
Физические основы процесса резания
2 Физические основы процесса резания
Теория процесса резания рассматривается на простейшем виде обработки – строгании. Схема операции показана на рисунке 23
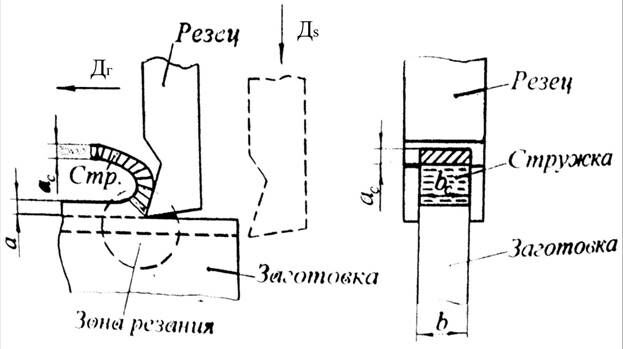
Рисунок 23
2.1 Методы изучения зоны образования стружки
1. Визуальное наблюдение процесса деформации срезаемого слоя.
2. Метод ускоренной киносъёмки.
3. Метод координатной сетки (осуществляется в статике после фиксации зоны резания). По искажению сетки судят о деформации.
4. Поляризационно-оптический метод (осуществляют только на прозрачных образцах). В процессе резания наблюдается интерференционная картина упругих деформаций. По ней судят о деформации в зоне резания. Недостаток: нельзя проводить в металлах.
Рекомендуемые материалы
5. Рентгеноструктурный и механический метод.
Направляемый слой помещается в электролит. Снимается направление и образец выгибается наоборот. Рентгеноструктурный – наблюдение под рентген-аппаратом, образуется интерфереционная картина.
6. Металлографический метод (Усачёв). Основан на получении корня стружки с помощью специального приспособления (рис. 24).
7.
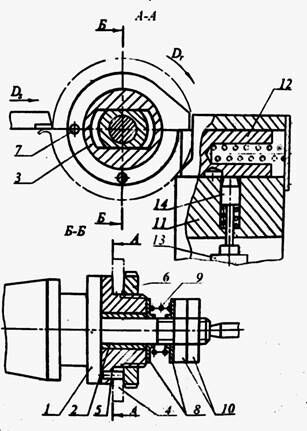
Рисунок 24 – Приспособление для получения корней стружек
2.2 Типы стружек
При обработке резанием в различных условиях (геометрия инструмента, режим и т.д.) образуются различные виды стружек. Все их можно свести к 4 различным типам стружек (классификация И.А.Тиме). Стружка образуется в результате сильных деформаций срезаемого слоя.
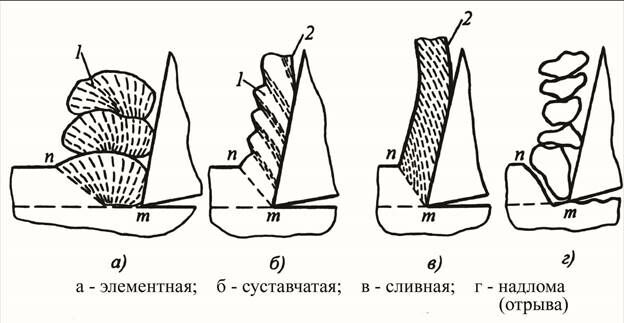
Рисунок 25 – Типы стружек (классификация И.А. Тиме)
Стружка надлома получается при обработке хрупких материалов: чугуна, бронзы и т.д. Остальные – при обработке стали. При увеличении скорости, переднего угла, уменьшении подачи, твёрдости материала стружка изменяется от первого к последнему типу.
а) Элементная стружка.
Рисунок 26
Состоит из отдельных сильно деформированных, слабо связанных между собой элементов, примерно одинаковой геометрической формы и размеров. Она образуется при обработке твёрдых материалов на низких скоростях резания, при малых передних углах и больших толщинах срезаемого слоя. Резание осуществляется неравномерно. При резании образуются вибрации, что ухудшает чистоту обработанной поверхности. Длина контакта стружки с передней поверхностью невелика. Поэтому на передней поверхности вблизи главного лезвия концентрируются большие удельные нагрузки, требующие применения высокопрочных материалов. Износ инструмента происходит только по передней поверхности.
б) Суставчатая стружка.

Рисунок 27
Состоит из отдельных элементов в форме трапеции, которые деформированы по плоскости сдвига, а внутри элемент деформирован меньше.
Неравномерность нагрузки на инструмент ниже, так как элементы полностью не скалываются. Поэтому шероховатость ниже. Длина контакта стружки с передней поверхностью больше. Удельная нагрузка несколько ниже. Износ инструмента происходит как по передней, так и по задней поверхности.
в) Сливная стружка.
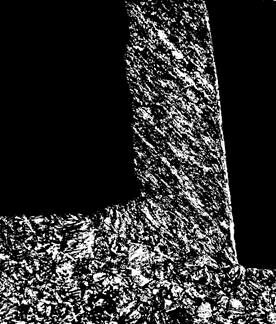
Рисунок 28
Представляет собой бесконечную ленту, сплошную, постоянную по величине. Контактная сторона стружки очень гладкая. А внешняя – B – имеет бархатистый вид. Имеет большую длину контакта с передней поверхностью резца. Сходит по передней поверхности с большей скоростью и изнашивает её наибольшим образом в месте максимального давления (в виде лунки). На передней поверхности образуется лунка. Изнашивается и задняя поверхность, но в меньшей степени. Нагрузка на резец самая плавная. Эта стружка самая опасная для работающего и окружающих.
г) Стружка надлома.
Образуется при резании хрупких материалов (чугун, бронза). Она состоит из отдельных частичек различной формы и материалов. Площадка контакта наименьшая. Удельные нагрузки максимальны. Нужно применять самый прочный твёрдый сплав. Процесс стружкообразования происходит за счёт упругих деформаций. Большая шероховатость получается за счёт выкрашивания.
2.2.1 Образование сливной стружки
Многочисленными исследованиями установлено, что сливная стружка образуется за счёт пластической деформации, которая имеет место в зоне резания перед режущим лезвием инструмента.
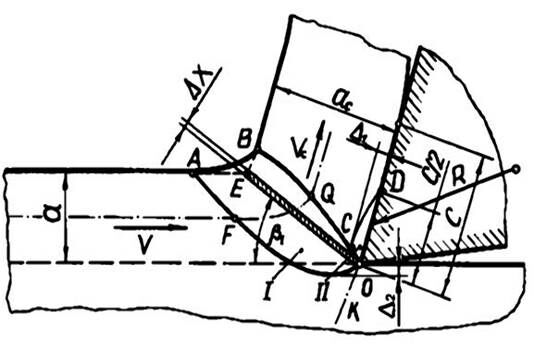
I – зона первичной пластической деформации;
У – зона упругих деформаций;
ОА – начало пластической деформации;
BO – конец пластической деформации;
II – зона вторичной пластической деформации
Рисунок 29
За счёт сил трения контактные слои стружки деформируются дополнительно. Зона АОВ непостоянна. Имеют значения размеры при малой скорости резания, при большой толщине срезаемого слоя и при большой вязкости обрабатываемого материала. С изменением указанных характеристик на противоположные зона I сужается. При условиях, близких к рабочим значениям, эта зона сужается до очень небольших размеров. И с практически допустимой погрешностью можно принять, что все пластические деформации происходят в условной плоскости сдвига, расположенной под углом сдвига b1 к направлению вектора скорости резания. b1 зависит от скорости резания.
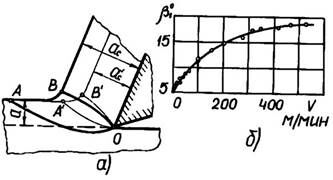
Рисунок 30
С увеличением толщины среза срезаемого слоя угол сдвига также увеличивается.
Связь между углами b1, w и g
 Q – угол трения
Q – угол трения
V – скорость резания



Рисунок 31
С увеличением скорости резания сила трения F уменьшается. При этом происходит поворот равнодействующего вектора, т.е. уменьшается угол w, а угол b1 – увеличивается.
С увеличением a - N увеличивается, F увеличивается незначительно, следовательно угол b1 – увеличивается.
Влияние переднего угла g на b1
 При увеличении g угол b1 увеличивается.
При увеличении g угол b1 увеличивается.
Рисунок 32
Сила сдвига и касательные напряжения в условной плоскости сдвига.
 ,
,
 ,
,
где b – ширина срезаемого слоя,
mn – длина поверхности сдвига.

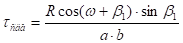

Превращение срезаемого слоя в стружку происходит путём простого сдвига.

КК` - абсолютный сдвиг,
 - относительный сдвиг.
- относительный сдвиг.
При перемещении режущего клина из одного положения во второе осуществляется деформация простого сдвига в элементарном малом объёме ABCD, который превращается в A`BCD` в стружку.
2.2.2 Образование текстуры стружки и нароста
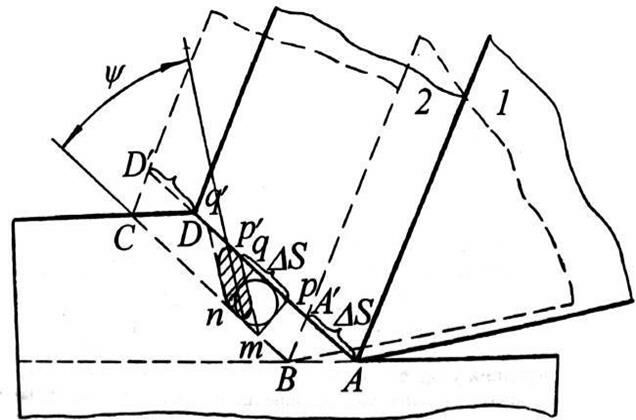 |
Рисунок 33
Текстура – это вытянутые в определённом направлении сдеформированные зёрна.
Y - угол наклона текстуры.
С увеличением пластической деформации срезаемого слоя угол Y уменьшается. В зоне трения текстура меняет своё направление (контактные слои стружки перемещаются по передней поверхности с меньшей скоростью), образуется так называемый «заторможенный слой». При некоторых условиях скорость контактного слоя может приравняться к нулю (когда силы трения и силы адгезии будут больше сил сопротивления внутреннему скольжению).
Если твёрдость материала застойной зоны за счёт явления наклёпа, упрочнения будет достаточно высока, то она превращается в нарост, который сам способен выполнять функции режущего инструмента. Твёрдость нароста в 2-3 раза больше твёрдости обрабатываемого материала.
 |
Рисунок 34
 Рисунок 35 – Схема строения нароста
Рисунок 35 – Схема строения нароста
Нарост имеет непостоянную форму и размеры. Его вершина постоянно обновляется путём срыва контактной стороной стружки обработанной поверхности и появлением вновь.
Основание нароста – постоянно и достаточно прочно удерживается на передней поверхности инструмента, прикрывая переднюю поверхность от изнашивания.
2.2.3 Влияние различных факторов на образование нароста
Скорость резания – из-за температуры оказывает сложное влияние.
Толщина срезаемого слоя.
Чем она больше, тем при меньших значениях скорости резания появляется и исчезает нарост. Это объясняется температурой резания.
Твёрдость и прочность обрабатываемого материала.
Чем она больше, тем при меньших значениях скорости резания возникает и исчезает нарост.
Чем труднее условия процесса резания, то есть чем больше толщина срезаемого слоя и прочность, чем меньше передний угол, тем при меньших значениях скорости резания появляется и исчезает нарост. Определяющим фактором является температура резания.
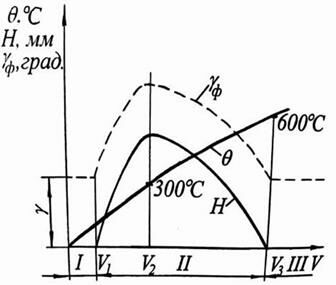 |
Рисунок 36
Положительные стороны нароста
а) Облегчается процесс резания.
С появлением нароста увеличивается фактический передний угол, следовательно, увеличивается угол сдвига b1, поэтому:
Ø снижается степень пластической деформации (усадка стружки);
Ø уменьшаются: работа пластической деформации,
силы резания,
температура резания,
износ инструмента;
Ø облегчаются условия процесса образования стружки.
б) Нарост прикрывает от изнашивания площадки контакта стружки с передней поверхностью резца, прикрывает главную режущую кромку и заднюю поверхность инструмента.
Отрицательные стороны нароста
а) Вершина нароста часто срывается как стружкой, так поверхностью резания. Шероховатость обработанной поверхности резко ухудшается.
б) Силы резания непостоянны, возникают вибрации.
Таким образом, нарост полезен при черновой обработке материала и недопустим при чистовой.
2.3 Усадка стружки
При превращении срезаемого слоя в стружку за счёт пластических деформаций в зоне резания происходит изменение размеров и формы срезаемого слоя. Объём срезаемого слоя является постоянной величиной.

 , отсюда
, отсюда  .
.
Определение коэффициента усадки стружки
а) При строгании:
 ,
,
где a – толщина среза;
ac – толщина стружки;
KL – коэффициент усадки стружки.
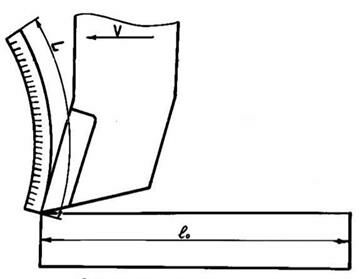
Рисунок 37
б) При точении
 ,
,
где D – диаметр заготовки;
b – ширина паза;
n – число пазов;
L – ширина стружки.

в) Весовой метод
Вес снимаемого слоя:

Способ применяется при образовании элементной и суставчатой стружки.
2.4 Влияние различных факторов на коэффициент усадки стружки
а) С увеличением твёрдости и прочности обрабатываемого материала снижается коэффициент усадки стружки (Кс).
б) С увеличением скорости резания уменьшается коэффициент усадки стружки (Кс).
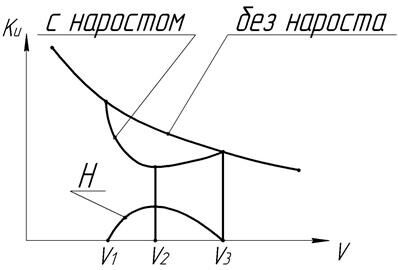 |
Рисунок 38
в) С увеличением толщины срезаемого слоя уменьшается коэффициент усадки стружки (Кс), так как β1 увеличивается.
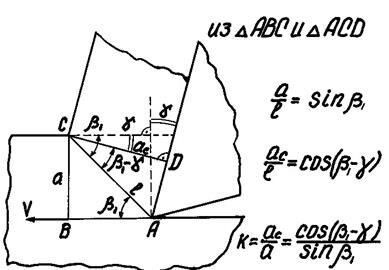 |
Рисунок 39 - Влияние толщины срезаемого слоя на Кс
г) С увеличением переднего угла γ усадка стружки снижается.
Увеличение угла γ приводит к повороту всех сил по часовой стрелке. Вследствие этого угол действия ω уменьшается, а угол сдвига β1 увеличивается. Увеличение угла β1 снижает работу пластической деформации срезаемого слоя, так как площадь поверхности сдвига уменьшается, следовательно, уменьшается усадка стружки.
Обратите внимание на лекцию "2 Терминология".
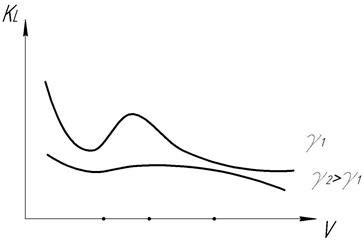 |
Рисунок 40
Чем больше γ, тем хуже условия для образования нароста. При γ=450 нароста не образуется при любых скоростях.
д) С увеличением главного угла в плане ϕ усадка стружки снижается, так как увеличивается толщина срезаемого слоя.

е) Применение смазочно-охлаждающей жидкости снижает КL за счёт уменьшения сил трения.
На высоких скоростях резания эффективность СОЖ снижается, так как высокая температура разрушает (испаряет) плёнку СОЖ.



















