
Оборудование для формования колбасных изделий
Лекция № 7
Оборудование для формования колбасных изделий
Шприцы
Шприцевание – наполнение колбасных оболочек подготовленной мясной эмульсией перед термообработкой предназначено для придания определенной формы мясопродуктам, предохранения их от внешних воздействий, для улучшения товарного вида.
Физическая сущность процесса шприцевания заключается в пластической деформации эмульсии под воздействием определенного давления и его истечения через насадку шприца – цевку.
Чем больше диаметр цевки, тем меньше скорость истечения, менее выражены изменения в структурной матрице мясной эмульсии, выше производительность оборудования.
Чем выше давление вытеснения, тем больше скорость истечения и производительность шприца. При этом следует иметь в виду, что использование высоких давлений приводит к ухудшению свойств эмульсии: снижается ее стабильность, нарушается структура.
Оптимальная величина давления для мясных эмульсий составляет:
- сосиски, сардельки – (4…6)×105 Па;
Рекомендуемые материалы
- вареные колбасы – (5…6)×105 Па;
- полукопченые, варено-копченые колбасы – (6…8)×105 Па;
- сырокопченые и сыровяленые колбасы – до (10…13)×105 Па.
Мясные эмульсии сосисок, сарделек, вареных колбас следует шприцевать с меньшей плотностью, так как в процессе последующей термообработки, сопровождающейся объемным расширением мясной системы и интенсивным парообразованием, может произойти разрыв оболочки. Мясные эмульсии копченых колбас шприцуют с наибольшей плотностью, так как объем батонов сильно уменьшается при последующем копчении и особенно сушке, что приводит к деформации поверхности колбас, отслоению оболочки.
Современные шприцы должны удовлетворять следующим технологическим требованиям:
- не врабатывать воздух в мясную эмульсию. Его наличие вызывает образование пор и вакуолей в готовом изделии, ухудшает цвет, катализирует окисление жира;
- не перетирать фарш, особенно жировой компонент, в противном случае происходит изменение состояния структурной матрицы эмульсии, размазывание жира, что приводит к потере монолитности, расслоению продукта на разрезе, появлению рыхлости и бульонно-жировых отеков;
- обеспечивать относительно равномерное давление по сечению цевки. Наличие значительного градиента в величине давлений в периферийной и центральной зонах, сопровождающееся смещением слоев эмульсии друг относительно друга при истечении, вызывает нарушение целостности структурного каркаса мясной системы. Устранить последствия расслоения можно увеличив продолжительность выдержки перед термообработкой;
- иметь систему вакуумирования. Наличие воздуха в системе вызывает изменение цвета, ухудшает консистенцию и текстуру колбас;
- при производстве мелко-штучных изделий шприцы должны быть оснащены порционно-перекручивающим устройством.
Современные шприцы производят наполнение колбасной оболочки фаршем под вакуумом, дозирование и запечатывание батонов. В связи с этим шприцы состоят из нескольких механизмов, которые изготавливают в виде единого агрегата или собирают из нескольких автономных блоков. В состав шприцов входят механизмы: вытеснительный, дозирующий, герметизирущий, приводной, подающий, загрузочный. Все эти механизмы управляются с единого пульта – регулирующего механизма или устройства.
В зависимости от принципа действия шприцы подразделяются на периодически и непрерывно действующие [].
В зависимости от конструкции вытеснителя шприцы делятся на поршневые, шестеренные с внешним и внутренним зацеплением, эксцентрико-лопастные и шнековые.
При производстве дозированных изделий устанавливают массу дозы и ее допуск, но дозирование производят объемным способом – выделением объема фарша. Для осуществления дозирования в системе регулирования дозатора должна быть учтена плотность фарша и калиброванный диаметр колбасной оболочки. Для дозирования используют объемные поршневые дозаторы и дозаторы импульсные, связанные с периодической подачей фарша вытеснителем.
Герметизацию батонов производят наложением металлической скобы-клипсы, вязкой шпагатом, перекруткой оболочки.
В качестве приводных механизмов используют ручной, электромеханический, гидравлический и пневматический.
Шприцы с поршневыми вытеснителями (далее поршневые шприцы) являются универсальными машинами периодического действия. На них можно перерабатывать фарши любой консистенции: от самых текучих – сосисочных, до самых вязких – для сырокопченых колбас. В поршневых шприцах фарши наиболее полно сохраняют свои исходные физические свойства, так как они подвергаются равномерному объемному сжатию (нормальные напряжения) и не испытывают сдвиговых, касательных напряжений. Из-за этого сохраняется и пространственное распределение включений в фарш (кубики шпика, мяса и др.).
Но к недостаткам поршневых шприцов следует отнести периодичную работу, включающую периоды вытеснения (шприцевание) и загрузки, причем продолжительность этих периодов может быть равной или близкой по значению.
Поршневые шприцы выпускают с рабочим объемом (л) цилиндра 6, 12. 15. 25, 40, 50 и 70, давление, создаваемое в фарше, составляет 1,4...2,5 МПа.
Наиболее широко применяют ширины с гидравлическим приводом, у которых фаршевый поршень штоком связан с гидравлическим поршнем. Этот тип привода обеспечивает бесступенчатое регулирование давления и расхода вытесняемой массы.
Поршневые шприцы
Поршневой шприц с гидравлическим приводом Е8-ФНА (рис. 1) снабжен механизмами объемною дозирования и перекрутки оболочки. Он предназначен для выпуска под вакуумом сосисок, сарделек, полукопченых, варено-копченых, сырокопченых и сыровяленых колбас в натуральных и в искусственных оболочках.
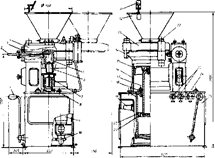
Рис. 1. Поршневой шприц Е8-ФНА: 1 – подколенный рычаг;
2 – цевка; 3 – палый вал; 4 – дозирующее устройство; 5 – дозировочный стакан; 6 – дозирующий поршень; 7 – дозирующий гидроцилиндр;
8 – поршень; 9 – электродвигатель; 10 – шестеренный насос; 11 – зеркало; 12 – бункер; 13 – крышка; 14 – зажим; 15, 21 – поршни фаршевого и гидроцилиндров. 16 – фаршевый цилиндр; 17 – шток; 18 – уплотнение; 19 – шкаф с электроаппаратурой; 20 – гидроцилиндр; 22 – ось поворота крышки; 23, 24 – пульт управления; 25 – станина
Шприц состоит из сварной станины 25, облицованной стальными листами. На верхней плоскости станины фланцем закреплен фаршевый цилиндр 16, в котором перемещается поршень 15. Шток поршня 17 проходит через уплотнение дна фаршевого цилиндра и входит в полость гидравлического цилиндра 20. На нижнем конце штока закреплен поршень 21 гидроцилиндра. Для подачи рабочей жидкости в станине расположена гидростанция, состоящая из электродвигателя 9, шестеренного насоса 10, бака и регулирующей аппаратуры. На оси 22 закреплена крышка 13 фаршевого цилиндра, на которой установлен бункер 12 с зеркалом 11.
Истечение фарша происходит через отверстие в обечайке фаршевого цилиндра, к которому прикреплен корпус дозирующего устройства. Дозатор объемный с поршнем 6, который перемещается во вращающемся дозировочном стакане 5. Перемещается поршень штоком, соединенным с поршнем 8 гидроцилиндра 7. Фарш из стакана вытесняется в полый вал 3, к которому накидной гайкой присоединяют цевку 2.
Эксцентрико-лопастные шприцы
Эксцентиково-лопастные вытеснители – устройства непрерывного действия. Они создают в продукте нормальные, объемные напряжения, не влияющие на физические свойства фарша и не вызывающие перераспределения его компонентов. Их конструкция позволят обрабатывать все виды фаршей. Вытеснитель состоит из цилиндрического ротора, в котором проделаны радиальные пазы для пластин. Пластины одинаковой длины скользят по внутренней поверхности корпуса, в котором ротор установлен эксцентрично.
На рис. 2, а показан эксцентриково-лопастной вытеснитель для шприцов малой производительности (до 2500 кг/ч). В его роторе 3 проделаны восемь радиальных пазов, в которые вставлены четыре пластины 2, имеющие одинаковую длину. Пластины в средней части имеют прямоугольные углубления, которые позволяют собрать их в один узел. Концы пластин образуют восемь лопастей, которые перемещают фарш внутри корпуса 4. Контур внутренней поверхности корпуса обеспечивает создание шести зон: замыкание 1, вакуумирование 5, загрузка 6, сжатие 7 и выгрузка 8. В то же время диаметральное расстояние между стенками должно быть равно длине пластины, проходящей через центр эксцентрично установленного ротора. Подобная схема обеспечивает создание замкнутых полостей между соседними пластинами, стенками ротора и корпуса. В точке 1 стенка ротора примыкает к стенке корпуса, при этом объем полости равен нулю. Далее между ними образуется зазор, возникают полости, из которых вакуумным насосом отсасывается воздух. В зоне 6 наибольший объем полости, и в нее поступает из загрузочного бункера фарш. В этом случае вакуумирование преследует две цели: 1) быстрое и полное заполнение полостей фаршем и 2) удаление воздуха из фарша (деаэрация). Затем в зоне 7 постепенно уменьшается зазор между ротором
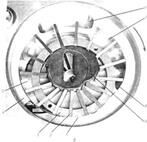
Рис. 2. Эксцентрико-лопастной вытеснитель:
1 – зона замыкания; 2 – лопасть; 3 – лопасть; 4 – корпус; 5 – зона вакуумирования; 6 – зона загрузки; 7 – зона сжатия; 8 – зона выгрузки;
9 – кулачок
Шестеренчатые шприцы
Шестеренные вытеснители обеспечивают непрерывный цикл работы шприцов. Применяют вытеснители с внешним и внутренним зацеплением зубчатых колес.
Вытеснитель с внешним зацеплением использован в ширине-дозаторе И1-ФШТ «Донбасс». На рис. 3 показан поперечный разрез шприца по рабочим механизмам. Шприц состоит из шестеренного вытеснителя, подающего шнека, двух дозаторов, перекрутчиков и цевок. Все это собрано в сварной станине 1. Шестерня 19 и зубчатое колесо 21 вытеснителя закреплены на валах 20 и 22. Вал 20 шестерни связан механической передачей с трехфазным асинхронным электродвигателем. От этого же электродвигателя приводится во вращение подающий вертикальный шнек проходящий в загрузочный бункер. Вытеснитель, шнек и диски 9 и 10 дозаторов устанавливают в единый сварной корпус 2. Диски приводятся во вращение от двигателя вытеснителя через ряд передач.
Дозатором производится объемное дозирование. Для этого в дисках просверлены диаметральные отверстия, в которых помешают поршни 8. Поршень состоит из двух частей, соединенных резьбой, что позволяет изменять его длину и соответственно объем фарша и отверстии. Диски дозаторов устанавливают так, чтобы отверстия находились под углом 90°.
Шприц может работать с одной или двумя цепками одновременно. Для пуска шприца нажимают на одну или обе педали 7 и 16. При этом включается главный привод и приводы перекрутчио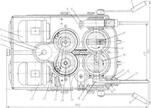
Рис. 3. Шестеренчатый шприц И1-ФШТ «Донбасс»
В шприцах фирмы «Карл Шнель» (Германия) применяют шестеренные вытеснители с внутренним зацеплением (рис. 4). Вытеснитель состоит из шестерни 5 с восемью зубьями большого модуля. Она закреплена на валу, установленном эксцентрично и корпусе 8. В зацеплении с шестерней находится зубчатое колесо 7 с 12-ю внутренними зубьями. Зубья связаны снизу венцом, а межзубцовое пространство сквозное. Корпус вытеснителя установлен в корпусе 2 машины. Зубчатые колеса вращаются в одну сторону и благодаря эксцентриситету в зоне АБ образуют пространство для вакуумирования. В зоне БВ происходит подача продукта, который затем транспортируется между зубьями шестерни и зубчатого колеса и в зоне ВГ сжимается. В точке Г зубья входят в зацепление, и продукт вытесняется в отводной патрубок 1. Для более четкого разделения зон устанавливают вкладыши 9 и 11. Вакуумирование и деаэрация продукта происходят через отверстия 6 и 10.

Рис. 4. Шестеренчатый вытеснитель с внутренним зацеплением фирмы «Карл Шнель»: 1 – патрубок; 2 – корпус; 3, 4 – вал; 5 – шестерня; 6, 10 – патрубки для вакуумирования; 7 – колесо зубчатое; 8 – корпус вытеснителя; 9, 11 – вкладыши
На рис. 5 показана схема шприца фирмы «Карл Шнель» (Германия) с шестеренным вытеснителем, конструкция которого рассмотрена выше. Вытес¬нитель ь имеет электромеханический привод, состоящий их трехфазного серво¬мотора /с регулируемой частотой вращения и механической передачи J. Зшрузка фарша производится из тележки //в бункер А1 подъемником-опрокидывателем У. В бункере установлена подающая спираль 7. На шприце могут быть установлены цевка для прямой набивки, перекручивающий 4 и поддерживающий 5 механиз¬мы. Привод перекрутчнка производится от автономного сервопривода 10. Ширин имеет микропроцессорное управление,

Рис. 5. Схема шприца фирмы «Карл Шнель» (Германия):
1 – сервомотор привода вытеснителя; 2 – вакуумный насос;
3 – передающим механизм; 4 – механизм перекрутки; 5 – поддерживающий механизм; 6 – вытеснитель, 7 – подающая спирать; 8 – бункер; 9 – подъемник-опрокидывтель; 10 – сервомотор перекрутчика; 11 – тележка
Шнековые шприцы
Шнековые вытеснители широко используют в шприцах. Они обеспечивают непрерывность в работе, универсальность по перерабатываемой продукции, незначительное влияние на исходные свойства фаршей. На практике применяют вытеснители с одним или двумя (сдвоенными) шнеками.
Одношнековые вытеснители просты по устройству, но имеет ряд недостатков. Фарш в цилиндре перемешается не только в осевом направлении, но и частично вращается вместе со шнеком, что приводит к нежелательному перетиранию и к перераспределению по объему фарша компонентов. Кроме того, на выходе из вытеснителя наблюдается пульсация фарша. Этих недостатков лишен двухшнековый вытеснитель, шнеки которого (рис. 6) имеют правую и левую навивку и спрофилированы так, что входят во взаимное зацепление. Муфтами 2 они соединены с валами редуктора и приводятся во встречное движение. Подобная схема обеспечивает строго осевое смешение фарша, без пульсаций и перетирания. Шнеки имеют зоны: А – зона нагнетании; Б – зона загрузки; В – зона вакуумирования. Нагнетающую часть шнеков профилируют в зависимости от консистенции фарша и заменяют в машине при переходе па другой вид продукции. В зоне вакуумирования шнеки выводят фарш, который туда попадает из-за разности давлений. Шпеки изготавливают из нержавеющих сталей, прецизионно обрабатывают и шлифуют.
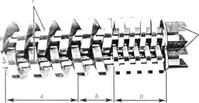
Рис. 6. Сдвоенные шнеки шнекового вытеснителя:
1 – шнеки; 2 – соединительные муфты;
А – зона нагнетании; Б – зона загрузки; В – зона вакуумирования
Шприц шнековый вакуумный (рис. 7) представляет собой корпус 1, бункер 2, шнек 3, вращающийся от электродвигателя 4 через цепную передачу 5.
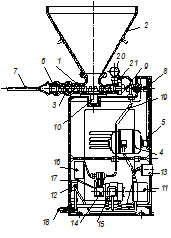
Рис. 7. Схема шприца шнекового вакуумного «Идеал»
К корпусу прикреплен удлинитель 6 с цевкой 7. Муфта 9 позволяет при необходимости разобрать вытеснитель и приводной вал 8. Для поворота вытеснителя имеется ось 10, установленная в планшайбе. В станине смонтирован электродвигатель, магнитный пускатель 11, концевой 12 и главный 13 выключатель, вакуумный насос 14 с приводом 15 с маслоотделителем 16 на масляной магистрали 17. Педаль 18 служит для включения двигателей 4 и 15. Вакуумный насос откачивает воздух из зоны загрузки через трубу 19. На вакуумной линии установлены вакууметр 20 и дросселирующий клапан 21, позволяющий менять глубину разрежения в системе. Отстаточное давление при вакуумировании составляет 0,08…0,8 МПа.
Шприц ФШ2-ЛМ (рис. 7) имеет два вытеснителя со сдвоенными одно- заходными шнеками 9с противоположной навивкой. Обе пары шнеков устанавливают в проточках литого корпуса 7, который закреплен на сварной станине 5.
Рис. 7. Шнековый шприц ФШ2-ЛМ:
1 – электродвигатель; 2 – клиноременная передача; 3 – вакуумпровод;
4 – вакуумная ловушка; 5 – станина; 6 – редуктор; 7 – корпус шнеков;
8 – регулятор давлении; 9 – шнек; 10 – переходный конус; 11 – цевка;
12 – бак для масла; 13 – муфта; 14 – вакуумный насос;
15 – магнитный пускатель; 16 – конечный выключатель; 17 – педаль включения; 18 – бункер; 19 – плита; 20 – винтовое натяжное устройство
К заднему торцу корпуса привинчивают редукторы 6 приводов шнеков, а с передней – переходные конусы 10, к которым накладными гайками присоединяют цевки 11. Шнеки приводятся во вращение асинхронными электродвигателями 1, мощностью 3 кВт через клиноременные 2 и зубчатые передачи редукторов. Валы шестерен и зубчатых колес выходят из редукторов, и на них надевают муфты шнеков. Частота вращения шнеков 10 с-1.
Ко вторым выходам валов электродвигателей муфтами 13 присоединяют шестеренные вакуумные насосы 14. Вакуумная система шприца включает вакуумную ловушку 4, вакуумпроводы 3 и регулятор давления 8, установленный с задней стороны расточки корпуса шнека. Для обеспечения работы вакуумных насосов установлены баки 72 для масла. Управляют работой шприца педалями 17, соединенными с конечными выключателями 16.
Шприц ФШ2-ЛМ может работать с одной или двумя цевками одновременно в режиме простого наполнения. Его производительность до 1200 кг/ч. Масса машины 550 кг.
Расчет шприцов
Действительная производительность поршневых шприцов Q, кг/с, определяется по формуле
 , где
, где  коэффициент загрузки цилиндра (
коэффициент загрузки цилиндра ( 0,75…0,8);
0,75…0,8);  геометрический объем цилиндра, м3;
геометрический объем цилиндра, м3;  плотность продукта, кг/м3;
плотность продукта, кг/м3;  полная продолжительность цикла шприцевания (включая загрузку, дозирование и холостой ход), с.
полная продолжительность цикла шприцевания (включая загрузку, дозирование и холостой ход), с.
Действительная производительность эксцентрико-лопастных шприцов, , кг/с, определяется по формуле
, кг/с, определяется по формуле
 ,
,
Бесплатная лекция: "12 Солнце" также доступна.
где  объем фарша, поступающий в зоне загрузки между соседними лопастями, м3;
объем фарша, поступающий в зоне загрузки между соседними лопастями, м3;  плотность продукта, кг/м3;
плотность продукта, кг/м3;  число лопастей;
число лопастей; частота вращения ротора, с-1.
частота вращения ротора, с-1.
Действительная производительность шестеренчатых шприцов шприцов,, кг/с, определяется по формуле
 , где
, где  диаметр начальной окружности шестерни, м; m – модуль зацепления, м; l – ширина колеса, м; частота вращения шестерни, с-1; плотность продукта, кг/м3;
диаметр начальной окружности шестерни, м; m – модуль зацепления, м; l – ширина колеса, м; частота вращения шестерни, с-1; плотность продукта, кг/м3;  объемный КПД,
объемный КПД,  0,7…0,8.
0,7…0,8.
Действительная производительность шнековых шприцов,, кг/с, определяется по формуле
 , где
, где  коэффициент подачи фарша (
коэффициент подачи фарша ( 0,5…0,65); угол подъема винтовой линии шнека, град;
0,5…0,65); угол подъема винтовой линии шнека, град;  наружный диаметр рабочей части шнека, м;
наружный диаметр рабочей части шнека, м;  внутренний диаметр рабочей части шнека, м;
внутренний диаметр рабочей части шнека, м;  шаг шнека, м;
шаг шнека, м;  коэффициент увеличения ширины впадины (
коэффициент увеличения ширины впадины ( 1,075);
1,075);  частота вращения шнека, с-1.
частота вращения шнека, с-1.
Мощность двигателя к вытеснителям  , кВт,
, кВт,  , где
, где  секундная объемная производительность, м3/с;
секундная объемная производительность, м3/с;  давление напора, создаваемое вытеснителем, Н/м2;
давление напора, создаваемое вытеснителем, Н/м2;  коэффициент запаса мощности;
коэффициент запаса мощности;  механический КПД вытеснителя.
механический КПД вытеснителя.




















