. Если смещение велико, то изображение попадает на экран 17 и не «потеряется» в процессе настройки. При вращении шпинделя это изображение будет описывать окружность диаметром D.
Теперь совмещают точку О1 с осью шпинделя. Для этого вращением винтов 15, расположенных через 900 вокруг оси шпинделя, подвижную часть патрона смещают по осям Y и Z до тех пор пока точка О1 не совместится с осью шпинделя, т.е. D=О (см. Рис. 10, б) и биения центра О1 при вращении не наблюдается.
Затем смещают объектив 14 в трубке до получения резкого изображения диафрагмы, сформированного пучком лучей, отраженным от второй поверхности линзы с центром кривизны О2. Если при вращении шпинделя наблюдается смещение изображения диафрагмы, то вращают винты 16 (Рис. 10, в) поворачивая сферическую часть патрона, до устранения биения изображения диафрагмы на сетке 6 микроскопа. Это означает, что центр О2 лежит на оси шпинделя. При этом будет происходить смещение центра О1 с оси шпинделя как и на сколько будет показано ниже.
Объектив 14 в корпусе трубки может смещать изображение диафрагмы (точки) от торца трубки на расстояние от –15см до  и от до +9см, что позволяет проводить центрирование линз с радиусами рабочих поверхностей практически любой величины. Однако при смещении объектива 14 изменяется линейное увеличение
и от до +9см, что позволяет проводить центрирование линз с радиусами рабочих поверхностей практически любой величины. Однако при смещении объектива 14 изменяется линейное увеличение  , что необходимо учитывать при измерении децентрировки. Величину децентрировки С, образованную при несовпадении центров кривизны О1 или О2 поверхностей линзы с осью вращения шпинделя, определяют по формуле
, что необходимо учитывать при измерении децентрировки. Величину децентрировки С, образованную при несовпадении центров кривизны О1 или О2 поверхностей линзы с осью вращения шпинделя, определяют по формуле
 , (1)
, (1)
где  – линейное увеличение объектива трубки,
– линейное увеличение объектива трубки,  - линейное увеличение микроскопа, m – цена деления сетки микроскопа, D – диаметр окружности, описываемой изображением диафрагмы в плоскости сетки микроскопа,
- линейное увеличение микроскопа, m – цена деления сетки микроскопа, D – диаметр окружности, описываемой изображением диафрагмы в плоскости сетки микроскопа,
N – число делений сетки, соответствующее диаметру D.
В результате оправа линзы будет иметь перекос относительно оси шпинделя, но зато оптическая ось О1О2 (с погрешностью) совмещена с осью шпинделя (см. Рис. 10, в). Получившийся от юстировки перекос оправы устраняют обработкой резцом базовых поверхностей (см. Рис. 10, в и рис.2.58) не снимая оправы с центрировочного патрона. Наружную поверхность оправы с 20 протачивают до размера равного диаметру корпуса объектива с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже размер 0,54  0,01 мм (см. Рис. 11). Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на Рис. 11, а, затем оправу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанные базовые поверхности (см. Рис. 11, б). Подрезают второй опорный торец оправы так, чтобы выдержать размер 30,01 мм до второй поверхности линзы. Процесс центрирования линзы окончен.
0,01 мм (см. Рис. 11). Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на Рис. 11, а, затем оправу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанные базовые поверхности (см. Рис. 11, б). Подрезают второй опорный торец оправы так, чтобы выдержать размер 30,01 мм до второй поверхности линзы. Процесс центрирования линзы окончен.
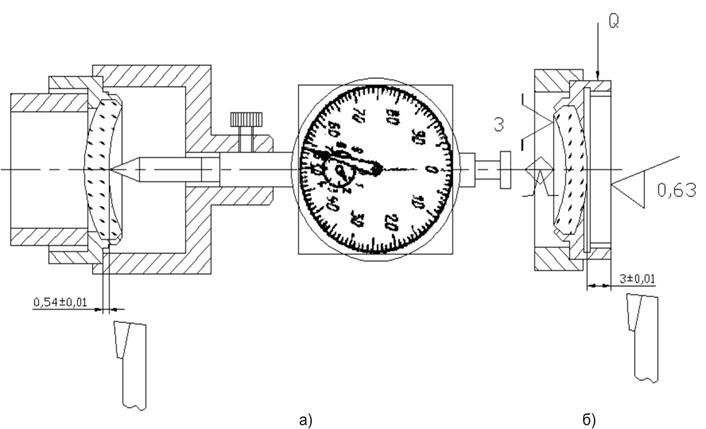
Рис. 11. Обработка оправы линзы после центрирования.
1.6. Определение методической погрешности способа центрирования
Выше отмечалось, что при центрировании второго центра первый смещается с оси шпинделя. Величина смещения определяется графически. Разработанная методика этого построения приведена для двояковыпуклой линзы на Рис. 12. О1O2 – оптическая ось до центрирования, О – центр сферы патрона, ось патрона совпадает с осью шпинделя в системе координат XYZ, ось шпинделя совпадает с осью OX. Сначала смещаем патрон в плоскости YOZ так, чтобы совместить точку O1 с точкой О. Ось патрона займет новое положение. Центр сферы патрона переместится в точку  , центр кривизны O2 переместится в точку
, центр кривизны O2 переместится в точку  . Вращая винты, поворачиваем сферическую часть патрона вокруг центра
. Вращая винты, поворачиваем сферическую часть патрона вокруг центра  для того, чтобы центр сферы O2 из точки
для того, чтобы центр сферы O2 из точки  переместить на ось шпинделя в точку
переместить на ось шпинделя в точку  . При этом повороте первый центр кривизны O1 из точки
. При этом повороте первый центр кривизны O1 из точки  переместится в точку
переместится в точку  . Оптическая ось O1O2 не совпадает с осью вращения шпинделя, появится «неуточненная погрешность метода».
. Оптическая ось O1O2 не совпадает с осью вращения шпинделя, появится «неуточненная погрешность метода».
Построения сделаны для шести основных линз: двояковыпуклой, двояковогнутой, вогнуто-плоской выпукло-плоской, выпукло-вогнутые мениски.
Очевидно, что для уменьшения этой погрешности надо начинать центрирование с поверхности линзы, которая расположена точнее относительно оси шпинделя, или повторять весь процесс.


6)поправить оси
Рис. 12. Схемы к определению методической погрешности метода центрирования.
7. Схемы к вычислению угла и расстояния между оптической осью и осью оправы
Определение расстояния

Рис. 13. Схема к вычислению расстояния между оптической осью и осью оправы.
Как только установили в патроне оправу, включили освещение, посмотрели в окуляр, то сразу видим ось БЭ! Это ось зет, проходящая через перекрестие сетки микроскопа. Навели на О2, померили О1О2, навели на О1, померили О1О и если в чертеже заданы эти отклонения, то известна полная картина погрешностей по расположению центров кривизны. Осталось измерить расстояние и угол между осями.
Ввели систему координат XYZ так, что плоскость XOY проходит через точку О1.
Ось измерительного устройства совпадает с OZ; О1 – центр сферы правой, О2 –центр сферы левой, отрезки  и
и  определяют децентрировку правой и второй поверхностей соответственно.
определяют децентрировку правой и второй поверхностей соответственно.
Расстояние  между
между  и OZ строится в следующей последовательности. Плоскость XOY, перпендикулярна OZ, тогда расстояние
и OZ строится в следующей последовательности. Плоскость XOY, перпендикулярна OZ, тогда расстояние  определяется как расстояние между их ортогональными проекциями на эту плоскость (т.е. XOY). Ортогональная проекция OZ – это точка О, проекцию построим спроектировав точку О2 на XOY – это точка
определяется как расстояние между их ортогональными проекциями на эту плоскость (т.е. XOY). Ортогональная проекция OZ – это точка О, проекцию построим спроектировав точку О2 на XOY – это точка  , значит
, значит  – проекция
– проекция  и перпендикуляр OH – искомое расстояние. Вычислим это расстояние.
и перпендикуляр OH – искомое расстояние. Вычислим это расстояние.
Векторизуем отрезки:  ;
; 
 ;
; 
Уравнение  :
:  или общее уравнение прямой
или общее уравнение прямой
 .
.
Введем обозначения  ;
;  ,
,
и тогда  - общее уравнение прямой.
- общее уравнение прямой.
Расстояние от точки  до прямой
до прямой  :
:
 . (2)
. (2)
Определение угла
Перенесли параллельно себе OZ в точку  (см. Рис. 14), тогда
(см. Рис. 14), тогда  – искомый угол.
– искомый угол.
 или
или  (7)
(7)
Определение истинного расположения расстояния ![]()
![]()
Переносим параллельно себе отрезок  до пересечения с
до пересечения с  в точке H, тогда
в точке H, тогда  – истинное положение расстояния между и OZ. Видно, что
– истинное положение расстояния между и OZ. Видно, что 

Рис. 14. Схема к вычислению угла между оптической осью и осью оправы.
 Н1НО1 О2О21О1,
Н1НО1 О2О21О1,
тогда Н1Н/О2О21 = Н1О1/О2О1 или Н1Н = ОР = Н1О1 О2О21 / О2О1.
Общая оценка рассмотренных способов центрирования
Анализ был проведен для десяти типов линз, взятых из работы,(Б.Н Бегунов Теория оптических системРис. 15.

Рис. 15. Типы линз.
По результатам анализа составлена таблица возможностей методов центрирования:
| Метод | Точность | Конструкция линзы, № | Тип производства | Производительность | Себестоимость |
| По блику с осветителем глазом | + | 1-5 | мелко серийный | + | + |
| По блику с АК: по блику с окуляром | ++ | 1-10 | серийный | ||
| По блику с АК: по блику с ПЗС | +++ | ++ | |||
| В самоцентрирующем патроне | ++ | 1-5 | средне серийный | +++ | + |
| Центрирование в приспособлении: микроскопом с окуляром | ++ | 1-5 | серийный | ++ | +++ |
| Центрирование в приспособлении: микроскопом с экраном | ++ | 1-10 | средне серийный | +++ | ++++ |
| Центрирование в приспособлении: микроскопом с ПЗС | ++ | 1-10 | средне серийный | +++ | +++++ |
| Центрирование в оправе (окуляр) | +++ | 1-5 | серийный |
| |
| Центрирование в оправе (ПЗС, монитор) | +++ | 1-10 | средне серийный | ++++ | +++++ |

8. Конструктивные методы компенсации децентрировок: плоско-выпуклая линза
На Рис. 27, а и б показана типовая конструкция базирования и крепления плосковыпуклой линзы резьбовым кольцом. Во всех случаях при соединении добиваемся совмещения двух осей – оптической оси ОАО и оси БЭС, т.е. поверхности В.
По схеме на рис 27, а главной базой является сфера А линзы. Она соприкасается с оправой по кромке (линия пересечения Ø и плечика). Это контактная пара класса Р3 лишающая линзу трех степеней свободы – перемещений по осям XYZ (сами перемещения обозначаются малыми буквами x,y,z). Повороты линзы (наклоны) регламентируются дополнительной базой – цилиндрической поверхностью линзы. Это контактная пара класса Р2, лишающая линзу двух поворотов ωx и ωy, контакт в паре должен быть с гарантированным зазором. Резьбовое кольцо выполняет роль подводимой опоры и участвует в базировании, хотя никаких степеней свободы не лишает. Таким образом, это базирование гарантирует отсутствие поперечного смещения линзы (децентрировка 1-го рода). Однако, децентрировка 1-го рода будет в пределах допуска на соосность Ø и Ø
и плечика). Это контактная пара класса Р3 лишающая линзу трех степеней свободы – перемещений по осям XYZ (сами перемещения обозначаются малыми буквами x,y,z). Повороты линзы (наклоны) регламентируются дополнительной базой – цилиндрической поверхностью линзы. Это контактная пара класса Р2, лишающая линзу двух поворотов ωx и ωy, контакт в паре должен быть с гарантированным зазором. Резьбовое кольцо выполняет роль подводимой опоры и участвует в базировании, хотя никаких степеней свободы не лишает. Таким образом, это базирование гарантирует отсутствие поперечного смещения линзы (децентрировка 1-го рода). Однако, децентрировка 1-го рода будет в пределах допуска на соосность Ø и Ø . Для уменьшения погрешности совмещения оси
. Для уменьшения погрешности совмещения оси  с осью Ø придется делать эти диаметры точными и ограничивать их расположение требованием соосности. Кроме того, ограничивают биение плечика, т.к. если его сделать под углом, то кромка
с осью Ø придется делать эти диаметры точными и ограничивать их расположение требованием соосности. Кроме того, ограничивают биение плечика, т.к. если его сделать под углом, то кромка  будет овальной и линза на этом овале будет «болтаться».
будет овальной и линза на этом овале будет «болтаться».
За счет допуска на диаметр Ø линза смещается только вдоль оси этого отверстия, причем центр  всегда остается на этой оси. Это смещение влияет на точность размера Н, т.е. на воздушный промежуток. Величина такого смещения пропорциональна точности Ø и радиусу R линзы.
всегда остается на этой оси. Это смещение влияет на точность размера Н, т.е. на воздушный промежуток. Величина такого смещения пропорциональна точности Ø и радиусу R линзы.
Сравнение схем показывает большое отличие в функциональном исполнении. Так во втором случае децентрировкой 1-го рода «управляет» пара Р2, а в первом случае пара Р3. В первом Dсв обязательно должен быть точным (в пределах 6-7 квалитетов), а во втором обычной точности (10-12 квалитет). Для уменьшения децентрировки 2-го рода, нужно ограничивать биение кольцевого пояска оправы. Биение обычно задают 0,01 мм независимо от размеров линзы, но совершенно очевидно, что децентрировка будет тем больше, чем меньше диаметр оправы.
Если точность резьбы в кольце меньше точности посадки по ДН7 (что обычно и бывает), то угол наклона оси  (децентрировка 2-го рода) будет равен β=arctg(∆/l), где ∆ - максимальный зазор по Д7 l – длина контактирующих поверхностей.
(децентрировка 2-го рода) будет равен β=arctg(∆/l), где ∆ - максимальный зазор по Д7 l – длина контактирующих поверхностей.
При базировании по схеме рис 27, б роль главной базы выполняет узкий кольцевой поясок на поверхности Б линзы, ширина которого, равная полуразности между полным и световым диаметрами линзы, нормируется стандартами. В этом случае получается контактная пара класса Р3 (z,ωx,ωy). Дополнительная база – цилиндрическая поверхность – пара класса Р2 (x,y).
На рис 28, г и д показано базирование и крепление резьбовым кольцом мениска, опирающегося сферической поверхностью на ребро выступа – это контактная пара Р3 (x, y, z). При завинчивании резьбового кольца поворот линзы будет определяться главным образом величиной зазора ∆с в посадке, в пределах которого возможен разворот ∆φx,y ≈∆c/(R2*Cosγ).
Повороты линзы (наклоны) или децентрировка 2-го рода могут регламентироваться двояко: или цилиндрической поверхностью Ø DH7 или подводимой опорой (т.е. резьбовым кольцом). Рассмотрим оба эти случая.
Если зазор в резьбе кольца велик, т.е. резьба не точная, то линза будет поворачиваться до тех пор, пока не произойдет соприкосновение поверхностей линзы и оправы по посадке Ø . Линза лишиться поворотов
. Линза лишиться поворотов  и
и  . Другими словами, если точность резьбы в кольце меньше точности посадки по Ø (что часто и бывает), то угол наклона оси будет равен
. Другими словами, если точность резьбы в кольце меньше точности посадки по Ø (что часто и бывает), то угол наклона оси будет равен  , где
, где  – максимальный зазор по
– максимальный зазор по  , l – длина контактирующих поверхностей.
, l – длина контактирующих поверхностей.
Кроме того на поворот линзы оказывает влияние неточность Ø Dсв. Чем больше допуск на этот диаметр, тем больше погрешность формы отверстия. Например, отверстие будет иметь овальность в пределах допуска, значит линза будет «болтаться» на этом овале.
Неточность расположения плечика N (обычно регламентируется биением) приводит также к овальности отверстия и болтанке линзы.
Ясно, что при этом базировании потребуется точная обработка трех диаметров оправы – Ø, Ø , Ø и плечика N и диаметра Ø
, Ø и плечика N и диаметра Ø  линзы.
линзы.
На децентрировку 1-го рода оказывает влияние неточность положения рабочего и базирующих элементов оправы, т.е. несоосность поверхностей Ø и Ø. Поэтому в конструкции оправы следует ужесточать допуски на Ø и Ø и на соосность этих поверхностей. если хотите повысить точность центрирования.
Схема базирования, приведенная на рис 27, в, оставляет только подводимую опору – точно изготовленное и посаженное (Ø ) вспомогательное кольцо 4. В этом случае изменились точностные характеристики линзы и оправы. В линзе не требуется точного изготовления ØD, достаточно H12 – это существенно упрощает операцию шлифования. В оправе не требуется точный Ø, достаточно Н12. Останутся точными Ø и Ø а также точность их взаимного расположения.
) вспомогательное кольцо 4. В этом случае изменились точностные характеристики линзы и оправы. В линзе не требуется точного изготовления ØD, достаточно H12 – это существенно упрощает операцию шлифования. В оправе не требуется точный Ø, достаточно Н12. Останутся точными Ø и Ø а также точность их взаимного расположения.
На рис 28 б показано другое расположение той же линзы, соответствующее схеме базирования, приведенной на рис 28 а. В этом случае роль главной базы выполняет узкий кольцевой поясок на поверхности Б линзы, ширина которого равная полуразности между полным и световым диаметрами линзы, нормируется стандартами. Контактирование происходит по кольцевому пояску (плечику) оправы, т.е. контактирование плоскость по плоскости (см рис 28, б), тогда это будет контактная пара класса  . Дополнительная база – цилиндрическая поверхность – это пара класса
. Дополнительная база – цилиндрическая поверхность – это пара класса  .
.
На точность центрирования влияют следующие факторы.
Децентрировка 1-го рода зависит от точности ØD линзы и ØDр оправы и эту величину можно выразить формулой  . Кроме того необходимо учесть несоосность ØDб и ØDр.
. Кроме того необходимо учесть несоосность ØDб и ØDр.
Биение плечика оправы и перпендикулярность БЭ и плоскости Б линзы (см рис 28, в) определяют децентрировку 2-го рода линзы.
На рис 28, в, г показаны размеры, к которым предъявляются повышенные требования по точности – ØDН7, ØDб ØDр оправы, биение плечика оправы и соотвествующие требования расположения.


Рис. 27. Схемы базирования и закрепления, когда ГБ – сфера.
1 – линза, 2 – оправа, 3 – резьбовое кольцо, 4 – вспомогательное кольцо.


Рис. 28. Базирование плоско-выпуклой линзы.
9. Конструктивные методы компенсации децентрировок: двояко-выпуклая линза
На рис 29 а показана схема базирования двояковыпуклой линзы, а на рис 29 б соединение ее с оправой и креплением резьбовым кольцом. Очевидно, что центр  будет располагаться на оси Ø и за счет допуска на этот диаметр линза будет смещаться по оси Z, что повлияет на точность размера H. Если это смещение надо уменьшить, то нужно ужесточать допуск на Ø. Ясно, что на точность размера H будет влиять величина радиуса контакта сферы.
будет располагаться на оси Ø и за счет допуска на этот диаметр линза будет смещаться по оси Z, что повлияет на точность размера H. Если это смещение надо уменьшить, то нужно ужесточать допуск на Ø. Ясно, что на точность размера H будет влиять величина радиуса контакта сферы.

Рис 30. Схема, поясняющая поворот линзы, под действием резьбового кольца.
При креплении линзы резьбовым кольцом рис 29 б, или гладким цилиндрическим кольцом 4 (см рис 29, д) в случае перекоса его опорного торца или эксцентриситета его опорной кромки относительно оптической оси линзы, возникает односторонний контакт кольца с линзой в точке В (см рис 30). В результате составляющая N силы прижима Р, не уравновешенная такой же силой с противоположной стороны (на Ошибка! Источник ссылки не найден. показан момент первого касания кольца в точке В, внизу еще зазор и центр не на оси Ø, т.е. между этими осями угол), при условии  (F – сила трения в контактной паре линза-оправа) ПОВЕРНЕТ линзу. Только повернет, но не сместит. Если работало резьбовое кольцо, то поворот до выбора зазора в паре . Если работало цилиндрическое кольцо, то до выбора зазора в посадке кольца. При базировании по сфере подобные смещения практически всегда имеют место.
(F – сила трения в контактной паре линза-оправа) ПОВЕРНЕТ линзу. Только повернет, но не сместит. Если работало резьбовое кольцо, то поворот до выбора зазора в паре . Если работало цилиндрическое кольцо, то до выбора зазора в посадке кольца. При базировании по сфере подобные смещения практически всегда имеют место.
На рис 29, в показана схема базирования с использованием вспомогательного кольца 4 (соединение см.рис 29 г). Изменились требования как к линзе, так и к оправе. У линзы не требуется высокая точность полного диаметра, у оправы требуется точность Ø g6, диаметра под кольцо Øg6 и базирующего элемента .

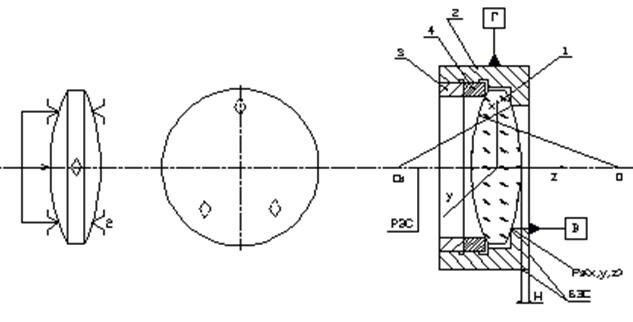

Рис.29 Базирование и закрепление двояко-выпуклой линзы.
1 – линза, 2 – оправа, 3 – резьбовое кольцо, 4 – вспомогательное кольцо.
10. Конструктивные методы компенсации децентрировок: мениск
На рис 31, а показана схема базирования мениска, вверху рисунка базирование подводимой опорой по сферической поверхности – внизу – подводимой опорой по плоскости: специально сделанному кольцевому пояску. Мениск опирается сферической поверхностью на ребро выступа оправы – это контактная пара класса  .
.
Соединение для обоих вариантов базирования показано на рис 31 б и в.
В первом случае (рис 31, б) при малых расстояниях «в» между центрами сфер линзы и  ее поворот относительно осей X и Y будет определяться главным образом величиной зазора
ее поворот относительно осей X и Y будет определяться главным образом величиной зазора  в посадке, в пределах которого возможен разворот
в посадке, в пределах которого возможен разворот  .
.
Во втором случае повороты мениска  относительно осей X и Y из-за возможных дефектов (биений, перекосов, зазоров в резьбе) опорных торцов деталей (кольца и линзы) будут меньше, благодаря базе В, ограничивающей указанные повороты, и тому, что обычно
относительно осей X и Y из-за возможных дефектов (биений, перекосов, зазоров в резьбе) опорных торцов деталей (кольца и линзы) будут меньше, благодаря базе В, ограничивающей указанные повороты, и тому, что обычно  и тогда
и тогда  . Точностные требования к линзе также будут отличаться.
. Точностные требования к линзе также будут отличаться.

Рис. 31 Схема базирования и закрепления мениска. 

 Рассмотрим влияние усилия закрепления от резьбового кольца на расположение линзы в оправе (рис 32).
Рассмотрим влияние усилия закрепления от резьбового кольца на расположение линзы в оправе (рис 32).
Рис. 32. Схема к определению влияния усилия от резьбового кольца на расположение линзы.
Как видно из рисунка, со стороны кромки на линзу действует сила реакции N (обусловленная силой F со стороны резьбового кольца) имеющая составляющую T, сдвигающую линзу вдоль оси X (до момента, когда линза коснется противоположной стороны кромки), когда эта составляющая больше составляющей Т’ силы трения Fтр между линзой, кольцом и оправой. Таким образом, этот контакт ограничивая смещение линзы вдоль оси Z, отнимает еще перемещение линзы по осям Y и X.
Следует заметить, что смещение линзы будет происходить при выполнении условия α>2ρ или приближенно
D/2R>=2μ 0.3 (3),
0.3 (3),
где ρ – угол трения, R – радиус линзы, μ – коэффициент трения скольжения материалов оправы и линзы.
Теперь следует разобраться, какие базы ограничивают повороты линзы.
Видятся два возможных варианта. Первый, точность резьбы невелика, а точность в посадке по Ø Dл высокая, тогда поворот линзы будет ограничиваться контактом линзы по Ø Dл и угол β наклона оси равен arctg(/l).
Второй вариант, точность резьбы выше точности посадки по Ø Dл, тогда угол
β=arctg(/l) (4),
где – зазор в резьбе, l – длина резьбы.
Когда условие (14) не выполняется, то линза не смещается по оси X и роль главной базы принимает на себя резьбовое кольцо, лишая линзу перемещения по Z и поворотов ωx, ωy. Точность этого «лишения» можно определить по выражению (15).
Анализ рассмотренных условий базирования позволяет сделать вывод о том, что требования (допуски) к параметрам оправы, резьбовому кольцу и линзе соединения будут разными и зависеть от конфигурации соединения и условия (14).
Например, при выполнении условия (14) в соединении, показанном на рис 32, а отверстие оправы Ø Dсв должно быть соосно с осью отверстия Ø Dб, а в соединении, показанном на рис 32, б этой соосности не требуется, но зато требуется соосность Ø Dб и Ø DН7. Допуск на диаметр линзы должен быть жесткий, а допуски на резьбовое кольцо свободные.
Следует обратить внимание на такие «мелочи», которые часто выпадают из поля зрения конструктора и технолога. Так, например, опорная кромка буртика оправы не должна иметь грата и заусениц, поэтому направление движения резца должны быть от кромки в «тело» детали (рис 33, а) при ее обработке, а когда для уменьшения деформации кромки оправы и линзы при закреплении последней кромку выполняют под углом 135˚, либо под углом касательным к сферической поверхности линзы рис 33, б, в). Необходимо обеспечить расположение вершин конической поверхности кромки на базовой оси оправы.
11. Характеристики соединения деталей
Характеризующие признаки, по которым различают конструкции соединений, следующие: степень относительной подвижности деталей; вид контакта в сопряжении контактной пары; способ замыкания сопряжения.
Неподвижные соединения всегда являются базирующими. В их образовании участвуют базовый элемент присоединяемой детали и рабочий элемент базовой (несущей) детали (структурная формула БЭ1+РЭ2). Контактирующие поверхности преимущественно плоскости и цилиндры, реже сферы; специальные поверхности для этих целей применять не следует. Влияние на функциональную точность прибора, узла неподвижные соединения оказывают через неточности базирования, т.е. неточности расположения РЭ1 относительно БЭ2 см. рис. 2.1, а (подробнее см. п. принципы конструир. с…).
Неподвижные соединения наиболее многочисленны в общей конструкции прибора, поэтому главным образом они определяют объем сборочных работ.
Относительная неподвижность соединяемых деталей достигается скреплением с помощью крепежных средств, примеры неподвижных соединений приведены на рис. 2.1.
Подвижные соединения (кинематические пары) бывают базирующими и рабочими, первые служат для поддержания подвижных элементов кинематических пар и направления их движения (направляющие вращательного и поступательного движения), а вторые – для преобразования и передачи движения; в образовании первых участвует базовый элемент присоединяемой подвижной детали и рабочий элемент базовой несущей детали (структурная схема БЭ2+РЭ1), в образовании вторых участвуют только рабочие элементы соединяемых деталей (структурная схема РЭ2+РЭ1). Примеры подвижных соединений приведены на рис. 2.2 - 2.3. Укажите самостоятельно РЭ и БЭ там, где они не указаны.
Назначение замыкания сопряжения состоит в ограничении смещений присоединяемой детали относительно базовой по ограничиваемому направлению; замыкание обеспечивает существование соединения. Схематичное изображение трех способов замыкания – силой, поверхностью (формой) и креплением, - применяемых на практике, приведено на рис. 2.4.; примеры конструкции см. рис. 2.1 - 2.3.

Рис. 2.1. Неподвижные соединения деталей: а – зубчатое колесо с валиком; б – кронштейн с плоской поверхностью базовой детали; в – объектив с оправой; г – зеркало с оправой.


Рис. 2.2. Подвижные соединения для вращательного движения - опоры: а – цилиндрическая; б – центровая; в – сферическая; г – шарикоподшипниковая.


Рис. 2.3. Подвижные соединения для поступательного движения: а – призматические V-образные с замыканием силой; б – призматические с замыканием формой (типа “ласточкина хвоста”); в – цилиндрические с замыканием силой; г – цилиндрические с замыканием формой; д – шариковые с силой; е – шариковые с формой; ж – цилиндрические направляющие с замыканием формой.
Замыкание силой (силовое замыкание) встречается в основном в двух вариантах: когда замыкающая сила создается искусственно с помощью пружин и когда этой силой является сила тяжести присоединяемой детали (рис. 2.3, a, b, d). Замыкание силой означает, что соединение существует, пока действует замыкающая сила. При использовании силы тяжести ориентирование конструкции в пространстве не произвольное. Необходимая замыкающая сила в случае применения пружин определяется по динамическому режиму работы прибора с учетом массы присоединяемой детали.
Достоинствами силового замыкания являются: нечувствительность к колебаниям температуры среды и отсутствие зазоров; недостатки – ухудшение силового режима работы и усложнение конструкции соединения.

Рис. 2.4. Способы замыканий соединений деталей: а – силой; б – формой; в – креплением.
Замыкание формой (рис. 2.1, а, в; 2.2; 2.3, б, г) для подвижных соединений называют также кинематическим замыканием, замыкающая поверхность либо принадлежит одной из соединяемых деталей, либо создается дополнительной деталью. Положение замыкающей поверхности определяется расчетом и регламентируется допуском или регулируется при сборке. Достоинство этого способа – в его надежности при любых условиях эксплуатации. Существенным недостатком для подвижных соединений является неизбежность зазора.
Замыкание креплением (рис. 2.1, б, в) применяется только для неподвижных соединений.
Замыкание формой – наиболее широко применяемый и универсальный способ.
Показатели качества
Различают три группы показателей качества конструкций соединений: эксплутационные (точность, надежность, износостойкость и др.), конструктивные (габаритные размеры, компактность и др.) и технологические. Конкретное их сочетание и уровень значимости каждого зависят от постановки задачи, требований и ограничений, диктуемых техническим заданием.
Функциональная точность соединения – это погрешность расположения рабочего элемента соединения (РЭС) относительно базового элемента соединения (БЭС) см. рис. 2.1, а. Роль РЭС в неподвижных соединениях играет всегда рабочий элемент присоединяемой детали, а подвижных – подвижный элемент кинематической пары.
Погрешность расположения РЭС в общем случае выражается следующей суммой:
 ,
,
где  - погрешности конструктивных параметров (размеров, например) соединяемых деталей, координирующих положение РЭС относительно БЭС;
- погрешности конструктивных параметров (размеров, например) соединяемых деталей, координирующих положение РЭС относительно БЭС;  - погрешности контактирующих поверхностей, зависящие от микро и макроформы;
- погрешности контактирующих поверхностей, зависящие от микро и макроформы;  - погрешности деформаций от силового замыкания.
- погрешности деформаций от силового замыкания.
На практике оценка точности соединения производится по погрешностям конструктивных параметров.
17. Принцип силового замыкания
Силовое замыкание соединений следует осуществлять так, чтобы линия действия замыкающей силы проходила через зону (площадку) контакта сопрягаемых поверхностей. Тогда сила и возникающая реакция не образуют изгибающего момента, действующего на присоединяемую и базовые детали.
Примерами выполнения этого принципа могут служить рассмотренное крепление зеркала (см. рис. 2.20, б), а также известный способ крепления тонкой линзы, опирающейся на три выступа оправы с помощью резьбового и упругого кольца, имеющего три выступа, которые расположены против выступов оправы (рис. 2.22), посредством направляющей шпонки (винта) 1.
Когда соединение передает усилие (кронштейны, зубчатые и фрикционные пары, муфты и т.п.) или требуется распределение сил (разгрузка зеркал, опор вращения и т.п.), следует руководствоваться принципами передачи сил (прямого и короткого пути, согласованных деформаций, компенсации силы, определенного распределения сил), изложенными в работе [3].
Например, на рис. 2.23 а, б, в показаны схемы минимизации деформации детали 1 под действием силы F (например, массы) при установке ее на несколько точек опоры [3]. На рис. 2.24 изображена конструкция разгрузки зеркала телескопа, позволяющая минимизировать деформации зеркала, благодаря равномерному распределению его массы на 18 опор.

Рис.2.22. Пример крепления тонкой линзы по трем выступам упругого кольца
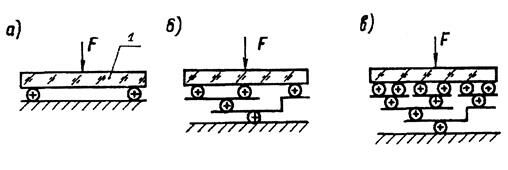
Рис.2.23. Схема силового замыкания
12. Классификация свойств в контактных парах
Материальные связи, с помощью которых ограничиваются лишние степени свободы деталей в соединениях, представляют собой контактные пары, т.е. пары сопрягаемых поверхностей этих деталей. Возможные виды элементарных контактных пар приведены в табл.2 рис 5.(см. также [21]).
Из таблицы следует, что эти пары подразделяются на шесть групп в зависимости от сочетаний форм сопрягаемых поверхностей и на пять классов по числу отнимаемых парой степеней свободы: 1-й класс (Р1) означает, что пара ограничивает одну степень свободы; 2-й класс (Р2) – две степени свободы и т.д.
Все виды пар класса Р1 имеют контакт по точке, а пары класса Р2 – по линиям; в дальнейшем будем называть их высшими контактными парами. Эти пары используются для образования высших кинематических пар, но иногда их применяют и в неподвижных базирующих соединениях так называемого кинематического и полукинематического типов (14, 28). Низших элементарных пар с Р3 контактом по поверхности существует мало, это пары 13, 18, 22, 28, а, хотя в реальных конструкциях приборов они играют доминирующую роль. Кроме элементарных пар, образованных лишь двумя поверхностями, в таблицу включены условно элементарные, но весьма распространенные пары: высшие № 9 и 23 и низшие № 28,б и 30.
Пары класса Р1 могут ограничивать только одно смещение по направлению общей нормали к точке контакта; для ограничения одного поворота необходима пара класса Р2 с контактом по прямой линии (№ 10 и 11). Конкретные степени свободы, ограничиваемые каждой парой, указаны внизу каждой клетки таблицы.
Важным свойством элементарных контактных пар является их взаимная эквивалентность, которая выражается в том, что пары высших классов могут быть заменены парами низших классов. Например, любая пара класса с Р2 контактом по линии, может быть заменена двумя точечными парами класса Р1; пара класса Р3 (например, №18) – либо сочетанием пары класса Р2 с контактом по прямой линии и пары класса Р1 , либо тремя точечными парами класса Р1 и т.д. Это свойство эквивалентности широко используется при разработке схем базирования деталей и сложных систем.
Из таблицы также следует также, что одиночными элементарными парами нельзя ограничить большое число степеней свободы, поэтому реальное конструирование соединений основано на комбинировании элементарных пар в различных сочетаниях. Эти сочетания не стандартизированы, и поэтому на практике встречается весьма большое разнообразие.
Таблица 2.
Классификация элементарных контактных пар
| Сочетания форм поверхностей пары | Классы пар | ||||
| P1 | P2 | P3 | P4 | P5 | |
| Сфера и сфера | 1
| 7 | 13
| 19 | 25 |
| Сфера и цилиндр | 2
| 8
| 14
| 20 | 26 |
| Сфера и плоскость | 3
| 9
| 15 | 21 | 27 |
| Цилиндр и цилиндр | 4
| 10
| 16 | 22
| 28
|
| Цилиндр и плоскость | 5 | 11
| 17 | 23
| 29 |
| Плоскость и плоскость | 6 | 12 | 18
| 24 | 30
|















Рис. 5 Классификация элементарных контактных пар
13. Основы базирования соединения при сборке
Выше указывалось, что основную массу соединений составляют соединения базирующие: неподвижные в несущих системах и подвижные в базирующих кинематических парах. Рассмотрим методы и принципы базирования деталей, выполняемого при конструировании соединений.
Базированием называют придание материальным телам определенного и строго фиксированного положения в пространстве (ГОСТ 21495-76). Применительно к конструированию соединений деталей под базированием будем понимать придание определенного заданного чертежом положения присоединяемой детали относительно детали базовой.
Модель процесса конструирования базирующих соединений следующая:
формулируется задача, которую нужно решить (например, требуется осуществить вращательное или поступательное движение или разработать неподвижную несущую систему и т.п.);
определяется тип базируемой детали (призма, цилиндр и т.д.);
выявляются виды и число лишних степеней свободы базируемой детали;
устанавливаются ограничения (по исходным данным, условиям компоновки конструкции в целом и т.д.);
выбираются схема базирования и виды контактных пар.

Рис. 2.6. Исходные схемы базирования призматических тел со связями: а – Р3, Р2 и Р1, б – Р3 и Р1, в - Р1.
Схема базирования показывает сочетание контактных пар и их взаимное расположение, необходимые для ограничения лишних степеней свободы у детали данного типа. Составление конкретных схем базирования основано на выборе оптимального сочетания элементарных контактных пар в соответствии с числом ограничиваемых степеней свободы [21]. Условиями оптимизации являются показатели качества, указанные в п. 2.2. Существуют исходные (обобщенные) схемы базирования для типовых форм базируемых тел; рассмотрим эти схемы.
На рис. 2.6 изображены обобщенные схемы базирования призматического тела, составленные с учетом свойства эквивалентности контактных пар [21]. Из рисунка видно, что для призматического тела возможно принудительное ограничение всех шести степеней свободы несколькими способами. Так, нетрудно придать ему поступательное движение, убрав, например, контактную пару, препятствующую смещению по оси Oy, но невозможно осуществить неограниченное вращательное движение. Выбор конкретного варианта схемы зависит от силового и динамического режимов работы соединения; наиболее употребительны схемы на рис. 2.6, а, б, наивысшую геометрическую определенность обеспечивает схема на рис. 2.6, в.

Рис. 2.7. Исходные схемы базирования цилиндрических тел со связями: а – Р4 и Р1; б – Р4 и Р1; в – Р4 и Р1.
На рис. 2.7 приведены три исходные схемы базирования тела цилиндрической формы с тремя видами контакта (по поверхности, линиям и точкам), эквивалентные по числу отнимаемых степеней свободы (из них наиболее употребительны первые две). Из рисунка видно, что у цилиндра можно принудительно ограничить лишь пять степеней свободы. С помощью элементарных контактных пар нельзя устранить поворот цилиндра вокруг его оси. Для этого используют шпонку или силовую связь. Этим объясняется преимущественное применение цилиндрических тел для осуществления вращательного движения.

Рис. 2.8. Исходные схемы базирования тел шаровой формы: а – с одной связью Р3; б – по конической поверхности (связь Р3 ); в – по кромке цилиндрического отверстия (связь Р3 ); г – по призматической канавке (связь Р2 ).
На рис. 2.8 приведены схемы базирования тела шаровой формы также с тремя эквивалентными видами контакта: по поверхности, кольцевой линии и трем точкам. У шара можно отнять с помощью элементарных контактных пар только три степени свободы (смещения); для ограничения трех других степеней свободы (поворотов) необходимы дополнительные конструктивные средства. Отмеченное свойство тел шаровой формы обусловило широкое их применение в устройствах юстировки и настройки, когда требуется самоустановка (или регулировка) по трем угловым координатам.
Разработка конкретных схем базирования с учетом заданных форм деталей и чисел отнимаемых степеней свободы производится на основе обобщенных схем. При выборе определенного сочетания конкретных пар всегда широко используется свойство их эквивалентности (п. 2.5).
14. Геометрическая неопределенность контактных пар
При конструктивной реализации конкретных схем базирования встречаются ограничения, которые принуждают учитывать отклонения от исходных схем базирования и допускать ряд условностей в определении классов конкретных пар. Рассмотрим ограничения, связанные с геометрической неопределенностью типовых контактных пар.
Реальные контуры и размеры площадок контакта в сопряжениях контактных пар отличаются от номинальных контуров и размеров вследствие погрешностей формы сопрягаемых поверхностей деталей. Контакт по точке в действительности из-за погрешностей микроформы (шероховатости) сопрягаемых поверхностей представляют собой малого размера ln пятно неопределенной конфигурации, а контакт по линии имеет некоторую ширину и, вследствие погрешностей макроформы и волнистости, имеет разрывы по длине и обращается в ряд вытянутых пятен неопределенной длины; контакт поверхностей распадается на пятна, форма, размеры и положение которых неопределенны (рис. 2.9). Представление о контакте в реальных сопряжениях можно получить при контроле качества контакта с помощью красящих паст.

Рис. 2.9. Геометрическая неопределенность контакта реальных поверхностей при контакте; а – по точке; б – по линии; в – по плоскости.
Таким образом, все виды контакта имеют геометрическую неопределенность в сопряжении контактной пары, наибольшую для контакта поверхностей и наименьшую для контакта по точкам. Эта неопределенность снижает несущую способность сопряжения, а также точность соединения. Если, например, длина ползуна в направляющих (рис. 2.10) определена из условия ограничения поворотов его при движении вокруг оси Oy по формуле  , где
, где  - погрешность, вызывающая поворот ползуна;
- погрешность, вызывающая поворот ползуна;  - его длина, то вследствие неопределенности положения пятен контакта действительная ошибка положения ползуна
- его длина, то вследствие неопределенности положения пятен контакта действительная ошибка положения ползуна  будет в
будет в  раз превышать расчетную.
раз превышать расчетную.
Очевидно, для несущей способности всегда будет более опасной неопределенность размеров пятен, а для точности – неопределенность их положения. Таким образом, наиболее благоприятным для точности соединений является контакт по точкам и наименее благоприятным – контакт по поверхностям. С этим связано представление о методах конструирования: кинематическом – с контактом по точкам, полукинематическом – с контактом по линиям, машиностроительном – с контактом по поверхностям [14, 28]. Предпочтительны для точного приборостроения первых два метода, однако использование их на практике ограничивается лишь малонагруженными соединениями лабораторных приборов при отсутствии динамического режима; более широко в точном приборостроении применяются контактные пары с контактом по поверхностям.

Рис. 2.10. Геометрическая неопределенность контакта в цилиндрических направляющих.
Размеры естественно образуемых пятен зависят от качества сопрягаемых поверхностей. Таким образом, ослабление вредного влияния геометрической неопределенности контактных пар связано с ужесточением требований (и с повышением стоимости соответственно) к качеству поверхностей по всем показателям.
Для повышения геометрической неопределенности положения пятен контакта применяется “управление” их положением с помощью системы выборок (рис. 2.11) на сопрягаемых поверхностях деталей. Размеры выступов ln делают равными размерам пятен контакта, чтобы в пределах выступа не было разрыва контактирующих поверхностей; эти размеры в то же время должны соответствовать силовому режиму прибора и обеспечивать требуемую несущую способность сопряжения [6, 30]. Вопрос о том, где именно следует делать выборки – на базовой или базируемой детали, - решается на основе общих соображений технологичности изготовления деталей.
Рис. 2.11. Повышение геометрической определенности контакта с помощью конструктивных выборок: а – во вращательной цилиндрической паре; б – в цилиндрических направляющих.
15. Принцип совмещения рабочего элемента (РЭ) в соединении детали
При конструировании соединений предпочтительной является конструкция, позволяющая осуществлять контакт сопрягаемых деталей по их рабочим элементам. В этом случае происходит объединение рабочего и базового элементов присоединяемой детали, уменьшается размерная цепь и повышается точность расположения РЭС относительно БЭС.
 Например, в случае расположения штрихов лимба на поверхности Г (см. рис. 2.17, а) принцип выполняться не будет, так как рабочий элемент (поверхность D) базовой детали (валика) не совмещен с рабочим элементом присоединяемой детали. В случае же расположения штрихов лимба на поверхности В, по которой происходит сопряжение лимба с поверхностью (D) валика, принцип соблюдается, и можно утверждать, что точность расположения РЭС относительно БЭС (цапф валика) будет выше, чем в первом случае.
Например, в случае расположения штрихов лимба на поверхности Г (см. рис. 2.17, а) принцип выполняться не будет, так как рабочий элемент (поверхность D) базовой детали (валика) не совмещен с рабочим элементом присоединяемой детали. В случае же расположения штрихов лимба на поверхности В, по которой происходит сопряжение лимба с поверхностью (D) валика, принцип соблюдается, и можно утверждать, что точность расположения РЭС относительно БЭС (цапф валика) будет выше, чем в первом случае.
Рис. 2.18. Пример установки зеркала: а) с нарушением принципа соединения РЭ;
б) без нарушения;
Деталь 1 будет технологичней, так как не нужно выдерживать строгий допуск на ее клиновидность по сравнению с первым вариантом.
 На рис. 2.18 изображена конструкция соединения зеркала 1 с кронштейном 2. Конструкция, изображенная на рис. 2.18, б, позволяет точнее ориентировать отражающую поверхность зеркала (РЭС) относительно основания кронштейна (БЭС) и не требует жесткого допуска на клиновидность зеркала по сравнению с конструкцией, изображенной на рис. 2.18, а. Кроме того, в конструкции на рис. 2.18, б уменьшен продольный вылет L, а на рис. 2.19 L=0.( подробнее о вылете см. ниже)
На рис. 2.18 изображена конструкция соединения зеркала 1 с кронштейном 2. Конструкция, изображенная на рис. 2.18, б, позволяет точнее ориентировать отражающую поверхность зеркала (РЭС) относительно основания кронштейна (БЭС) и не требует жесткого допуска на клиновидность зеркала по сравнению с конструкцией, изображенной на рис. 2.18, а. Кроме того, в конструкции на рис. 2.18, б уменьшен продольный вылет L, а на рис. 2.19 L=0.( подробнее о вылете см. ниже)
На рис.2.19 показано совмещение РЭ и БЭ, применена выборка для геометрической определенности, и уменьшено до нуля расстояние L от РЭС до центра поворота С.
Рис. 2.19. Пример применения трех принципов конструирования в одном соединении
16. Принцип геометрической определенности контактных пар
 Этот принцип заключается в определенности положения и формы контакта сопрягаемых поверхностей деталей. Реальные поверхности деталей имеют макро и микро погрешности формы поверхностей. В результате детали контактируют друг с другом не по линиям и поверхностям, а по пятнам (площадкам) неопределенной формы, размеры и положение которых в сопряжении также неопределенны.
Этот принцип заключается в определенности положения и формы контакта сопрягаемых поверхностей деталей. Реальные поверхности деталей имеют макро и микро погрешности формы поверхностей. В результате детали контактируют друг с другом не по линиям и поверхностям, а по пятнам (площадкам) неопределенной формы, размеры и положение которых в сопряжении также неопределенны.
Рис. 2.20. Выполнение геометрической определенности при базировании зеркал
Эта неопределенность снижает точность расположения присоединяемой детали и несущую способность базовой детали. Наибольшее влияние на точность оказывает неопределенность расположения пятен контакта.
На рис.2.20, а изображено соединение зеркала 1 с оправой 2 с помощью трех угольников. Из-за погрешностей формы сопрягаемых поверхностей зеркала и оправы их контакт будет происходить не по плоскости, а по трем площадкам, расположение и форма которых могут быть произвольными в пределах сопрягаемых поверхностей. В результате возникает объемная деформация зеркала под действием сил F со стороны угольников и реакции R со стороны оправы, приводящая к порче качества изображения.
Соединение, изображенное на рис.2.20, б, обладает определенностью расположения площадок контакта, благодаря специальным выборкам (либо прокладкам) на оправе. Здесь возникает только контактная деформация зеркала в пределах контактирующих зон, не приводящая к ухудшению качества изображения.

Рис. 2.21. Создание определенности базирования выборкой.
Неопределенность расположения и формы контакта цилиндрической оси вращения с подшипником (рис. 2.21, а) не позволяет определить базу В между элементами поверхности, ограничивающими ее наклоны вокруг координатных осей X, Y; требует тщательной обработки всей поверхности и отсутствия бочкообразности. Выборка на поверхности оси (рис. 2.21, б) приводит к соблюдению рассматриваемого принципа и позволяет избежать упомянутые недостатки конструкции соединения. Тоже и на рис.2.21, в для конической поверхности.
18. Принцип определения смещения в соединении
Согласно этому принципу поверхности, ограничивающие смещение присоединяемой детали относительно базовой, следует располагать перпендикулярно к направлению ограничиваемого смещения. В этом случае более точно обеспечивается расположение рабочих элементов соединения относительно базовых, более благоприятным будет силовой режим в соединении (связанный с деформациями деталей, их износом), технологичней будут детали.
На рис. 2.24 а, б изображены два варианта ограничения смещения
штока 1 вдоль оси Y деталью 2. В первом варианте поверхность детали 2, ограничивающая смещение штока, расположена перпендикулярно к оси Y, а во втором – под углом -α к оси Y.
В результате для первого варианта погрешность расположения штока вдоль оси Y из-за погрешности (например, шероховатости) детали 2 будет равна самой погрешности:  ; а во втором варианте она будет больше:
; а во втором варианте она будет больше:  . Реакция R со стороны детали 2 на замыкающую силу Θ в первом варианте равна (без учета сил трения) самой силе:
. Реакция R со стороны детали 2 на замыкающую силу Θ в первом варианте равна (без учета сил трения) самой силе:  ; а во втором варианте она больше и равна
; а во втором варианте она больше и равна  (т.е. больше будет износ деталей). Кроме этого, появляется составляющая сила
(т.е. больше будет износ деталей). Кроме этого, появляется составляющая сила  , которая может привести к изгибу и повороту (относительно оси Х) штока в зазоре направляющих.
, которая может привести к изгибу и повороту (относительно оси Х) штока в зазоре направляющих.

Рис. 2.24. Схемы к расчету влияния расположения базирующей поверхности
При изготовлении, в первом варианте, необходимо обеспечить
параметр l, в то время как во втором случае обеспечиваются параметры  и
и  .
.
Таким образом, на этом элементарном примере можно убедиться в том, что выполнение принципа ограничения смещения деталей в соединениях позволяет повысить точность, надежность и технологичность конструкции.

Рис. 2.25. Погрешность при разных типах направляющих
Следовательно, цилиндрические направляющие вращательного движения предпочтительней конических (см. рис. 2.21); направляющие поступательного движения Т-образного типа лучше направляющих типа “ласточкин хвост”
(рис. 2.25, а, б). Точность кулачкового механизма 1 с меньшим углом
давления ( ) будет выше, чем у механизма 2 с большим углом давления (
) будет выше, чем у механизма 2 с большим углом давления ( ) (рис.2.26); погрешность передачи движения винтовым механизмом с остроугольной резьбой больше, чем при трапециевидной резьбе и ленточной (рис. 2.27, а, б, в), либо, когда винт выполнен с трапециевидной резьбой, а гайка с прямоугольной (ленточной) (рис. 2.27, г).
) (рис.2.26); погрешность передачи движения винтовым механизмом с остроугольной резьбой больше, чем при трапециевидной резьбе и ленточной (рис. 2.27, а, б, в), либо, когда винт выполнен с трапециевидной резьбой, а гайка с прямоугольной (ленточной) (рис. 2.27, г).

Рис. 2.26. Влияние угла кулачкового механизма на точность

Рис. 2.27. Влияние типа резьбы на точность соединения
На рис. 2.29, а изображена часть конструкции объектива, воздушный промежуток d между линзами которого выдерживается с помощью промежуточного кольца размером l. Из-за нарушения принципа ограничения смещений на погрешность воздушного промежутка ( ) будет влиять не только погрешность размера l кольца (
) будет влиять не только погрешность размера l кольца ( ), но и погрешность диаметров кольца ØD1 и ØD2.
), но и погрешность диаметров кольца ØD1 и ØD2.

Рис. 2.28. Нарушение принципа ограничения смещения
Например,  ,
,
где  - радиусы сферических поверхностей линз.
- радиусы сферических поверхностей линз.
Кроме этого, данное соединение может быть критично к изменениям температуры при различных коэффициентах линейного расширения материалов линз и кольца, приводящих к разности изменений соответствующих диаметров кольца и линз, обуславливающих появление деформаций и децентрировок оптических компонентов.
Устранение указанных недостатков достигается в некоторых конструкциях путем выполнения линз с так называемым П-образным буртиком (рис. 2.28, б), что позволяет выполнить принцип ограничения смещений.
 Нарушение рассматриваемого принципа приводит, например, к тому, что при фиксации положения подвижной каретки 1, несущей проекционную систему универсального измерительного микроскопа УИМ-23, винтом 2 происходит значительное ее смещение вдоль оси Х (рис. 2.29). Более правильно для направляющих типа “ласточкин хвост” осуществлять фиксацию в направлении оси Y, для которого принцип ограничения смещений выполняется.
Нарушение рассматриваемого принципа приводит, например, к тому, что при фиксации положения подвижной каретки 1, несущей проекционную систему универсального измерительного микроскопа УИМ-23, винтом 2 происходит значительное ее смещение вдоль оси Х (рис. 2.29). Более правильно для направляющих типа “ласточкин хвост” осуществлять фиксацию в направлении оси Y, для которого принцип ограничения смещений выполняется.
Рис. 2.29. Неверная фиксация направляющих типа «ласточкин хвост»
20. Принцип ограничения продольных и поперечных вылетов РЭ
“Вылетом” рабочего элемента называют расстояние между ним и центром его возможного поворота в соединении. Суть принципа заключается в ограничении продольного или поперечного (иногда того и другого) вылетов, что позволяет уменьшить нежелательные (опасные) линейные смещения РЭС вдоль координатных осей при возникновении поворота рабочей детали относительно базовых элементов соединения из-за погрешностей формы сопрягаемых поверхностей, деформаций, зазоров и т.п.
На рис. 2.32, а изображена конструкция соединения оправы объектива с тубусом, где узловая точка О объектива, представляющая РЭС, имеет продольный вылет L относительно центра поворота Са оправы из-за погрешностей сопрягаемых поверхностей А. В результате возникает смещение (децентрировка) узловой точки вдоль осей Х, Y, пропорциональные вылету L при наклонах оправы на угол  :
:  ,
,  .
.
 Сопряжение оправы с тубусом по поверхности Б (рис. 2.32, б) позволяет избавиться от L, так как здесь узловая точка объектива и центр возможного поворота (Сб) лежат в одной плоскости (совпадают), что не вызывает децентрировки объектива при наклонах оправы.
Сопряжение оправы с тубусом по поверхности Б (рис. 2.32, б) позволяет избавиться от L, так как здесь узловая точка объектива и центр возможного поворота (Сб) лежат в одной плоскости (совпадают), что не вызывает децентрировки объектива при наклонах оправы.
Базирование оправы линзы (рис. 2.32, в) в кронштейне, устанавливаемом на рейтере, приводит к тому, что узловая точка линзы РЭС имеет поперечный Н и может иметь продольный L вылеты относительно возможного центра поворота оправы С.
Рис. 2.32. Влияние продольного и поперечного вылетов
В результате при повороте оправы на угол РЭС имеет смещение (расфокусировку) вдоль оси Z ( ) и децентрировку вдоль оси Х (
) и децентрировку вдоль оси Х ( ). Пунктиром на этом рисунке изображена конструкция кронштейна, позволяющая ограничить вылет L.
). Пунктиром на этом рисунке изображена конструкция кронштейна, позволяющая ограничить вылет L.
На рис. 2.33, а, б показаны конструкции соединения прямозубого колеса с валом. Вылет Н для прямозубого колеса неопасен, так как приводит к смещению РЭС вдоль образующих зубьев при наклоне на угол (для косозубого и конического колес этот вылет будет опасным), а продольный вылет L при возникновении создает радиальное биение зубчатого венца, поэтому должен быть ограничен (т.е. вариант конструкции на рис. 2.33, а предпочтительней варианта на рис. 2.33, б).

Рис. 2.33. Влияние продольного и поперечного вылетов зубчатого колеса
Отверстие 1 под препарат (или сетку, фотоприемник) в ползуне
(рис. 2.34), перемещающимся вдоль оси Y, выполнено с учетом рассматриваемого принципа, отверстие 2 с нарушением его. Поэтому при возникновении поворотов ползуна вокруг осей X, Y, Z на некоторый угол  РЭС, имеющий продольный L и два поперечных вылета Hx, Hz, будут иметь линейные смещения вдоль соответствующих осей, пропорциональные вылетам:
РЭС, имеющий продольный L и два поперечных вылета Hx, Hz, будут иметь линейные смещения вдоль соответствующих осей, пропорциональные вылетам:
 ;
;  ;
;
 ;
;  ;
;
 ;
;  ;
;

Рис. 2.34. Влияние продольных и поперечных вылетов на точность расположения ползуна
21. Учет тепловых свойств соединяемых деталей
Этот принцип заключается в обеспечении отсутствия возможных деформаций и смещений сопрягаемых деталей в соединении при отклонении температуры от номинального значения.
 Чаще всего указанные дефекты возникают из-за разности коэффициентов линейного расширения материалов базовой и присоединяемой деталей. Для выполнения принципа следует обеспечить возможность относительного изменения размеров деталей (при отклонении температуры) без нарушения их взаимного базирования, благодаря соответствующим зазорам в посадке, упругому силовому замыканию, целенаправленному подбору материалов и размеров деталей, применяя термокомпенсаторы.
Чаще всего указанные дефекты возникают из-за разности коэффициентов линейного расширения материалов базовой и присоединяемой деталей. Для выполнения принципа следует обеспечить возможность относительного изменения размеров деталей (при отклонении температуры) без нарушения их взаимного базирования, благодаря соответствующим зазорам в посадке, упругому силовому замыканию, целенаправленному подбору материалов и размеров деталей, применяя термокомпенсаторы.
Рис. 2.35. Пример учета теплового расширения деталей
Рассмотрим типовое соединение линзы с оправой с помощью резьбового кольца (рис. 2.35, а). Когда коэффициенты линейного расширения материалов оправы  и линзы
и линзы  различны, отклонение температуры от номинального значения приводит к изменению диаметров ØD линзы и оправы, ØD0, Dк. размера t. Это может вызвать либо деформацию линзы (и оправы), либо смещение линзы в зазоре. Например, когда посадка линзы в оправу по ØD обеспечивает необходимый температурный зазор, деформация или зазор возникают из-за несоответствия изменений ØD0 и t линзы и оправы. Пружинное кольцо, помещенное между линзой и резьбовым кольцом (рис. 2.35, б) позволяет избежать указанных недостатков (при достаточном температурном зазоре в посадке), так как компенсирует осевое изменение размеров линзы и оправы, а также изменение ØD0, Dк.
различны, отклонение температуры от номинального значения приводит к изменению диаметров ØD линзы и оправы, ØD0, Dк. размера t. Это может вызвать либо деформацию линзы (и оправы), либо смещение линзы в зазоре. Например, когда посадка линзы в оправу по ØD обеспечивает необходимый температурный зазор, деформация или зазор возникают из-за несоответствия изменений ØD0 и t линзы и оправы. Пружинное кольцо, помещенное между линзой и резьбовым кольцом (рис. 2.35, б) позволяет избежать указанных недостатков (при достаточном температурном зазоре в посадке), так как компенсирует осевое изменение размеров линзы и оправы, а также изменение ØD0, Dк.
Расчет термокомпенсатора (рис. 2.36, а) производится на основании зависимости
 ,
,
где Lk – размер компенсатора; D0 – диаметр оправы; Dл – диаметр линзы;  ,
,  ,
,  - коэффициенты линейного расширения материалов компенсатора, оправы и линзы, соответственно; - изменение температуры. Так как
- коэффициенты линейного расширения материалов компенсатора, оправы и линзы, соответственно; - изменение температуры. Так как  , то
, то
 . (*)
. (*)
Чтобы не возникали температурные деформации дифракционной решетки 1, зафиксированной в оправе 2 юстировочными винтами 3
(рис. 2.36, б), необходимо чтобы ширина “в”, размер паза а оправы и коэффициенты линейного расширения оправы , решетки  и винтов
и винтов  , причем
, причем  или
или  , подчинялись соотношениям, аналогичным выражению (*):
, подчинялись соотношениям, аналогичным выражению (*):
 .
.
Рис. 2.36. К расчету термокомпенсатора
19. Принцип ограничения поворотов
Согласно этому принципу связи, накладываемые базовой деталью на присоединяемую, должны располагаться на возможно большем базисе. Тогда погрешность углового положения присоединяемой детали при прочих равных условиях будет наименьшей.
На рис. 2.30, а, б изображена схема конструкции соединения вала 1 с подшипниками 2 для поворота зеркала вокруг оси Y. Вариант, показанный на рис. 2.30, а уступает варианту, изображенному на рис. 2.30, б, так как база В1 между подшипниками, ограничивающая возможные повороты вала относительно осей Z, X (например, из-за биений  внутренних колец подшипников
внутренних колец подшипников  ) меньше базы В2 при одном и том же габарите L конструкции.
) меньше базы В2 при одном и том же габарите L конструкции.
Рассмотрим вариант крепления мениска в оправе резьбовым кольцом, опирающимся на сферическую поверхность мениска (рис. 2.31, а), и вариант, где контакт резьбового кольца происходит с плоской фаской мениска
(рис. 2.31, б). Очевидно, что при малых расстояниях b между центрами кривизны сферических поверхностей линзы С1, С2 ее поворот относительно осей Х, Y в первом варианте будет определяться главным образом величиной зазора в посадке, в пределах которого возможен разворот  .
.
Вместе с этой лекцией читают "Топографическая подготовка туриста".

Рис. 2.31. Влияние на точность крепления мениска резьбовым кольцом
Во втором случае повороты мениска относительно осей Х, Y из-за возможных дефектов (биений, перекосов) опорных торцов деталей  будут меньше, благодаря большей базе В, ограничивающей указанные повороты, и тому, что обычно
будут меньше, благодаря большей базе В, ограничивающей указанные повороты, и тому, что обычно 
 .
.
[1]* Особенно велики внутренние напряжения, при изготовлении отливок и поковок
[2] Конические поверхности оправки и шпинделя станка совпадают.


















