
Толстопленочная технология
9 Толстопленочная технология
Структурная схема типового технологического процесса. Пасты для проводящих, резисторных и диэлектрических элементов, их характеристики. Методы формирования рисунка. Трафаретная печать. Технология нанесения и вжигания паст. Корректировка номиналов то лето пленочных элементов.
9.1 Пасты для проводящих, резисторных и диэлектрических элементов, их характеристики. Технология нанесения и вжигания паст.
В качестве материала для изготовления толстопленочных элементов принимаются резистивные, диэлектрические и проводящие пасты. Они представляют собой суспензию порошков наполнителя и стекла в какой-либо органической связующей жидкости или растворе. Наполнитель является основой пасты и придает пленкам необходимые резистивные, проводящие или диэлектрические свойства.
Основные требования, предъявляемые к пастам: возможность нанесения их через трафарет и термообработка (вжигание); воспроиэводимость свойств; хорошая адгезия к подложке; совместимость с другими элементами; соответствующие электрические свойства; способность к пайке и термокомпрессии.
Плата должна быть определенной величиной текучести. Слишком большая текучесть приводит к растеканию пасты и искажению рисунка, а «алая текучесть - к плохому продавливанию пасты через трафарет.
В качестве наполнителей проводниковых паст используются порошки металлов и сплавов с размером частиц не более 5 мкм. Размеры и форма частиц оказывают сильное влияние на физические и электрические свойства толстых пленок. Наполнители наст должны обладать крайне низкой химической активностью при высоких температурах термообработки в оксидирующей среде и при соприкосновении с химически активным стеклом, а также должны быть восприимчивы ft устойчивы (нерастворимы) к воздействий припоя, применяемого при монтаже пайкой. Это объясняется применение в качестве наполнителей благородных металлов: золота, серебра, сплавов золото-палладий, золото-платина,. серебро-палладий и др. Сравнительная оценка проводниковых паст на основе различных наполнителей приведена В таблице 9.1.1.
Свойства проводниковых паст Таблица 9.1.1
| Наполнитель | Рекомендуемые материалыТехническое задание FREE Маран Программная инженерия Технология конструкционных материалов -22% Экологическое право (Темы 1-9) -28% Физика (Темы 6-9) Технология изготовления поковок - Подпятник Стоимость | Электропроводность | Адгезия | Устойчивость к расплавленному припою | Контакт с резисторами | Миграция |
| Au | 4 | 3 | 4 | 5 | 5 | 2 |
| Pt – Au | 5 | 5 | 3 | 3 | 1 | 1 |
| Au – Pd | 3 | 4 | 3 | 2 | 3 | 2 |
| Ag – Pd | 2 | 2 | 2 | 3 | 2 | 3 |
| Ag | 1 | 1 | 1 | 5 | 4 | 5 |
Оценка дана по 5 - балльной системе, 1 - высший балл.
Наряду с приведенными В таблице 9.1.1 наполнителями для проводниковых паст применяются неблагородные металлы: медь, никель, алюминий, вольфрам, молибден. Они обеспечивают не только меньшую стоимость паст, но и в ряде случаев лучшие параметры и стабильность при высоких температурах. Медь, например, является единственным металлом с высокой электропроводностью, к которому можно подсоединять внешние выводы как сваркой, так и пайкой. Кроме того, медь имеет хорошую адгезию к алюмокерамическим подложкам, высокую теплопроводность, стойкость к выщелачиванию, и радиации, хорошие свойства в диапазоне СВЧ.
В качестве наполнителей резистивных паст применяется серебро, золото, палладий, платина, рений, окислы таллия, рутения, рения, палладия, а также различные композиции: серебро-палладий-оксид палладия, серебро-оксид рутения, висмут-рутений, рутений-иридий, платина-оксид иридия и др. Толстопленочные резисторы имеют номиналы сопротивлений от 1 до 10 Ом, удельное сопротивление от 1 до 107 Ом/а и широкий диапазон значений ТКС.
При изготовлении диэлектрических паст для конденсаторов в качестве наполнителей применяют смеси порошков керамических материалов и флюсов, а также стекла и ферроэлектрических материалов. Например, пасты на основе композиции титанат бария - оксид титана -оксид алюминия - легкоплавкое стекло имеют диэлектрическую проницаемость от 10 до 2000.
Диэлектрики для межуровневой изоляции проводников изготавливают на основе стеклокерамических материалов. Но сравнению с диэлектриками для конденсаторов они обладают меньшей диэлектрической проницаемостью.
В качестве постоянного связующего в состав паст входят стекла, которые не удаляются после формирования пленки и остаются в готовом пленочном элементе. В проводниковой пасте, стекло служит для удерживания в контакте зерен наполнителя и для обеспечения адгезии толстой пленки к подложке. При выборе состава стекла необходимо учитывать зависимость его вязкости от температуры, смачивание подложки, химическую активность и коэффициент термического расширения. Эти свойства стекла влияют на режим термообработки, на образование механических связей между зернами металлического наполнителя, на удельное сопротивление пленки и процессы подсоединения выводов к контактным площадкам. От состава стекла в значительной степени зависит стабильность параметров резисторов. В диэлектрике, применяемом для межуровневой изоляции проводников, постоянное связующее является одновременно и основным функциональным компонентом. В диэлектрики конденсаторов стекло не должно вносить дефектов, приводящих к возникновению коротких замыканий между обкладками. В качестве постоянного связующего применяются легкоплавкие стекла: свинцово-боросиликатные, цинкоборо-силикатные, кадмиевые.
В качестве органических связующих и растворителей паст может применяться широкий набор материалов: этилцеллюдоза, воски, ланолин, вазелиновое масло, циклогексан, жидкие смолы, органические растворители.
Органические связующие и растворители вводятся для обеспечения равномерного распределения частиц порошков различных компонентов в процессе приготовления пасты, для получения определенной консистенции и для придания пасте необходимой вязкости. При нанесении пасты на подложку органические связующие полностью удаляются в процессе термообработки. При неполном удалении органических связующих в составе диэлектрика, например, остается углерод, который резко повышает электропроводность.
Специальные добавки вводят в состав паст для улучшения адгезии, паяемости, для придания пастам тиксотропности и др.
ТиксотроПностыо называется способность паст под действием механического давления увеличивать текучесть и затем после прекращения воздействия давления снова загустевать. Для придания пастам тиксотропных свойств в их состав вводят высокомолекулярные соединения, например, фуранкарбоновую или терефталевую кислоты.
9.2 Методы формирования рисунка. Трафаретная печать.
Проводники. Проводники толстопленочных схем выполняются путем нанесения через трафареты проводниковых паст.
Проводниковые пасты должны обеспечивать получение следующих характеристик композиции (после вжиганин):
1. Высокую удельную проводимость во избежание заметного падения напряжения и нагрева.
2. Высокую адгезию пленки с подложкой, поскольку непосредственно к ней присоединяются выводы и навесные элементы.
3. Возможность присоединения к поверхностям проводников монтажных проводов и навесных элементов пайкой или сваркой.
4. Композиция должна быть устойчива к воздействиям, связанным с выполнением технологических процессов, и выдерживать заданные условия эксплуатации.
Проектирование топологии толстопленочных проводников во многом аналогично проектированию печатных плат. Проводники должны изготавливаться предельно короткими, чтобы уменьшить сопротивление схемы. Поверхностное сопротивление толстопленочных проводников должно изменяться в пределах от 0,005 Ом/а до 0,1 Ом/а в зависимости от типа применяемой пасты. Для нанесения проводников необходимо использовать только одну сторону подложки. Количество пересечений должно быть минимальным, поскольку для их создания необходимы две дополнительные операции нанесения и вжигания пленок (нанесение межслойного диэлектрика и второго проводящего слоя). Для современной технологии стандартной шириной проводника считается 0,25 мм, однако, если это необходимо, можно изготавливать полоски шириной до 0,125 мм. Такие же значения допускаются и для расстояний между проводниками.
Толщина слоя проводника, например, на основе композиций палладий-серебро составляет 10-25 мкм, минимальная ширина (длина) проводника колеблется в пределах 0,15-0,20 мм при нанесении пасты на керамику и 0,20-0,30 мм при нанесении на слой диэлектрика. Минимальное расстояние между проводниковыми элементами 0,05-0,20 мм в зависимости от рецептурного состава пасты.
Резисторы. Резистивные пасты изготавливаются на основе более высокоомных функциональных материалов, обычно композиций: серебро-палладий-окись палладия, серебро-окись рутения, висмут-рутений, рутений-иридий, платина-окись иридия. Резистивные пасты, изготавливаемые на основе композиции палладий-серебро обеспечивают номинальные сопротивления резисторов от 25 Ом до 1 МОм. Сопротивление квадрата резистивной пленки соответствует ряду значений: 5,100,500,1000,3000,6000,20000,50000 Ом/а . Температурный коэффициент сопротивления подобных паст не превышает 800.10-6 1/град в интервале температур -60...+125 °С. Толщина резистивных пленок после вжигания составляет примерно 18-25 мкм.
Учет отношения длины пленочного резистора L к его ширине В является очень важным при проектировании толстопленочных резисторов. Отношение сторон L/B или B/L никогда не должно превышать 10. Его лучше выбирать равным 3 или меньше. При проектировании схемы следует избегать зигзагообразных резисторов или резисторов в форме меандра. При такой геометрии на резисторе образуются области перегрева, а сопротивление резистора трудно подгонять к номиналу. Минимальный размер резистора должен быть порядка 0,5x0,5 км, однако резисторы должны быть по возможности большими для увеличения процента выхода годных и облегчения их последующей подгонки. Для обеспечения надежного электрического контакта резистор должен быть уже проводника на 0,25 мм (по 0,125 мм с каждой стороны), а длина перекрытия резистора проводником должна быть не меньше 0,125 мм (Рисунок 2.1).
Минимальное расстояние от края контактной площадки до края резистора должно быть не меньше 0,25 мм.
Расчет резисторов производится следующим образом. Номинальное значение сопротивления резистора определяется по формуле
R=paKф (9.2.1)
где pa - сопротивление квадрата резистивной пленки, Ом/а;
K=l/i, - коэффициент формы.
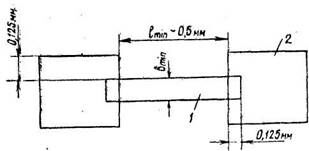
Рисунок 9.2.1. Толстопленочный резистор; I - резистивная пленка, 2 - контактная площадка.
Ширина резистора
 (9.2.2)
(9.2.2)
где Р - расчетное значение мощности рассеяния резистора, Вт; Ро - максимальная удельная мощность рассеяния резистивной пленки, Вт/мм2; Кр - коэффициент запаса мощности, учитывающий подгонку резистора, КР = 2п/100 + 1; п -допустимое отрицательное отклонение сопротивления резистора от номинального до подгонки, %.
Максимальное значение Р принимается равна 52%. Расчетная длина резистора определяется из соотношения для Кф и по формуле (2.2). Расчет резисторов, имеющих Кф<1, начинают с определения длины, заменяя ширину В в формуле (2.2) на длину l .
Удельная мощность рассеяния резисторов на основе композиции палладий-серебро обычно принимается равной 3 Вт/сиг, однако толстопленочные резисторы могут быть нагружены и сильнее, до 6 Вт/ см и более (для паст других составов), при условии правильной организации охлаждения.
Конденсаторы. Диэлектрические пленки в толстопленочных микросхемах применяются в качестве диэлектриков конденсаторов, межслойной изоляции, защитных слоев.
Диэлектрические пасты для конденсаторов изготавливаются на основе смеси керамических материалов и флюсов. Толщина диэлектрических толстых пленок для конденсаторов после термической обработки составляет 40-60 мкм.
Используя пленки, обеспечивающие удельную емкость Со= 3700 пФ/см2, изготавливают конденсаторы с номинальной емкостью от 500 до 300 пФ, а пленки с Со = 10000 пФ/см2 позволяют производить конденсаторы в диапазоне от 100 до 2500 пФ. В большинстве толстопленочных гибридных схем и микросборок используются многослойные дискретные керамические конденсаторы, поскольку на площади, необходимой для нанесения конденсатора с номиналом 300 пФ, можно расположить навесной многослойный конденсатор на 10000 пФ. Погрешность номинальной емкости конденсаторов обычно составляет ±15%. Пробивное напряжение не менее 150 В.
Величина диэлектрической проницаемости для диэлектрических паст конденсаторов на основе композиции титанат бария - окись титана - окись алюминия - легкоплавкое стекло составляет от 10 до 2000.
Исходя из основного соотношения, для емкости конденсатора
 (9.2.2)
(9.2.2)
где  - диэлектрическая постоянная; А - площадь, мм2; N -число обкладок; d - толщина диэлектрической пленки, мм, можно вычислить площадь, необходимую для изготовления конденсатора.
- диэлектрическая постоянная; А - площадь, мм2; N -число обкладок; d - толщина диэлектрической пленки, мм, можно вычислить площадь, необходимую для изготовления конденсатора.
Расчетная площадь верхней обкладки конденсатора определяется по формуле
S=C/C0 (9.2.4)
где С - номинальное заданное значение емкости; С0 -удельная емкость.
Нижняя обкладка конденсатора должна выступать за край верхней не менее, чем на 0,3 мм, пленка диэлектрика - за край нижней обкладки не менее, чем на 0,2 мм. Пасты верхних обкладок должны быть инертны к лужению.
10. 1 Классификация физико-химических методов обработки и очистки. Источники и виды загрезнений ИЭОТ. Назначение операций технохимической обработки. Химическое и электрохимическое травление пластин. Анизотропное травление п/п. Контроль качества очистки поверхности.
В соответствии с применяемыми средствами очистку делят на жидкостную и сухую.
Жидкостная очистка выполняется органическими -растворителями; разнообразными составами, содержащими щелочи, кислоты, пероксид, и другие реактивы, водой. Подобрать жидкое средство, одновременно удаляющее все возможные по-' верхностные загрязнения, весьма сложно, поэтому жидкостная ' очистка включает ряд последовательных операций. Нерастворимые в воде органические жировые загрязнения делают поверхность гидрофобной, т. е. плохо смачиваемой водой и большинством растворов. Для равномерной очистки поверхность подложек (пластин) необходимо перевести в гидрофильное, т. е. хорошо смачиваемое водой, состояние. Операция удаления жировых за-
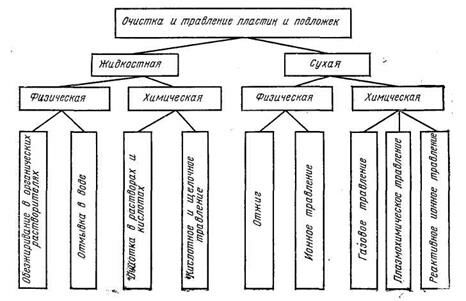
Рисунок 10.1.1 Классификация методов очистки и травления пластин и подложек
грязнений, сопровождаемая переводом поверхности из гидрофобного состояния в гидрофильное, называется обезжириванием. Обезжиривание — первая операция при жидкостной очистке.
Сухая очистка применяется на этапе формирования элементов и межэлементных соединений микросхем и, как правило, выполняется непосредственно перед проведением ответственных технологических процессов (напыление пленок, литография) или совмещена, т. е. проводится в одном оборудовании, с последующей обработкой (например, с получением термического оксида, с эпитаксиальным наращиванием полупроводниковых слоев).
Методы сухой очистки исключают необходимость применения дорогостоящих и опасных в работе жидких реактивов, а также проблемы межоперационного хранения пластин и подложек и очистки сточных вод, которые являются немаловажными при использовании жидких средств очистки. Кроме того, процессы сухой очистки более управляемы и легче поддаются автоматизации.
С точки зрения механизма процессов все методы очистки можно условно разделить на физические и химические (см. рисунок 10.1.1). При физических методах загрязнения удаляются простым растворением, отжигом, обработкой поверхности ускоренными до больших энергий ионами инертных газов. В тех случаях, когда загрязнения нельзя удалить физическими методами, применяют химические методы, при которых загрязнения удаляют: их замещением легко удаляемыми веществами, переводом в легко растворимые комплексные соединения или травлением пластин (подложек) . Травление сопровождается удалением поверхностного слоя вместе с имеющимися на поверхности загрязнениями.
На рисунке 10.1.1 мы выделили травление, чтобы подчеркнуть, что в технологии микросхем (как будет ясно далее) травление не всегда имеет целью очистку. Оно применяется для размерной обработки, удаления слоя с нарушенной механическими обработками • структурой, локального удаления слоев различных материалов при формировании топологии микросхем, выявления поверхностных дефектов полупроводников и др.
10.2 Плазменные методы удаления материала с поверхности твердого тела. Сущность и классификация методов обработки поверхности
Плазмохимическое травление, как и ионное, проводят в вакуумных установках и также используют плазму газового разряда. Плазмохимическое травление (в отличие от чисто физического распыления при ионном травлении) имеет химическую природу. Оно основано на использовании обладающих большой реакционной способностью химически активных частиц, получаемых в плазме газового разряда.
Процесс плазмохимического травления можно разделить на ряд этапов: доставка плазмообразующего газа, пара или смеси в камеру вакуумной установки; образование химически активных частиц в газовом разряде; доставка их к обрабатываемой поверхности; химические реакции с образованием легко летучих соединений; десорбция и удаление образующихся летучих соединений через откачную -систему вакуумной установки.
Плазмообразующие газы выбирают исходя из свойств обрабатываемого материала. Для травления кремния и некоторых металлов применяют галогеносодержащие молекулярные газы, так как именно в их плазме образуются необходимые химически активные частицы, переводящие поверхностные слои в летучие соединения. Для разбавления и обеспечения требуемых параметров травления в плазму дополнительно вводят аргон, кислород, азот. Наиболее часто для травления кремния и его соединений применяют смесь фреона-14 CF4 с (2 ... 8)% кислорода. Присутствие кислорода повышает скорость травления и качество очистки. Фреон-14 относительно инертен, при любых температурах он не взаимодействует с кремнием. В плазме химически активные частицы образуются в результате взаимодействия молекул газа с ускоренными электронами, которые в отличие от тяжелых частиц обладают существенно большими энергиями. В плазме фреона-14 с кислородом образование химически активных частиц — возбужденного атома фтора F*, положительно заряженного радикала CF3+, атомарного кислорода О — сопровождается реакциями
 (10.2.1)
(10.2.1)
Травление кремния и его соединений сопровождается реакциями:
 (10.2.2)
(10.2.2)
Тетрафторид кремния SiF4 — летучее соединение, легко удаляемое из рабочей камеры установки откачкой. На поверхности кремниевых пластин возможно образование углерода:
Si + CF3+ => C + 3F* + Si + e. (20.2.3)
Присутствие в плазме кислорода способствует очистке поверхности от углерода за счет его оксидирования до СО или СО2. Кислород также способствует повышению концентрации возбужденных атомов фтора в результате образования радикалов COF* и их диссоциации:
COF* => F* + CO . (10.2.4)
. (10.2.4)
Это увеличивает скорость травления кремния. Атомарный кислород также очищает поверхность от органических загрязнений. При плазмохимическом травлении физическое распыление практически отсутствует, так как энергия ионов не превышает 100 эВ. В зависимости от конструкции установок различают плазменное и радикальное плазмохимическое травление.
Плазменное травление осуществляют непосредственно в плазме газового травления, т. е. с участием всех химически активных частиц, как с большим (F* — 0,1 ... 1 с), так и с малым, временем жизни ('CF+з — около 10 мкс). В камерах диодного типа (Рисунок 10.2.1) пластины кремния помещают на нижнем медленно вращающемся электроде (0,1 об/с). Пластины электрически, изолированы от электрода, чтобы исключить ионную бомбардировку.
Радикальное плазм о химическое травление проводят в области вакуумной камеры отделенной от плазмы газового разряда перфорированным металлическим экраном (Рисунок 10.2.2) или магнитными электрическими полями. ВЧ-плазма возбуждается между цилиндрическими поверхностями рабочей камеры и экрана. Травление осуществляется только нейтральными химически активными атомами О или радикалами F* с большим временем жизни, проникающими из плазмы в зону расположения пластин. Заряженные частицы плазмы не могут попасть к поверхности пл.астин через отверстия цилиндрического экрана. В зоне,, свободной от заряженных частиц, возбужденные атомы фтора и атомарный кислород, многократно соударяясь с молекулами рабочего газа, движутся разупорядоченно, что обеспечивает высокую однородность травления от пластины к пластине и по площади каждой пластины.
Так как возбужденные атомы и свободные радикалы отличаются высокой реакционной способностью, то эффективность травления существенно повышается. По сравнению с ионным травлением при одинаковых параметрах разряда скорость возрастаег более чем на порядок. Благодаря электрической активации газов илазмохимическое травление проводится при существенно меньших температурах 100... 300 °С по сравнению с обычным газовым травлением. Плазмохимическое травление из-за химического механизма обладает высокой избирательностью относительно раз-
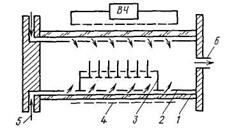
Рисунок 10.2.1. Схема вакуумной камеры диодного типа для плазмохимического травления непосредственно в плазме:
1 — подача рабочего газа; 2— вакуумная камера; 3 — электрод Рисунок 10.2.1. Схема вакуумной камеры диодного типа для плазмохимического травления непосредственно в плазме:
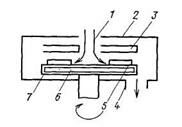
Рисунок 10.2.2. Схема вакуумной камеры для радикального плазмохимического травления:
1 — кварцевая камера; 2— перфорированный цилиндр; 3 — кассета с пластинами (подложками); 4 — ВЧ-индуктор; 5—подача рабочего газа; 6 — откачной патрубок
личных материалов (например, F+ травит кремний значительно быстрее, чем диоксид кремния).
Благодаря невысокой энергии частиц, поступающих на обрабатываемую поверхность, радиационные дефекты незначительны.
Химический механизм травления обусловливает наличие бою> вой скорости травления, что является недостатком при локальной обработке. К недостаткам плазмохимического травления можно также отнести: ограниченное количество соединений для получения в плазме химически активных частиц, обеспечивающих образование летучих веществ; сложность химических реакций, протекающих в плазме и на обрабатываемой поверхности; большое число взаимосвязанных технологических и конструктивных параметров. Последние трудности преодолеваются по мере изучения и освоения процессов.
Реактивное ионное травление. Реактивное ионное (называемое также ионно-химическим) травление по механизму процесса является комбинированным методом. Удаление обрабатываемого материала происходит в результате его распыления ускоренными ионами и образования легколетучих соединений при взаимодействии с химически активными частицами плазмы. От плазмохимического травления оно отличается тем, что энергия ионов больше и достаточна для распыления, а от ионного травления — тем, что используется не инертная, а содержащая химически активные частицы плазма. При этом физическое распыление интенсифицирует химические реакции, а химические реакции, ослабляя межатомные связи на обрабатываемой поверхности, увеличивают скорости распыления.
По аналогии с ионным и плазмохимическим травлением реактивное ионное травление может выполняться при расположении обрабатываемых пластин (подложек) в плазме газового разряда (реактивное ионно-плазменное травление) или в вакууме и подвергаться воздействию пучка ионов, полученных в автономно расположенном источнике (реактивное ионно-лучевое травление). Для реактивного ионно-плазменного и ионно-лучевого травления применяют те же рабочие газы, что и для плазмохимического травления.
Оборудование для реактивного ионно-плазменного травления аналогично установкам ионно-плазменного травления. Пластины располагают на электроде, не изолированном от нижнего электрода (см. Рисунок 2.20). Реактивное ионно-лучевое травление выполняют в вакуумных установках, аналогичных установкам для ионно-лучевого травления (см. Рисунок 2.19).
Благодаря химическим реакциям реактивное ионное травление (и плазменное, и лучевое) обладает по сравнению с ионно-лучевым травлением большими скоростями (в 3 ... 15 раз) и избирательностью травления (в 2... 10 раз), а по сравнению с плазмохимическим травлением меньшими скоростью травления (в 2... 3 раза) и боковой составляющей скорости при локальном травлении. Для уменьшения радиационных дефектов обрабатываемых образцов процессы травления проводят в режимах, обеспечивающих превышение скорости удаления слоев за счет химических реакций над скоростями распространения дефектов, образующихся .вследствие ионной бомбардировки.
10.3 Очистка поверхности газовым травлением
Сущность процесса заключается в химическом взаимодействии обрабатываемого материала с газообраз-ным веществом и образовании при этом легко удаляемых летучих соединений. Загрязнения при газовом травлении удаляются вместе с поверхностным слоем пластин или подложек.
В качестве газов-реагентов для травления кремниевых пластин можно применять галогены, галогеноводороды, соединения серы, пары воды. Небольшие количества этих газов добавляют к газу-носителю (водороду или гелию) и транспортируют в камеру установки.
Травление кремния хлористым водородом широко используется перед выращиванием на пластинах кремниевых слоев
Бесплатная лекция: "Управленческое общение" также доступна.
Si (тв.) + 4НС1 (газ) = SiCl4 (газ) + 2Н2 (газ). (10.3.1)
Пары хлористого водорода доставляются водородом в реакционную камеру установки эпитаксиального наращивания, где расположены кремниевые пластины, нагретые до температуры 1150... ... 1250 °С.
Газовое травление сапфира водородом, в отличие от жидкостного, позволяет получать поверхность подложек, свободную от механически нарушенного слоя и от микропримесей, что очень важно для последующего выращивания на них слоев кремния. Травление сапфира сопровождается химической реакцией
А12О3 (тв.) + 2Н2 (газ) == А12О (газ) + Н2О (газ). (10.3.2)
В интервале температур 1200... 1600 °С травление сапфира водородом полирующее.
Газовое травление по сравнению с жидкостным позволяет по- • лучать более чистые поверхности. Во многих случаях газовое травление имеет ограниченное применение из-за высоких температур обработки и необходимости использования особо чистых газов. Однако в тех случаях, когда газовое травление совместимо с последующим процессом (например, с выращиванием на кремниевых пластинах кремниевых слоев), его применение целесообразно.


















