
Oсновные методы производства волоконных световодов
11 Oсновные методы производства волоконных световодов
Принципы и особенности построения ВОПС (волоконно-оптической системы передач).
Одномодовые световоды. Многомодовые световоды с и ступенчатым профилем. Волоконные световоды со специальными свойствами. Полимерные световоды. Модифицированный процесс EVD (MCVD)
11.1 Одномодовые световоды. Многомодовые световоды с и ступенчатым профилем. Волоконные световоды со специальными свойствами. Полимерные световоды.
По назначению волоконные световоды можно разделить на пять основных групп:
1. Одномодовые световоды для скоростных систем передачи и фазовых волоконно-оптических датчиков (ВОД). Эти световоды отличаются предельно низкими потерями (0,2 ... 1 дБ/км) и широкой полосой пропускания (1 ...100 ГГц-км).Сюда же можно отнести волокна с сохранением поляризации, необходимые для целого ряда датчиков и перспективных систем передачи с когерентным приемом. Типичные размеры световодов первой группы: диаметр сердцевины 5... 10 мкм, оболочки 125 мкм, числовая апертура 0,15 ... 0,2.
2. Многомодовые световоды с градиентным профилем показателя преломления, предназначенные для использования в системах передачи нарасстояния в несколько километров с полосой пропускания 100 ... 1000 МГц-км. Потери в таких волокнах лежат в пределах 0,5 ... 5 дБ/км, стандартные размеры: диаметр сердцевины 50 мкм, оболочки 125 мкм, типичное значение числовой апертуры около 0,2.
3. Многомодовые световоды со ступенчатым профилем показателя преломления, предназначенные для использования в локальных сетях, объектовых системах передачи и различных ВОД, с весьма умеренной полосой пропускания (10... 100МГц-км) и потерями 3 ... 10 дБ/км. Такие световоды имеют повышенную числовую апертуру (0,3 ... 0,6) и диаметр сердцевины 80 ... 400 мк, допускающие эффективное сопряжение с дешевыми и надежными источниками излучения.
4. Волоконные световоды со специальными свойствами, к которым относятся волокна целевого назначения для датчиков и других волоконно-оптических функциональных устройств: лазерные волокна (см. гл. 5), активированные редкоземельными ионами, волокна с пьезоэлектрической или магнитострикционной оболочкой и т. п.
Рекомендуемые материалы
5. Полимерные световоды со ступенчатым или градиентным профилем показателя преломления, отличающиеся высокой гибкостью, прочностью и низкой стоимостью. Область их применения ограничивается высокими потерями (100…500 дБ/км), поэтому используются они для передачи данных внутри ЭВМ, в роботах,в автомобильных датчиках и т. п.
6. Волокна для среднего ИК диапазона (Х — 2 ... 50 мкм) со сверхнизкими потерями.
Световоды первой, второй и отчасти третьей групп имеют одинаковую композицию и изготавливаются из кварцевого стекла, легированного различными добавками, изменяющими показатель преломления в нужную сторону. Кварцевое стекло имеет высокие однородность и чистоту, что обусловливает малые потери на рассеяние и поглощение (см. § 4.6), отличается высокой температурой плавления, химической и радиационной стойкостью. Технология производства высококачественных кварцевых волокон, как будет видно ниже, достаточно сложна, но доведена до промышленного уровня, обеспечивающего массовый выпуск без снижения качества.
Требования к характеристикам световодов третьей и четвертой групп не являются предельно жесткими, поэтому они изготавливаются из более дешевых материалов (многокомпонентные стекла) и по более простой технологии. Производство полимерных волокон является самым простым и дешевым в рассматриваемом ряду. Производство волокон шестой группы требует освоения новых материалов и технологий и находится в лабораторной стадии.
Наиболее распространенные в мировой практике способы изготовления высококачественных кварцевых волоконных световодов являются разновидности процесса химического осаждения основного стеклообразующего окисла SiO2 и легирующих окислов из парогазовой смеси CVD процесса (Chemical Vapour Deposition). Галоиды кремния, германия, бора, фосфора и т. п., входящие в состав парогазовой смеси, при высокой температуре реагируют с кислородом:
 |
SiCl4 + O2 => SiO2 + 2Cl2
GeCl4 + O2 => GeO2 +2Cl2 (11.1.1)
4BBr3 + 3O2 => 2B2O3 + 6Br3
4POCl3 + 3O22 => 2P2O5 + 6Cl2
В результате реакции образуется мелкодисперсная масса, напоминающая белую сажу, которая после прославления превращается в прозрачное стекло, содержащее около 90 % SiO2. Добавки легирующих окислов меняют коэффициент преломления в нужную сторону в соответствии с зависимостями, приведенными на рисунок 4.31. Содержание добавок в стекле регулируется в ходе процесса путем изменения состава парогазовой смеси галоидов, концентрации ее компонентов. Из рисунка 11.1.1 видно, что добавки окислов германия и фосфора повышают показатель преломления стекла, а добавка окиси бора снижает его.
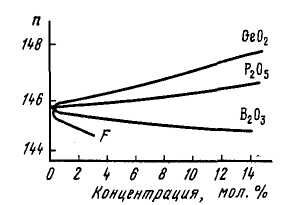
Рисунок 11.1.1. Влияние легирующих окислов на коэффициент преломления
Минимальными потерями в области 1,3 и 1,5 мкм обладают кварцевые стекла, не содержащие бора, поэтому в последние годы в качестве присадки, снижающей показатель преломления, используется фтор, образующийся при окислении фреона CCl2F2 или фтористого углерода СF4. Естественно, что исходные компоненты процесса CVD должны быть высокой химической чистоты.
Во всех разновидностях процесса CVD производство волоконных световодов разделяется на две основные стадии. В первой стадии — изготовлении заготовки для вытяжки волокна — проявляются различия перечисленных вариантов, тогда как вторая стадия — вытяжка волокна из заготовки — одинакова по технологии и оборудованию для всех вариантов. Параметры заготовки во многом определяют характеристики волоконного световода, вытянутого из нее. Тип световода — одномодовый, многомодовый градиентный или ступенчатый — полностью определяется профилем показателя преломления заготовки. Все варианты процесса CVD позволяют организовать гибкое производство с быстрой перестройкой с одного типа световода на другой. Рассмотрим подробнее наиболее распространенный в настоящее время технологический метод.
11.2 Модифицированный процесс EVD (MCVD)
В этом способе заготовка изготавливается осаждением стеклообразующих окислов на внутреннюю поверхность кварцевой опорной трубы. Установка для производства заготовок методом MCVD схематически изображена на рисунке 11.2.1. В ней можно выделить три основных функциональных блока: блок формирования парогазовой смеси, тепломеханический станок, систему управления и контроля параметров процесса. Первыми операциями при производстве являются контроль и отбор опорных кварцевых труб, которые при вытяжке трансформируются в оболочку волоконного световода. Типовые размеры опорных труб: внешний диаметр 20 ... 25 мм, внутренний диаметр 16 ... 20 мм, длина около 1 м.
Опорная труба помещается в тепломеханический станок, в котором она вращается вокруг продольной оси со скоростью порядка 60 об/мин. Вдоль вращающейся опорной трубы со скоростью 20 см/мин перемещается кислородно-водородная горелка. В начале процесса производится полировка трубы в пламени горелки при температуре около 1600 "С, при которой оплавляются имеющиеся микротрещины. Парогазовая смесь образуется при прокачке газа — носителя (кислорода или инертных газов) через смесители, заполненные жидкими галоидами кремния, германия и т. п. Состав смеси и закон применения состава во времени в ходе процесса MCVD зависят от типа изготавливаемого световода (одномодовый, градиентный, ступенчатый) и формируется под управлением ЭВМ по заданной программе
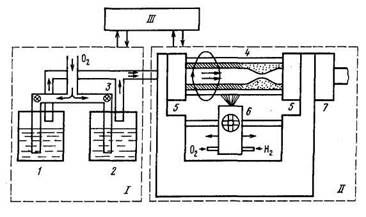
Рисунок 11.2.1. Установка для производства заготовок методом MCVD:
1 - смеситель с жидким SiСl2; 2 - один из смесителей с легирующим галоидом; 3—вентили; 4—опорная трубка; 5—вращающиеся патроны; б—кислородно-водородная горелка; 7—система откачки и очистки продуктов реакции
Парогазовая смесь поступает внутрь опорной трубки, и в горячей зоне с температурой 1500 ...1700 °С, перемещающейся вдоль трубки вместе с движением горелки, происходит осаждение окислов 5Юг, СеО2 и других в виде ультрачистого мелкодисперсионного порошка. При последующем движении горелки вдоль трубки порошок проплавляется, превращаясь в слой стекла толщиной 1 ... 10 мкм. Легированное кварцевое стекло, получающееся в результате осаждения, является исключительно чистым в силу высокой чистоты исходных компонентов. Кроме того, в процессе MCVD происходит химическая осушка реагирующих материалов и осаждаемых слоев путем реакции
2Н2О + 2С12 => 4НС1 + О2 (4.131)
Хлор всегда присутствует в парогазовой смеси как продукт реакции окисления тетрахлоридов кремния и германия. В результате осажденное стекло содержит значительно меньшее число гидроксильных ионов ОН, чем опорная труба. По этой причине потери на поглощение в используемых спектральных диапазонах (см. § 4.6) в осажденном стекле существенно меньше, чем в опорной трубе, и для снижения этих потерь в световоде в заготовке формируется внутренняя оболочка. Для этого первые несколько слоев (около 20) делаются с показателем преломления, равным показателю преломления трубы или несколько меньшим. Парогазовая смесь, вводимая в трубы, во время осаждения этих слоев содержит пары SiCl4 с добавкой ВВr3, что предпочтительнее фреона. Последующие слои формируют сердцевину будущего световода. Для градиентных световодов показатель преломления увеличивается от слоя к слою по заданному закону, близкому к параболическому; заготовки для волокон со ступенчатым профилем имеют однородную сердцевину с показателем преломления большим, чем в оболочке. Общее число слоев в сердцевине обычно равно 50 ... 80.
Как правило, для повышения показателя преломления используется только GeО2, однако температура осаждения его велика и, чтобы исключить деформацию опорной трубы, температуру осаждения снижают добавкой в парогазовую смесь РОСl3. Поскольку наличие в стекле окисла Р2О5 увеличивает поглощение в диапазоне длин волн 1,5 ... 1,7 мкм (поглощение на ионах Р—ОН), его концентрация не должна превышать 0,2% молярных. При этом температура осаждения снижается до 1650 °С.
После осаждения заданного программой количества слоев температура горячей зоны увеличивается до 1900 ... 2100 "С, труба размягчается и «схлопывается» под действием поверхностных сил, превращаясь в сплошной стеклянный цилиндр-заготовку. В сечении заготовка представляет собой увеличенную в 100 ... 300 раз структуру волоконного световода с соответствующим профилем показателя преломления.
Специфика процесса MCVD такова, что профиль показателя преломления заготовки всегда отличается от желаемого по двум причинам. Первая состоит в том, что показатель преломления каждого слоя постоянен, поэтому профиль его в заготовке есть ступенчатая аппроксимация заданной функции. Вторая вызвана тем, что при температуре схлопывания, достаточно высокой: 1900...2100 °С, последние слои частично испаряются, причем скорость испарения ОеСЬ выше, чем скорость испарения 5Ю2- В результате в профиле показателя преломления заготовки в центре ее образуется провал, который сохраняется и в волокне (рисунок 11.2.2).
Даже из приведенного здесь краткого описания процесса следует, что эффективное производство заготовок для высококачественных световодов с высокой воспроизводимостью параметров возможно только при условии полной автоматизации процесса. На рисунке 11.2.3 схематически изображена обобщенная по публикациям система управления процессом MCVD. Система предназначена для управления рядом установок, производящих одновременно заготовки для световодов различныхтипов. Центральный компьютер с общесистемными полномочиями связан с местными микропроцессорами на каждой установке. К местным микропроцессорам с локальными полномочиями подключены контроллеры, управляющие параметрами процесса: составом и скоростью потока парогазовой смеси, вращением опорной трубы, скоростью движения горелки вдоль трубы, температурой в горячей зоне трубы, откачкой и очисткой продуктов реакции. Задание на каждую установку вводится через центральный компьютер, через него же выводится информация о ходе процесса на каждой установке. Система является очень гибкой и быстро перестраиваемой.
Гибкость процесса MCVD позволяет использовать его для производства волоконных световодов, сохраняющих поляризацию. Изготовление заготовки для такого волокна ведется по следующей программе: при осаждении первых 50 слоев, соответствующих внутренней оболочке, опорная труба с интервалом в 1 ... 2 с поворачивается на 180 ° вокруг продольной оси, затем в обычном режиме при равномерном вращении трубы вокруг оси осаждаются слои с повышенным показателем преломления, формирующие сердцевину. При схлопывании анизотропные напряжения во внутренней
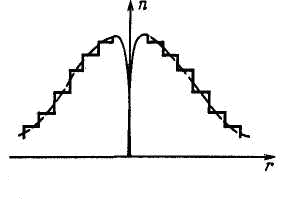
Рисунок 11.2.2. Профиль показателя преломления волокна, изготовленного по методу MCVD
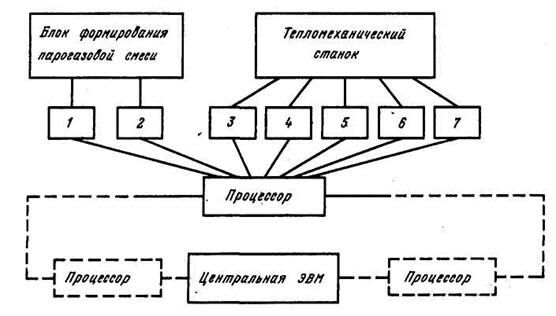
Рисунок 11.2.3. Схема управления процессом производства по методу МСУЭ:
1 — контроллер состава смеси; 2—контроллер скорости потока смеси; 3 — контроллер вращения опорной трубы; 4 — контроллер движения горелки; 5 — контроллер температуры горячей зоны; 6 — контроллер управления горелкой; 7 — контроллер откачки и очистки продуктов реакции
оболочке, которая получается эллиптической в сечении (рисунок 4.35), приводят к дву-лучепреломлению в сердцевине заготовки, а затем после вытяжки — ив сердцевине волокна.
Заготовки, изготовленные по методу МСУБ, обладают чрезвычайно высокими показателями по геометрическим, механическим и оптическим параметрам. Гибкость этого метода очевидна: на одном технологическом оборудовании путем изменения программы он позволяет производить заготовки для волокон разных типов (одно-модовых, одномодовых с сохранением поляризации, многомодовых градиентных и ступенчатых). Именно поэтому этот процесс доведен до высокого промышленного уровня и используется для массового производства во всем мире. Однако ему присущи и недостатки, главные из которых низкая эффективность использования галоидов (порядка 40 ... 60%) и сравнительно малая скорость осаждения (0,25 ... 0,5 г/мин).
В лекции "Композиционное равновесие" также много полезной информации.
11.3 Принципы и особенности построения ВОПС (волоконно-оптической системы передач).
С точки зрения проектировщиков ВОСП выбор и получение оптимального типа волокна является критическим, но не завершающим этапом в сложном процессе изготовления оптического кабеля. После вытяжки волокна технологам приходится решать ряд сложных проблем, чтобы в процессе заделки волокна в кабель не были ухудшены характеристики волокна, а также чтобы эти характеристики не подвергались заметной деградации в процессе прокладки и эксплуатации ВОСП.
Волокно является исходным продуктом для скрутки кабеля искомой конструкции. Кабели разных типов в зависимости от областей применения могут иметь от 1 до 144 волокон, которые либо укладываются в спиральные пазы или канавки, либо заливаются в сердечник кабеля вместе с упрочняющими и токоведущими элементами. Для изготовления кабелей традиционного типа, т. е. цилиндрических, используются крутильные машины, похожие на аналогичные устройства в традиционном кабельном производстве. При изготовлении ленточных кабелей технология иная и более напоминает процесс изготовления электрических проводников ленточной формы. Сечения некоторых типов кабелей показаны на рисунке 11.3.1.
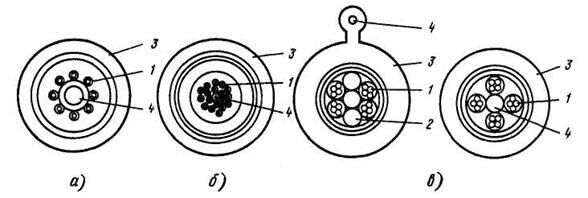
Рисунок 11.3.1. Сечение кабелей:
а—повивная скрутка; б—многоповивная скрутка; в—пучковая скрутка; 1 —оптическое волокно; 2 — промежуточный корд; 3 — оболочка кабеля; 4 — упрочающий элемент


















