
Шпоночные соединения
5. Шпоночные соединения
5.1. Общие сведения
Шпоночные соединения состоят из вала, шпонки и ступицы колеса (шкива или другой детали). Шпонка представляет собой стальной брус, вставляемый в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы у вала получаются фрезерованием дисковыми или пальцевыми фрезами, а в ступице – долблением или протягиванием.
Достоинства:
1) простота и надежность конструкции;
2) низкая стоимость;
3) простота сборки и разборки.
Недостаток: шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали.
Ослабление вала обусловлено не только уменьшением его сечения, но и появлением концентрации напряжений изгиба и кручения, вызванной шпоночным пазом.
 |
Исполнение 3 Исполнение 2 Исполнение 1
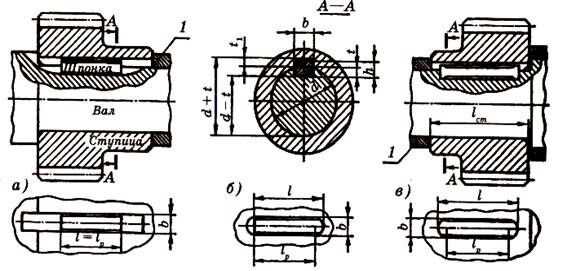
Рисунок 5.1 – Соединение призматическими шпонками.
Разновидности шпоночных соединений. Все шпоночные соединения подразделяются на ненапряженные и напряженные. Ненапряженные соединения получаются при применении призматических (рисунок 5.1) и сегментных (рисунок 5.2) шпонок. Эти соединения называют ненапряженными, так как при сборке не возникает предварительных напряжений. Напряженные соединения получаются при применении клиновых (рисунок 5.3) и тангенциальных (рисунок 5.4) шпонок. При сборке соединений в их деталях возникают предварительные (монтажные) напряжения.
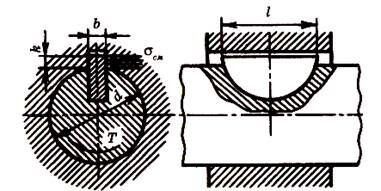
Рисунок 5.2 – Соединение сегментной шпонкой
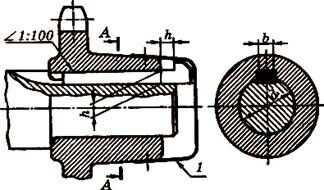
Рисунок 5.3 – Соединение клиновой шпонкой
A-A
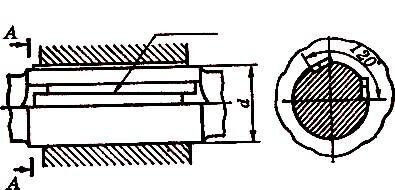
Рисунок 5.4 – Соединение тангенциальными шпонками
Соединения призматическими шпонками. Конструкции соединений призматическими шпонками изображены на рисунке 5.1. Рабочими являются боковые, более узкие, грани шпонок высотой h. Размеры сечений шпонок и пазов принимают в зависимости от диаметра вала d по ГОСТ 23360-78 (таблица 5.1).
Таблица 5.1 – Призматические шпонки. Размеры в мм
| Диаметр вала d | Сечение шпонки | Глубина паза | Длина l | |||
| свыше | до | b | h | вала t | cтупицы t1 | |
| 12 | 17 | 5 | 5 | 3 | 2,3 | 10.. .56 |
| 17 | 22 | 6 | 6 | 3,5 | 2,8 | 14.. .70 |
| 22 | 30 | 8 | 7 | 4 | 3,3 | 18.. .90 |
| 30 | 38 | 10 | 9 | 5,5 | 3,8 | 22.. .110 |
| 38 | 44 | 12 | 11 | 7 | 4,4 | 28.. .140 |
| 44 | 50 | 14 | 42 | 7,5 | 4,8 | 36.. .160 |
| 50 | 58 | 16 | 14 | 9 | 5,4 | 45.. .180 |
| 58 | 65 | 18 | 16 | 10 | 6,5 | 50... 200 |
Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160;180; 200.
По форме торцов различают шпонки со скругленными торцами – исполнение 1 (рисунок 5.1, в), с плоскими торцами – исполнение 3 (рисунок 5.1, а) и с одним плоским, а другим скругленным торцом – исполнение 2 (рисунок 5.1, б). Шпонки исполнения 1 рекомендуются для более точных соединений.
Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях для перемещения ступицы вдоль вала (рисунок 5.5).
Среднее резьбовое отверстие в шпонке служит для того, чтобы в него можно было ввернуть винт и извлечь шпонку из паза вала. При большом перемещении детали вдоль вала применяют скользящие шпонки (рисунок 5.6).
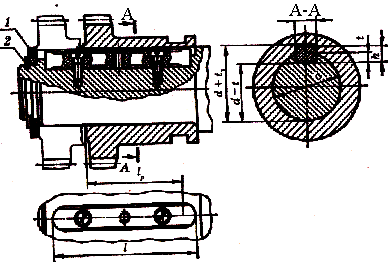
Рисунок 5.5 – Соединение призматической направляющей шпонкой:
1 – кольцо упорное;
2 – кольцо пружинное
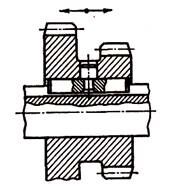
Рисунок 5.6 – Соединение призматической скользящей шпонкой
Соединения сегментными шпонками. Сегментные шпонки (рисунок 5.2) так же, как и призматические, работают боковыми гранями и образуют ненапряженное соединение. Их применяют при передаче небольших крутящих моментов. Сегментные шпонки (ГОСТ 24071-80) и пазы для них просты в изготовлении, удобны при монтаже и демонтаже. Широко применяются в серийном и массовом производствах.
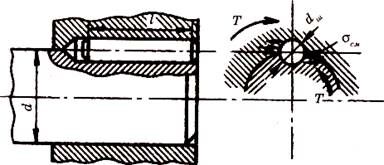 |
Соединения цилиндрической шпонкой. Цилиндрическую шпонку (рисунок 5.7) используют для закрепления деталей на конце вала. Отверстие под шпонку сверлят и обрабатывают разверткой после посадки ступицы на вал. При больших нагрузках ставят две или три цилиндрические шпонки, располагая их под углом 180° или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму.
Рисунок 5.7 – Соединение цилиндрической шпонкой
Соединения клиновыми шпонками. Клиновые шпонки (рисунок 5.3) имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют пазы в ступицах. Клиновые шпонки изготовляют по ГОСТ 24068-80. Головка служит для выбивания шпонки из паза. По правилам техники безопасности выступающая головка должна иметь ограждение (1 на рисунке 5.3).
Клиновые шпонки забивают в пазы, в результате создается напряженное соединение, которое передает не только крутящий момент, но и осевое усилие. Эти шпонки не требуют стопорения ступицы от продольного перемещения вдоль вала. При забивании клиновой шпонки в соединении возникают распорные радиальные усилия, которые нарушают центрирование детали на валу, вызывая биение. Клиновые шпонки работают широкими гранями. По боковым граням имеется зазор.
Соединения клиновыми шпонками применяют в тихоходных передачах. Они хорошо воспринимают ударные и знакопеременные нагрузки.
Соединения тангенциальными шпонками. Тангенциальные шпонки (рисунок 5.4) состоят из двух односкосных клиньев с уклоном 1:100 каждый. Соединения тангенциальными шпонками применяют в тяжелом машиностроении при больших динамических нагрузках.
Изготавливаются по стандартам (ГОСТ 24069-80 и 24070-80), охватывающим два вида соединений: шпонки тангенциальные, нормальные для валов диаметром 60 – 1000 мм и усиленные для валов диаметром 100 – 1000 мм. Работают узкими гранями. Вводятся в пазы ударом. Создают напряженное соединение. Натяг между валом и ступицей создается в касательном (тангенциальном) направлении. При реверсивной работе ставят две пары тангенциальных шпонок под углом 120°. В современном производстве имеют ограниченное применение.
5.2. Проверочный расчет шпоночных соединений
Прочность – основной критерий работоспособности шпоночных соединений. Шпонки выбирают по таблицам ГОСТов в зависимости от диаметра вала, а затем соединения проверяют на прочность. Размеры шпонок и пазов в ГОСТах подобраны из условия прочности на смятие, поэтому основным проверочным расчетом шпоночных соединений является расчет на смятие.
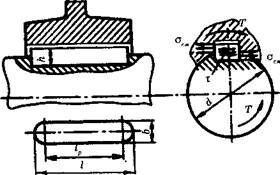
Рисунок 5.8 – Соединение призматической шпонкой
Проверку шпонок на срез в большинстве случаев не производят. При расчете многошпоночного соединения допускают, что нагрузка распределяется равномерно между всеми шпонками.
Соединения призматическими шпонками (рисунок 5.1 и рисунок 5.8) проверяют по условию прочности на смятие:
 , (5.1)
, (5.1)
где F =  – усилие передаваемое шпонкой, площадь смятия
– усилие передаваемое шпонкой, площадь смятия
 , тогда
, тогда
 . (5.2)
. (5.2)
Соединения сегментными шпонками (рисунок 5.2) проверяют на смятие:
 . (5.3)
. (5.3)
Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на срез. Условие прочности шпонки на срез:
 , (5.4)
, (5.4)
где b – ширина шпонки,  – допускаемое напряжение на срез шпонки.
– допускаемое напряжение на срез шпонки.
Соединения врезными клиновыми шпонками (рисунок 5.3) проверяют по условию прочности на смятие рабочих поверхностей контакта:
 , (5.5)
, (5.5)
где  – длина рабочей части шпонки;
– длина рабочей части шпонки;  f – коэффициент трения; для стали по чугуну или стали f =0,15 – 0, 18.
f – коэффициент трения; для стали по чугуну или стали f =0,15 – 0, 18.
Соединения цилиндрическими шпонками (рисунок 5.7) проверяют по условию прочности на смятие:
 . (5.6)
. (5.6)
5.3. Материал шпонок и допускаемые напряжения
Стандартные шпонки изготовляют из чистотянутых стальных прутков – углеродистой или легированной стали с пределом прочности  не ниже 500 МПа. Значение допускаемых напряжений зависит от режима работы, прочности материала вала и втулки (ступицы).
не ниже 500 МПа. Значение допускаемых напряжений зависит от режима работы, прочности материала вала и втулки (ступицы).
Для неподвижных соединений допускают:
при переходных посадках [ ]см = 80 – 150 МПа;
]см = 80 – 150 МПа;
при посадках с натягом []см = 110 – 200 МПа.
Меньшие значения []см для чугунных ступиц и при резких изменениях нагрузки. В подвижных (в осевом направлении) соединениях допускаемые напряжения значительно снижают в целях предупреждения задира и ограничения износа. При этом принимают []см = 20 – 30 МПа.
5.4.Последовательность проверочного расчета шпоночных соединений
Исходные данные:
1. Передаваемый вращающий момент Т.
2. Диаметр вала d и длина ступицы lcm.
3. Условия работы.
Последовательность расчета:
1. Задаются видом шпоночного соединения в зависимости от класса машины, конструкции соединяемых деталей, угловой скорости, величины и характера нагрузки.
2. Зная диаметр вала d, по ГОСТу принимают размеры сечения шпонки b и h.
3. В зависимости от длины ступицы задаются длиной шпонки  из стандартного ряда длин. Рекомендуется длину призматических шпонок принимать на 5 – 10 мм меньше длины ступицы.
из стандартного ряда длин. Рекомендуется длину призматических шпонок принимать на 5 – 10 мм меньше длины ступицы.
4. Из условия прочности на смятие, а в соединениях сегментными шпонками и на срез, определяют расчетные напряжения в соединении и сравнивают с допускаемыми значениями. Если расчетное напряжение превышает допускаемое более чем на 5%, то увеличивают длину шпонки и соответственно ступицы или принимают две шпонки. Призматические шпонки устанавливают с шагом в 180°, сегментные – в ряд по длине ступицы.
5.5. Рекомендации по конструированию шпоночных соединений
1. Перепад диаметров ступеней вала с призматическими шпонками назначают из условия свободного прохода детали без удаления шпонок из пазов.
2. Из технологических соображений рекомендуется для ступеней одного и того же ступенчатого вала назначать одинаковые шпонки по сечению и длине, исходя из ступени меньшего диаметра, имеющего шпоночный паз (рисунок 5.9).
Бесплатная лекция: "8. Внемашинная информационная база" также доступна.
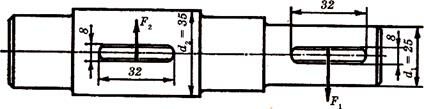
Рисунок 5.9 – Ступенчатый вал с одинаковыми шпонками
Прочность шпоночных соединений в данном случае получается вполне достаточной, так как усилия F1 и F2, действующие на шпонки, составляют
 ,
,
но d2 > d1, следовательно, F1 > F2. Это доказывает, что, чем больше диаметр ступени вала, тем меньше усилие F передает шпонка этой ступени при одном и том же вращающем моменте Т.
Постановка нескольких шпонок сильно ослабляет вал, поэтому в настоящее время их заменяют зубчатыми (шлицевыми) соединениями.


















