
Физические основы резания
Физические основы резания
Процесс стружкообразования и типы стружки
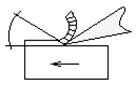

 Процесс стружкообразования заключается в поэлементном отделении металла. Под действием сил, приложенных к режущему клину, идет пластическое деформирование материала в зоне, ограниченной передней поверхностью резца и плоскостью сдвига, проходящей под углом b, к направлению движения подачи S. При перемещении резца в какой-то момент, когда внутренние напряжения в этой зоне превысят силы связи между частицами материала заготовки происходит сдвиг части материала по плоскости сдвига, то есть образуется первый элемент стружки. Последовательное перемещение резца приводит к образованию второго, третьего и так далее элементов.
Процесс стружкообразования заключается в поэлементном отделении металла. Под действием сил, приложенных к режущему клину, идет пластическое деформирование материала в зоне, ограниченной передней поверхностью резца и плоскостью сдвига, проходящей под углом b, к направлению движения подачи S. При перемещении резца в какой-то момент, когда внутренние напряжения в этой зоне превысят силы связи между частицами материала заготовки происходит сдвиг части материала по плоскости сдвига, то есть образуется первый элемент стружки. Последовательное перемещение резца приводит к образованию второго, третьего и так далее элементов.
Различают три типа стружки:
Сливная стружка
 Эта стружка получается при обработке вязких материалов при малой глубине резания, больших передних углах инструмента и больших скоростях резания.
Эта стружка получается при обработке вязких материалов при малой глубине резания, больших передних углах инструмента и больших скоростях резания.
Стружка скалывания
 Получается при обработке материалов средней твердости и твердых материалов при больших толщинах срезаемого слоя, малых передних углах и малых скоростях резания. На стружке скалывания четко просматриваются отдельные элементы стружки.
Получается при обработке материалов средней твердости и твердых материалов при больших толщинах срезаемого слоя, малых передних углах и малых скоростях резания. На стружке скалывания четко просматриваются отдельные элементы стружки.
Стружка надлома
 Она образуется при обработке хрупких материалов, состоит из отдельных, не связанных между собой элементов (чугун, латунь).
Она образуется при обработке хрупких материалов, состоит из отдельных, не связанных между собой элементов (чугун, латунь).
 В условиях производства важную роль играет тип стружки, так как он определяет безопасность работы, простоту удаления её из зоны обработки. При обработке пластичных (вязких) материалов надо принять меры для завивания и надлома стружки. Это обеспечивает внесение некоторых дополнительных изменений в конструкцию резца. Оптимальной стружкой в массовом и серийном производстве считают цилиндрическую или коническую спираль в виде отрезков длиной 30-80 мм при диаметре до 15 мм.
В условиях производства важную роль играет тип стружки, так как он определяет безопасность работы, простоту удаления её из зоны обработки. При обработке пластичных (вязких) материалов надо принять меры для завивания и надлома стружки. Это обеспечивает внесение некоторых дополнительных изменений в конструкцию резца. Оптимальной стружкой в массовом и серийном производстве считают цилиндрическую или коническую спираль в виде отрезков длиной 30-80 мм при диаметре до 15 мм.
Усадка стружки
Рекомендуемые материалы
Степень пластического деформирования удаляемого при резании материала полностью характеризуется усадкой стружки, то есть несоответствием длины стружки и пути резца. Стружка оказывается более короткой, но, сохраняя объем, делается большей по поперечному сечению за счет увеличения толщины. О величине усадки стружки судят по величине коэффициента усадки k.
 l0 – длина участка обработки,
l0 – длина участка обработки,
l – длина стружки.
Значение коэффициента усадки в пределах от 2 до 7. Чем больше коэффициент, тем более сложно протекает обработка, тем большая требуется работа по обеспечению среза стружки, то есть усадка является универсальным показателем процесса резания.
Чем больше угол резания d, тем больше усадка, так как идет большая деформация срезаемого слоя, требуются большие усилия по внедрению режущего клина. Уменьшает усадку применение смазочно-охлаждающих жидкостей (СОЖ), которые снижают величину силы трения.
Наростообразование

 В результате трения стружки о микронеровности передней поверхности при большой глубине резания, отдельные частицы стружки отделяются от неё и привариваются к передней поверхности резца в виде клиновидного нароста. Наличие нароста приводит к уменьшению угла резания. Размеры нароста постоянно меняются. Достигнув определенной величины, нарост отделяется от передней поверхности резца и начинает образовываться новый. Отделяясь, нарост в массе своей уходит вместе со стружкой, но часть нароста идет на обработанную поверхность. При черновой обработке нарост оказывает положительное влияние, так как уменьшая угол резания, он защищает переднюю поверхность резца от износа. При чистовой обработке нарост играет отрицательную роль, так как ухудшает качество обработанной поверхности. Наростообразование характерно для обработки пластичных материалов в интервале скорости резания от 20 до 60 м/мин.
В результате трения стружки о микронеровности передней поверхности при большой глубине резания, отдельные частицы стружки отделяются от неё и привариваются к передней поверхности резца в виде клиновидного нароста. Наличие нароста приводит к уменьшению угла резания. Размеры нароста постоянно меняются. Достигнув определенной величины, нарост отделяется от передней поверхности резца и начинает образовываться новый. Отделяясь, нарост в массе своей уходит вместе со стружкой, но часть нароста идет на обработанную поверхность. При черновой обработке нарост оказывает положительное влияние, так как уменьшая угол резания, он защищает переднюю поверхность резца от износа. При чистовой обработке нарост играет отрицательную роль, так как ухудшает качество обработанной поверхности. Наростообразование характерно для обработки пластичных материалов в интервале скорости резания от 20 до 60 м/мин.
Наклёп
 Отделение стружки от заготовки есть результат её пластического деформирования. При этом меняются её физико-механические свойства. Это изменение относится к стружке и поверхностному слою обработанной поверхности, поэтому увеличивается прочность, твердость, износостойкость по сравнению с аналогичными свойствами материала до начала резания. Чем сложнее идет процесс резания, то есть больше углы резания, чем пластичнее материал, тем большее уплотнение (наклеп) получает поверхностный слой, тем на наибольшую глубину проникают эти изменения. Степень наклепа характеризуется коэффициентом
Отделение стружки от заготовки есть результат её пластического деформирования. При этом меняются её физико-механические свойства. Это изменение относится к стружке и поверхностному слою обработанной поверхности, поэтому увеличивается прочность, твердость, износостойкость по сравнению с аналогичными свойствами материала до начала резания. Чем сложнее идет процесс резания, то есть больше углы резания, чем пластичнее материал, тем большее уплотнение (наклеп) получает поверхностный слой, тем на наибольшую глубину проникают эти изменения. Степень наклепа характеризуется коэффициентом

 HVоп – микротвердость обработанной поверхности
HVоп – микротвердость обработанной поверхности

 HVисх – исходная твердость материала
HVисх – исходная твердость материала
 i может быть от 3 до 7 (!).
i может быть от 3 до 7 (!).
Тепловые явления при резании
Теплота, возникающая при резании, влияет на износ инструмента, на качество обработанной поверхности, изменение физико-механических свойств материала, на усадку стружки и так далее. Количество теплоты, выделяемое в процессе резания, пропорционально работе затраченной на упругое и пластическое деформирование материала заготовки, преодоление трения и образование новых поверхностей.
 |
Тепловой баланс процесса резания можно записать так:
Q1 – теплота, выделяемая в результате деформирования материала срезаемого слоя,
Q2 – теплота, выделяемая за счет трения по передней поверхности стружки,
Q3 – теплота, выделяемая за счет трения по задней поверхности стружки,
Q4 – теплота, выделяемая при деформации поверхностного слоя,
q1 – теплота, отводимая стружкой,
q2 –теплота, отводимая инструментом,
q3 – теплота, отводимая заготовкой,
q4 – теплота, отводимая атмосферой.
В зависимости от условий процесса резания, выделяемое тепло может распределиться так:
q1 - 50¸86% (стружка)
q2 - 40¸10% (инструмент)
q3 - 10¸3% (заготовка)
q4 - 1% (атмосфера)
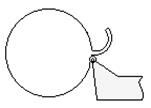
Температура резания
В процессе обработки в результате трения поверхностей резца о заготовку и стружку теплота, выделяемая в результате этой работы, накапливается, при этом происходит рост температуры инструмента. Максимального значения температура достигает в центре давления резца, т.е. в той точке передней поверхности, где происходит контактирование её с огибающей режущую кромку стружкой.
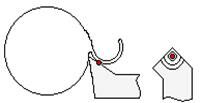


 В среднем, температура передней поверхности достигает 200оС. Температура резания значительно влияет на способность резца осуществлять резание в течение определенного времени без переточки. Кроме того, температура резания влияет на усадку стружки, упрочнение и т.д. Температура резания повышается при увеличении режимов резания. При этом наибольшее влияние оказывает скорость резания, наименьшее – глубина. Геометрия резца также влияет на температуру резания. Так с ростом величины переднего и заднего углов температура резания до определенной величины может уменьшаться за счет уменьшения работы по внедрению режущего инструмента в материал. Но при значительном увеличении углов уменьшается теплоотвод. Снижает температуру резания уменьшение главного угла в плане, так как при этом увеличивается площадь контакта, что способствует теплоотводу. Значительное влияние на температуру резания оказывают механические свойства материала заготовки (твердость, прочность и др.), определяющие объем работы, необходимый для деформирования материала, влияют и свойства материала режущей части инструмента, особенно теплопроводность.
В среднем, температура передней поверхности достигает 200оС. Температура резания значительно влияет на способность резца осуществлять резание в течение определенного времени без переточки. Кроме того, температура резания влияет на усадку стружки, упрочнение и т.д. Температура резания повышается при увеличении режимов резания. При этом наибольшее влияние оказывает скорость резания, наименьшее – глубина. Геометрия резца также влияет на температуру резания. Так с ростом величины переднего и заднего углов температура резания до определенной величины может уменьшаться за счет уменьшения работы по внедрению режущего инструмента в материал. Но при значительном увеличении углов уменьшается теплоотвод. Снижает температуру резания уменьшение главного угла в плане, так как при этом увеличивается площадь контакта, что способствует теплоотводу. Значительное влияние на температуру резания оказывают механические свойства материала заготовки (твердость, прочность и др.), определяющие объем работы, необходимый для деформирования материала, влияют и свойства материала режущей части инструмента, особенно теплопроводность.
Смазочно-охлаждающие жидкости (СОЖ)
Введение в зону резания СОЖ выполняет следующие функции:
· уменьшение трения между поверхностями инструмента и заготовки
· уменьшение температуры резания
· производит охрупчивание материала заготовки (СОЖ способствует разрыхлению материала, т.е. улучшает условия резания)
· способствует процессу стружкообразования.
В зависимости от назначения все СОЖ делятся на две группы:
· охлаждающие – различные растворы и эмульсии
· смазочные – различные масла, керосин и сульфофрезол (масло с добавкой серы).
Охлаждающие СОЖ применяются при черновых работах, когда имеет место значительное усилие и температура резания и т.д. Смазочные СОЖ применяют при чистовых работах. При больших скоростях резания и подачах применение СОЖ вообще не рекомендуется.
Все применяемые СОЖ должны быть безвредны для исполнителя и не должны вызывать коррозии материала инструмента и станка.
Износ режущего инструмента


 В процессе резания в результате трения передней и задней поверхностей инструмента о стружку и материал заготовки, происходит изменение геометрии режущей части инструмента. При этом на передней поверхности образуется лунка, износ же по задней поверхности приводит к изменению величины заднего угла a и появлению площадки на задней поверхности, где угол a близок к 0.
В процессе резания в результате трения передней и задней поверхностей инструмента о стружку и материал заготовки, происходит изменение геометрии режущей части инструмента. При этом на передней поверхности образуется лунка, износ же по задней поверхности приводит к изменению величины заднего угла a и появлению площадки на задней поверхности, где угол a близок к 0.
Износ инструмента по задней поверхности является определяющим. Износ определяется различными явлениями, происходящими при резании, поэтому существует несколько теорий износа:
1. Абразивный износ. При трении стружки и заготовки об инструмент, их твердые микровключения (частички нароста, цементит, сложные карбиды и т.д.) постоянно разрушают верхние слои инструмента. Длительное истирание приводит к уносу массы материала инструмента, который и определяет изменение его геометрии.
2. Адгезионый износ. При контакте чистых движущихся поверхностей происходит схватывание между отдельными частичками материала резца и стружки или заготовки, то есть происходит постоянное образование и разрушение металлических связей, что и приводит к износу инструмента.
3. Диффузионный износ. При высоких температурах резания создаются условия, при которых материал инструмента или его связка (у твердых сплавов) и материал заготовки взаимно проникают (диффундируют) друг в друга. При длительном резании этот процесс происходит достаточно интенсивно.
4. Окислительный износ. При нагреве инструмента в среде кислородного воздуха на его поверхности образуются малопрочные окислы (в 40-60 раз меньше, чем у твердых сплавов). Эти окислы легко разрушаются под действием движущейся стружки или заготовки.
5. Усталостный износ. При контакте между движущимися микронеровностями, в материале режущей части возникают волны деформации. Перед микронеровностью материал сжимается, а после – растягивается. Такое циклическое чередование волн приводит к усталостному износу.
В реальных условиях износ инструмента, вероятней всего, есть результат действия всех перечисленных факторов. На скорость износа влияют свойства обрабатываемого материала, геометрия резца, качество обработки и материал режущей части инструмента, элементы режима резания и применение СОЖ.
Силы резания
В результате сопротивления срезаемого материала, упругой пластической деформации, трения между поверхностями резца и заготовки возникают силы резания.
 При работе токарного резца сила резания Р может быть представлена в виде трех составляющих, где модуль силы Р вычисляется как корень квадратный из суммы квадратов составляющих:
При работе токарного резца сила резания Р может быть представлена в виде трех составляющих, где модуль силы Р вычисляется как корень квадратный из суммы квадратов составляющих:
Pz - сила касательная к поверхности резания и по направлению совпадает с направлением главного движения;
Рx – осевая сила, параллельная оси заготовки;
Py – радиальная сила, направленная перпендикулярно к оси заготовки.
 Обычно Py, Рx принято выражать в долях Pz:
Обычно Py, Рx принято выражать в долях Pz:

 Рy=0,4¸0,5 Pz
Рy=0,4¸0,5 Pz
Px=0,25¸0,35 Pz

 Для приближенных расчетов достаточно определить Pz. При продольном точении
Для приближенных расчетов достаточно определить Pz. При продольном точении
Pi=CPi×txi×Syi×Vni×ki, тогда
 Pz=CPz×txpz×Sypz×Vnp×kP
Pz=CPz×txpz×Sypz×Vnp×kP
i - индекс составляющей силы резания,
CP - коэффициент, значение которого опре-деляется при значении всех факторов (коэффициентов), определяющих условия резания равным единице.
t - глубина резания,
S – подача резания,
V - скорость резания,
x,y,n – степенные показатели, определяющиеся по таблице,
x – влияние глубины резания,
y – влияние подачи на силу резания,
n – отрицательный показатель, что говорит о том, что с ростом скорости реза-ния, усилие уменьшается.
Существует также обобществленный коэффициент, учитывающий изменение значения факторов, определяющих резание и отличный от факторов, включенных в CPi.
kPi=kiM+kip+kij+kin+…
Скорость резания и стойкость инструмента.
Стойкостью инструмента называют его способность сохранять в рабочем состоянии свои контактные поверхности и режущие кромки. Эта способность оценивается периодом стойкости, то есть временем работы инструмента от заточки до переточки.
Выбор оптимального периода стойкости является важной технико-экономической задачей. Особенно эта задача важна в автоматизированном производстве, так как выход из строя одного инструмента может привести к остановке производственного комплекса, включающего несколько единиц оборудования.
Стойкость инструмента является наиболее важным фактором, определяющим экономически целесообразную скорость V. С некоторой приближенностью, справедливо равенство:
V1×T1m=V2×T2m=Vi×Tim=const=C
V - скорость резания,
T - период стойкости инструмента (задаётся в минутах),
m - показатель степени характеризующий влияние стойкости на скорость резания при определенных условиях работы,
 C – коэффициент, характеризующий условия работы.
C – коэффициент, характеризующий условия работы.
Таким образом, в общем случае:
| V,% | 75 | 90 | 100 | 110 | 125 |
| T,% | 425 | 167 | 100 | 67 | 33 |
При некоторой стойкости 100%, Vрез принимают за 100%.Уменьшение скорости резания на 25% приводит к 4-х кратному увеличению периода стойкости. Увеличение скорости резания на 25% уменьшает период стойкости в 3 раза. Где потери времени меньше, следует выбирать соответствующую стойкость.
Таким образом, выбор периода стойкости с учетом заданной производительности необходимо решать в каждом конкретном случае. На практике его выбирают из нормативов режима резания.
При заданной стойкости на экономически целесообразную скорость влияют:
· Материал заготовки
· Материал реж. части инструмента
· Элементы срезаемого слоя
· Элементы режима резания
· Геометрия инструмента
· Условия резания и т.д.
 Cv - коэффициент, характеризующий нормальные принятые условия резания,
Cv - коэффициент, характеризующий нормальные принятые условия резания,
t - глубина резания,
S - подача резания,
kv - обобщенный коэффициент.
Анализ формулы показывает, что при заданном периоде стойкости увеличение глубины и подачи резания приводит к необходимости уменьшать скорость резания. Степенные показатели xv,yv зависят от материала заготовки, материала режущей части инструмента, причём xv<yv всегда, так как увеличение подачи вызывает большее теплообразование и износ. Обобщенный коэффициент kv характеризуюет конкретные условия обработки, отличные от тех при которых определяется Cv.
Социологическое исследование макроокружения организации - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
kv=k1×k2×k3×k4×k5
k1 - характеризует группу обрабатываемого материала (сталь, цветные сплавы, чугун);
k2 - характеризует состояние поверхности заготовки (наличие окалины, обезуглероженного слоя);
k3 - зависит от материала режущей части;
k4 - зависит от величины главного угла в плане j;
k5 – определяет величину износа резца.



















