
Обработка связанных поверхностей
Глава 2 . Обработка связанных поверхностей
Связанными называются поверхности детали, которые соединены (связаны) координирующим размером или требованием расположения (соосностью, параллельностью, перпендикулярностью и т.д.).
Из часто встречающихся связок выделим следующие:
1) связки крепежных отверстий
2) соосные поверхности на деталях типа втулка (например, в оправах)
3) отверстия, параллельные плоскости детали, типа стойка. Кронштейн, когда отверстие связывается с плоскостью координирующим размером и требованием параллельности
4) два соосных отверстия, параллельных плоскости. Причем, разнообразные варианты, например, отверстия разного диаметра, ступенчатые и т.д. Это требует особого подхода при обработке.
Рассмотрим на примерах способы отработки этих связок.
Рекомендуемые материалы
1. Отработка крепежных отверстий (КО)
КО используется для создания разъемного соединения (болтового, винтового и т.д.) см. рис.1.
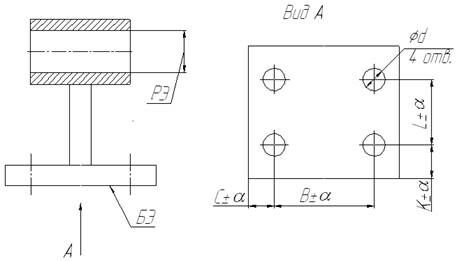
Рис.1 Связка крепежных отверстий на кронштейне
| Четыре координирующих размера – L, В, С и К имеют, чаще всего, точность |
|
 , а отверстия по 12 квалитету. Такие связки обычно обрабатываются за одну операцию сверлением в кондукторе. Схема обработки показана на рис.2. Главная база – плоскость, от которой задан скрытый размер – перпендикулярность осей отверстий относительно этой плоскости. Размеры L и В внутрикомплексные, размеры С и К исходные, для них выполняется принцип совмещения баз.
, а отверстия по 12 квалитету. Такие связки обычно обрабатываются за одну операцию сверлением в кондукторе. Схема обработки показана на рис.2. Главная база – плоскость, от которой задан скрытый размер – перпендикулярность осей отверстий относительно этой плоскости. Размеры L и В внутрикомплексные, размеры С и К исходные, для них выполняется принцип совмещения баз.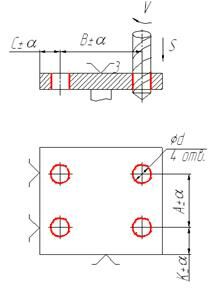

| На рис.3 показан кондуктор, который в производстве имеет название кондуктор типа “книжка”: состоит из кондукторной плиты 1 с ножками 4, механизм закрепления содержит качалку 3, обеспечивающую направление усилия прижима по нормали к поверхности плиты. В таких кондукторах можно сверлить отверстия по очереди на одном настольном станке (см. рис. Гл. 3) или обрабатывать головкой.. Для обработки головкой кондуктор ориентируют на столе станка. Надевают кондуктор на неподвижные сверла и опускают его на стол, а там устанавливают и крепят две призматические планки, по которым и будет устанавливаться кондуктор при обработке. Точность размеров детали зависит от точности соответствующих размеров кондуктора и точности инструмента |
|
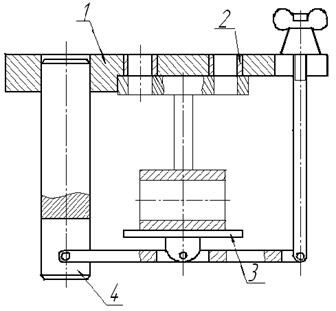

Поэтому допуски на размеры кондуктора назначаются в два – три раза жестче чем на размеры детали, т.е.  .
.
В общем случае суммарная погрешность отработки, например, по размеру С будет:
 , где
, где
 - допуск на размер С кондуктора
- допуск на размер С кондуктора - допуск на диаметр втулки;
- допуск на диаметр втулки;
;  - допуск на диаметр сверла;
- допуск на диаметр сверла;  - погрешность износа сверла.
- погрешность износа сверла.
16. Отверстие, параллельное плоскости.
| На рисунке 4 показано два варианта конструкции детали а – сквозное отверстие, б – ступенчатое отверстие. В связке базирующего и РЭ необходимо обрабатывать обе поверхности. Встает вопрос с какой начинать?, т.е. какую поверхность обрабатывать первой. В этом случае действует правило: . Из двух связанных поверхностей первой должна быть обработана менее точная поверхность. БЭ – считается менее точным – с него и начинать. Дальше используется правило: следующей должна быть обработана поверхность, связанная с предыдущей, которая (предыдущая) будет служить
|
|
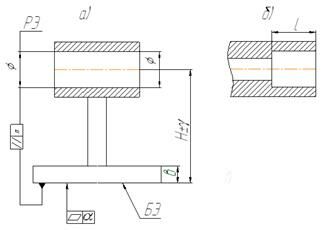

технологической базой (принцип совмещения баз). Кроме того более точная поверхность требует более точной базы. Значит отверстие обрабатывается во вторую очередь. Итак, первой обрабатывается плоскость..
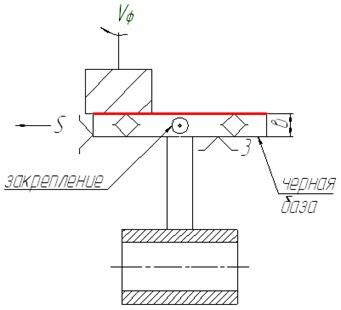
| Плоскости (см. гл. Обработка плоскостей ) обрабатываются фезерованием, Схема обработки показана на рис 5. Если заготовка небольшая, то можно использовать торцевую фрезу. Для поверхностей большой площади в приборостроении используют летучую фрезу. В качестве приспособления используются обычные фрезерные тиски. Обращаем внимание: что при обработке используется черная база (база, которая не обрабатывается в этом ТП). Конструктор должен понимать черную базу и координировать БЭ относительно черной базы, Тогда в той операции выдерживается только один размер –В. |
|

После обработки плоскости деталь идет на операцию растачивания, например, на токарном станке (см. схему обработки на рис.6).
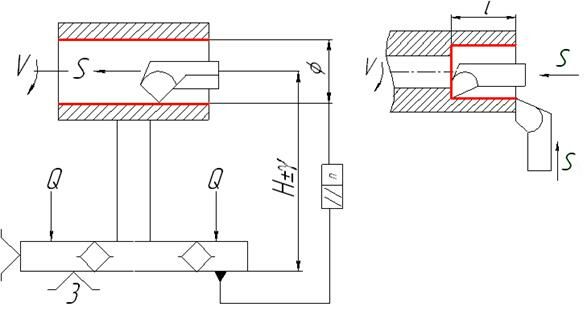


Рис.6 Операция растачивания
а – сквозное отверстие, б – ступенчатое отверстие
| Растачивание выполняется на приспособлении типа “Угольник” (см. Рис.7). Точность размеров Н и // зависит от точности приспособления. Допуски на размеры приспособления назначаются в 2 – 3 раза жестче, чем допуск на деталь, т.е. Приспособление ориентируется на шпинделе через Æ Н6 выточки и такой же поясок на шпинделе. Очевидно, что это приведет к погрешности установки, обусловленной зазором в посадке этих поверхностей. Т.е. сама конструкция вносит погрешность. Для уменьшения этой погрешности делают или |
|
 ,
,  . При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру
. При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру 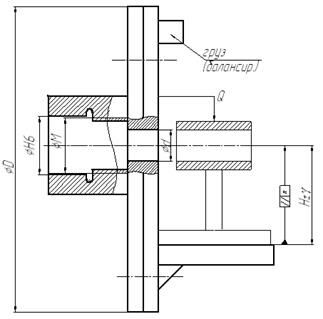
 огрехи в чертеже
огрехи в чертежеконический хвостовик, или отверстие Æ  через которое приспособление центрируют с помощью индикатора.
через которое приспособление центрируют с помощью индикатора.
Последние замечания. В схеме не указан еще операционный размер, координирующий ось отверстия в направлении, перпендикулярном плоскости чертежа.
Требования плоскостности выполняется в отдельной операции, которая называется притирка.
3. Два соосных отверстия, параллельных плоскости
Пример конструкции показан на рис.8:
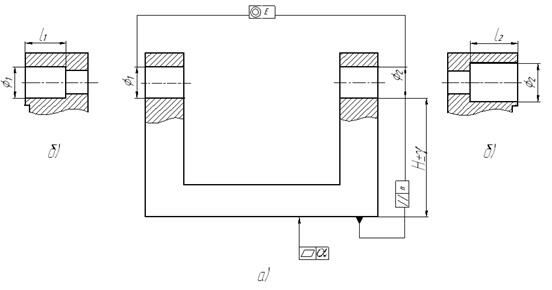
Рис.8 Два варианта конструкции
а – сквозные гладкие отверстия, могут быть разного диаметра
б – ступенчатые отверстия.
Один из вариантов обработки гладких отверстий показан на рис.9.
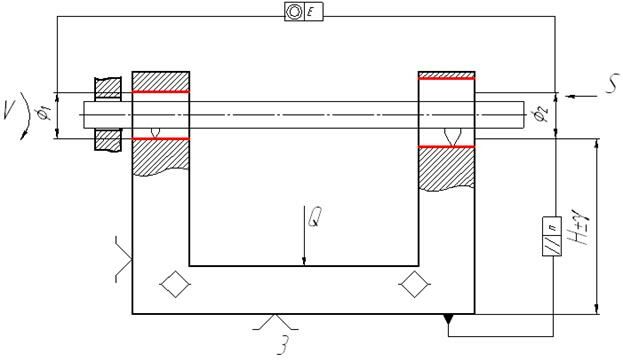
Рис.9 Схема обработки
Конструкция детали позволяет провести обработку за одну операцию на токарном станке, используя борштангу с двумя резцами и приспособление, аналогичное показанному на рис.7.
Если размеры отверстий (малы) и габариты деталей не позволяют проводить такую обработку, то придется обрабатывать на поворотном приспособлении (см. рис.10).
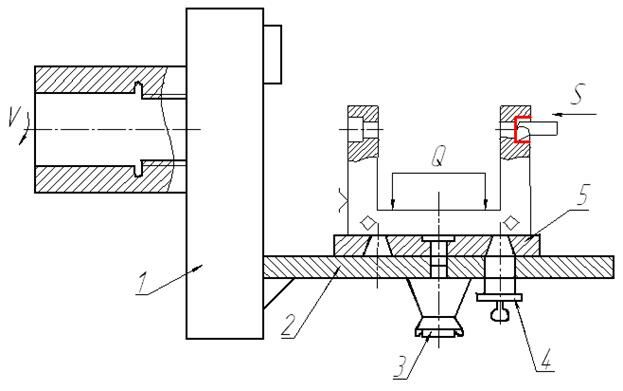
Рис.10 Схема поворотного приспособления (механизм закрепления не показан) огрехи в чертеже
Приспособление состоит из планшайбы 10, прикрепленного к ней угольника 2, осевой системы с гайкой 3, фиксирующего механизма с пружиной 4 и поворотного столика 5.
Приспособление работает следующем образом. Поставим и закрепим деталь, обработали правое отверстие. Затем опускается гайка 3, выводится фиксатор из отверстия столика, столик поворачивается до тех пор, пока фиксатор не войдет в другое отверстие. Таким образом произойдет поворот детали на  и обрабатывается другое отверстие. Для выдерживании размера
и обрабатывается другое отверстие. Для выдерживании размера  приходится подрезать торец стойки
приходится подрезать торец стойки
.Обработка на подвижном приспособ
4. Связка соосных поверхностей.
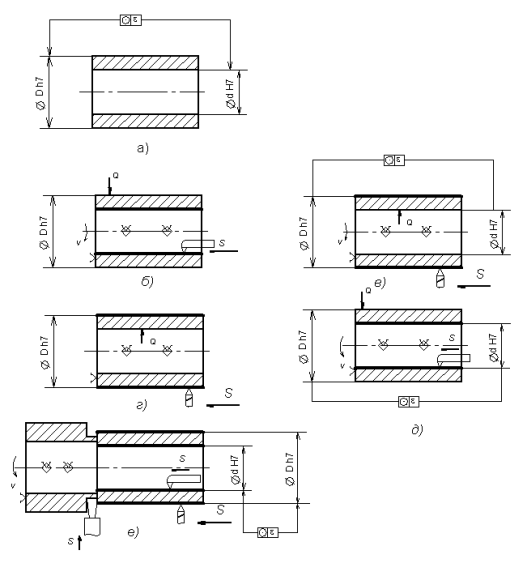
Рис.11 Различные схемы обработки детали:
а –чертеж детали;
б, в – обработка «от отверстия»;
г, д – обработка «от наружной поверхности»;
е – одновременная обработка внутренней и наружной
поверхности.
Обратите внимание на лекцию "7. Внешние факторы поведения потребителей".

Рис.3.8. Оправа объектива «Индустар 50»
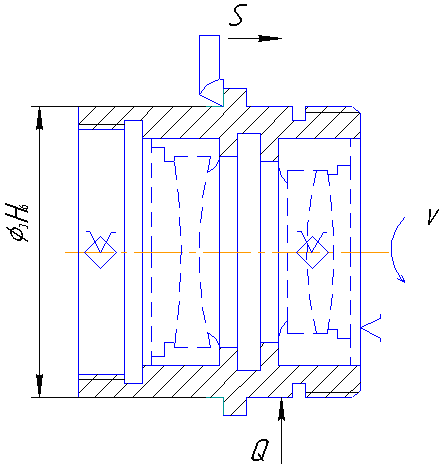
Рис. 3.9. Первая операция обработки объектива «Индустар 50»
Конец главы


















