
Плазовое обеспечение корпусообрабатывающего цеха
ЛЕКЦИЯ 3
Плазовое обеспечение корпусообрабатывающего цеха
Как уже было отмечено, цехам завода плаз на основе всех построений готовит разнообразную информацию для работы с металлом и для ее контроля.
В числе документов, чертежей и разработок плаза:
— эскизы деталей, необходимые при выполнении различных операций, связанных с процессом их изготовления. Эскиз разрабатывают на каждую деталь или ее заготовку. При вычерчивании эскизов деталей вручную соблюдение масштаба не требуется. На эскизах наносят размеры детали, ориентирные надписи (верх, низ, нос, корма, борт, к ДП и т. п.), указывают вид и размеры разделки кромок под сварку, расположение и размеры припусков, номер детали по чертежу, марку материала и др. На рис. 3.1 в качестве примера приведен эскиз флора;
— шаблоны, необходимые как в цехе, изготавливающем детали корпуса, так и в других цехах, занятых сборочно-сварочными, проверочными, контрольными работами. Шаблоны показаны на рис. 3.2 и в зависимости от их назначения могут быть разметочными, контуровочными, проверочными. Различают также контршаблоны, чертежи-шаблоны.
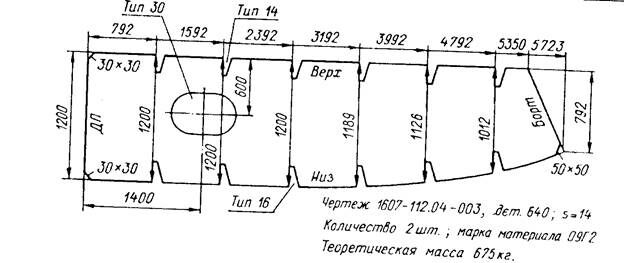
Рис 3.1Эскиз флора
Разметочные шаблоны воспроизводят контур детали в натуральную величину и предназначены для ручной разметки деталей на листе металла. Шаблоны изготавливают из фанеры, досок или дюралюминия. Контур шаблона очерчивают и фиксируют на металле разметочным инструментом. Применение шаблонов наиболее продуктивно при разметке большого количества одинаковых деталей, например, книц.
Рекомендуемые материалы
Контуровочные шаблоны предназначены для разметки линии припуска, подлежащего удалению при чистовой обработке кромок детали или конструкции.
Гибочные шаблоны – поперечные и продольные – предназначены для проверки формы изгибаемой заготовки детали в процессе и по окончании ее гибки. Шаблоны прикладывают к заранее размеченным на заготовке контрольным линиям и но прилеганию к поверхности изгибаемой заготовки судят о соответствии се формы требуемой. Контур поперечного шаблона снимается с натурного плаза без каких-либо построений, так как рабочая кромка шаблона повторяет обвод шпангоута. Однако при масштабной разбивке необходимо контур шаблона из М 1:10 перевести в масштаб 1:1. Нa рис. 3.3 приведен участок плазовой разбивки, который нужно перенести на гибочный шаблон натуральной величины. С разбивки линии отдельных сечений переносят на деревянные заготовки. Правильность расположения сечений фиксируют с помощью дополнительных контрольных линий. Последовательность действий следующая: линии разбивки копируют на прозрачную пленку, которую фотографируют, а негатив проецируют на деревянную заготовку, учитывая масштаб; все световые линии по гибкой рейке обводят карандашом и обрезают по карандашу, еще раз проверяя правильность лекальной кромки по световому контуру. Контур в натуральную величину можно вычертить и по точкам, координаты которых сняты с масштабного плаза в табличном виде с эскизом.
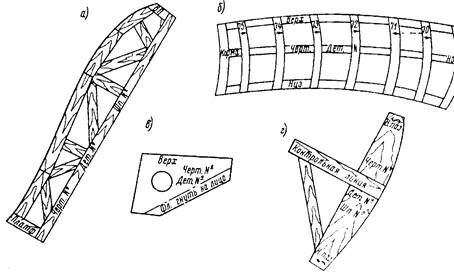
Рис. 3.2 Гибочные шаблоны
Для профильных деталей, изгибаемых на ребро, гибочный шаблон иногда заменяют нанесением на металле кривой линии, которая в результате гибки до заданного выгиба должна стать прямой, как показа но на рис. 3,4.
Чертежи-шаблоны (рис.3.5) необходимы при фотопроекцион-iioii разметке на листе металла деталей, вырезаемых механической резкой. Масштаб чертежа-шаблона должен совпадать с масштабом плазовой разбивки, т. е. обычно 1:10. Чертежи-шаблоны вычерчивают тушью на плотной фотобумаге, предварительно наклеенной на стеклянную и пластину, что обеспечивает неизменность размеров при колебаниях температуры и влажности в помещении их хранения. Чертеж -шаблон аналогичен карте раскроя. Его фотографируют на фотопластинку, негатив которой передают на участок фоторазметки. Через фотопроекционный аппарат,пластинка проецируется на размечаемый лист.
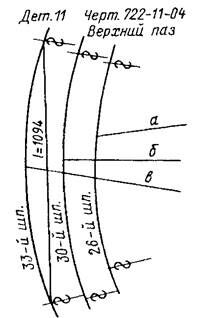
Рис 3.3 Масштабный чертеж для вычерчивания контура гибочного шаблона
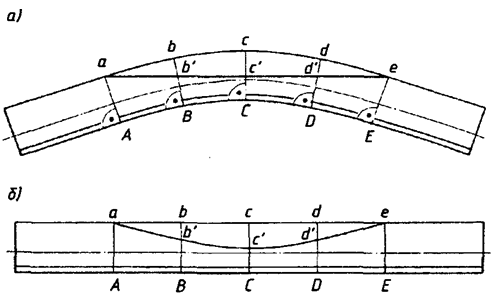
Рис 3.4 Построение кривой при бесшаблонном контроле формы профиля при гибке
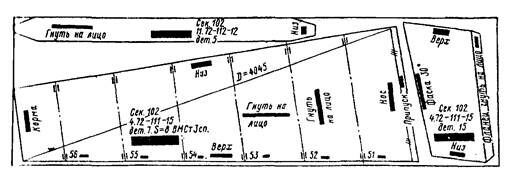
Рис. 3.5 Чертеж-шаблон
Каркасы изготавливают на плазе для проверки формы наиболее сложных деталей во время и по окончании их гибки. Каркасы собирают из отдельных деревянных поперечных шаблонов, скрепленных между собой продольными рейками. На рис. 3.6 видно, что рабочая поверхность каркаса образуется как поперечными шаблонами, так и расшивинами (продольные рейки), врезанными в шаблоны вровень с их лекальной кромкой. Если плоскость основания каркаса (базовая плоскость) перпендикулярна к ПМШ, то для его изготовления нужно расставить поперечные шаблоны на расстоянии шпации друг от друга и в таком положении закрепить их. Для уменьшения высоты каркасов часто изготовляют так называемые усеченные каркасы, базовая плоскость которых не перпендикулярна ПМШ. Она выбирается так, чтобы высота поперечных шаблонов оказалась примерно одинаковой.
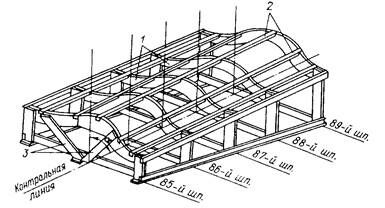
Рис 3.6 Каркас
Управление движением резака машины для тепловой с оптической системой управления вырезки деталей производится на основе копир-чертежей (рис. 3.7). По сути копир-чертеж аналогичен карте раскроя, как и чертеж- шаблон и изготавливается подобно последнему.
Карта раскроя листового проката предназначена для учета расхода металла при размещении на листах деталей. Детали сортируют по маркам материала и по толщинам, затем контуры деталей каждой группы вычерчивают в масштабе 1:10 или 1:20 внутри прямоугольника, размеры которого соответствуют размерам заказного листа. На одном листе располагают детали одной секции. Если при этом листы не заполняются, то на них размещают детали одного блока и, в крайнем случае, одного строительного района судна. Кроме того, детали должны иметь одинаковый технологический процесс вырезки, т. е. лист должен разрезаться полностью механическим способом или только на машинах для тепловой резки. Качество размещения деталей на карте раскроя оценивается коэффициентом использования металла:
Ещё посмотрите лекцию "2 Роль религии в международных отношениях" по этой теме.

где Мл и Мд – масса заказного листа и масса вырезаемых из него деталей;
Fn и FR – площади листа и деталей.
Среднее значение коэффициента использования по судну в целом должно быт для листового металла 0,80-0,85, для профильного – 0,85-0,90.
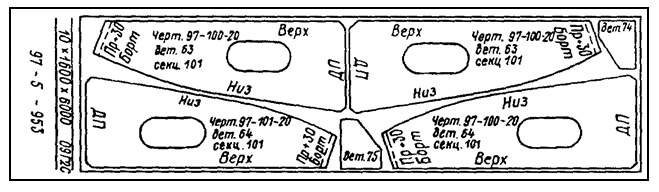
Рис. 3.7 Копир-чертеж



















