
Особенности проектирования тп сборки
28. Особенности проектирования тп сборки
Исходными данными любого изготовления, сборки и юстировки, проведения испытаний и приемки прибора служат чертежи, общие технические условия (ОТУ) и частные технические условия (ЧТУ) для этого ОЭП.
ОТУ на изготовление и приемку прибора содержат следующие группы требований:
1. организационно-технические требования, в которых перечисляется перечень технической документации и порядок ее ведения; указываются гарантийные сроки работы и хранения прибора; порядок регистрации и хранения документов и т.д.
2. требования к материалам, из которых изготавливается прибор;
3. требования к изготовлению деталей и узлов;
4. требования к качеству отделки;
5. требования к электрической части прибора (удобство эксплуатации, надежность включающих и выключающих узлов, размещение органов управления, источников питания, средств электробезопасности и т.д.)
6. определение комплекта прибора и требования взаимозаменяемости основных частей;
Рекомендуемые материалы
7. требования к укладочным и упаковочным ящикам и материалам.
В ОТУ указываются основные методы испытаний, КЮ и измерительная аппаратура и т.д.
ЧТУ составляется для определенного прибора по ОТУ.
В процессе технологической отработки конструкции прибора большое значение имеет выбор сборочных баз, позволяющих правильно расположить относительно друг друга собираемые детали и узлы.
1.5. Проектирование технологического процесса сборки
Проектирование ТП сборки ведут по следующим этапам:
1. изучение конструкции и условий эксплуатации собираемого изделия;
2. изучение сборочного состава изделия по чертежам и определение базовых элементов;
3. составление технологической схемы сборочного состава изделия;
4. построение схемы технологического процесса сборки;
5. планирование сборочного цеха;
6. описание технологического процесса сборки;
7. проектирование и заказ оснащения (КЮП, приспособление и т.д.).
Схема сборки вытекает из взаимосвязи деталей и сборочных единиц и определяет последовательность их соединения. Различают исходную и технологическую (рабочую) схему сборки.
Исходную схему (рис.2) строят с максимальным расчленением изделия на сборочные единицы независимо от программы выпуска.
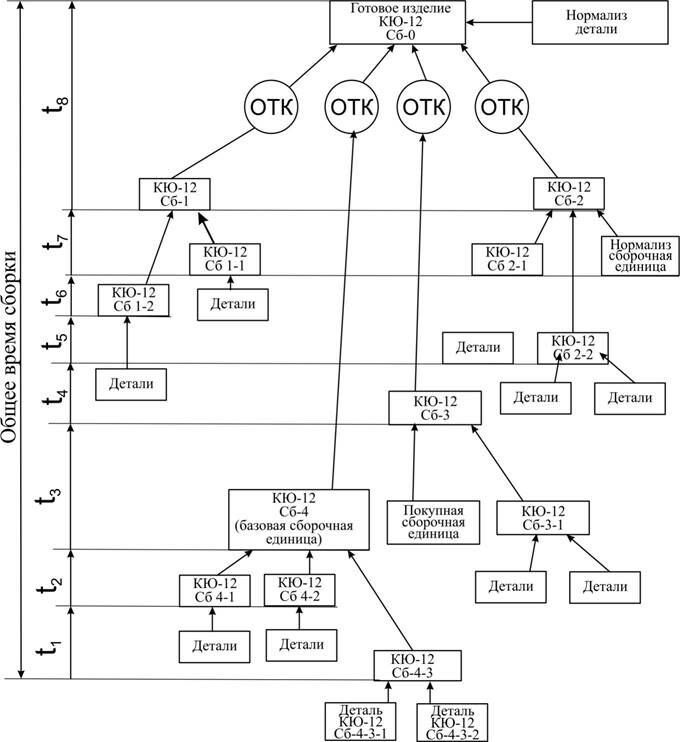
Рис.2 Схема развернутой сборки изделия КЮ-12
Схемы сборки могут быть укрупненными и развернутыми. На укрупненной схеме изделие расчленяется до узла и графически изображается процесс соединения узлов в готовое изделие.
Построение развернутой схемы ведут от простого к сложному, начиная с деталей и кончая готовым изделием. Детали и сборочные единицы обозначают прямоугольниками, внутри которых проставляют наименование элементов изделия, его индекс и число элементов, в соответствии с конструкторскими чертежами.
Сборочные единицы одной и той же степени сложности группируют в ряды по горизонтальной линии. Ряды в зависимости от сложности элементов изделия располагают ступенями по вертикальной линии.
Схема сборки дает наглядное изображение сборочного процесса. Эту схему используют при планировании производства и определении длительности производственного цикла. Однако она не дает полного представления о сущности сборочного процесса.
 Для полного представления сущности процесса сборки на технологических схемах (рис.3) наносят технологические указания по выполнению сборочных операций (например, «деталь 1 приклеить к сборочной единице 2-1, отрегулировать осевой зазор»).
Для полного представления сущности процесса сборки на технологических схемах (рис.3) наносят технологические указания по выполнению сборочных операций (например, «деталь 1 приклеить к сборочной единице 2-1, отрегулировать осевой зазор»).
Рис. 3 Технологическая схема сборки
Ещё посмотрите лекцию "8 Влияние низких температур и относительной влажности на микрофлору охлажденного мяса" по этой теме.
В соответствии с разделением изделия на сборочные элементы различных степеней сложности различают несколько ступеней сборки.
На первой ступени собирают простейшие сборочные единицы, на второй и последующих – сборочные единицы возрастающей сложности, а на последней осуществляется общая сборка изделия и контроль.
Если требуется указать последовательность сборочного процесса с особым выделением базового элемента (деталь, простейшая сборочная единица, с которой начинается сборка), то схему сборки можно строить согласно рис.4.
Рис.4. Схема сборки с базовой деталью(отсутствует)
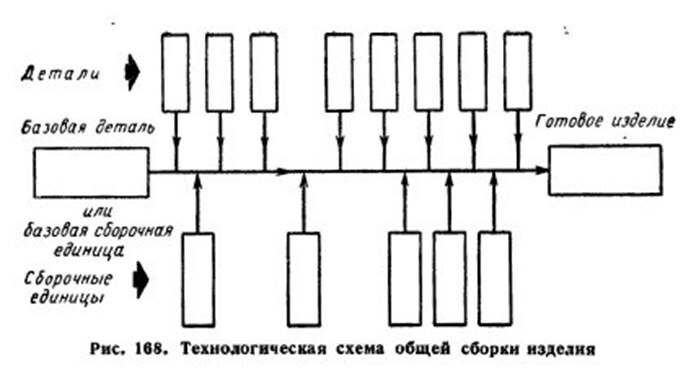
Прямоугольники располагаю слева направо или сверху вниз в порядке присоединения узлов или деталей к базовым элементам. Направление движения деталей и узлов показывают стрелками. Для наглядности изображения процесса схемы часто снабжают надписями, определяющими содержание операций («припаять», «смазать» и т.д.).

















