


Сварные соединения
2.2 Сварные соединения
2.2.1 Общие сведения и применение
Сварное соединение – неразъемное. Оно образуется путем сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов. Прочность соединения зависит от однородности и непрерывности материала сварного шва и окружающей его зоны.
Применяемые в современном машиностроении виды сварки весьма разнообразны. Каждый из них имеет свои конкретные области применения. Из всех видов сварки наиболее широко распространена электрическая. Различают два основных вида электросварки:
- дуговую;
- контактную.
Электродуговая сварка основана на использовании теплоты электрической дуги для расплавления металла. Для защиты расплавленного металла от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду. Этим обеспечивают повышение качества металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха.
С той же целью производят сварку под флюсом. Этот вид сварки в настоящее время является основным видом автоматической сварки. Производительность автоматической сварки под флюсом в 10–20 раз и более выше ручной. Повышения производительности достигают путем применения тока 1000–3000 А вместо 200–500 А при ручной сварке. Это обеспечивает более рациональное формирование шва и повышает скорость сварки.
В то время как при ручной сварке образование шва достигается в основном за счет металла электрода (рис. 2.1, а), при автоматической сварке шов формируется в значительной степени за счет расплавленного основного металла (рис. 2.1, б), что не только сокращает время, но и значительно снижает расход электродного материала. Автоматическая сварка под слоем флюса обеспечивает высокие и, что особенно важно, однородные, не зависящие от индивидуальных качеств сварщика механические свойства соединений.
Рекомендуемые материалы
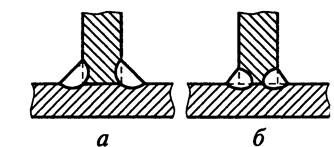
Рис. 2.1
В электрошлаковой сварке источником нагрева служит теплота, выделяющаяся при прохождении тока от электрода к изделию через шлаковую ванну. Электрошлаковая сварка предназначена для соединения деталей большой толщины. Толщина свариваемых деталей практически не ограничивается. Электрошлаковая сварка позволяет заменять сложные и тяжелые цельнолитые и цельнокованые конструкции сварными из отдельных простых отливок, поковок и листов, что значительно облегчает и снижает стоимость производства. Эта сварка применима и для чугунных отливок.
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами. При стыковой контактной сварке через детали пропускают ток, сила которого достигает нескольких тысяч ампер. Основное количество теплоты выделяется в месте стыка, где имеется наибольшее сопротивление; металл в этой зоне разогревается до пластического состояния или даже до поверхностного оплавления. Затем ток выключают, а разогретые детали сдавливают с некоторой силой – происходит сварка металла деталей по всей поверхности стыка. Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.
При точечной контактной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины. При шовной контактной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. Точечную и шовную сварку применяют в нахлесточных соединениях преимущественно для листовых деталей толщиной не более 3–4 мм и тонких стержней арматурных сеток. В отличие от точечной шовная сварка образует герметичное соединение.
Все рассмотренные виды контактной сварки высокопроизводительны, их широко применяют в массовом производстве для сварки труб, арматуры, кузовов автомобилей, металлической обшивки железнодорожных вагонов, корпусов самолетов, тонкостенных резервуаров и т. п.
Cварное соединение является наиболее совершенным из неразъемных соединений, так как лучше других приближает составные детали к цельным. При сварном соединении проще обеспечивают условия:
- равнопрочности;
- снижения массы;
- стоимости изделия.
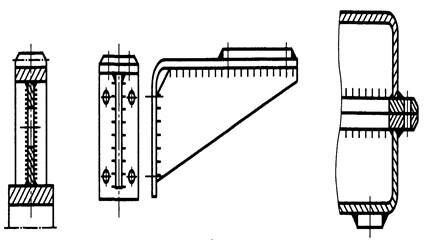
Сварку применяют не только как способ соединения деталей, но и как технологический способ изготовления самих деталей. Сварные детали во многих случаях с успехом заменяют литые и кованые (рис. 2.2). Для изготовления сварных деталей не требуется моделей, форм или штампов. Это значительно снижает их стоимость при единичном и мелкосерийном производстве. Сварка таких изделий, как зубчатые колеса или коленчатые валы, позволяет изготовлять их более ответственные части (зубчатый венец, шейка) из высокопрочных сталей, а менее ответственные (диск и ступица колеса, щека коленчатого вала) – из менее прочных и дешевых материалов. По сравнению с литыми деталями сварные допускают меньшую толщину стенок, что позволяет снизить массу деталей и сократить расход материала.
Большое распространение получили штампосварные конструкции (рис. 2.2, в), заменяющие фасонное литье, клепаные и другие изделия. Применение сварных и штампосварных конструкций позволяет во многих случаях снизить расход материала или массу конструкции на 30–50%, уменьшить стоимость изделий в 1,5–2 раза.
а б в
Рис. 2.2
2.2.2 Конструкция и расчет сварных соединений на прочность
2.2.2.1 Стыковые соединения
Стыковое соединение во многих случаях является наиболее простым и надежным. Его следует применять везде, где допускает конструкция изделия. В зависимости от толщины соединяемых деталей соединение выполняют с обработкой или без обработки кромок, с подваркой и без подварки с другой стороны (рис. 2.3).
При малых толщинах обработка кромок не обязательна, а при средних и больших толщинах она необходима по условиям образования шва на всей толщине деталей. Автоматическая сварка под флюсом позволяет увеличивать предельные толщины листов, свариваемых без обработки кромок, примерно в два раза, а угол скоса кромок уменьшить до 30–35° (на рис. 3.3 показаны швы, выполняемые при ручной сварке).
Сварить встык можно не только листы или полосы, но также трубы, уголки, швеллеры и другие фасонные профили. Во всех случаях составная деталь получается близкой к целой.
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали в зоне термического влияния. Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагревания при сварке изменяются механические свойства металла. Понижение механических свойств в зоне термического влияния особенно значительно при сварке термически обработанных, а также наклепанных сталей. Для таких соединений рекомендуют термообработку и наклеп после сварки. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения детали в этой зоне. Возможное снижение прочностси деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 3.3):
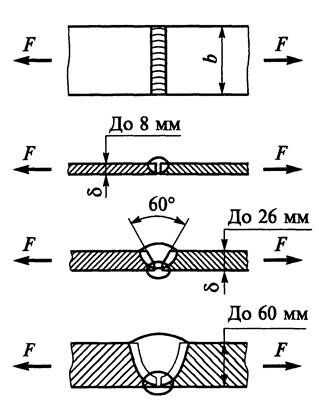
Рис. 2.3
на растяжение
σ = F / A = F /(bδ ) ≤ [σ’]
на изгиб 2.1
σ = M / W = б М / (bσ2) ≤ [σ’]
где b и δ – ширина и толщина полосы; [σ’] – допускаемое напряжение для сварных соединений. Отношение [σ’] к допускаемому напряжению на растяжение для основного металла детали [σ]р. является коэффициентом прочности сварного соединения:
φ = [σ’] / [σ]р 2.2
Величина φ колеблется в пределах 0,9–1,00, т. е. стыковое соединение почти равнопрочно с соединенными деталями. В тех случаях, когда требуется повысить прочность соединения, применяют косые швы (рис. 2.4). Расчет косого шва выполняют по формулам (2.1), в которых принимают [σ’] = [σ]р.

Рис. 2.4
2.2.2.2 Нахлестанное соединение
Выполняется с помощью угловых швов (рис. 2.5). В зависимости от формы поперечного сечения различают угловые швы:
– нормальные (k = k 1);
– улучшенные (k / k1 = 1:1,5; 1:2);
– вогнутые;
– выпуклые.
На практике наиболее распространены нормальные швы. Выпуклый шов образует резкое изменение сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений. В нагруженных силовых конструкциях не рекомендуется. Вогнутый шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы.
Основные геометрические характеристики поперечного сечения нормального углового шва – катет k и расчетная высота – βk. Величина последней по сути есть глубина проплавления соединяемых деталей, зависящая от технологического процесса сварки. При ручной и многопроходной автоматической или механизированной сварке β = 0,7; при двух- и трехпроходной механизированной сварке β = 0,8; при двух- и трехпроходной автоматической, а также однопроходной механизированной сварке β = 0,9; для однопроходной автоматической сварки β = 1,1.
В большинстве случаев k = δmin, где δmin – меньшая из толщин свариваемых деталей. По условиям технологии k ≥ 3 мм, если δmin ≥ 3 мм. Максимальная величина катета не ограничивается, однако швы с k > 20 мм используются редко.
Разрушение углового шва происходит по сечению m – m (рис. 2.5). Площадь опасного сечения шва равна βkl, где l – длина шва.
В зависимости от расположения различают швы лобовые, фланговые и косые.
Лобовой шов расположен перпендикулярно, а фланговый – параллельно линии действия нагружающей силы. Обычно применяют комбинированное соединение фланговыми и лобовыми швами. Рассмотрим вначале соединения только фланговыми и только лобовыми швами, а затем кобинированное соединение.
Фланговые швы (рис. 2.6). Основными напряжениями флангового шва являются касательные напряжения m в сечении m – m. По длине шва напряжения т распределены неравномерно. На концах шва они больше, чем в середине. Неравномерность распределения напряжений объясняется следующим. Предположим, что деталь 2 абсолютно жесткая, а деталь 1 и швы податливые. Тогда относительное перемещение точек b под действием силы F больше относительного перемещения точек a на величину удлинения детали l на участке аb. При этом деформация сдвига и напряжения в шве непрерывно уменьшаются по всей длине шва справа налево. Если обе детали упругие, но жесткость их различна, то напряжения в шве распределяются по закону некоторой кривой, показанной на рис. 2.6. При одинаковой жесткости деталей эпюра напряжений симметрична. Учитывая податливость деталей, можно вычислить напряжения в любом сечении по длине шва. Ясно, что неравномерность распределения напряжений возрастает с увеличением длины шва и разности податливостей деталей. Поэтому применять длинные фланговые швы нецелесообразно.
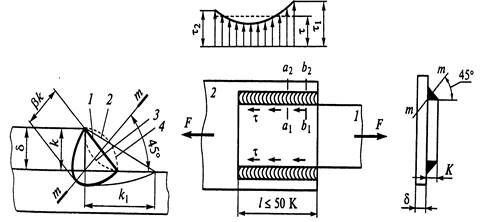
Рис. 2.5 Рис. 2.6
В практике длину фланговых швов ограничивают условием 30 мм ≤ l ≤ 50k. Расчет таких швов приближенно выполняют по среднему напряжению, а условия прочности записывают в виде
τ = F / (2βkl) ≤ [τ']. (2.3)
В тех случаях, когда короткие фланговые швы недостаточны для выполнения условий равнопрочности, соединение усиливают прорезными швами (рис. 3.7) или лобовым швом (см. ниже). Условие прочности соединения с прорезным швом при k=δ
τ = F / [2k (βl + l1)] ≤ [τ']. (2.4)
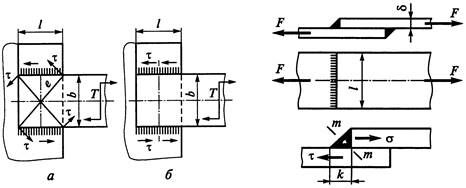
Рис. 2.7 Рис. 2.8
Если одна из соединяемых деталей асимметрична, то расчет прочности производят с учетом нагрузки, воспринимаемой каждым швом. Например, к листу приварен утолок (рис. 3.8), равнодействующая нагрузка F проходит через центр тяжести поперечного сечения уголка и распределяется по швам обратно пропорционально плечам е1 и е2. Соблюдая условие равнопрочности, швы выполняют с различной длиной так, чтобы
l1 / l2 = e2 / e1. (2.5)
При этом напряжения в обоих швах
τ = F / [βk (l1 + l2) ≤ [τ']. (2.6)
Если соединение нагружено моментом (рис. 2.9), то напряжения от момента распределяются по длине шва неравномерно, а их векторы направлены различно (рис. 2.9, а) (напряжения пропорциональны плечам е и перпендикулярны им). Неравномерность распределения напряжений тем больше, чем больше l / b, В общем случае максимальные напряжения можно опреде лить по формуле
где Wp – полярный момент сопротивления опасного сечения швов в плоскости разрушения.
Для сравнительно коротких швов (l<b), распространенных на практике, применяют приближенный расчет по формуле
τ = T / (βklb) ≤ [τ ']. (2.7)
При выводе этой формулы условно полагают, что напряжения направлены вдоль швов и распределены по длине швов равномерно (рис. 2.9, б).
Лобовые швы (рис. 2.10). Напряженное состояние лобового шва неоднородно. Наблюдается значительная концентрация напряжений, связанная с резким изменением сечения деталей в месте сварки и эксцентричным приложением нагрузки. Основными являются касательные напряжения τ в плоскости стыка деталей и нормальные напряжения σ в перпендикулярной плоскости.
По методу, принятому в инженерной практике, лобовые швы рассчитывают только по τ. За расчетное сечение, так же как и во фланговых швах, принимают сечения по биссектрисе m – m. Раз рушение швов именно по этому сечению подтверждает практика. При этом
τ = F / (βkl) ≤ [τ ']. (3.8)
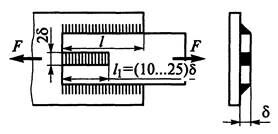
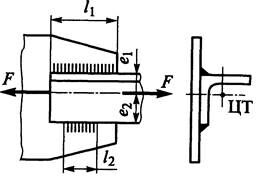
Рис. 3.9. а Рис. 3.9.б Рис. 3.10
Такая условность расчета тоже подтверждается практикой. Расчет лобовых швов только по τ и сечению m – m делает расчет всех угловых швов единым независимо от их расположения к направлению нагрузки.
Все угловые швы рассчитывают только по τ в сечении m – m. Это практически удобно и упрощает расчеты.
Косой шов (рис. 2.11). Условие прочности
τ = F / (βkl) ≤ [τ']. (2.9)
На рис. 3.12 изображен случай, когда соединение лобовым швом нагружено моментом. При этом напряжения σma по торцу полосы (см.рис. 3.10) распределяются подобно тому, как распределяются нормальные напряжения в поперечном сечении балки при изгибе. Переходя к ранее рассмотренному условному расчету лобовых швов по касательным напряжениям, получаем:
τ = T / W = 6T / (βkb2) ≤ [τ']. (2.10)
Комбинированные соединения лобовыми и фланговыми швами рассчитывают на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов. При этом для соединения, изображенного на рис. 2.13, получим
τ = F / [βk (2lф + lл) ] ≤ [τ']. (2.11)
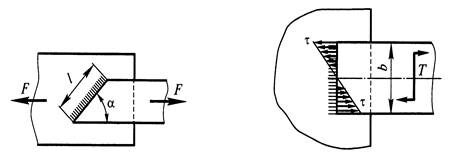
Рис. 2.11 Рис. 2.12
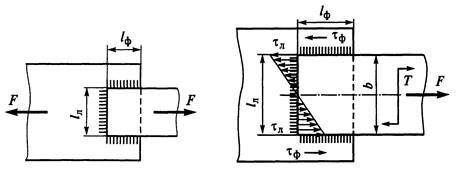
Рис. 3.13 Рис. 3.14
На рис. 2.14 показан случай, когда соединение нагружено моментом и силой. При расчете такого соединения величина касательных напряжений от момента Т может быть определена по полярному моменту инерции опасного сечения швов (рис. 2.15). В приближенных расчетах полагают, что сопротивление комбинированного шва моменту Т равно сумме сопротивлений, составляющих швов:
T = Tф + Tл, (2.12)
где Tф и Тл – моменты, воспринимаемые фланговыми и лобовым
швами.
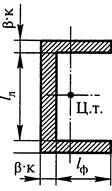
Рис. 2.15
Если учесть, что по условиям равнопрочности необходимая длина фланговых швов lф в комбинированном соединении не превышает 0,5lл, то можно применить формулу (2.7) для определения Tф = τфβklфlл. Для определения Тл используем формулу (2.10) и запишем Tл = τлβklл2 / 6.
Место пересечения швов принадлежит и лобовому, и фланговому швам. Здесь τф=τл. Обозначая это напряжение τT, после подстановки в (2.12) и несложных преобразований получим
τT = Т / (klфlл + βklл2 / 6). (2.13)
Напряжения в швах от действия силы F определяют по формуле (2.11). Обозначив эти напряжения tetaл получим суммарное максимальное напряжение:
τ= τT + τF ≤ [ τ ']. (2.14)
Оценивая нахлесточные соединения, отметим, что по форме и расходу материала они уступают стыковым соединениям, но не требуют обработки кромок.
2.2.2.3 Тавровое соединение
Соединяемые детали в зоне сварных швов перпендикулярны (наиболее частый случай) или наклонны друг к другу. Это соединение выполняют стыковым швом с разделкой кромок (рис. 2.16, а) или угловыми швами без разделки кромок (рис. 2.16, б). При нагружении изгибающим моментом и силой прочность соединения определяют по формулам:
для стыкового шва
σ = 6M / (δl2) + F / (σl) ≤ [σ']; (2.15)
для угловых швов
τ = 6M / (2l2βk) + F / (2lβk) ≤ [τ']. (2.16)
При выводе формулы (2.16) учтено, что напряжения tetaм от момента распределяются по длине шва аналогично напряжениям σnaм в поперечном сечении балки. За расчетное сечение по-прежнему принято сечение по биссектрисе т – т.
На рис. 3.17 показано тавровое соединение трубы, нагруженное изгибающим и крутящим моментами. Напряжения в шве от крутящего момента
τT = T/Wp ≈ 2T / (βkπd2). (2.17)
В уравнении (2.17) принято, что катет k шва мал в сравнении с d. При этом можно считать, что напряжения τT распределены равномерно по кольцевой площадке разрушения шва, равной βkπdcp, а средний диаметр этой площадки
dcp = d + βk ≈ d.
Напряжения в шве от изгибающего момента
τM = M/ W ≈ 4M / (βkπd2). (2.18)
Здесь учтено, что для такого сечения W в два раза меньше Wp.
Напряжения τT и τM в сечении m – m (рис. 2.17) взаимно перпендикулярны. Поэтому суммарное напряжение
τ = sqrt (τT2 + τM2) ≤ [τ ']. (2.19)
Соединение контактной сваркой. Стыковая контактная сварка при соблюдении установленных правил технологии обеспечивает равнопрочность соединения и деталей, поэтому можно не выполнять специальных расчетов прочности соединения при статических нагрузках. Это справедливо только в том случае, если разогрев металла в зоне сварки не влечет за собой снижения его прочности (например, низкоуглеро дистые и низколегированные cтали, не подвергающиеся термообработке). В противном случае допускаемое напряжение при расчете деталей в месте стыка снижают с учетом уменьшения прочности материала в зоне термического влияния. При переменных нагрузках допускаемые напряжения понижают по сравнению со статическими, так же как и для стыковых соединений дуговой сваркой (см. ниже).
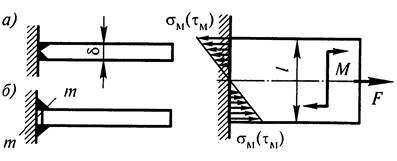
Рис. 2.16
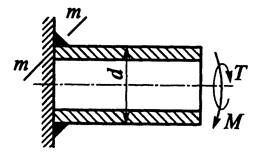
Рис. 2.17
Точечная сварка (рис. 3.18) применяется преимущественно для соединения деталей из тонкого листового материала при отношении толщин ≤ 3. Диаметр сварной точки выбирают в зависимости от толщины меньшей из свариваемых деталей:
d = 1,2δ + 4 мм при δ ≤ 3 мм; d = l,5 δ + 5 мм при 8>3 мм.
Минимальный шаг t ограничивается явлением шунтирования тока ранее сваренной точкой. Расстояние от кромок t1 и t2 нормируют с учетом технологических и силовых факторов. Обычно принимают
t = 3d; t1 = 2d; t2 = 1,5d.
Соединения точечной сваркой работают преимущественно на срез. При расчете полагают, что нагрузка распределяется равномерно по всем точкам. Неточность расчета компенсируют уменьшением допускаемых напряжений:
τ = 4F / (ziπd2) ≤ [τ'], (2.20)
где z – число сварных точек; i – число плоскостей среза. Для конструкции по рис. 3.18, a z = 4, i =l; по рис. 2.18, б z = 2, i = 2.
При нагружении точечных сварных соединений моментом в плоскости стыка деталей расчетную точку и ее нагрузку определяют так же, как и для заклепочных соединений или соединений с болтами, поставленными без зазора (см. рис. 1.30).
Точечному соединению свойственна высокая концентрация напряжений. Поэтому оно сравнительно плохо работает при переменных нагрузках. Концентрация напряжений образуется не только в сварных точках, но и в самих деталях в зоне шва.
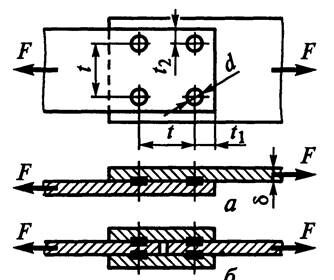
Рис. 2.18
Точечные сварные соединения чаще применяют не как рабочие, воспринимающие основную нагрузку, а как связующие (например, крепление обшивки к каркасу).
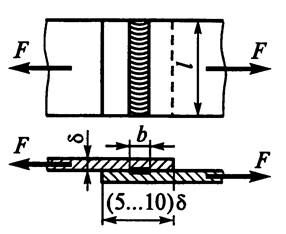
Рис. 2.19
Шовная сварка (рис. 2.19). Напряжения среза
τ = F / (bl) ≤ [τ '] (2.21)
Концентрация напряжений в швах меньше, чем при точечной сварке, соединение герметичное.
напряжений образуется не только в сварных точках, но и в самих деталях в зоне
шва.
Точечные сварные соединения чаще применяют не как рабочие, воспринимающие основную нагрузку, а как связующие (например, крепление обшивки к каркасу).
Шовная сварка (рис. 2.19). Напряжения среза
τ = F / (bl) [τ '] (2.21)
Концентрация напряжений в швах меньше, чем при точечной сварке, соединение герметичное.
2.2.3 Прочность соединений и допускаемые напряжения
Прочность сварного соединения зависит от следующих основных факторов: качества основного материала, определяемого его способностью к свариванию, совершенства технологического процесса сварки; конструкции соединения; способа сварки; характера действующих нагрузок (постоянные или переменные). Хорошо свариваются низко- и среднеуглеродистые стали. Высокоуглеродистые стали, чугуны и сплавы цветных металлов свариваются хуже. Значительно снижают прочность такие пороки сварки, как непровары и подрезы (рис. 2.20), шлаковые и газовые включения, скопление металла в месте пересечения швов и т. п. Эти дефекты являются основными причинами образования трещин как в процессе сварки, так и при эксплуатации изделий. Влияние технологических дефектов сварки значительно усиливается при действии переменных и ударных нагрузок.
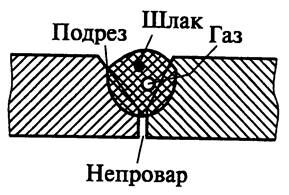
Рис. 2.20
Эффективными мерами повышения прочности сварных соединений являются: автоматическая сварка под флюсом и сварка в защитном газе; термообработка сваренной конструкции (отжиг); наклеп дробью и чеканка швов. Эти меры позволяют повысить прочность составных сваренных деталей при переменных нагрузках в 1,5–2 раза и даже доводить ее до прочности целых деталей.
Многообразие факторов, влияющих на прочность сварных соединений, а также приближенность и условность расчетных формул вызывают необходимость экспериментального определения допускаемых напряжений. Принятые нормы допускаемых напряжений для сварных соединений деталей из низко- и среднеуглеродистых сталей, а также низколегированных сталей (типа 14ГС, 15ГС, 15ХСНД, 09Г2, 19Г и пр.) при статических нагрузках см. в табл. 2.1.
Для переменных нагрузок допускаемые напряжения, взятые из табл. 3.1, понижают умножением на коэффициент γ < 1 [см.формулу (2.22)], а расчет выполняют по максимальному (по абсолютной величине) напряжению цикла (σmamax или tetamах) так, как если бы это напряжение было статическим.
При переменных нагрузках рекомендуют рассчитывать прочность не только сварного шва, но и самих деталей в зоне этого шва. Допускаемое напряжение для деталей в зоне шва также умножают на коэффициент у. Для углеродистых сталей у вычисляют по формуле
γ = 1 / [(0,6Kэф ± 0,2) - (0,6Kэф ± 0,2)R] ≤ 1, (2.22)
где R = σmin / σmax или τmin / τmax – коэффициент асимметрии цикла напряжений; Kэф – эффективный коэффициент концентрации напряжений, который относится и к σ, и к τ (см. табл. 3.2 и 3.3); верхние знаки – при растягивающем наибольшем по абсолютной величине напряжении и при касательных напряжениях, а нижние – при сжимающем. В переходной зоне (R = -1 или близко к этому) расчет ведут по более опасному напряжению.
Если при вычислении у по формуле (3.22) получают γ > 1, то в расчет принимают γ =1. Это обычно получается при большой асимметрии цикла (R > 0) и указывает на то, что для данного цикла решающее значение имеет не сопротивление усталости, а статическая прочность.
Таблица 2.1
| Вид технологического процесса сварки | Допускаемые напряжения в швах при | ||
| растяжении [σ’] p | cжатии [σ’] сж | срезе [τ’] | |
| Автоматическая под флюсом, ручная электродами Э42А и Э50А, контактная стыковая Ручная дуговая электродами Э42 и Э50, газовая сварка Контактная точечная и шовная | [σ] p
0,9[σ] p
_____ | [σ] p [σ] p ___ | 0,65[σ] p 0,6[σ] p 0,5[σ] p |
Примечание: [σ] p = σT/s – допускаемое напряжение на растяжение для материала соединяемых деталей при статических нагрузках. Для металлических конструкций запас прочности s ≈ 1,4–1,6.
Таблица 2.2
| Расчетный элемент | Kэф при электродуговой сварке | Расчетный элемент | Kэф при электродуговой сварке | ||
| низкоуглеродистая сталь Ст3 | низколегированная сталь 15ХСНА | низкоуглеродистая сталь Ст3 | низколегированная сталь 15ХСНА | ||
| Деталь в месте перехода к стыковому шву То же, к лобовому шву То же, к фланговому шву | 1,5 2,7 3,5 | 1,9 3,3 4,5 | Стыковые швы с полным проваром корня Угловые лобовые швы Угловые фланговые швы | 1,2 2,0 3,5 | 1,4 2,0 4,5 |
Таблица 2.3
| Материал | Состояние образца | Толщина, мм | Kэф при швах | |
| связующих | рабочих | |||
| Точечная и шовная сварка (цифры в скобках) | ||||
| Сталь 10 Сталь 30ХГСА Твердый сплав ВТ1 Алюминевый сплав Д16Т | После нормализации После низкого отпуска В состоянии поставки То же | 3 + 3 1,5 + 1,5 1,5 + 1,5 1,5 + 1,5 | 1,4(1,25) 1,35 2,0(1,3) 2,0(1,3) | 7,5(5) 12 10(5) 5(2,25) |
| Стыковая контактная сварка | ||||
| Углеродистые стали Высоколегированные стали и алюминевые сплавы | Если Вам понравилась эта лекция, то понравится и эта - 36 Коллизионные нормативные предписания международного права социального обеспечения. __ __ | __ __ | 1,2 1,2–1,5 |

















