
Конструкции мнлз
Лекция №9 Конструкции мнлз
 Существует несколько типов машин непрерывной разливки, из которых наибольшее распространение получили следующие: вертикальные, криволинейные и радиальные, с изгибом слитка; в последние годы начали сооружать горизонтальные машины. В зависимости от количества одновременно отливаемых слитков машины могут быть одно-, двух- и многоручьевыми.
Существует несколько типов машин непрерывной разливки, из которых наибольшее распространение получили следующие: вертикальные, криволинейные и радиальные, с изгибом слитка; в последние годы начали сооружать горизонтальные машины. В зависимости от количества одновременно отливаемых слитков машины могут быть одно-, двух- и многоручьевыми.
Вертикальные МНЛЗ
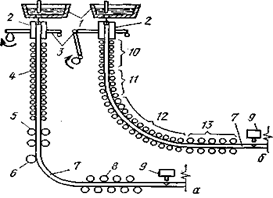
Технологическая ось вертикальной МНЛЗ расположена вертикально. Пример вертикальной МНЛЗ, располагаемой частично в колодце и частично в надземном сооружении, приведен на рисунке. Разливка, кристаллизация и охлаждение НЛЗ проводится по стандартной технологии. Заготовки, после газорезки (6) поступают в корзины кантователя и под действием собственного веса опрокидываются на рольганг, который выводит заготовку из корзины и подает ее на подъемник 8. Заготовка по рольгангу 9 выходит из машины и направляется в прокатные цехи или на склад для удаления дефектов.
Размеры слитков, отливаемых на вертикальных МНЛЗ, колеблются от 50x50 до 300x1850 мм2. Выход годных слитков достигает 95—98 % от жидкого металла.
Основной недостаток вертикальных МНЛЗ — большая высота, обусловленная тем, что затвердевание слитка должно закончиться до его попадания в тянущую клеть и газорезку, а протяженность зоны затвердевания по высоте (глубина лунки жидкого металла) в непрерывно отливаемом слитке очень велика. Современные машины вертикального типа достигают высоты 40—43 м. Их сооружение требует или большого заглубления — до 25—27 м ниже уровня пола цеха, или строительства высоких зданий. И в том и в другом случае с увеличением высоты установки резко возрастают капитальные затраты, усложняются их эксплуатация и технологический процесс разливки. Поэтому одним из недостатков МНЛЗ вертикального типа является ограничение скорости разливки или сечения слитка (при ее росте существенно возрастает глубина лунки жидкого металла, т. е. затвердение может не закончиться до входа слитка в тянущую клеть и зону резки), а значит, и производительности установки. Это, в свою очередь, означает, что на машинах вертикального типа нельзя разливать плавки с большегрузных агрегатов, например конвертеров садкой 300—400 т, разливка которой потребовала бы длительной выдержки металла в ковше.
Стремление снизить высоту привело к созданию машин с расположением технологических узлов по криволинейной оси.
Криволинейные и радиальные МНЛЗ
В машинах этого типа в радиальном кристаллизаторе формируется изогнутый по определенному радиусу слиток. Важнейшим конструктивным параметром радиальной установки является радиус технологической оси. Его величина определяется так, чтобы обеспечить длину пути, достаточную для полного затвердевания слитка к моменту разгибания при заданной линейной скорости вытягивания, и не превысить допустимую степень деформации при разгибании, что могло бы привести к образованию трещин и разрывов на слитке.
Чтобы при последующем разгибании в слитке не образовывались трещины, радиус изгиба должен быть более чем в 25-раз больше толщины слитка. Обычно радиус изгиба выбирают в соответствии с соотношением R = (30-40) а, где а — толщина слитка, м.
В радиальных МНЛЗ на выходе из кристаллизатора слиток движется по дуге с постоянным радиусом. После прохождения нижней точки дуги полностью затвердевший слиток разгибают, переводя его в горизонтальное положение.
Рекомендуемые материалы
В криволинейных машинах слиток вначале движется по дуге, определяемой радиусом кривизны кристаллизатора, а затем еще в зоне вторичного охлаждения радиус кривизны дуги увеличивается, т. е. происходит постепенное разгибание слитка с жидкой сердцевиной с последующим переводом в горизонтальное положение. Рассредоточение деформации имеет целью снизить возникающие при этом в корке слитка напряжения и вероятность возникновения трещин.
Машины конструируют так, что горизонтальное движение слитка осуществляется на уровне пола цеха. На этом же участке производят резку слитка на куски мерной длины. Максимальный радиус существующих МНЛЗ этого типа при отливке слитков толщиной до 350 мм составляет 12 м.
Основные преимущества этих машин по сравнению с вертикальными: меньшая высота, что снижает стоимость сооружения МНЛЗ и здания цеха; возможность повышения скорости разливки, поскольку газорезку можно установить далеко от кристаллизатора и благодаря этому допустимо существенное увеличение глубины лунки жидкого металла в слитке; возможность резки слитка на куски большой длины.
По этим причинам в последние голы почти отказались от сооружения вертикальных МНЛЗ и строят преимущественно криволинейные и радиальные.
 |
МНЛЗ с изгибом слитка
Существуют машины этого типа двух разновидностей. Машины первой разновидности (рис., а) имеют вертикальный кристаллизатор и систему вторичного охлаждения с расположенной за ней тянущей клетью, которые не отличаются от аналогичных устройств машин вертикального типа. Далее движущийся слиток изгибают, переводя в горизонтальное положение. Затем слиток поступает в выпрямляющие валки, за которыми располагают газорезку. Подобные машины применяют при отливке слитков небольшой толщины (<150 мм), поскольку при большей толщине из-за необходимости иметь большой радиус изгиба не достигается заметного снижения высоты по сравнению с вертикальной МНЛЗ.
Машины второй разновидности, называемые иногда вертикально-радиальными, имеют (рис., б) вертикально расположенный кристаллизатор и небольшой по высоте (3 — 4 м) вертикальный участок с опорными роликами, за которыми расположена секция изгибающих роликов, изгибающих полузатвердевший слиток, и далее радиальная роликовая проводка. После прохождения нижней точки дуги слиток попадает в тянуще-правильные валки, которые переводят его в горизонтальное положение и режут на мерные длины.
Установки этого типа применяются реже, чем криволинейные из-за большей высоты. Основное их достоинство — более простые в изготовлении и обслуживании прямолинейный кристаллизатор и верх зоны вторичного охлаждения.
В целом МНЛЗ с криволинейной технологической осью обладает рядом существенных преимуществ по сравнению с вертикальными: большая скорость разливки и возможность принимать большегрузные плавки; меньшая в 3—4 раза высота установки; возможность получения неограниченного по длине слитка; капитальные затраты на 30—50 % ниже при равной производительности; облегчается обслуживание МНЛЗ, так как основное технологическое оборудование располагается над уровнем пола цеха; при горизонтальной выдаче заготовок возможно осуществление прокатки непосредственно после отливки заготовок.
Недостатки: сложность конструкции криволинейной зоны вторичного охлаждения; необходимость иметь выпрямляющий механизм, а в случае установки с изгибом заготовки и тянуще-изгибающий механизм; трудности в обеспечении равномерного охлаждения слитка по грани большого и малого радиусов в зоне вторичного охлаждения, в результате чего возможно неоднородное строение слитка.
Поэтому при выборе типа машины в условиях высокопроизводительных цехов предпочтение следует отдать радиальным и криволинейным МНЛЗ, а при отливке качественной стали особенно сложного профиля ряд преимуществ сохраняется за вертикальными МНЛЗ.
Установки рассмотренных выше типов трудно, а часто и невозможно разместить в существующих зданиях сталеплавильных цехов. Для отливки непрерывных сортовых заготовок малого сечения и широкого сортамента в цехах с агрегатами малой и средней емкости разработаны и внедряются горизонтальные МНЛЗ.
Горизонтальная МНЛЗ
Технологическая ось машин этого типа расположена горизонтально или наклонена на угол до 15-20° к горизонтали.
Машина имеет следующие основные технологические узлы (рис.): металлоприемник 1 — емкость, футерованную огнеупорным кирпичом; металлопровод 2 — узел, подающий металл в кристаллизатор, состоящий из металлического корпуса и огнеупорного стакана из нитрида бора, карбида кремния и т. п.; кристаллизатор 3 — медный или комбинированный (медь—графит) холодильник, охлаждаемый водой; зону вторичного охлаждения 4 в виде рольгангов; тянущее устройство 5, обеспечивающее периодическое вытягивание слитка; устройство для резки слитка 6.
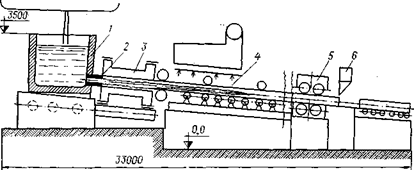
Сталь из разливочного ковша поступает (рис) в футерованный металлоприемник, жестко соединенный с кристаллизатором посредством огнеупорного стакана.
Зона вторичного охлаждения представляет собой рольганг с системой водяных форсунок. Далее расположен механизм периодического вытягивания слитка. Механизм перемещает слиток вперед на 20—50 мм, затем возвращается назад, после чего цикл повторяется; во время обратного движения механизма слиток остается неподвижным, либо несколько осаживается назад. Число циклов изменяется от 20 до 100 в минуту. Периодическое вытягивание слитка заменяет качание кристаллизатора, используемое на вертикальных и криволинейных машинах для предотвращения зависания и разрывов корки слитка в кристаллизаторе. За механизмом вытягивания расположена газорезка и рольганг с приводными роликами. Горизонтальные МНЛЗ применяют для отливки сортовых слитков небольшого сечения толщиной менее 150—200 мм; скорость разливки достигает 4 м/мин. Основные преимущества горизонтальных машин — малая высота, меньшее количество и масса оборудования и, следовательно, меньшая стоимость их строительства.
Качество непрерывнолитого слитка
Непрерывный слиток благодаря малой толщине и быстрому вследствие этого затвердеванию отличается меньшим развитием химической неоднородности, более равномерным распределением неметаллических включений. От слитков, разливаемых в изложницы, он отличается также более чистой и гладкой поверхностью.
Основные дефекты слитков, получаемых непрерывной разливкой.
Сильно развита в них осевая пористость, что объясняется наличием в кристаллизующемся слитке очень глубокой и узкой лунки жидкого металла. Образование в ней «моста» сросшихся кристаллов может привести к появлению больших по протяженности зон, в которых металл кристаллизуется без доступа жидкой стали сверху, и, следовательно, к появлению пустот. Особенно сильно осевая пористость проявляется в квадратных и круглых слитках; в плоских слитках она развита слабее, так как усадка металла здесь рассредоточена по продольной оси поперечного сечения слитка. Осевая пористость заметно усиливается при увеличении перегрева металла и повышенной скорости разливки, иногда переходя в осевые усадочные пустоты. Заметно выражена в непрерывных слитках осевая ликвация.
2 Форма государства - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Распространенным дефектом являются трещины. Продольные поверхностные трещины на гранях слитка являются результатом усадочных напряжений и образуются при неравномерном прилегании формирующейся корки к стенкам кристаллизатора в местах уменьшенной се толщины, которые возникают из-за снижения теплоотвода там, где корка отходит от стенок (например в результате его деформации или коробления стенок кристаллизатора). Местное уменьшение толщины корки и образование трещин может также происходить вследствие размывания корки струей металла, особенно при его подаче в кристаллизатор вертикальной струей. Вероятность возникновения продольных трещин повышается при перегреве стали и увеличении скорости разливки, при увеличении содержания серы в металле и снижении величины отношения [Mn]/[S], при увеличении ширины плоского слитка и при содержании углерода в нелегированных сталях в пределах 0,18 — 0,25 %. Действенным средством борьбы с этим дефектом является разливка с защитным шлаковым покрытием, поскольку образующаяся между коркой и стенками кристаллизатора тонкая шлаковая прослойка существенно снижает неравномерность теплоотвода .
Поперечные поверхностные трещины (надрывы корки) возникают в кристаллизаторе вследствие усиленного трения при недостаточной смазке стенок и вследствие зависания корки при наличии на стенках кристаллизатора царапин, вмятин. Поперечные трещины в углах слитка могут также образовываться в результате слишком интенсивного вторичного охлаждения.
Сетчатые (паукообразные) поверхностные трещины возникают при неравномерном прилегании корки к стенкам кристаллизатора в местах наиболее сильного охлаждения, т. е. в участках плотного прилегания; они могут возникать также при местном переохлаждении поверхности слитка в зоне вторичного охлаждения.
Внутренние трещины образуются при чрезмерной интенсивности вторичного охлаждения как результат возникающих из-за переохлаждения поверхности слитка термических напряжений, а также при выпучивании слитка вследствие слишком большого расстояния между опорными роликами.
Ужимины (поперечные и продольные углубления на поверхности слитка) возникают в результате резкого изменения напора струи и колебаний уровня металла в кристаллизаторе, при местном размывании корки струей металла и в участках неплотного прилегания корки к стенкам кристаллизатора.
Искажение профиля (ромбичность) слитка возникает при неравномерном охлаждении углов и граней слитка в кристаллизаторе и зоне вторичного охлаждения, при перекосах слитка в кристаллизаторе.




















