
Стандарты планов статистического приёмочного контроля качества
5. Стандарты планов статистического приёмочного контроля качества
Существует много стандартных и нестандартных (внутрифирменных) систем статистического контроля качества, нередко дающих разные параметры планов контроля при одинаковых исходных значениях. Следует подчеркнуть, что в любом случае это именно системы, представляющие более или менее законченную идеологию (как совокупность взглядов и рекомендаций) увязывания интересов потребителя и поставщика на основе статистических методов контроля. Поэтому выбор той или иной системы означает не просто использование содержащихся в этой системе параметров планов выборочного контроля и правил принятия решений по результатам контроля, но и признание заложенных в ней общих принципов взаимоотношений между поставщиком и потребителем и, следовательно, требует учёта этих принципов, как в работе производственных подразделений, так и подразделений, занимающихся менеджментом, включая экономические и юридические службы. Неоценимую помощь в этом может оказать сертификация производства на соответствие требованиям ИСО-9000.
В период с 1995 по 2000 год Госстандартом России введены две системы статистических методов контроля качества, соответствующие системе управления качеством ИСО-9000:
1) система концепции AQL, базирующаяся на стандартных процедурах ИСО (ГОСТы Р 50779 серии 70 практически являются аутентичными переводами стандартов ИСО);
2) система концепции принципа распределения приоритетов (ПРП) /13,12/, включающая в себя современные идеи по применению доверительных границ при контроле качества и представленная в ГОСТе Р 50779.30 и ГОСТах Р 50779 серии 50.
В настоящее время через Международную организацию по стандартизации (ИСО) проводится процедура изменения статуса ГОСТ Р 50779.30 и ГОСТ Р 50779.52 концепции ПРП на международный.
5.1 Особенности организации приёмочного контроля по системе AQL (по ГОСТ Р 50779. 70й группы; MIL-STD; BS…; ANSI/ASQC; DIN и др.)
При использовании системы AQL следует учитывать, что эта система изначально была придумана для контроля качества со стороны заказчика (Военного ведомства США), при этом подразумевалось, что производитель самостоятельно контролирует свое производство своими методами до предъявления партий потребителю. Потребитель силами изготовителя контролирует продукцию на месте производства (аналогичный механизм довольно часто используется до сих пор при взаимоотношениях между заказчиком, например, в лице Мин. Обороны и производителем). Стандарты планов контроля по ГОСТ Р 50779 70й группы адаптированы для контроля любой продукции, не обязательно связанной с заказами Мин. Обороны. Эти стандарты имеют статус международных.
В системе AQL под приемлемым уровнем качества понимается тот уровень несоответствий в партиях продукции, который обеспечивает производство и который «может быть принят как удовлетворительный» . Договариваясь с потребителем относительно значения AQL, поставщик заявляет, что партии изделий будут в среднем иметь именно это значение уровня несоответствий, поскольку на такой уровень будет настроен производственный процесс. В терминах проверки статистических гипотез это означает, что в ходе выборочного контроля будет проверяться основная нулевая гипотеза в виде:
Н0: {производство обеспечивает уровень несоответствий в партиях изделий qср=AQL}.
Против альтернативной гипотезы:
Рекомендуемые материалы
Н1: {производство не обеспечивает AQL (qср > AQL)}.
Планы контроля строятся таким образом, чтобы при известном объеме выборки приемочное (или браковочное) число обеспечивало вероятность приемки партии изделий не ниже 1-a » 0,95 (где a=0,05 – собственный риск поставщика или риск Iго рода) при условии стабильности производства на уровне qср = AQL, что соответствует точке на оперативной характеристике плана (AQL; 1-a).
Исходными данными для плана контроля являются:
1) значение AQL;
2) объем партии N;
3) вид плана (одноступенчатый, двухступенчатый или многоступенчатый (до семи ступеней));
4) уровень контроля.
Значения AQL являются результатом договора (компромисса) между поставщиком и потребителем и указаны в стандарте в виде ряда дискретных значений от 0,01 % до 1000 %, причем каждое последующее значение получается в результате умножения предыдущего на  . Для промежуточных значений план контроля не предусмотрен (аппроксимации недопустимы). Под партией в стандарте понимается совокупность изделий конечного объема N, изготовленных одним способом для одного потребителя при условии стабильности производственного процесса. Причем условия стабильности производства оговариваются не достаточно строго, что является одной из основных причин усложнения общей процедуры контроля. Разным видам планов контроля соответствуют разные стандарты единой системы, обеспечивающей примерно одинаковые ОХ для одних и тех же исходных параметров планов контроля. Для альтернативных признаков качества предусмотрены эквивалентные одно-, двух- и семи ступенчатые планы контроля, последовательные планы и планы с пропуском партий. Для количественных признаков предусмотрены только одноступенчатые планы контроля. В зависимости от степени ответственности или важности контролируемого признака (свойства) изделия возможен выбор различных уровней контроля, которые отличаются объемом выборки и приемочными числами при прочих равных условиях.
. Для промежуточных значений план контроля не предусмотрен (аппроксимации недопустимы). Под партией в стандарте понимается совокупность изделий конечного объема N, изготовленных одним способом для одного потребителя при условии стабильности производственного процесса. Причем условия стабильности производства оговариваются не достаточно строго, что является одной из основных причин усложнения общей процедуры контроля. Разным видам планов контроля соответствуют разные стандарты единой системы, обеспечивающей примерно одинаковые ОХ для одних и тех же исходных параметров планов контроля. Для альтернативных признаков качества предусмотрены эквивалентные одно-, двух- и семи ступенчатые планы контроля, последовательные планы и планы с пропуском партий. Для количественных признаков предусмотрены только одноступенчатые планы контроля. В зависимости от степени ответственности или важности контролируемого признака (свойства) изделия возможен выбор различных уровней контроля, которые отличаются объемом выборки и приемочными числами при прочих равных условиях.
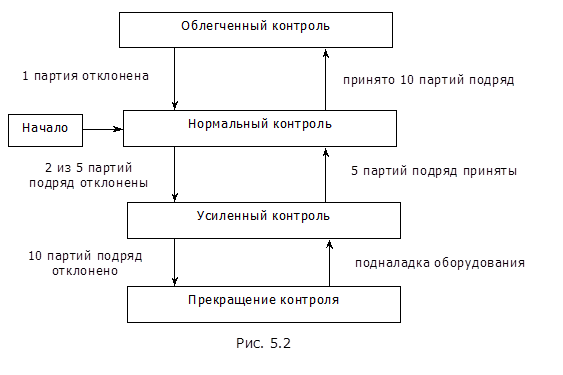
Процедура выбора плана контроля для альтернативного признака качества представлена на рисунке 5.1. Кроме того, поскольку уровень несоответствий партии определяется в среднем, то для обеспечения гарантий потребителя предусмотрены правила переключения на подуровни контроля: нормальный контроль, ослабленный и усиленный, которые различаются, прежде всего, объемом выборки (см. рисунок 5.2). Таким образом, система AQL изначально представляет собой схему контроля, включающую разные планы контроля и правила перехода между уровнями контроля при осуществлении процедуры проверки потока партий изделий. Поэтому, вообще говоря, трудно все эти правила изложить в технических условиях или тем более в договоре. Обычно указывают сам факт выбора системы AQL, значение AQL и вид плана контроля. Конкретный план контроля в зависимости от объема партии и результатов контроля предыдущих партий выбирает технолог для каждой очередной партии изделий.
Процедура выбора плана контроля для альтернативного признака качества по системе AQL

Правила переключения
5.2 Особенности организации приёмочного контроля альтернативных признаков качества по системе ПРП
5.2.1 Система ПРП (принцип распределения приоритетов)
При любом виде деятельности вынужденно или осознанно мы руководствуемся приоритетами, т.е. преобладающими, распределёнными по важности предпочтениями того, что необходимо учесть и обеспечить в первую очередь. Расстановка или классификация приоритетов по сути дела есть расстановка целей и, следовательно, своими корнями уходит в системный анализ. Основной медицинский принцип «не навреди» или более общий, на котором базируются практически все религии – «не делай другим того, что ты не хотел бы, чтобы другие сделали тебе», – это и есть примеры распределения приоритетов. Приоритеты выбираются действующим субъектом относительно объекта, на который направлено действие. Часто создаётся впечатление, что «правила игры» определяет и навязывает третья сторона, например, в лице государства или общества в виде общепринятых норм и юридически-правовых правил и законов, которые следует соблюдать в процессе любого вида деятельности. На самом деле приоритеты выбирает исключительно действующий субъект, но в соответствии с теми условиями, которые определяет третья сторона. (В частности, с точки зрения христианства, абсолютно беспочвенны стенания по поводу того, как может Всевышний допускать те или иные несправедливости, например, войны. Бог только создаёт условия существования и моральные принципы, которые достаточно общие, чтобы предоставить человеку достаточную свободу и возможность самому выбирать и распределять по важности варианты действий и поведения в тех или иных условиях, т.е. распределять приоритеты).
Мы живём в мире приоритетов собственных или чужих, которые следует знать и учитывать. И большего успеха добивается тот, кто правильнее распределяет свои и учитывает чужие приоритеты и, обеспечивая их, не теряет гибкости.
Исходя из этих общих положений, в нашей стране была разработана совершенно новая концепция организации контроля качества статистическими методами, которая так и называется «принцип распределения приоритетов (ПРП)». Рассмотрим основные проблемы и задачи, которые поставили и попытались решить разработчики новой концепции.
1. Поскольку статистический контроль качества есть частный случай общей теории проверки статистических гипотез, то в соответствии с механизмом проверки статистических гипотез при контроле качества традиционными методами неизбежно возникает зона неопределённости, которая соответствует промежутку значений качества между AQL и RQL. Когда уровень несоответствия партии qп находится в этой зоне (AQL < qп < RQL), то согласно ОХ плана контроля такая партия может быть как принята, так и отклонена. Например, при работе по системе AQL одна партия может иметь значение qп чуть меньше AQL, а другая – чуть больше, и обе партии по ОХ будут иметь достаточно высокую вероятность приёмки. Причём в среднем действительно потребитель получит продукцию с уровнем несоответствий, не превышающим AQL. Есть в рамках системы AQL подсистема LQ (limiting quality), которая исходит из норматива в виде RQL, но и этот подход не гарантирует потребителя от поставки ему несоответствующих партий продукции (см. п. 3.5.1 ГОСТ Р 50779.72).
2. Действительно ли ступенчатая (индикаторная) функция есть оптимальная ОХ для любых случаев контроля качества? Предположим, что для партии с N = 1000 единиц продукции установлен нормативный уровень несоответствий в 10 %, т.е. поставке потребителю подлежат только партии с числом несоответствующих изделий не более 10 единиц. А если в партии окажется 11 несоответствующих изделий? Действительно ли такая партия настолько плоха, что она в отличие от партии с 9 несоответствиями не может быть принята?
3. Проблема арбитражной ситуации. Как указывалось выше организация по идентичному плану выходного контроля у поставщика и входного контроля у потребителя сопровождается достаточно большой вероятностью возникновения арбитражной ситуации (вероятность несогласованных результатов контроля может достигать 25 %). Следовательно, по-видимому, планы выборочного контроля у поставщика и у потребителя должны быть разными. Но какими? Как обеспечить согласованность (или воспроизводимость по терминологии теории планирования экспериментов) планов выборочного контроля у обеих сторон?
4. Разрушающие методы контроля – довольно распространённое явление в производственной практике. Однако все существовавшие до ПРП системы контроля были построены на основе жёсткой зависимости: хочешь повысить достоверность контроля – увеличивай объём выборки. Причём зависимость рисков поставщика и потребителя от объёма выборки есть математическое следствие организации процедуры контроля и поэтому объективно должна сохраняться для любых планов выборочного контроля в рамках прежних систем. Разработчикам системы ПРП удалось решить и эту проблему, т.е. обеспечить приемлемые для обеих сторон правила принятия решений вне зависимости от объёмов выборки.
5. Самой процедурой контроля качества стимулировать производителя выпускать всё более и более качественную продукцию (стимулировать «непрерывное улучшение» по терминологии TQM и ИСО 9000). Причём сделать это стремление по возможности очевидным и объективным, вытекающим как следствие из математического аппарата соответствующих планов выборочного контроля.
6. Максимально упростить процедуру приёмочного контроля качества. Сделать её доступной и понятной на всех уровнях организации производства, для предприятий любых форм собственности и масштабов, в том числе и на уровне межцеховых связей.
7. Решить ряд вспомогательных проблем. Таких как создание удобной и относительно простой общей математической модели процедуры выборочного контроля качества и последующего анализа, включая информационное обеспечение производства и оптимизацию экономических отношений между поставщиком и потребителем и т.п. (см. приложения к ГОСТ Р 50779.30).
8. Наконец была сделана попытка решить проблему преднамеренности при выборочном контроле. Т.е. проблему создания таких условий и «правил игры» при контроле, когда, прежде всего производителю, было бы не выгодно использовать специально подготовленную выборку, специально подготовленные приборы с нужной систематической погрешностью измерений, смешение двух партий продукции с разными уровнями несоответствий и т.п. Эта проблема была поставлена и тщательно исследована в рамках так называемых «гибких методов контроля» с использованием языка нечётких множеств в докторской диссертации В.А. Лапидуса*[1] – главного разработчика концепции ПРП.
В этом месте авторы идеи ПРП обычно рассказывают притчу о двух работниках, работодатель с которыми расплачивался булкой хлеба, и им каждый день предстояло делить эту булку на две части. Но как разделить? По честному или поровну? А может быть попросить хозяина, но тогда неизбежно возникали сомнения о личных симпатиях хозяина к одному из работников. Короче говоря, дело доходило до деревенского вече, но и это не выход, поскольку не будешь же каждый день общее собрание собирать по каждому «пустяку». Как всегда бывает в таких случаях, нашелся в этой деревне мудрый старик, который отдал одному работнику нож и сказал: «Ты будешь делить хлеб». А другому сказал: « А ты будешь выбирать себе любую из половинок». Примерно в этом и заключается основа принципа распределения приоритетов.
Прежде всего, отметим суть идеи "принципа распределения приоритетов". Этот принцип предполагает распределение прав и обязанностей между тремя сторонами (поставщиком, потребителем и арбитражной организацией), задействованными в процедурах контроля групповых показателей качества. Сторона, осуществляющая выборочный контроль (поставщик во время приемочного контроля или потребитель при входном контроле) вправе использовать любую стандартную систему выборочных планов (в том числе и систему AQL), но в любом случае обязана доказывать правильность принятого решения относительно качества проверяемых партий продукции. При этом все погрешности и неточности, в том числе и заложенные в самой природе статистических методов выборочного контроля, относятся в пользу второй стороны, которая вправе назначать собственный риск и тем самым влиять на жесткость выбираемого плана контроля. Т.е. потребитель защищён не столько малым значением собственного риска (риска II-го рода) при контроле у поставщика, сколько правом самому назначать этот риск. При входном контроле у потребителя стороны «меняются местами». Теперь уже потребитель, если он имеет претензии по поводу качества поставленной ему продукции, должен доказать любыми методами, включая методы выборочного контроля, что уровень несоответствий в партии выше договорного, обеспечивая установленное значение риска поставщика.
Важно подчеркнуть, что в обоих случаях обнаруженные в ходе контроля несоответствующие изделия поставщик обязан заменить на соответствующие (если иное не оговорено в договоре или другой НТД).
Третья сторона, в роли которой могут выступать органы стандартизации или сертификации, обеспечивает "правила игры", в рамках которых "развиваются" производственные отношения между поставщиком и потребителем. Третья сторона может выступать в роли потребителя, если поставки осуществляются без договора непосредственно в торговую сеть или через «безымянного» посредника – оптового покупателя.
Принцип доказательности, которого должна придерживаться контролирующая сторона, может вызвать вполне справедливый упрёк со стороны статистика – профессионала. Действительно, поскольку контроль качества выборочными методами так или иначе с точки зрения математики в конечном итоге сводится к процедуре проверки статистической гипотезы, то как быть с фундаментальным положением этой теории о том, что процедура проверки статистической гипотезы в принципе никогда ничего не доказывает? Эта процедура может только свидетельствовать, что данные проверки (результаты выборочного контроля) не противоречат или наоборот расходятся с нулевой гипотезой. И, следовательно, в первом случае её целесообразно не отклонять, а во втором есть все основания (но не строгие доказательства!), что нулевая гипотеза ложна.
Разрешение этого парадокса стало возможным при использовании вместо точечных оценок, применяемых в классических процедурах контроля качества, – интервальных оценок. В рамках системы ПРП с установленным значением нормативного уровня несоответствий сравнивается не точечная оценка уровня несоответствий qт, а граница интервала соответствующего уровня доверия: верхняя доверительная граница qв при контроле у поставщика и нижняя доверительная граница qн при контроле у потребителя. Таким образом, в ходе контроля по выборке определяется односторонний доверительный интервал уровня несоответствий с уровнем доверия, который задаёт противоположная сторона через собственный риск, поскольку можно показать, что уровень доверия и риск связаны простым соотношением g = 1 - b при контроле у поставщика и, соответственно, h = 1 - a при контроле у потребителя. Решение о соответствии партии требованиям принимается, если при выходном контроле у поставщика верхняя qв граница доверительного интервала уровня несоответствий партии не превышает установленное в НТД нормативное значение – NQL. И, соответственно, если при входном контроле у потребителя нижняя qн граница доверительного интервала уровня несоответствий партии не превышает значение NQL. Причём значение NQL это не уровень предельно допустимого несоответствия - RQL, вытекающий из ОХ плана контроля и являющийся контрольной величиной в подсистеме LQ, а просто то значение уровня несоответствий, о «нормативности» которого договорились поставщик и потребитель и установили это значение в договоре.
Математически это можно выразить через приёмочную функцию c(q( ÷П), принимающую значение 1, если партия принимается и значение 0, если партия отклоняется:
÷П), принимающую значение 1, если партия принимается и значение 0, если партия отклоняется:
а) у потребителя:
c(qв()÷Пптр) =
б) у поставщика:
c(qн()÷Ппст) = 
где qв() и qн() – соответственно верхняя и нижняя интервальные оценки уровня несоответствий, оцениваемые по выборкам;
Ппст – допустимый план контроля у поставщика, т.е. такой план, который обеспечивает Р(qп ≥ qв()) £ b;
Пптр – допустимый план контроля у потребителя, т.е. такой план, который обеспечивает Р(qп < qн()) £ a;
qп – предполагаемое истинное (фактическое) значение уровня несоответствий в контролируемой партии.
Графически это выглядит так, как показано на рисунке 5.3.

Рисунок 5.3
Рассмотрим следствия, которые вытекают из организации планов приёмочного контроля по концепции ПРП.
1. Всю зону неопределённости, связанную в том числе с применением выборочных методов контроля, берёт на себя контролирующая сторона. Планы контроля у поставщика и у потребителя разные, но по-прежнему рассчитываются по системе соотношений (см. также рисунок 1 ГОСТ Р 50779.30):
 – у поставщика и
– у поставщика и
 – у потребителя,
– у потребителя,
где aп и bп – собственные риски поставщика и потребителя.
Контролирующая сторона должна безусловно (строго) обеспечить риск, связанный с точкой q = NQL. В обеспечении другой точки ОХ контролирующей стороне предоставляется полная свобода действий, она может назначаться по собственному усмотрению. Уменьшение объёма выборки n приведёт к росту зоны неопределённости, увеличение n – к уменьшению. Т.е. зона неопределённости становится управляемой. Но в любом случае ОХ плана контроля должна проходить не выше точки (NQL; b) у поставщика и не ниже точки (NQL; 1 - a) для плана контроля у потребителя, т.к. только такие планы контроля являются допустимыми.
2. Об идеальности индикаторной ОХ здесь говорить не приходится. Свойством «индикаторности» обладает только функция принятия решения c(q(÷П)), обеспечивая чёткость и однозначность принятия или отклонения партии по результатам контроля. Более того, доверительный интервал характеризуется тем, что по мере удаления от точечной оценки qт к верхней qв или к нижней qн доверительной границе уменьшается и вероятность нахождения именно здесь истинного значения уровня несоответствия в партии qп.
3. Решение проблемы вероятности возникновения арбитражной ситуации в рамках концепции ПРП связано с двумя моментами: во-первых, эта система изначально построена на применении различных планов контроля у поставщика и у потребителя и во-вторых, с использованием не точечных, а интервальных оценок для принятия решения о качестве контролируемой партии, причём у поставщика используется верхняя доверительная граница, а у потребителя – нижняя. В этих условиях как показал В.А. Лапидус вероятность возникновения арбитражной ситуации не превышает max(a, b). Поэтому, в частности в стандартах лимитируется значение только одного из рисков, а именно риск поставщика a, тогда как риск потребителя может меняться в зависимости от степени доверия к нему (см. ГОСТ Р 50779.30 и все стандарты 50-й серии этой группы).
4. Поскольку ОХ плана контроля остаётся линией четвёртого порядка и из четырёх определяющих её точек регламентированы только три, то четвёртую точку можно задавать различными способами. Практически вполне можно к определению этой точки подойти через задание объёма выборки. В принципе можно обеспечить допустимость плана контроля, т.е. прохождение ОХ ниже значения b в точке с абсциссой NQL, при любом объёме выборки (вплоть до n = 1). При этом следует помнить, что увеличение зоны неопределённости, связанное с уменьшением объёма выборки неизбежно приводит к увеличению собственного риска для стороны, выполняющей контроль: риска забраковать годную партию для поставщика или риска пропустить несоответствующую партию для потребителя.
5. Стимулирование поставщика производить более качественную продукцию связано с двумя обстоятельствами. Во-первых: очевидно, что с уменьшением разброса показателя качества, т.е. с уменьшением дисперсии или стандартного отклонения уменьшается «длина» доверительного интервала [qн, qв]. Во-вторых: при постоянном объёме выборки с уменьшением q растёт вероятность приёмки партии, т.е. уменьшается собственный риск поставщика.
6. Приёмочный контроль качества по концепции ПРП максимально упрощён процедурно. План выборочного контроля полностью определяется тремя величинами: a, b и NQL (без кодовых букв и уровней контроля). Эти параметры всегда можно предварительно обсудить с поставщиком и зафиксировать в договоре или иной НТД. Более того, можно устанавливать различные объёмы выборки. Жесткость контроля регламентируется значениями a, b и NQL.
7. Упрощение процедуры контроля приводит и к упрощению моделирования этой процедуры, т.е. облегчается прогнозирование любых видов затрат, связанных с осуществлением приёмочного контроля качества.
8. ПРП не решает проблему преднамеренности. Если поставщик задумает «обманывать» потребителя и поставлять ему несоответствующую продукцию, «успешно» прошедшую выходной контроль, то и рамках ПРП можно найти способы это сделать. Однако, в любом случае эти способы далеко не очевидны и не принесут выгоды, если связаны с ростом неопределённости контроля.
9. О байесовских рисках.
Прежде всего следует отметить, что полностью идеи интервального оценивания реализованы при контроле количественных признаков качества. Для альтернативных признаков реализована идея байесовских рисков или, точнее, условных рисков потребителя bу. Условный риск как он определён в приложении В ГОСТ Р 50779.30 это строго говоря не совсем байесовский риск (байесовским он назван только по тому, что определяется и задаётся потребителем «априорно», до поставки продукции от поставщика или на будущие поставки):
bу = b×Р(q > NQL).
Т.е. предполагается, что потребитель имеет возможность оценить технологические возможности поставщика и выразить их через вероятность Р(qп > NQL). Тогда потребитель может разрешить поставщику увеличить риск второго рода в  раз (естественно, в пределах b ≤ 1) и, следовательно, уменьшить объём выборки при выходном контроле. Такой подход предполагает установление долговременных партнёрских отношений между поставщиком и потребителем с предоставлением и анализом всей информации о технологических возможностях поставщика и, прежде всего, о системе качества в виде, например сертификата о соответствии её требованиям ИСО 9000, с периодическим проведением аудита второй стороной.
раз (естественно, в пределах b ≤ 1) и, следовательно, уменьшить объём выборки при выходном контроле. Такой подход предполагает установление долговременных партнёрских отношений между поставщиком и потребителем с предоставлением и анализом всей информации о технологических возможностях поставщика и, прежде всего, о системе качества в виде, например сертификата о соответствии её требованиям ИСО 9000, с периодическим проведением аудита второй стороной.
5.2.2 Выбор планов контроля для альтернативных признаков качества
Требования к нормированию, формированию и порядку применения планов и схем выборочного контроля партий изделий по альтернативному признаку приведены в ГОСТ Р 50779.52-95. Контрольным показателем качества партии изделий в указанном стандарте является уровень несоответствий NQL, выраженный в виде процента несоответствующих единиц изделий в партии или в виде числа несоответствий на сто единиц изделий, если каждое изделие может иметь более одного отклонения от требований в НТД на данный вид продукции. Ниже в порядке увеличения (в среднем) объёма выборки при прочих равных условий приведены следующие виды выборочного контроля поставщика, каталоги таблиц с параметрами планов которых входят в состав ГОСТ Р 50779.52-95:
1) для норматива качества в виде процента несоответствующих единиц изделий в партии:
- двухуровневые схемы контроля (нормальный и ослабленный контроль);
- двухступенчатые планы контроля с одинаковым объемом выборки на обеих ступенях;
- двухступенчатые планы контроля с удвоенным объемом выборки на второй ступени;
- одноступенчатые планы контроля.
2) для норматива качества в виде числа несоответствий на сто единиц изделий в партии:
- двухуровневые схемы контроля (нормальный и ослабленный контроль);
- одноступенчатые планы контроля.
Планы и схемы контроля для NQL в виде процента несоответствующих единиц изделий построены на основе гипергеометрического распределения и поэтому зависят от объема партии. Планы контроля для NQL в виде числа несоответствий на сто изделий построены на основе распределения Пуассона и, следовательно, не зависят от объема партии. Схемы контроля включают в себя два одноступенчатых плана контроля: план нормального уровня контроля и план ослабленного контроля. Первая (исходная или начальная) партия проверяется по плану нормального контроля. Если подряд принимается не менее m партий, то можно переходить на план ослабленного контроля с уменьшенным объемом выборки и большим значением риска потребителя. Если при ослабленном уровне контроля отклоняется две и более партии из пяти, проконтролированных последовательно, т.е. между двумя отклоненными партиями будет менее трех принятых подряд, то следует перейти на нормальный контроль. Первая партия, проконтролированная по плану нормального уровня, будет исходной для следующего цикла схемы. Значения рисков потребителя при контроле поставщика и значения числа m партий, принятых подряд, для перехода на ослабленный контроль в зависимости от среднего по схеме риска потребителя (степени доверия)
приведены в таблице 5.1.
Таблица 5.1
| Степень доверия по ГОСТ Р 50779.52-95 | Т2 | Т3 | Т4 | Т5 | Т6 |
| Средний по схеме риск потребителя (b) | 0,1 | 0,25 | 0,50 | 0,75 | 0,90 |
| Риск потребителя при нормальном контроле | 0,096 | 0,211 | 0,40 | 0,50 | 0,75 |
| Риск потребителя при ослабленном контроле | 0,250 | 0,50 | 0,75 | 0,910 | 0,929 |
| m | 2 | 2 | 3 | 4 | 5 |
Для выбора планов нормального и ослабленного контроля необходимо по таблице 4 ГОСТ Р 50779.52 в зависимости от объема партии выбрать соответствующие таблицы параметров допустимых планов для схем контроля (как указано выше параметры планов нормального и ослабленного контроля для NQL в виде числа несоответствия на сто единиц изделий не зависят от объема партии). Каждая таблица параметров плана контроля содержит верхнюю строку значений NQL и левый столбец – интервалы фактических (предполагаемых) уровней несоответствия qф. Параметры допустимого плана контроля находятся на пересечении столбца с заданным уровнем NQL и строки с интервалом, в который попадает предполагаемый (фактический) уровень несоответствия qф, определенный по результатам оценки технологических возможностей производства. В каждой ячейке таблиц параметров планов контроля находятся объем выборки – в нижней строке и приёмочное число – в верхней строке. Если при проверке выборки соответствующего объема число несоответствующих изделий или число несоответствий на сто единиц изделий окажется больше приёмочного числа, то партия бракуется. Если число несоответствующих единиц изделий или число несоответствий на сто единиц изделий в партии будет равно или меньше приёмочного числа, то партия принимается.
Для организации двухступенчатого выборочного контроля необходимо по таблице 5 ГОСТ Р 50779.52 в зависимости от степени доверия поставщику выбрать соответствующую таблицу параметров допустимого плана контроля. В ячейке таблицы допустимых планов двухступенчатого контроля на пересечении столбца с заданным уровнем NQL и строки с фактическим (предполагаемым) уровнем несоответствий qф, определенным по результатам оценки технологической возможностей производства, находятся параметры планов контроля первой и второй ступени. В верхней строке ячейки приведены объем выборки, приемочное число и браковочное число первой ступени. Вторая строка содержит объем выборки, приемочное и браковочное числа плана второй ступени. Если на первой ступени контроля число несоответствующих единиц изделий k в выборке будет меньше или равно приемочному числу с1, то партия принимается. Если число k будет равно или больше браковочного числа d1, то партия бракуется. При значении числа k между приемочным и браковочным числами (c1<k<d1), производится повторный выборочный контроль с параметрами второй ступени. Правило принятия решения относительно партии после второй ступени контроля определяется суммой числа дефектных изделий, обнаруженных после первой ступени k1 и второй ступени k2:
d = k1 + k2.
Если число d не превышает приемочного числа c2 второй ступени плана контроля, то партия принимается. Если d больше хотя бы на единицу приемочного числа второй ступени, то партия бракуется.
Для организации одноступенчатого плана выборочного контроля в зависимости от объема партии и степени доверия поставщику по таблице 4 ГОСТ Р 50779.52 определить таблицу с параметрами допустимого плана (для NQL в виде числа дефектов на сто единиц изделий параметры плана не зависят от объема партии). Параметры плана находятся в ячейке на пересечении столбца с заданным значением NQL и строки с фактическим (предполагаемым) уровнем несоответствий qф, определенным по результатам оценки технологической возможностей производства. В каждой ячейке таблиц параметров планов одноступенчатого выборочного контроля указаны объем выборки и приемочное число. Партия принимается, если число несоответствующих изделий или число несоответствий в выборке равно или меньше приемочного числа. В противном случае (если число несоответствующих изделий или число несоответствий больше приемочного числа хотя бы на единицу) партия не принимается.
Если на пересечении столбца с заданным уровнем NQL и строки с фактическим уровнем несоответствий расположена пустая клетка, то следует изменить исходные условия выбора плана выборочного контроля или для правой верхней части таблиц перейти к плану по стрелке; для левой нижней части таблиц применить ближайший верхний план контроля без гарантии вероятности приемки партии с уровнем несоответствий, равным AQL, не менее 0,95, либо проводить сплошной контроль.
Для организации выборочного контроля потребителем (например, входной контроль) необходимо в зависимости от объема партии N по таблице 5.2 выбрать номер таблицы из ГОСТ Р 50779.52-95 с параметрами планов выборочного контроля потребителя. Для заданного значения NQL в виде числа несоответствий на сто единиц изделий параметры плана выборочного контроля потребителя не зависят от объема партии. В этом случае следует воспользоваться параметрами плана контроля из таблицы А154 ГОСТ Р 50779.52-95.
Таблица 5.2
| Объем партии | от 16 до 25 | от 26 | от 51 | от 91 | от 151 до 280 | от 281 до 500 | от 501 до 1200 | более 1200 |
| Номер таблицы | А146 | А147 | А148 | А149 | А150 | А151 | А152 | А153 |
В таблицах параметров планов выборочного контроля потребителя в зависимости от заданного значения NQL (верхняя строка) представлены значения объемов выборки и соответствующее этим объемам выборки браковочное число (в левом столбце). Потребитель вправе по собственному усмотрению установить объем выборки и по выбранной таблице параметров определить браковочное число, в зависимости от согласованного значения NQL. Предъявление претензии поставщику будет обосновано в случае, если число забракованных изделий или число дефектов в выборке будет равно или больше браковочного числа.
Оперативные характеристики планов выборочного контроля следует строить в соответствии с формулами из раздела 4.
5.3 Статистический приёмочный контроль качества по количественному признаку
5.3.1 Исходные положения
 Любой измеримый признак качества можно представить как непрерывную случайную величину. Совокупность изделий (партию) с контролируемым измеримым признаком качества – как совокупность одинаково распределённых непрерывных случайных величин.
Любой измеримый признак качества можно представить как непрерывную случайную величину. Совокупность изделий (партию) с контролируемым измеримым признаком качества – как совокупность одинаково распределённых непрерывных случайных величин.
Рисунок 5.4
Случайность – в том, что значение признака li (i = 0…N) у каждой детали (см. рис. 5.4) неизвестно, неопределено и может принимать практически любое из физически допустимых значений, причём этой случайной величине x º l можно сопоставить функцию распределения:
Р( l º x < x) = F(x) – вероятность того, что значение l меньше х.
Непрерывность – в том, что значение признака может соответствовать практически любой точке числовой оси из области физически допустимых значений (без пропусков интервалов и точек на числовой оси).
Одинаковость рапределения – в том, что все изделия идентичны относительно функции рапределения контролируемого параметра, и для любого значения на числовой оси х верно соотношение:
Р(l1 < x) = Р(l2 < x) = Р(l3 < x) = …= Р(lN < x) = F(x),
т.е. вероятность того, что любое случайно выбранное изделие из партии обладает параметром l, которое меньше любого конкретного значения x, определяется одной для всех изделий функцией распределения F(x).
Все стандарты по приёмочному контролю качества исходят из того, что функция распределения показателя качества F(x) соответствует «нормальному» (Гаусову) распределению с параметрами m и s2, где m и s2 соответственно математическое ожидание и дисперсия показателя качества генеральной совокупности (выхода производственного процесса в системе AQL или контролируемой партии в системе ПРП). Выбор именно нормального распределения объясняется не просто «в силу Центральной предельной теоремы …», а тем, что в соответствии с этой теоремой производственный процесс должен быть хотя бы частично управляем (см. пп. 2.1 и 2.3.5).
Учитывая частотную интерпретацию вероятности, представим функцию распределения F(x) следующим образом:
F(x) = Р(l < x) =  =
= = q (доля изделий в партии со значениями li < x).
= q (доля изделий в партии со значениями li < x).
Таким образом, функция распределения F(x) помимо прочего описывает долю изделий в партии со значениями признака качества li, которые меньше значения x. Например, если в НТД установлено, что соответствующими требованиям являются только те изделия, значения признака качества которых l меньше b, то доля годных (соответствующих) изделий в партии будет равна:
qг = F(x = b) = Ф( ),
),
а доля негодных изделий соответственно:
q = 1 - F(x = b) = 1 - Ф(). (5.1)
В случае задания требования в виде нижнего предельного значения а (изделие годное, если li ³ а):
qг = 1 -F(x = а) = 1 - Ф( ),
),
q = F(x = а) = Ф(). (5.2)
Для духстороннего ограничения: изделие годное, если а ≤ li ≤ в, уровень несоответствий в партии через функцию распределения можно выразить следующим образом (см. так же раздел 2.2):
q = 1 – [F(x = b) - F(x = a)] =
=  (5.3)
(5.3)
 где Ф1 =
где Ф1 =  – уровень несоответствий, равный площади левого «хвоста» распределения, т.е. доля изделий, значения признака качества которых меньше а (li< a);
– уровень несоответствий, равный площади левого «хвоста» распределения, т.е. доля изделий, значения признака качества которых меньше а (li< a);
 – уровень несоответствий, равный площади правого «хвоста» распределения, т.е. доля изделий со значениями (li> в);
– уровень несоответствий, равный площади правого «хвоста» распределения, т.е. доля изделий со значениями (li> в);
Ф(…) – функция стандартного нормального распределения;
m и s – соответственно математическое ожидание и стандартное отклонение значений признака качества в партии.
Из всего вышесказанного вытекают три важных вывода:
1) если известны параметры функции распределения признака качества в партии m и s, то можно подсчитать долю изделий в партии для любого диапазона значений li от х1 до х2, в том числе и для поля допуска от а до b;
2) нормализация, т.е. переход к стандартной функции распределения позволяет стандартизировать методы контроля практически для любых измеримых признаков качества, лишь бы они были распределены по закону нормального распределения с любыми m и s;
3) если групповой показатель качества определён в виде допустимой доли несоответствующих изделий в партии q, то выборочный контроль партии сводится к оценке неизвестных параметров распределения партии m и s по выборке.
В стандартах по приёмочному контролю с измеримыми признаками качества планы контроля подразделяют на следующие виды:
1) планы контроля с односторонним и двухсторонним ограничением признака качества;
2) планы контроля с известным или неизвестным значением дисперсии s2;
3) при неизвестном значении дисперсии планы могут быть с оценкой дисперсии непосредственно по выборочным значениям:
s2 =  , где lcp =
, где lcp =  – выборочное среднее,
– выборочное среднее,
или по размаху в выборке: R = lmax - lmin, где lmax и lmin, соответственно, максимальное и минимальное значения признаков качества в выборке. (Значение дисперсии s2 статистически связано с размахом R в случае нормального распределения, т.е. зная размах R в выборке можно оценить дисперсию. В настоящее время планы контроля с оценкой дисперсии по размаху потеряли актуальность, т.к. оценка дисперсии партии s2 по выборочной дисперсии s2 более точна и, следовательно, объёмы выборки планов контроля с оценкой s2 по s2 будут меньше, чем при оценке s2 по R).
5.3.2 Планы выборочного контроля при известной дисперсии и одностороннем ограничении признака качества
Рассмотрим принципы построения планов выборочного контроля качества для случая известной дисперсии s2 и одностороннем ограничении признака качества, например, когда требование к соответствию изделия задано в виде ограничения на нижнее предельное значение: изделие годное, если показатель качества у ³ а. Качество партии характеризует уровень несоответствий qп: партия соответствует требования и подлежит поставке потребителю, если доля несоответствующих изделий в ней не превышает заданное (согласованное между поставщиком и потребителем) значение qo, т.е. если
qп £ qo (5.4)
или, в соответствии с (5.2), когда
Ф() £ qo. (5.5)
Переходя в (5.5) к квантилям и с учётом монотонности функции стандартного распределения, представим требование к групповому показателю через требование к математическому ожиданию m:
 £ zqo или m ³ а + z1-qo×s. (5.6)
£ zqo или m ³ а + z1-qo×s. (5.6)
Для оценки неизвестного значения математического ожидания показателя качества m в партии используем достаточную статистику (см. п. 3.4) в виде выборочного среднего:
 =
=
 ,
,
где n – объём выборки.
Если для выполнения условия (5.4) относительно математического ожидания необходимо и достаточно выполнения соотношения (5.6), то для выборочного среднего необходимо выполнение более строгого неравенства:
³ m + d, (5.7)
где d – доверительный интервал возможных значений m, соответствующих полученному по выборке конкретному значению , связанный со статической неопределённостью оценки математического ожидания по выборочному среднему.
 Величину d можно определить из уравнения:
Величину d можно определить из уравнения:
Р(( ³ m + d)| ) = g, (5.8)
³ m + d)| ) = g, (5.8)
где g – доверительная вероятность того, что значение m окажется больше («левее») значения - d (см. рисунок 5.6). С учётом «нормальности» распределения признака качества у и соответственно «нормальности» распределения выборочного среднего с параметрами (m; s/ ), уравнение (5.8) можно представить в виде:
), уравнение (5.8) можно представить в виде:
Р((≥ m + d)| ) = 1 -  =
= = g.
= g.
Откуда, переходя к квантилям, можно записать:
 = z1-g или окончательно d =
= z1-g или окончательно d =  .
.
Поэтому для выполнения (5.4) из (5.7) с учётом (5.6) для выборочного среднего должно выполняться соотношение:
³ а + z1-qo×s + = а + s×( z1-qo +  ) = а + k×s, (5.9)
) = а + k×s, (5.9)
где k = ( z1-qo + ) – приёмочный коэффициент, определяющий через исходные параметры плана контроля qo, n и g такое требование к значению выборочного среднего, чтобы выполнялось соотношение (5.4).
Из (5.9) автоматически получается уравнение для ОХ плана выборочного контроля L(m):
L(m) = P(³ а + k×s) = 1 -  =
=  . (5.10)
. (5.10)
Учитывая (5.2) в квантильной форме, можно получить уравнение для ОХ в виде зависимости вероятности приёмки партии от предполагаемого уровня несоответствий:
L(q) =  .
.
Если теперь записать значения ОХ для q = AQL и q = RQL, то получим систему:
 (5.11)
(5.11)
Или, переходя к квантилям:

Откуда нетрудно получить:
 (5.12)
(5.12)
 (5.13)
(5.13)
Аналогично при ограничении в виде верхнего предельного значения в (изделие годное, если показатель качества у £ в), ограничение на значение выборочного среднего представим в виде:
£ в - k×s,
где, по-прежнему, k = ( z1-qo + ) – приёмочный коэффициент плана выборочного контроля.
Тогда, для ОХ можно записать:
L(m) = P(£ в - k×s) =  =
=  .
.
Или с учётом (5.1) в квантильной форме:
L(q) = .
Таким образом, вне зависимости от вида ограничения (верхнего или нижнего) уравнение ОХ и, соответственно, соотношения для определения приёмочного коэффициента k и объёма выборки n получаются идентичными.
Примечание. Если вернуться к (5.9) и сравнить k =( z1-qo + ) c (5.13), то нетрудно получить:
( z1-qo + ) = или:
или:  = zqo.
= zqo.
Из последнего равенства, c учётом (5.12), следует:
z1-g =  . (5.14)
. (5.14)
Например, в системе AQL принимают: qo = AQL. Тогда по (5.14) получаем:
z1-g =  = za, т.е. g = 1- a.
= za, т.е. g = 1- a.
В системе ПРП: qo = RQL = NQL и тогда g = b.
5.3.3 Планы выборочного контроля при неизвестной дисперсии и одностороннем ограничении признака качества
Если дисперсия s2 заранее неизвестна, то соотношения для уровня несоответствий в партии (5.1) – (5.3) содержат две неизвестные величины и, следовательно, помимо математического ожидания по выборке следует оценить и стандартное отклонение s. В качестве эффективной, несмещённой и асимптотически нормальной оценки для стандартного отклонения используют её выборочное значение:
![]() .
.
 .
. Однако, как и в случае с математическим ожиданием непосредственно использовать эту оценку в формулах нельзя. Действительно, известно, что отношение  подчиняется распределению c2 с n-1 степенью свободы. Тогда, например, в случае ограничения показателя качества снизу (изделие годное, если уi ³ а), аналог аргумента в соотношении (5.2) для уровня несоответствий в партии можно записать в следующем виде:
подчиняется распределению c2 с n-1 степенью свободы. Тогда, например, в случае ограничения показателя качества снизу (изделие годное, если уi ³ а), аналог аргумента в соотношении (5.2) для уровня несоответствий в партии можно записать в следующем виде:
 , (5.14)
, (5.14)
где величина tn-1;d - имеет нецентральное распределение Стьюдента с n-1 степенью свободы и параметром нецентральности:
d =  .
.
Для получения параметров планов контроля можно непосредственно использовать статистику (5.14), но можно получить и более простое приближение в виде, аналогичном (5.9):
≥ а+ k×s.
Т.е. партия соответствует требованиям, если случайная величина x = - k×s превышает нижнее предельное значение для признака качества а, т.е. если x ³ а. Тогда, используя асимптотическую нормальность выборочного стандартного отклонения s Î no(s; ), случайную величину x можно считать распределённой по нормальному закону с параметрами:
), случайную величину x можно считать распределённой по нормальному закону с параметрами:
М[x] = m - k×s и D[x] =  =
= .
.
Поэтому ОХ для случая одностороннего нижнего ограничения при неизвестной дисперсии можно представить в виде;
L(m) = P(x ³ а) = 1 - Ф или
или
L(q) = Ф . (5.15)
. (5.15)
Примечание. В литературе / / предлагается более точная формула:
L(q) = Ф .
.
Если теперь как и в случае известной дисперсии считать, что ОХ, вычисляемая по формуле (5.15), должна проходить через точки с координатами (q = AQL; 1-a) и (q = RQL; b), то нетрудно получить выражения для приёмочного коэффициента и объёма выборки (Получите!):
 ; (5.16)
; (5.16)
. (5.17)
Естественно, точно такие же соотношения получаются и в случае неизвестной дисперсии и одностороннем верхнем ограничении признака качества (изделие годное, если показатель качества у £ b). Таким образом, при неизвестной дисперсии и любом одностороннем ограничении признака качества приёмочные коэффициенты такие же, как и при известной дисперсии, а объём выборки при прочих равных условиях в случае неизвестной дисперсии будет в  раз больше, чем в случае, когда дисперсия известна.
раз больше, чем в случае, когда дисперсия известна.
5.3.4 Планы выборочного контроля при двухстороннем ограничении признака качества
В случае, если показатель качества у ограничен с двух сторон, т.е. изделие годное при а ≤ уi≤ b, построение планов выборочного контроля несколько усложняется. В этом случае доля несоответствующих изделий состоит из двух частей: из доли изделий со значениями признака качества больше верхней границы допуска и доли изделий со значениями признака меньше нижней границы допуска:

Если построить график зависимости q(m), он будет выглядеть в виде «перевёрнутого колокола» (см. рисунок 5.7) с минимумом в середине допуска m = у* = (а+ b)/2:
 , (5.18)
, (5.18)
 где обозначено D = b – а – поле допуска.
где обозначено D = b – а – поле допуска.
Следовательно, если в договоре между поставщиком и потребителем установлено нормативное значение группового показателя качества qo в виде предельно допустимого уровня несоответствий менее qmin по (5.18), то контроль такого значения выборочными методами невозможен, т.к. заведомо будут получаться результаты с уровнем несоответствий в партии qп> qo. Соотношение (5.18) обычно используют для определения максимального значения дисперсии, точнее отношения s к полю допуска  , при котором выборочные методы допустимы. Действительно, если должно соблюдаться условие:
, при котором выборочные методы допустимы. Действительно, если должно соблюдаться условие:
 ,
,
то, переходя к квантилям, и после несложных преобразований получим:
£ 2× z1-qo/2. (5.19)
В системе AQL партия считается несоответствующей требованиям, если соотношение (5.19) не выполняется (см. табл. IVs ГОСТ Р 50779.74).
Вторая особенность планов контроля с двусторонним ограничением показателя качества в том, что ОХ плана контроля в этом случае представляет собой симметричную кривую, монотонно возрастающую по мере удаления математического ожидания от середины поля допуска. Оперативная характеристика плана выборочного контроля равна вероятности попадания выборочного среднего в пределы [НПГ, ВПГ], где НПГ и ВПГ соответственно нижний и верхний пределы для выборочного среднего у партии, соответствующей требованиям к её качеству:
 , (5.20)
, (5.20)
где: d = y* - m

где Cq для установленных значений qo и D/s определяется из уравнения:
 ;
;
10.2 Рандомизированный сдвоенный план - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
 - аналог приемочного коэффициента для случая двустороннего ограничения признака качества, который показывает, на сколько выборочное среднее
- аналог приемочного коэффициента для случая двустороннего ограничения признака качества, который показывает, на сколько выборочное среднее  может отклоняться от середины допуска y*, чтобы выполнялось условие приемки партии.
может отклоняться от середины допуска y*, чтобы выполнялось условие приемки партии.
Естественно, в этом случае получить простые как в случае одностороннего ограничения формулы для приёмочного коэффициента и объёма выборки не представляется возможным.
5.3.3 Планы выборочного контроля по количественному признаку в системе AQL
Процедура выбора плана контроля для количественного признака качества по системе AQL представлена на рисунке 5.7.
При двустороннем ограничении признака качества стандартом ГОСТ Р 50779.74 предусмотрены два разных способа задания требования к уровню несоответствий в партии. Требование может задаваться отдельно относительно каждой границы поля допуска. Например, для изделий с показателем качества меньше нижней границы допуска уровень несоответствий не должен превышать AQL1 и не должен превышать AQL2 для изделий с показателем качества больше верхней границы допуска. Или с одним значением AQL для общей (суммарной) доли изделий вне поля допуска. В первом случае контроль производится по планам для одностороннего ограничения признака качества отдельно для верхней и нижней границы поля допуска с разными планами контроля, если AQL1 ¹ AQL2.
В стандарте предусмотрены планы контроля с оценкой неизвестной дисперсии по размаху выборки, однако в настоящее время в связи с распространением вычислительной техники эти планы потеряли всякую привлекательность, т.к. они требуют большого объёма выборки.
[1] Лапидус Вадим Аркадьевич – доктор технических наук, профессор, один из ведущих специалистов и консультантов в области качества, ответственный редактор журнала «Методы менеджмента качества», академик Академии проблем качества РФ, Председатель ИСО/ТК 69/ПК4 «Статистическое управление процессами» (1991 – 1999 гг.), Член Совета Международной Гильдии профессионалов качества, член Американского общества по качеству (АSQ).



















