
Заклепочные соединения
3. Заклепочные соединения
3.1. Образование заклепочного шва
Заклепочный шов образуют заклепки и склепываемые детали, выполненные в большинстве случаев из листового материала или профилей проката (рисунок 3.1). Отверстия под заклепки в деталях продавливают или сверлят. При продавливании образуются мелкие трещины по периферии отверстий. Трещины могут быть причиной разрушения заклепочного шва во время работы. Продавленные отверстия применяют в малоответственных конструкциях. Сверление – процесс малопроизводительный и дорогой. Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. При больших диаметрах отверстий практикуют продавливание с последующим рассверливанием. Диаметры отверстий под заклепки d0 принимают в зависимости от диаметра заклепки d (таблица 3.1).
Для образования замыкающей головки выступающий конец заклепки (рисунок 3.1, а) должен выходить из отверстия детали на длину
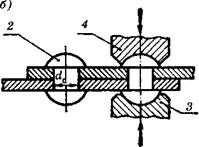
 l0=1,5d (3.1)
l0=1,5d (3.1)
Рекомендуемые материалы
Рисунок 3.1 – Образование заклепочного шва:
а – закладка заклепки;
б – клепка:
1 – закладная головка;
2 – замыкающая головка;
3 – поддержка;
4 – обжимка
Клепку производят на клепальных машинах (прессах) или вручную (пневматическими молотками). Сначала происходит осадка стержня, зазор между заклепкой и отверстием заполняется, после чего образуется замыкающая головка (рисунок 3.1, б).
Стальные заклепки диаметром до 12 мм можно ставить холодным способом, то же относится к заклепкам из цветных металлов и сплавов.
Таблица 3.1 – Диаметры отверстий под заклепки
| Диаметр заклепки d, мм | Диаметр отверстия d0, мм | Диаметр заклепки d, мм | Диаметр отверстия d0, мм | ||
|
| Машино- и станкостроение | Грубая сборка |
| Машино- и станкостроение | Грубая сборка |
| 6 | 6,5 | 6,7 | 12 | 13,0 | 13,0 |
| 8 | 8,5 | 8,7 | 16 | 16,5 | 17,0 |
| 10 | 10,5 | 11,0 | 20 | 21,0 | 21,0 |
При горячем способе стальные заклепки нагревают до светло-красного каления. Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки
3.2. Достоинства, недостатки и применение заклепочных соединений
Достоинства:
1.Высокая надежность соединения.
2.Удобство и надежность контроля качества шва.
3.Хорошая сопротивляемость вибрационным и ударным нагрузкам.
Недостатки:
1. Высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
2. Большой расход материала, так как из-за ослабления деталей отверстиями под заклепки требуется увеличение площади сечений. Кроме того, необходимость применения накладок и прочих дополнительных элементов также приводит к увеличению расхода материала.
Применение. В настоящее время заклепочные соединения применяют:
1. В конструкциях, воспринимающих значительные вибрационные и ударные нагрузки при высоких требованиях к надежности соединения.
2. При изготовлении конструкций из не свариваемых материалов (дюралюминий, текстолит и др.).
3. В соединениях окончательно обработанных деталей, в которых применение сварки недопустимо из-за их коробления при нагреве.
В современном машиностроении область применения заклепочных соединений все более сокращается по мере совершенствования методов сварки.
Основные типы заклепок. Форму головки выбирают в зависимости от назначения заклепочного шва. Форма определяет тип заклепки. Наибольшее применение имеют заклепки с полукруглыми головками (рисунок 3.2, а). Заклепки с потайными головками (рисунок 3.2, б) применяют тогда, когда конструктивно недопустимы выступы головок.
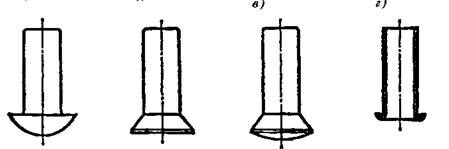
Рисунок 3.2 – Основные типы заклепок:
а – с полукруглой головкой;
б – с потайной головкой;
в – с полу потайной головкой;
г – трубчатая
Заклепки с полупотайной головкой (рисунок 3.2, в) используют в том случае, когда выступающие закладные головки заклепок мешают перемещению каких–либо деталей или в случае больших гидродинамических и аэродинамических сопротивлений. Трубчатые заклепки (рисунок 3.2, г) применяют в слабо нагруженных металлических соединениях, а также в соединениях неметаллических материалов (фибра, текстолит и др.). Замыкающая головка трубчатой заклепки получается развальцовкой свободного конца. Все заклепки стандартизованы (см. справочную литературу).
3.3. Краткие сведения о материалах заклепочных соединений
Основными материалами склепываемых деталей являются малоуглеродистые стали Ст2, Ст3, цветные металлы и их сплавы.
К материалу заклепки предъявляются требования:
1. Высокая пластичность для облегчения процесса клепки.
2. Одинаковый коэффициент температурного расширения с материалом деталей во избежание дополнительных температурных напряжений в соединении при колебаниях температуры.
3. Однородность с материалом склепываемых деталей для предотвращения появления гальванических токов, сильно разрушающих соединения.
Для стальных деталей применяют только стальные заклепки, для дюралюминиевых – алюминиевые, для медных – медные.
Заклепки изготавливают на высадочных автоматах из прутков малоуглеродистых сталей Ст2, Ст3, из сплавов цветных металлов Л62, М3, АД1 и др.
По назначению заклепочные соединения разделяют на прочные (в металлоконструкциях), прочноплотные (в котлах и резервуарах с высоким давлением), плотные (в резервуарах с небольшим внутренним давлением).
Каждая заклепка имеет свою зону действия D (рисунок 3.3), на которую распространяется деформация сжатия в стыке деталей. Если зоны действия соседних заклепок пересекаются, то соединение будет плотным.
Для обеспечения плотности шва иногда выполняют чеканку (пластическое деформирование листов, например, пневматическими молотками) вокруг заклепок и по кромкам листов.
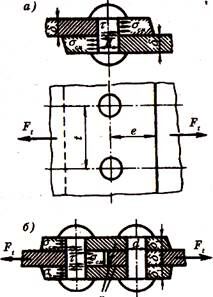
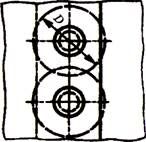
Рисунок 3.3
Рисунок 3.4 – Заклепочные соединения:
а – однорядный односрезный шов внахлест;
б – однорядный двухсрезный шов встык с двумя накладками
По конструктивному признаку различают заклепочные соединения внахлест и встык, однорядные и многорядные, односрезные и многосрезные (рисунок 3.4, а, б).
3.4. Расчет на прочность элементов заклепочного шва
Расчет на прочность – основной критерий работоспособности прочных заклепочных швов – основан на следующих допущениях:
1. Силы трения на стыке деталей не учитывают, считая, что вся нагрузка передается только заклепками.
2. Расчетный диаметр заклепки равен диаметру отверстия d0.
3. Нагрузка между заклепками распределяется равномерно. Рассмотрим простейший заклепочный шов – однорядный односрезный внахлест (рисунок 3.5). При нагружении шва осевой силой F4 детали стремятся сдвинуться относительно друг друга. При этом условия прочности элементов шва имеют следующий вид:
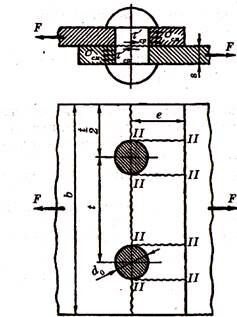
Рисунок 3.5 – К расчету однорядного односрезного заклепочного шва
Условие прочности на смятие поверхностей заклепок и стенок отверстий соединяемых деталей
 , (3.2)
, (3.2)
где s – меньшая из толщин склепываемых деталей в мм; dо – диаметр отверстия под заклепку в мм; z – число заклепок;  и
и  – расчетное и допускаемое напряжения на смятие в МПа для менее прочного из контактирующих материалов, то есть для деталей или для заклепок (таблица 3.2).
– расчетное и допускаемое напряжения на смятие в МПа для менее прочного из контактирующих материалов, то есть для деталей или для заклепок (таблица 3.2).
Условие прочности на срез заклепок
 , (3.3)
, (3.3)
где i – число плоскостей среза одной заклепки (на рисунке 3.5 i=1);  и
и  – расчетное и допускаемое напряжения на срез в МПа для заклепок (таблица 3.2).
– расчетное и допускаемое напряжения на срез в МПа для заклепок (таблица 3.2).
Условие прочности на растяжение в деталях (сечение I–I на рисунке 3.5)
 , (3.4)
, (3.4)
где F – продольная сила, возникающая в том сечении, где определяется рабочее напряжение; t – шаг шва в мм; z – число отверстий в сечении, в котором определяется рабочее напряжение (на рисунке 3.5 z= 2);  и
и  – расчетное и допускаемое напряжения на растяжение в МПа для соединяемых деталей (таблица 3.2).
– расчетное и допускаемое напряжения на растяжение в МПа для соединяемых деталей (таблица 3.2).
Условие прочности на срез края детали одновременно по двум сечениям II – II (рисунок 3.5).
Поскольку распределение напряжений среза в указанных сечениях весьма сложно, то для надежности расчета принимают, что срез может произойти по длине 
 , (3.5)
, (3.5)
где Fо = F/z– усилие, приходящееся на одну заклепку;  и
и  – расчетное и допускаемое напряжения на срез в МПа для соединяемых деталей (таблица 3.2).
– расчетное и допускаемое напряжения на срез в МПа для соединяемых деталей (таблица 3.2).
На практике при расчете прочных заклепочных швов пользуются следующими соотношениями, полученными совместным решением приведенных выше уравнений при условии равнопрочности всех элементов шва.
Диаметр отверстия под заклепки для швов внахлест (рисунок 3.4, а) или с одной, а также с двумя накладками (рисунок 3.4, б)
 . (3.6)
. (3.6)
Шаг заклепочного шва (см. рис. 3.5)
 . (3.7)
. (3.7)
Расстояние от края детали до оси заклепки (см. рис. 3.5) при продавленных отверстиях
е = 2d0, (3.8)
при сверленых отверстиях
е = 1,65d0. (3.9)
Расстояние между рядами заклепок (рисунок 3.6)
а ≥0,6
≥0,6 . (З.10)
. (З.10)
Толщина накладок (рисунок 3.4)
 . (3.11)
. (3.11)
Необходимое число заклепок z определяют расчетом из условий прочности на смятие и срез по формулам (3.2) и (3.3).
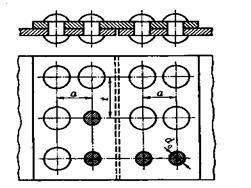
Рисунок 3.6 – Двухрядный односрезный параллельный заклепочный шов с одной
накладкой
3.5. Допускаемые напряжения для заклепочных соединений
Допускаемые напряжения для прочных и плотных швов различны.
В таблице 3.2 приводятся допускаемые напряжения для прочных стальных заклепочных швов в зависимости от марки стали, характера нагрузки и способа изготовления отверстий под заклепки.
Таблица 3.2– Допускаемые напряжения для прочных стальных заклепочных швов
| Вид напряжений | Обработка отверстия | Допускаемые напряжения, МПа | |
|
| отверстий
| Ст2 | Ст3 |
| Срез Срез | Сверление Продавливание | 140 100 | 140 100 |
| Смятие | Сверление | 280 | 320 |
| Смятие | Продавливание | 240 | 280 |


Примечание. При переменных нагрузках допускаемые напряжения рекомендуют понижать в среднем на 10 – 20%.
Коэффициент прочности шва. Отверстия под заклепки снижают прочность соединяемых деталей на растяжение. Число, показывающее, во сколько раз прочность на растяжение детали с отверстиями под заклепки меньше прочности на растяжение той же детали без отверстий, называют коэффициентом прочности шва и обозначают буквой φ.
Сечение детали на длине одного шага t ослаблено отверстием диаметра d0 (рисунок 3.5), следовательно:
 . (3.12)
. (3.12)
Чем больше значение φ, тем лучше использован материал склепываемых деталей.
Значения коэффициента φ зависят от конструкции шва. Ориентировочные значения коэффициента φ для прочных швов приведены ниже:
Тип шва φ
Однорядный внахлест 0,67
Двухрядный внахлест 0,75
Однорядный с двумя накладками 0,71
Двухрядный с двумя накладками 0,84
Для повышения значения φ уменьшают dо и увеличивают t, т. е. применяют многорядные двухсрезные швы.
3.6. Последовательность проектного расчета прочных заклепочных швов при осевом нагружении
Исходные данные:
Величина осевой нагрузки F и характер ее действия (статическая, динамическая). Материал соединяемых деталей. Способ изготовления отверстий под заклепки.
Последовательность расчета:
Задаются типом шва и соответственно коэффициентом  .
.
Из условия прочности на растяжение определяют необходимую площадь сечения с соединяемых деталей с учетом ослабления их отверстиями под заклепки
 . (3.13)
. (3.13)
По рекомендуемым соотношениям (3.6) – (3.11) определяют размеры элементов шва.
Из условий прочности на срез и смятие (3.2) и (3.3) определяют необходимое количество заклепок z, принимая большее из двух полученных значений.
Разрабатывают конструкцию заклепочного шва, уточняя при этом размеры элементов соединения.
Проверяют заклепочный шов:
а) на растяжение деталей по формуле (3.4);
б) на срез деталей заклепками по формуле (3.5).
3.7. Рекомендации по конструированию заклепочных швов
Заклепки в шве располагают так, чтобы ослабление соединяемых деталей отверстиями было наименьшим.
Во избежание возникновения изгиба соединяемых деталей заклепки по возможности располагают на оси, проходящей через центр тяжести склепываемых деталей или симметрично относительно этой оси (рисунок 3.7).
Вам также может быть полезна лекция "32 Экономическая сфера жизни общества".
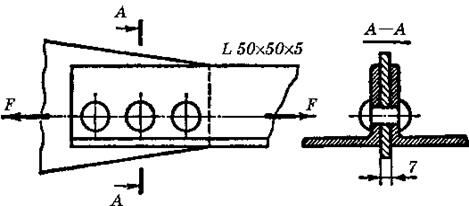
Рисунок 3.7 – Пример клепаной конструкции
Не рекомендуется в одном шве применять заклепки разных диаметров.
Для предотвращения поворота соединяемых деталей относительно друг друга число заклепок в шве принимают не менее двух, то есть z > 1.
При выборе материала для заклепок необходимо стремиться к тому, чтобы температурные коэффициенты линейного расширения заклепок и соединяемых деталей были равными или близкими.
Особую опасность представляет сочетание разнородных материалов, которые способны образовать гальванические пары. Гальванические токи быстро разрушают соединение.

















