
Материалы для изготовления инструментов
4. Материалы для изготовления инструментов
Рабочая часть металлорежущих инструментов изготавливается из разных материалов.
Выбор материала определяется рядом факторов, основными из которых являются:
- конструкция инструмента;
- технология изготовления инструмента;
- эффективность использования инструмента.
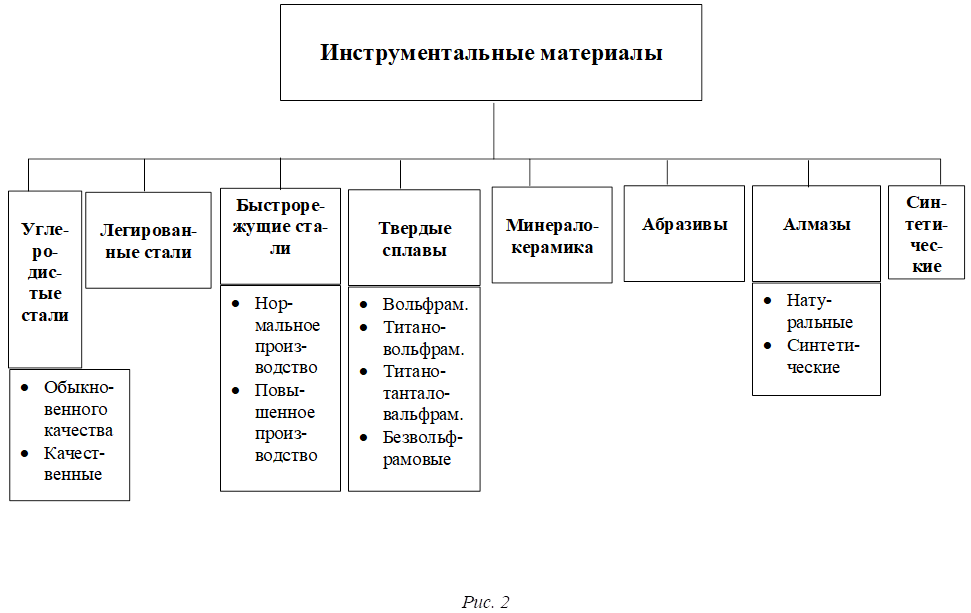
Все инструментальные материалы подразделяются на несколько групп (рис.2).
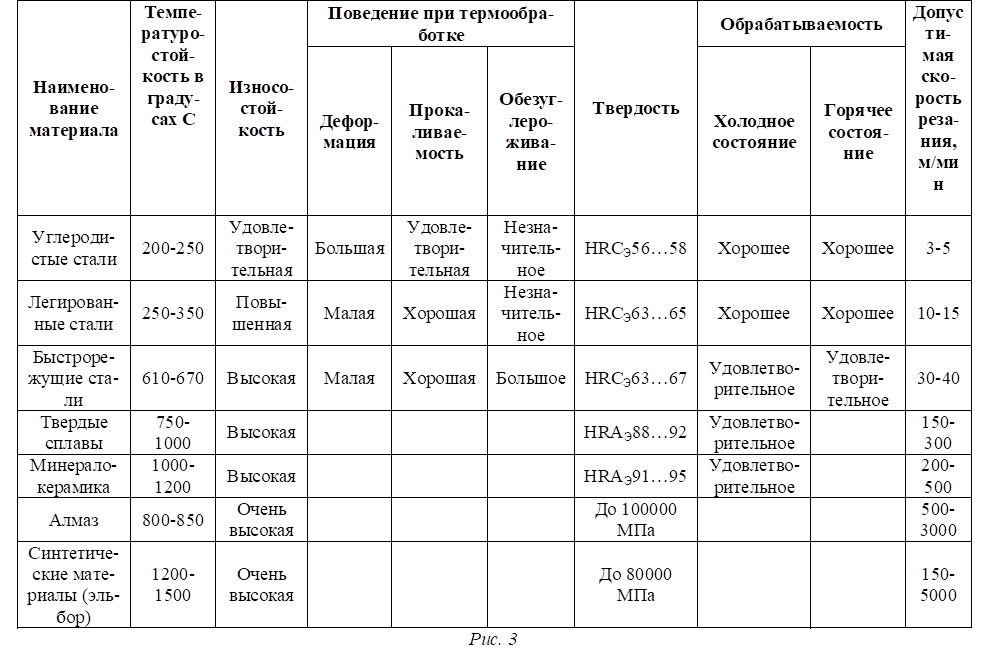
При выборе инструментальных материалов необходимо учитывать их основные свойства: температуростойкость (теплостойкость), износостойкость, поведение при термической обработке (деформация, прокаливаемость, склонность к обезуглероживанию), механические свойства, обрабатываемость, стоимость.
Температуростойкость - свойство инструментального материала сохранять достаточно высокую твердость при нагреве во время работы инструмента в течение периода стойкости. Высокая температуростойкость позволяет обеспечивать производительную работу инструмента.
Износостойкость - способность режущей кромки сопротивляться истиранию при резании.
Рекомендуемые материалы
Поведение при термической обработке характеризуется несколькими факторами:
- деформация, то есть изменение формы и размеров инструментов при термической обработке;
- прокаливаемость - способность воспринимать закалку на все сечение инструмента или только на определенную глубину;
- склонность к обезуглероживанию, к уменьшению содержания углерода на поверхности, ведущему к снижению твердости поверхностного слоя.
Механические свойства - определяют способность инструментальных материалов сопротивляться силовым нагрузкам. Основной характеристикой является твердость.
Обрабатываемость - характеризует возможность производительной и качественной обработки инструментальных материалов в холодном состоянии (резание, шлифование) и в горячем (ковка, штамповка, прокатка).
Стоимость всех инструментальных материалов достаточно высока, это необходимо учитывать при выборе их для конкретного инструмента.
В таблице (рис.3) приведены основные данные о свойствах инструментальных материалов.
4.1. Углеродистые инструментальные стали
Стали обыкновенного качества марок У7-У13 и высококачественные марок У7А-У13А содержат 0,7-1,3% углерода. Буква А в маркировке свидетельствует о максимально допустимом содержании вредных примесей - серы и фосфора – до 0,03% сообщающих стали красноломкость и хладноломкость.
Применяются углеродистые инструментальные стали сравнительно редко и только для ручных и ударных инструментов, а также для рабочих элементов (матрицы и пуансоны) штампов для холодной штамповки.
4.2. Легированные инструментальные стали
Режущие свойства их выше, чем углеродистых. Основными легирующими элементами служат хром, ванадий, молибден, марганец, кремний и вольфрам. Наибольшее распространение получили следующие марки сталей: 9ХС, ХВГ, X12, X12Ф, X12M, ХГС, ХГСВФ.
Применяются легированные инструментальные стали для ручных и машинных (работающих с небольшими скоростями) инструментов, для накатных инструментов и для рабочих элементов штампов.
4.3. Быстрорежущие стали
Эти стали получили широкое распространение в промышленности для изготовления металлорежущих инструментов.
Быстрорежущие стали делятся на две подгруппы:
- нормальной производительности марок Р9, PI2, PI8, Р6М5, Р6М3, которые применяются для инструментов, обрабатывающих обычные конструкционные стали;
- повышенной производительности марок Р9К5, P9K10, Р14Ф4,. Р10Ф5К5, Р9М4К8, Р6М5К5, применяющиеся для инструментов, обрабатывающих стали аустенитного класса (нержавеющие, жаропрочные и т.п.).
Основным легирующим элементом быстрорежущих сталей является вольфрам, помимо него в состав сталей могут входить молибден, ванадий, кобальт.
Быстрорежущие стали характеризуются сложностью термической обработки (ступенчатый нагрев под закалку, высокая температура нагрева при малом допустимом интервале, необходимость защитной атмосферы, многократный отпуск).
Повышения режущих свойств быстрорежущих сталей можно добиться рациональными режимами термической обработки, поверхностным упрочнением (хромирование, цианирование, сульфидирование и др.), снижением карбидной неоднородности, пластическим деформированием.
Все более распространенными методами повышения износостойкости становятся покрытия нитридами титана (TiN). Используются многослойные покрытия.
Перспективным методом является получение быстрорежущих сталей методом порошковой металлургии (марки ЗВ20К20Х4, В16М4К16Х4Н2 с HRС67...69 и температуростойкостью до 750°С).
4.4. Твердые сплавы
Твердые сплавы применяются в виде пластинок разной формы, полученных методами порошковой металлургии спеканием карбидов вольфрама, титана и тантала, с кобальтом или никелем и молибденом.
Существуют четыре группы твердых сплавов:
- вольфрамовые (однокарбидные): ВК2 (98%WC + 2% Со). ВКЗ, ВК4В, ВК6М, ВК8, ВК8В, BKI0 и др.:
- титановольфрамовые (двухкарбидные): T5KI2B (5%TiC + 83%WC + 12% Со), T5KI0, Т14К8, TI5K6, Т30К4 и др.;
- титанотанталовольфрамовые (трехкарбидные): TT7KI2, TT7KI5, TTI0K8B (3%TiC + 7%(ТаС +NеС) + 82%WC + + 8% Со);
- безвольфрамовые на основе карбидов титана со связкой из
никеля и молибдена: МНТ (70%Тi С + 16%Ni + 5% Mo) и
КНТ (74%TiCN + 19%Ni + 7% Mo).
Сплавы первой группы применяются для обработки чугуна, пластмасс, цветных металлов и сплавов. Сплавы второй группы - для обработки стали.
С увеличением содержания кобальта прочность сплавов повышается, а износостойкость уменьшается. По прочности первое место занимают трехкарбидные сплавы, затем идут однокарбидные и двухкарбидные.
Режущие свойства твердых сплавов зависят от зернистости и структуры. Величина зерен карбидов - 0,5-1,0 мкм. Мелкозернистые сплавы ВК6М, особомелкозернистые BKIO-ОM, а также крупнозернистые с особой структурой T5KI2B, ВК4В прочнее, чем обычные сплавы и применяются для обработки труднообрабатываемых материалов и при работе с ударной нагрузкой.
При изготовлении цельного твердосплавного инструмента механическую обработку его резанием ведут перед окончательным спеканием (в таком состоянии он представляет графитообразный материал, называемый пластифицированным твердым сплавом). Определяя размеры заготовки, необходимо учитывать большую усадку твердого сплава (до 35%) при окончательном спекании.
Твердые сплавы являются наиболее перспективным инструментальным материалом почти для всех видов инструментов. При конструировании и использовании инструментов целесообразно стремиться применять твердые сплавы.
Ведущие зарубежные фирмы (Sandvik Coromant) используют международную систему маркировки твёрдых сплавов, связывая её с рекомендациями по обработке конкретных материалов, определёнными видами обработки, формой пластин и оптимальными режимами резания.
Приняты следующие обозначения:
P (синий цвет) – для обработки стали;
M (желтый цвет) – для обработки нержавеющей стали;
K (красный цвет) – для обработки чугуна;
N (зелёный цвет) – для обработки алюминия и цветных металлов;
S (коричневый цвет) – для обработки жаропрочных и титановых сплавов;
H (серый цвет) – для обработки материалов высокой твёрдости.
Наряду с буквой имеются цифровые обозначение: Р01, Р10 … Р50; первое из которых характеризует наибольшую износостойкость, последнее – прочность.
Характерными является сервисное обслуживание фирмой конкретных заказчиков по комплексному обеспечению оптимальных условий обработки резанием.
4.5. Минералокерамика
Применяется в виде пластин, основу которых составляет технический глинозем (Al2O3). Достоинства керамики: высокая твердость, теплостойкость и износоустойчивость, дешевизна. Недостаток - хрупкость.
Марки минералокерамических пластин ЦМ332, белая керамика - ВШ, черная керамика В-3 (60% Al2O3 + 40% карбиды тугоплавких металлов). В качестве добавок к керамике используют карбиды титана, вольфрама, молибдена. Такие материалы получили название - керметы.
4.6. Алмазы
Алмазные инструменты широко применяются в металлообработке: алмазные резцы для чистовой обработки цветных металлов и сплавов и неметаллических материалов, а также алмазные порошки для абразивных инструментов. Широко применяется алмаз в виде специальных карандашей для правки абразивных шлифовальных кругов.
Алмаз - самый твердый инструментальный материал (в 4-5 раз тверже твердого сплава), однако он хрупок и дорог.
Натуральные (естественные) алмазы применяются для металлообработки редко, наиболее распространены в настоящее время инструменты из синтетического алмаза, полученного из графита в условиях высоких температур и давления (до 2000°С и 30-40 тысяч атмосфер).
Вместо однокристальных алмазов обычно лезвийные инструменты оснащаются поликристаллическими алмазами - спеченный мелкий алмазный порошок в виде блока, (цилиндр диаметром 3-5 мм и длиной 5-8 мм).
4.7. Синтетические материалы
Основой их служит синтетический сверхтвердый материал - эльбор, состоящий из кубического нитрида бора (43,6% бора + 56,3% азота), имеющего кубическую решетку.
Эльбор используют в виде порошка для изготовления абразивного инструмента и доводочных паст, а также в виде поликристаллических блоков (цилиндр диаметром 3-5 мм и длиной 5-8 мм) для оснащения лезвийного инструмента (резцы, фрезы и др.).
Марки поликристаллических материалов на основе эльбора:
композит 01, композит 02, композит 05, композит 09, композит 10, исмит 1, исмит 2, исмит 3.
Высокие физико-механические свойства позволяют обрабатывать эльборовыми резцами высокопрочные стали (с HRC 48 ... 64), металлокерамику, стеклопластик.
4.8. Перспективы совершенствования и использования инструментаных материалов
Из рассмотренных материалов наиболее распространены в металлообрабатывающей промышленности быстрорежущие стали, твердые сплавы и минералокерамика.
Удельный вес инструментов из этих материалов примерно следующий:
- быстрорежущие стали 66%;
- твердые сплавы 32%;
- минералокерамика 2%.
По объему снимаемого металла соотношение между ними выглядит так:
- твердые сплавы 68%.
- быстрорежущие стали 28%;
- минералокерамика 4%.
Основные тенденции совершенствования быстрорежущих сталей и их использования:
- переход на вольфрамомолибденовые марки;
- повышение содержания углерода;
- совершенствование теории легирования сталей;
- улучшение структуры за счет спецдобавок и порошковой металлургии;
- рациональное использование каждой марки стали для конкретных видов инструмента и условий обработки;
- повышение скорости резания для уменьшения наростообразования и большей пластичности срезаемого слоя особенно при зубофрезеровании.
В лекции "27. Натурализм" также много полезной информации.
Твердые сплавы - особо перспективный инструментальный материал, основные направления его совершенствования и повышения эффективности использования;
- создание новых марок твердых сплавов с более высокими прочностными и режущими свойствами за счет обработки композиции и улучшения структуре;
- разработка новых марок безвольфрамовых твердых сплавов;
- разработка специальных марок твердых сплавов для условий прерывистого резания;
- дальнейшее совершенствование методов износостойкого покрытия твердосплавных пластин.
Рациональный выбор инструментального материала при конструировании металлорежущего инструмента позволяет повысить эффективность обработки и производительность труда.



















