
Акустические методы контроля качества и дефектоскопия
Акустические методы контроля качества
Дефектоскопия — обобщающее название неразрушающих методов контроля материалов (изделий); используется для обнаружения нарушений сплошности или однородности макроструктуры, отклонений химического состава и других целей.
Ультразвуковая дефектоскопия, группа методов дефектоскопии, в которых используют проникающую способность упругих волн ультразвукового диапазона частот (иногда звукового). Ультразвуковая дефектоскопия один из наиболее универсальных способов неразрушающего контроля, методы которого позволяют обнаруживать поверхностные и глубинные дефекты трещины, раковины, расслоения в металлических и неметаллических материалах (в том числе сварных и паяных швах, клеёных многослойных конструкциях), определять зоны коррозии металлов, измерять толщину (резонансный метод).
Ультразвуковая дефектоскопия – это комплекс методов неразрушающего контроля, основанных на применении упругих волн ультразвукового диапазона.
Ультразвук - это упругие колебания и волны с частотами приблизительно от 1,5- 2*104гц (15-20 кгц) и до 109 гц (1 Ггц).
Для генерирования ультразвуковых колебаний применяют разнообразные устройства, которые могут быть разбиты на 2 основные группы - механические (источником ультразвука является механическая энергия потока газа или жидкости) и электромеханические (ультразвуковая энергия получается преобразованием электрической).
Механические излучатели ультразвука - воздушные и жидкостные свистки и сирены - отличаются сравнительной простотой устройства и эксплуатации, не требуют дорогостоящей электрической энергии высокой частоты, кпд их составляет 10-20%. Основной их недостаток - широкий спектр излучаемых частот и нестабильность частоты и амплитуды, что не позволяет их использовать для контрольно-измерительных целей; они применяются главным образом в промышленной ультразвуковой технологии и частично - как средства сигнализации.
Для электромеханического получения ультразвуковых колебаний используют обратный пьезоэлектрический эффект. Сущность его заключается в том, что при создании электрических зарядов на поверхности граней кристалла последний начинает сжиматься и растягиваться (возникают колебания, частота которых зависит от частоты смены знака потенциала на гранях кристалла).
Рекомендуемые материалы
Достоинство пьезоэлектрических преобразователей в том, что источник ультразвука может служить и его приемником, при этом в действие вступает прямой пьезоэлектрический эффект, когда на гранях пьезокристалл при его деформации воспринимаемым ультразвуком образует разноименные электрические потенциалы, которые могут быть зарегистрированы. Длина волны генерируемого ультразвука зависит от толщины пластинки кристалла, соответствующей в грубом приближении половине длины генерируемой волны. Для получения ультразвуковых колебаний чаще всего используют кристалл титаната циркония. Коэффициент полезного действия пьезоэлемента очень высок и достигает 60—90%.
Акустическим трактом называют путь ультразвука от излучателя до отражателя в материале и от этого отражателя до приемника. Важная задачи методики УЗ-контроля — расчет акустического тракта, т. е. оценка ослабления амплитуды эхо-сигнала в зависимости от акустических и геометрических параметров тракта.
Методы неразрушающего акустического контроля широко применяют благодаря ряду их преимуществ: волны легко вводятся в объект контроля, хорошо распространяются в металлах, бетоне и других материалах; эффективны при выявлении дефектов с малым раскрытием, чувствительны к изменению структуры и физико-механических свойств материалов, не представляют опасности для персонала.
Акустические методы неразрушающего контроля решают следующие контрольно-измерительные задачи:
- метод прошедшего излучения выявляет глубинные дефекты типа нарушения сплошности, расслоения, непроклёп, непропаи;
- метод отраженного излучения обнаруживает дефекты типа нарушения сплошности, определяет их координаты, размеры, ориентацию путём прозвучивания изделия и приёма отраженного от дефекта эхо сигнала;
- резонансный метод применяется в основном для измерения толщины изделия (иногда применяют для обнаружения зоны коррозионного поражения, непропаев, расслоений в тонких местах из металлов);
- акустико-эмиссионный метод обнаруживает и регистрирует только развивающиеся трещины или способные к развитию под действием механической нагрузки (квалифицирует дефекты не по размерам, а по степени их опасности во время эксплуатации). Метод имеет высокую чувствительность к росту дефектов - обнаруживает увеличение трещины на (1...10) мкм, причём измерения, как правило, проходят в рабочих условиях при наличии механических и электрических шумов;
- импедансный метод предназначен для контроля клеевых, сварных и паяных соединений, имеющих тонкую обшивку, приклеенную или припаянную к элементам жёсткости. Дефекты клеевых и паяных соединений выявляются только со стороны ввода упругих колебаний;
- метод свободных колебаний применяется для обнаружения глубинных дефектов.
(http://www.kipinfo.ru/info/stati/?id=51)
КЛАССИФИКАЦИЯ АКУСТИЧЕСКИХ МК
АКТИВНЫЕ МЕТОДЫ
Методы прохождения (Рис 4) используют излучающие и приёмные преобразователи, расположенные по разные или по одну сторону контролируемого изделия. Применяют импульсное или (реже) непрерывное излучение и анализируют сигнал, прошедший через контролируемый объект.
К методам прохождения относят:
1. амплитудный теневой метод;
2. временной теневой метод;
3. велосиметрический метод.
К этой подгруппе относят следующие методы дефектоскопии (ГОСТ 18353-79):
– амплитудный (теневой) метод, основанный на регистрации уменьшения амплитуды прошедшей волны (сквозного сигнала) под влиянием дефекта (рис. 4 а);
– временной теневой метод, базирующийся на измерении запаздывания импульсов, вызванного огибанием дефекта (рис. 4 б);
– велосиметрический метод, основанный на анализе изменения скорости упругих волн, связанного с наличием дефекта. Например, если в тонком изделии распространяется изгибная волна, то появление расслоения снижает ее скорость (мода с малой скоростью показана штриховой линией); это снижение определяют по сдвигу фазы прошедшей волны (рис. 4 в).
Рисунок 4.
Схемы контроля объектов с использованием методов прохождения
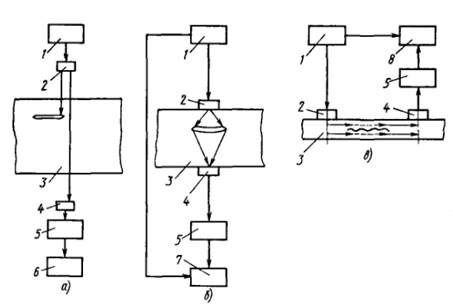
На рисунке: а — теневой; б — временной теневой; в — велосиметрический; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник; 5 — усилитель; 6 — измеритель амплитуды; 7 — измеритель времени пробега; 8 — измеритель фазы.
В методах отражения (рис. 5) используют как один, так и два преобразователя; применяют импульсное излучение. К этой подгруппе относят следующие методы дефектоскопии:
1. эхо-метод;
2. эхо-зеркальный метод;
3. дельта-метод;
4. дифракционно-временной метод;
5. реверберационный метод.
В методах отражения используют один или два преобразователя; применяют, как правило, импульсное излучение.
Эхо-метод (рис. 5, а), относящийся к этой подгруппе, основан на регистрации эхо-сигналов от дефекта. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной — донной поверхности изделия (донный сигнал), и эхо-сигнал II от дефекта. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине изделия. На этом рисунке показана совмещённая схема контроля, при которой преобразователь выполняет функции излучателя и приемника; если эти функции выполняют разные преобразователи, то схему называют раздельной.
Рисунок 5.
Схема контроля объектов с использованием методов отражения
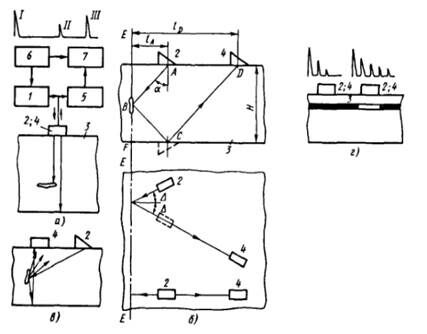
На рисунке: а — эхо-метод; б — зеркальный эхо-метод; в — дельта-метод; г — реверберационный метод; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник; 5 — усилитель; 6 — синхронизатор; 7 — индикатор.
Зеркальным эхо-методом анализируют сигналы, зеркально отраженные от донной поверхности изделия и дефекта, т. е. прошедшие путь ABCD (рис. 5, б). Вариант этого метода, связанный с выявлением вертикальных дефектов в плоскости EF, называют методом тандем, для реализации которого при перемещении преобразователей 2, 4 поддерживают постоянным значение  для получения зеркального отражения от невертикальных дефектов значение
для получения зеркального отражения от невертикальных дефектов значение варьируют. Один из вариантов зеркального эхо-метода предусматривает расположение излучателя и приемника не в одной плоскости (вид в плане дан на рис. 5, б внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от вертикального дефекта. Этот вариант называют тандем-дуэт (в иностраннойлитературе «стредл»). Способ дуэт характеризуется симметричным расположением излучателя и приемника (положение приемника показано на рис. 2.3, б штриховой линией). Еще один вариант зеркального эхо-метода предусматривает расположение преобразователей по разные стороны изделия, например располагают приемник в точке С. Этот вариант называют К-метод.
варьируют. Один из вариантов зеркального эхо-метода предусматривает расположение излучателя и приемника не в одной плоскости (вид в плане дан на рис. 5, б внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от вертикального дефекта. Этот вариант называют тандем-дуэт (в иностраннойлитературе «стредл»). Способ дуэт характеризуется симметричным расположением излучателя и приемника (положение приемника показано на рис. 2.3, б штриховой линией). Еще один вариант зеркального эхо-метода предусматривает расположение преобразователей по разные стороны изделия, например располагают приемник в точке С. Этот вариант называют К-метод.
Дельта-метод (рис. 5, в) основан на использовании дифракции волн на дефекте. Часть падающей на дефект поперечной волны от излучателя 2 отражается зеркально, а другая часть дифрагирует в виде поперечной и трансформированной продольной волн. При отражении волна также частично трансформируется в продольную волну. Дифрагированная продольная волна поступает на приемник 4 продольных волн, который несколько позднее принимает также продольную волну, отраженную от нижней поверхности изделия.
Реверберационный метод основан на анализе времени объемной реверберации в контролируемом объекте. Например, при контроле двухслойной конструкции время реверберации в слое, с которым контактирует преобразователь, меньше в случае качественного соединения слоев, так как часть энергии переходит в другой слой (рис. 5, г).
В комбинированных методах (рис. 6) используют принципы как прохождения, так и отражения акустических волн:
1. зеркально-теневой метод;
2. эхо-теневой метод;
3. эхо-сквозной метод.
Зеркально-теневой метод основан на измерении амплитуды донного сигнала. На рис. 6, а отраженный луч условно смещен в сторону. По технике выполнения (фиксируют эхо-сигнал) его относят к методам отражения, а по физической сущности контроля (измеряют ослабление сигнала, дважды прошедшего изделие в зоне дефекта) он близок к теневому методу.
Рисунок 6.
Схема контроля объектов с использованием комбинированных методов
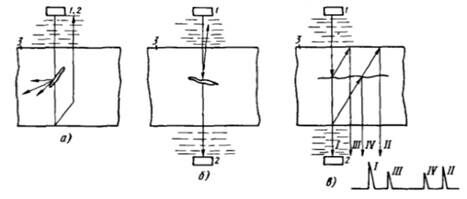
На рисунке: а — зеркально-теневой; б — эхо-теневой; в — эхо-сквозной; 1 — излучатель; 2 — приемник; 3 — объект контроля.
Эхо-теневой метод основан на анализе как прошедших, так и отраженных волн (рис. 6, б).
Эхо-сквозным методом фиксируют сквозной сигнал I, сигнал II, двукратно отраженный в изделии, а в случае появления полупрозрачного дефекта и эхо-сквозные сигналы III, IV, соответствующие отражениям от дефекта волн, идущих от верхней и нижней поверхностей изделия. Большой непрозрачный дефект обнаруживают по исчезновению или сильному уменьшению сигнала I, т. е. теневым методом, а также сигнала II. Полупрозрачные или небольшие дефекты обнаруживают по появлению сигналов III и IV.
ПАССИВНЫЕ МЕТОДЫ
К пассивным акустическим методам, основанным на возбуждении стоячих волн или колебаний объекта контроля, относятся вибрационно-диагностический и шумо-диагностический методы. При использовании первого метода анализируют параметры вибрации какой-либо отдельной детали или узла (ротора, подшипника, лопатки турбины) с помощью приемников контактного типа; при использовании второго изучают спектр шумов работающего механизма на слух или с помощью микрофонных приемников.
По частотному признаку все рассмотренные акустические методы делят на низкочастотные и высокочастотные. К первым относят колебания в звуковом и низкочастотном (до нескольких десятков килогерц), ультразвуковом диапазонах частот; ко вторым — колебания в высокочастотном (от нескольких сотен килогерц до 50 МГц) ультразвуковом диапазоне частот. Высокочастотные методы обычно называют ультразвуковыми. Для контроля металлов преимущественно используют высокочастотные методы.
Импедансный метод существенно отличается от рассмотренных методов. Он основан на анализе изменения механического или входного акустического импеданса участка поверхности контролируемого объекта, с которым взаимодействует преобразователь. В низкочастотных импедансных дефектоскопах преобразователем служит колеблющийся стержень, опирающийся на поверхность изделия (рис. 7, а). Между ними нет контактной жидкости (сухой контакт). Появление подповерхностного дефекта в виде расслоения делает расположенный над дефектом участок поверхности более гибким, податливым, т. е. снижает его механический импеданс. В результате изменяется режим колебаний стержня, в частности уменьшаются механические напряжения на приемнике 4, что служит признаком дефекта.
Рисунок 7.
Схема контроля объектов с использованием различных методов
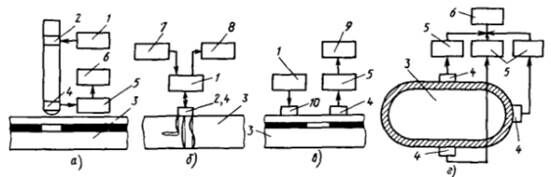
На рисунке: а — импедансный; б — резонансный; в — свободных колебаний; г — акустико-эмиссионный; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник, 5 — усилитель; 6 — индикатор; 7 — модулятор частоты; 8 — регистратор резонанса; 9 — спектро-анализатор, 10 — вибратор.
В высокочастотных импедансных дефектоскопах колеблющимся элементом является пьезопластина преобразователя обычного типа. Появление дефекта типа расслоения вблизи поверхности изделия изменяет входной акустический импеданс, а следовательно, и режим колебаний генератора, что свидетельствует о наличии дефекта.
При использовании стоячих волн возбуждают свободные или вынужденные колебания либо объекта контроля в целом (интегральные методы), либо его части (локальные методы).
Свободные колебания возбуждают путем кратковременного внешнего воздействия на объект контроля, например, ударом, после чего он колеблется свободно.
Вынужденные колебания предполагают постоянную связь колеблющегося объекта контроля с возбуждающим генератором, частоту которого изменяют. Информационными параметрами являются частоты свободных колебаний или резонансов вынужденных колебаний, которые несколько отличаются в связи с воздействием возбуждающего генератора.
Схема контроля локальным методом свободных колебаний (в этом варианте его называют просто методом свободных колебаний) показана на рис. 7, в. В части контролируемого изделия, например слоистой панели, возбуждают колебания с помощью ударов молоточком вибратора 10 и анализируют спектр возбуждаемых частот спектроанализатором 9, В дефектных изделиях спектр, как правило, смещен в сторону высоких частот.
Локальный метод вынужденных колебаний обычно называют резонансным методом. В стенке изделия с помощью пьезопреобразователя возбуждают ультразвуковые волны (рис. 7, б). Частоту колебаний модулируют; фиксируют частоты, на которых возбуждаются резонансы колебаний. По резонансным частотам определяют толщину стенки изделий и наличие дефектов. Дефекты, параллельные поверхности изделия, вызывают погрешность измеряемой толщины, а расположенные под углом к поверхности — исчезновение резонансных явлений.
К методам вынужденных колебаний относят акустико- топографический метод, основанный на регистрации распределения амплитуд упругих колебаний на поверхности контролируемого объекта с помощью наносимого на поверхность порошка. На дефектном участке оседает меньшее количество порошка, что объясняется увеличением амплитуды колебаний в результате резонансных явлений.
ПРИМЕНЕНИЕ МЕТОДОВ АКУСТИЧЕСКОГО КОНТРОЛЯ
Из рассмотренных акустических методов контроля наибольшее практическое применение находит эхо-метод: им проверяют до 90 % всех объектов. Применяя волны различных типов, с его помощью решают задачи дефектоскопии поковок, литья, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения геометрических размеров изделий. Фиксируя время прихода донного сигнала и зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия известна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по этим параметрам определяют физико-механические свойства материалов.
Зеркально-теневой метод используют вместе или в дополнение к эхо-методу для выявления дефектов, слабо отражающих ультразвуковые волны в направлении совмещенного преобразователя (см. рис. 6, а). Такие дефекты, как вертикальные трещины, ориентированные перпендикулярно поверхности, по которой перемещают преобразователь (поверхности ввода), дают очень слабый рассеянный сигнал, в связи с чем эхо-методом не выявляются. В то же время они ослабляют донный сигнал благодаря тому, что на их поверхности продольная волна трансформируется в вытекающую, которая в свою очередь излучает боковые волны, уносящие энергию.
Зеркально-теневой метод применяют, например, при контроле рельсов с целью обнаружения вертикальных трещин в шейке. Им выявляют дефекты большего размера, чем эхо-методом. Преимущество этого метода перед зеркально-теневым заключается в одностороннем доступе к поверхности изделия.
Зеркальный эхо-метод применяют также для выявления дефектов, ориентированных перпендикулярно поверхности ввода. Им выявляют более мелкие дефекты, чем зеркально-теневым, но при этом требуется, чтобы в зоне расположения дефектов был достаточно большой участок ровной поверхности (см. рис. 5, б). При контроле рельсов, например, это требование не выполняется, поэтому возможно применение только зеркально-теневого метода. Дефект В можно выявить совмещенным наклонным преобразователем, расположенным в точке А. Однако в этом случае зеркально отраженная волна уходит в сторону и на преобразователь попа- попадает лишь слабый рассеянный сигнал. Преобразователи, расположенные в точках С или D, обнаруживают дефект с более высокой чувствительностью.
Зеркальный эхо-метод в варианте тандем используют для выявления вертикальных трещин и непроваров при контроле сварных соединений. Дефекты некоторых видов сварки, например непровар при электронно-лучевой сварке, имеют гладкую отражающую поверхность, очень слабо рассеивающую ультразвуковые волны. Такие дефекты лучше выявляются зеркальным эхо-методом. Дефекты округлой формы (шлаковые включения, поры) дают большой рассеянный сигнал и хорошо регистрируются совмещенным преобразователем в точке A; в то же время зеркальное отражение от них слабое. Сравнивая отраженные сигналы в точках А и D, определяют форму дефекта сварного соединения.
Теневой и эхо-сквозной методы используют только при двустороннем доступе к изделию, для автоматического контроля изделий простой формы, например, листов.
Теневой метод применяют также для контроля изделий с большим уровнем структурной реверберации, т.е. шумов, связанных с отражением ультразвука от неоднородностей, крупных зерен, дефектоскопии многослойных конструкций и изделий из слоистых пластиков.
Теневой и временной теневой методы позволяют обнаруживать крупные дефекты в материалах, где контроль другими акустическими методами невозможен: крупнозернистой аустенитной стали, сером чугуне, бетоне, огнеупорном кирпиче. Теневой метод применяют вместо эхо-метода при исследовании физико-механических свойств материалов с большими коэффициентами затухания и рассеяния акустических волн, например, при контроле прочности бетона по скорости ультразвука.
Локальный метод вынужденных колебаний применяют для измерения малых трещин при одностороннем доступе.
Локальным методом свободных колебаний или велосимметрическим методом контролируют, в основном, изделия из полимерных композиционных материалов.
Интегральный метод вынужденных колебаний применяют для определения модулей упругости материала по резонансным частотам продольных, изгибных или крутильных колебаний образцов простой формы, вырезанных из материала изделия, т.е. при разрушающих испытаниях. В последнее время этот метод используют также для неразрушающего контроля небольших изделий: абразивных кругов, турбинных лопаток.
Интегральный метод свободных колебаний используют для проверки бандажей вагонных колес или стеклянной посуды "по чистоте звона" с субъективной оценкой результатов на слух.
Реверберационный, импедансный, велосимметрический, акустико-топографический методы и локальный метод свободных колебаний используют в основном для контроля многослойных конструкций. Схемы контроля клееных и паяных конструкций с применением реверберационного, импедансного методов и метода свободных колебаний показаны соответственно на рис. 5, г, 7, а, 7, в.
Реверберационным методом обнаруживают, в основном, нарушения соединений металлических слоев (обшивок) с металлическими или неметаллическими силовыми элементами или наполнителями.
Импедансным методом выявляют дефекты соединений в многослойных конструкциях из композиционных полимерных материалов и металлов, применяемых в различных сочетаниях.
Акустико-топографический метод применяют для обнаружения дефектов преимущественно в металлических многослойных конструкциях (сотовые панели, биметаллы и т.п.).
Вибрационно-диагностический и шумо-диагностический методы относящиеся к пассивным акустическим методам, служат для диагностики работающих механизмов.
Метод акустической эмиссии применяют в качестве средства исследования материалов, конструкций, контроля изделий (например, при гидроиспытаниях) и диагностики во время эксплуатации. Его важными преимуществами перед другими методами контроля является то, что он реагирует только на развивающиеся, действительно опасные дефекты, а также возможность проверки больших участков или даже всего изделия без сканирования его преобразователем. Основной его недостаток как средства контроля — трудность выделения сигналов от развивающихся дефектов на фоне помех (кавитационных пузырьков в жидкости, подаваемой в объект при гидроиспытаниях, трения в разъемных соединениях и т.д.).
ТЕХНОЛОГИЯ ДИАГНОСТИРОВАНИЯ УЗК МЕТОДОМ
Поверхность сварного соединения, подлежащего ультразвуковому методу неразрушающего контроля, должна быть с обеих сторон шва очищена от брызг металла, шлака, окалины, грязи, льда и снега.
Очищать поверхность сварного соединения (за исключением сварного шва) следует шаберами, напильниками, металлическими щетками, шлифмашинками и т.д.
Околошовную поверхность контролируемого соединения необходимо очистить с обеих сторон усиления шва.
Подготовленные для ультразвукового метода неразрушающего контроля поверхности непосредственно перед прозвучиванием необходимо тщательно протереть ветошью и покрыть слоем контактной смазки. В качестве смазки в зависимости от температуры окружающей среды применяют:
- при температурах выше плюс 25°С - солидол, технический вазелин;
- при температурах от плюс 25 до минус 25°С - моторные и дизельные масла различных марок, трансформаторное масло и т.п.;
- при температурах ниже минус 25°С - моторные и дизельные масла, разбавленные до необходимой консистенции дизельным топливом.
Допускается применение в качестве контактных смазок других веществ (специальные пасты, глицерин, обойный клей и др.) при условии обеспечения стабильного акустического контакта при заданной температуре ультразвукового контроля.
Проверку работоспособности дефектоскопа с пьезопреобразователем и его настройку осуществляют в соответствии с требованиями инструкции по эксплуатации применяемого прибора.
Ультразвуковой метод неразрушающего контроля сварного соединения следует проводить, как правило, прямым и однократно отраженным лучом.
В ручном варианте ультразвукового метода неразрушающего контроля прозвучивание сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянном или автоматически изменяющемся угле ввода луча. Шаг поперечного перемещения преобразователя не должен превышать половины ширины его призмы. Пределы перемещения искателя должны обеспечивать прозвучивание всего сечения шва.
При механизированном и автоматизированном ультразвуковом методе неразрушающего контроля способ сканирования определяется конструкцией акустической системы применяемого оборудования.
Признаком обнаружения дефекта при ручном ультразвуковом методе неразрушающего контроля служит появление на экране дефектоскопа импульса в соответствующей зоне развертки и (или) срабатывание других индикаторов дефектоскопа (светового или звукового). При появлении указанных сигналов путем определения координат отражающей поверхности устанавливают принадлежность обнаруженного дефекта контролируемому шву.
При использовании оборудования для механизированного и автоматизированного ультразвукового метода неразрушающего контроля локализацию дефекта осуществляют по соответствующим методикам.
При обнаружении дефекта производят определение следующих его характеристик:
- амплитуду эхо-сигнала от дефекта;
- наибольшую глубину залегания дефекта в сечении шва;
- условную протяженность дефекта;
- суммарную условную протяженность дефектов на оценочном участке.
Условное расстояние между дефектами измеряют расстоянием между крайними положениями искателя, при которых была определена условная протяженность двух рядом расположенных дефектов.
Суммарную условную протяженность дефектов на оценочном участке (в мм) определяют как сумму условных протяженностей дефектов, обнаруженных на этом участке.
Дефекты сварных соединений по результатам технического диагностирования ультразвуковым методом неразрушающего контроля сварных соединений относят к одному из следующих видов:
- непротяженные (одиночные поры, компактные шлаковые включения);
- протяженные (трещины, непровары, несплавления, удлиненные шлаки);
- цепочки и скопления (цепочки и скопления пор и шлака).
По результатам технического диагностирования ультразвуковым методом неразрушающего контроля сварных соединений годным считают сварное соединение, в котором отсутствуют:
- непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП, или суммарная условная протяженность которых в шве превышает 1/6 периметра этого шва;
- цепочки и скопления, для которых амплитуда эхо-сигнала от любого дефекта, входящего в цепочку (скопление), превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или суммарная условная протяженность дефектов, входящих в цепочку (скопление), более 30 мм на любые 300 мм шва;
- протяженные дефекты в сечении шва, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП, или условная протяженность которых более 50 мм, или суммарная условная протяженность которых более 50 мм на любые 300 мм шва;
- протяженные дефекты в корне шва, амплитуда эхо-сигналов от которых превышает амплитуду эхо-сигналов от контрольного отражателя в СОП или условная протяженность такого дефекта превышает 1/6 периметра шва.
Обратите внимание на лекцию "Легочные объемы и емкости".
Результаты технического диагностирования ультразвуковым методом неразрушающего контроля сварных соединений оформляют в виде заключения установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов.
При описании результатов технического диагностирования ультразвуковым методом неразрушающего контроля сварных соединений следует каждый дефект (или группу дефектов) указывать отдельно и обозначать в приведенной ниже последовательности:
- буквой, определяющей вид дефекта по протяженности;
- цифрой, определяющей наибольшую глубину залегания дефекта, мм;
- цифрой, определяющей условную протяженность дефекта, мм;
- буквой, определяющей качественно признак оценки допустимости дефекта по амплитуде эхо-сигнала.
Для записи необходимо применять следующие обозначения:
- А - непротяженные дефекты;
- Е - протяженные дефекты,
- В - цепочки и скопления;
- Г - дефект, амплитуда эхо-сигнала от которого равна или менее допустимых значений;
- Н - дефект, амплитуда эхо-сигнала от которого превышает допустимое значение.
Условную протяженность для дефектов типа А не указывают.
В сокращенной записи числовые значения отделяют одно от другого и от буквенных обозначений дефисом.
(http://www.anklav.com/index.php?option=com_content&view=article&id=100&Itemid=132)


















