ДЗ 2: Технология изготовления поковок - Втулка вариант 7
-66%
Описание
Втулка - ДЗ №2 - Технология получения поковок
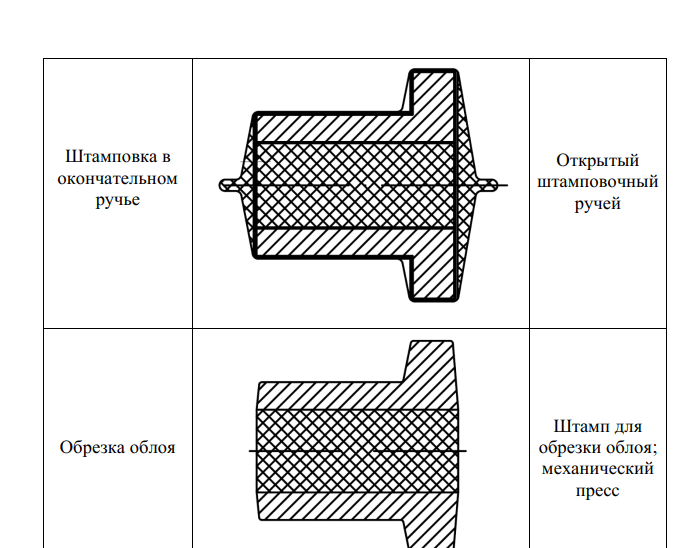
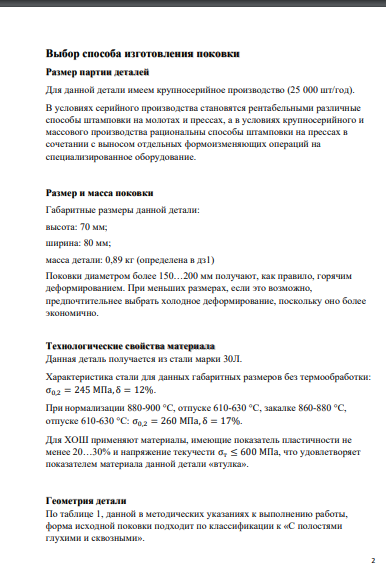
Выбор способа изготовления поковки Размер партии деталей Для данной детали имеем крупносерийное производство (25 000 шт/год). В условиях серийного производства становятся рентабельными различные способы штамповки на молотах и прессах, а в условиях крупносерийного и массового производства рациональны способы штамповки на прессах в сочетании с выносом отдельных формоизменяющих операций на специализированное оборудование. Размер и масса поковки Габаритные размеры данной детали: высота: 70 мм; ширина: 80 мм; масса детали: 0,89 кг (определена в дз1) Поковки диаметром более 150…200 мм получают, как правило, горячим деформированием. При меньших размерах, если это возможно, предпочтительнее выбрать холодное деформирование, поскольку оно более экономично. Технологические свойства материала Данная деталь получается из стали марки 30Л. Характеристика стали для данных габаритных размеров без термообработки: σ0,2 = 245 МПа, δ = 12%. При нормализации 880-900 °С, отпуске 610-630 °С, закалке 860-880 °С, отпуске 610-630 °С: σ0,2 = 260 МПа, δ = 17%. Для ХОШ применяют материалы, имеющие показатель пластичности не менее 20…30% и напряжение текучести σт ≤ 600 МПа, что удовлетворяет показателем материала данной детали «втулка » . Геометрия детали По таблице 1, данной в методических указаниях к выполнению работы, форма исходной поковки подходит по классификации к «С полостями глухими и сквозными » . 3 Выбор способа получения поковки По таблице 2 данного методического пособия, учитывая все факторы, описанные выше, был выбрал способ получения поковки – ХОШ, а именно: холодная объемная штамповка плашмя и холодная объемная штамповка в торец. Данные способы холодной объемной штамповки удовлетворяет всем характеристикам исходной детали.![]()
![]()
![]()
Выбор способа изготовления поковки Размер партии деталей Для данной детали имеем крупносерийное производство (25 000 шт/год). В условиях серийного производства становятся рентабельными различные способы штамповки на молотах и прессах, а в условиях крупносерийного и массового производства рациональны способы штамповки на прессах в сочетании с выносом отдельных формоизменяющих операций на специализированное оборудование. Размер и масса поковки Габаритные размеры данной детали: высота: 70 мм; ширина: 80 мм; масса детали: 0,89 кг (определена в дз1) Поковки диаметром более 150…200 мм получают, как правило, горячим деформированием. При меньших размерах, если это возможно, предпочтительнее выбрать холодное деформирование, поскольку оно более экономично. Технологические свойства материала Данная деталь получается из стали марки 30Л. Характеристика стали для данных габаритных размеров без термообработки: σ0,2 = 245 МПа, δ = 12%. При нормализации 880-900 °С, отпуске 610-630 °С, закалке 860-880 °С, отпуске 610-630 °С: σ0,2 = 260 МПа, δ = 17%. Для ХОШ применяют материалы, имеющие показатель пластичности не менее 20…30% и напряжение текучести σт ≤ 600 МПа, что удовлетворяет показателем материала данной детали «втулка » . Геометрия детали По таблице 1, данной в методических указаниях к выполнению работы, форма исходной поковки подходит по классификации к «С полостями глухими и сквозными » . 3 Выбор способа получения поковки По таблице 2 данного методического пособия, учитывая все факторы, описанные выше, был выбрал способ получения поковки – ХОШ, а именно: холодная объемная штамповка плашмя и холодная объемная штамповка в торец. Данные способы холодной объемной штамповки удовлетворяет всем характеристикам исходной детали.
Файлы условия, демо
Характеристики домашнего задания
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаНомер задания
Вариант
Просмотров
877
Размер
665,8 Kb
Список файлов
Домашнее задание №2 (Вариант 7-4).pdf

Друзья, спасибо за доверие! Если вам понравилась работа – поставьте 5⭐ и напишите отзыв. Это поможет другим студентам, а мне даст силы делать ещё больше качественных материалов для вас 🔥
 anhyeuem
anhyeuem
24 марта 2021 в 21:44
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!


















