
Пластинчатые конвейеры
ЛЕКЦИЯ 12. Пластинчатые конвейеры
План лекции
12.1. Общие сведения о пластинчатых конвейерах.
12.2. Конструкция пластинчатых конвейеров.
12.3. Расчет пластинчатых конвейеров.
Пластинчатым называется конвейер для перемещения насыпных и штучных грузов, загружаемых на настил, прикрепленный к тяговому органу.
Тяговым элементом служат одна или две (чаще) тяговые цепи; грузонесущим или рабочим органом является жесткий металлический реже деревянный, пластмассовый или резинотканевый настил, состоящий из отдельных пластин. Транспортируемый груз перемещается верхней ветвью конвейера; нижняя ветвь холостая.
12.1. Общие сведения о пластинчатых конвейерах
Рекомендуемые материалы
Пластинчатые конвейеры (рис. 12.1) применяют для транспортирования острокромочных, средне- и крупнокусковых, горячих, химически активных и других материалов, которые нельзя перемещать, к примеру, ленточными конвейерами, так как это может вызвать повреждение рабочего органа.
Применяются такие конвейеры в различных отраслях промышленности – горнорудной и угольной, машиностроении, химической, стройматериалов, энергетической и др. Значительное распространение имеют пластинчатые конвейеры на различных складах, погрузочно-разгрузочных и упаковочных пунктах, где их используют для подачи различных штучных грузов в жесткой и мягкой упаковке, а также на многих технологических участках, где с транспортируемыми на этих конвейерах грузами производятся те или иные технологические операции – сборка, охлаждение, промывка, сушка, сортировка, термическая обработка и пр.
По направлению транспортирования пластинчатые конвейеры могут быть горизонтальными, наклонными и комбинированными. Угол подъема β у наклонных конвейеров может доходить до 30…35°, а при наличии гребней у настила – до 45…60°.
Производительность пластинчатых конвейеров может достигать 1000 м3/ч и выше. Наиболее употребительная ширина настила 400…1400 мм; отдельные исполнения имеют ширину 2500 мм. Длина пластинчатых конвейеров при одноприводном исполнении достигает 200 м и более, при многоприводном исполнении – практически не ограничена. Максимальная скорость v тяговой цепи 1…1,5 м/с, но обычно ее значение лежит в диапазоне 0,05…0,68 м/с.
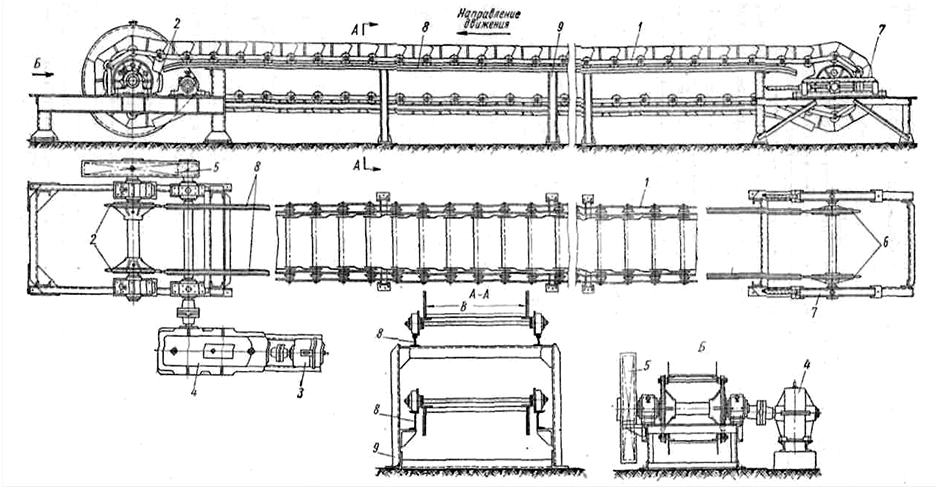
Рис. 12.1. Пластинчатый конвейер: 1 – ходовая часть конвейера из настила и двух тяговых цепей; 2 – приводные звездочки; 3 – электродвигатель; 4 – редуктор; 5 – открытая зубчатая передача; 6 – хвостовые звездочки; 7 – натяжное устройство; 8 – направляющие шины; 9 – станина конвейера
 | |||
 | |||
Возможность весьма различного конструктивного исполнения ходовой части пластинчатых конвейеров и, в частности, их настилов, в зависимости от характеристики подлежащих транспортированию грузов и многих местных условий обусловливает следующие их основные достоинства по сравнению, например, с ленточными конвейерами:
а) металлический настил необходимой прочности допускает транспортирование на этих конвейерах крупнокусковых тяжелых материалов и материалов, обладающих повреждающими свойствами;
б) применение в качестве тягового органа высокопрочных цепей позволяет выполнять эти конвейеры со значительными тяговыми усилиями, что бывает необходимо при большой длине конвейера и значительной высоте подъема, а также для обеспечения его высокой производительности;
в) исполнение настила коробчатой формы, а также устройство в лотковом (бортовом) настиле специальных поперечных перегородок (диафрагм) позволяет транспортировать насыпные грузы с весьма большими углами наклона трассы конвейера к горизонту. Трассы пластинчатых конвейеров могут выполняться со значительно меньшими, чем у ленточных конвейеров, радиусами на участках переходов с горизонтального направления на наклонное. Этими качествами пластинчатых конвейеров обеспечивается компактность транспортных схем и уменьшение до минимума потерь производственных площадей на участках подъемов;
г) лотковая (бортовая) форма настила, несущего груз, позволяет иметь большое значение площади поперечного сечения материала на конвейере, чем достигается высокая производительность этих конвейеров при транспортировании массовых насыпных грузов;
д) конструкция ходовой части и работа на сравнительно небольших скоростях облегчает равномерную загрузку пластинчатых конвейеров и допускает возможность их самостоятельного питания, например, при поступлении на них насыпных грузов из бункеров;
е) относительная простота устройства на настиле конвейеров различных элементов (например, для фиксации грузов) и возможность выполнения настила в соответствии с требованиями разнообразных технологических условий позволяет широко использовать пластинчатые конвейеры в поточном производстве для различных видов обработки транспортируемых на них изделий;
ж) специальные исполнения ходовой части допускают перегибы как в вертикальной, так и в горизонтальной плоскости, чем обеспечивается возможность осуществления пластинчатых конвейеров с криволинейными в плане трассами и бесперегрузочное транспортирование на них материала.
Наряду с указанными достоинствами, пластинчатые конвейеры имеют и недостатки, к числу которых можно отнести большой вес конструкции и, в частности, ходовой части; относительную сложность изготовления и высокую их первоначальную стоимость; наличие в ходовых частях большого количества шарниров и катков, подвергающихся износу и нуждающихся в уходе, ремонте и замене, что приводит к повышенным расходам на эксплуатацию.
12.2. Конструкция пластинчатых конвейеров
12.2.1. Тяговые элементы
Тяговыми цепями, применяющимися в пластинчатых конвейерах, могут быть: пластинчатые катковые цепи типов ПВК, ПВКГ; втулочные или роликовые пластинчатые цепи типов ПВ, ПВР; круглозвенные цепи. Преобладающее большинство пластинчатых конвейеров имеет две тяговые цепи, и только особо легкие, а также специальные конвейеры, например, изгибающиеся в горизонтальной плоскости, имеют одну тяговую цепь. Шаг цепей для пластинчатых конвейеров принимается 80, 100, 125, 160, 200, 250, 320, 400, 500, 630 и 800 мм. Наиболее широкое применение для стационарных пластинчатых конвейеров получили втулочно-катковые цепи с гребнями (ребордами) на катках (тип ВКГ). Катки этих цепей служат опорными элементами, воспринимающими нагрузку от перевозимого груза и ходовой части конвейера.
12.2.2. Настилы
Настилы, которые являются рабочими органами пластинчатых конвейеров, могут быть конструктивно выполненными с бортами и без бортов, как подвижными, так и неподвижными; по профилю могут быть плоскими (гладкими), волнистыми (безбортовыми, а также с мелкими и глубокими бортами), коробчатыми (с гребнями или перегородками на пластинах).
По взаимному расположению пластины могут быть расставлены на некоторое расстояние друг от друга и вплотную сомкнутыми (для плоских настилов); могут иметь взаимное перекрытие (для плоских и волнистых настилов).
Волнистая форма пластин значительно увеличивает их жесткость и прочность, повышает сцепление грузов с полотном, обеспечивая этим возможность перемещения их под большими углами наклона, а также исключает просыпание материала между соседними пластинами. Коробчатый настил имеет пластины ковшеобразной формы и служит для транспортирования материалов под большими (до 65°) углами к горизонту. Конвейеры с настилом этого типа применяют для различных сыпучих и в первую очередь крупнокусковых материалов, на которых не обеспечивается надежная работа ковшовых элеваторов. Схемы поперечного сечения настилов приведены на рис. 12.2, а основные типы настилов пластинчатых конвейеров – на рис. 12.3.
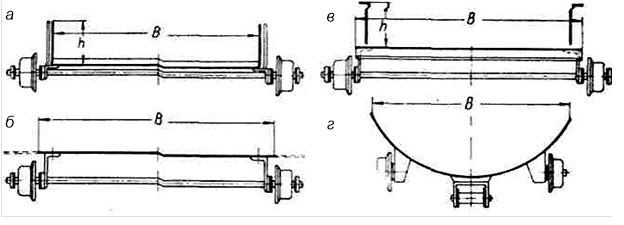
Рис. 12.2. Поперечные сечения настилов пластинчатых конвейеров:
а – бортовой; б – плоский (без бортов); в – плоский с неподвижными бортовыми направляющими; г – корытообразный специальный;
B – ширина настила; h – высота бортов
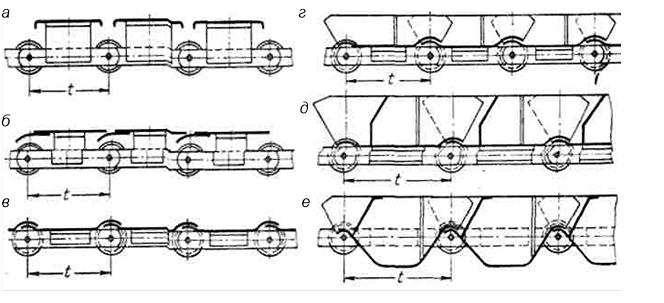
Рис. 12.3. Основные типы настилов пластинчатых конвейеров: а – плоский с расставленными пластинами; б – плоский с сомкнутыми пластинами; в – волнистый без бортов; г – волнистый бортовой; д – бортовой глубокий; е – коробчатый; t – шаг цепи
Помимо вышеперечисленных стандартных типов конвейерных настилов в практике конвейеростроения применяют весьма многообразные специальные настилы (рис. 12.4), приспособленные для особых случаев транспортирования грузов.
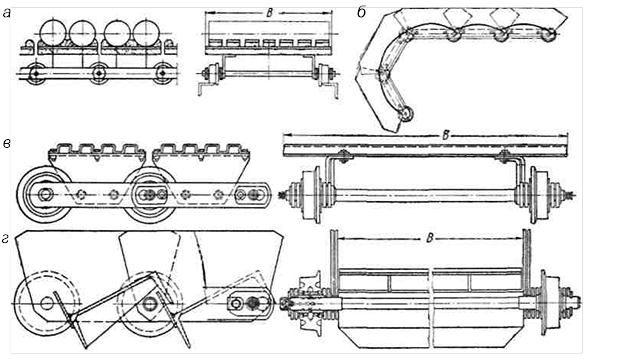
Рис. 12.4. Специальные типы настилов пластинчатых конвейеров:
а – плоский, с гнездами для круглых изделий при поперечной их укладке; б – с пластинами выпуклой формы; в – плоский стальной штампованный; г – усиленный, из швеллерных профилей
Главным параметром пластинчатых конвейеров общего назначения установлена ширина настила В. Значения В и высоты h бортов настила приведены в табл. 12.1. Значения высоты бортов, выделенные в таблице курсивом, являются предпочтительными.
Таблица 12.1
Значения ширины настила и высоты бортов
| Ширина настила В, мм | Высота бортов h, мм | |||||
| 400 | 100 | 125 | 160 | – | – | – |
| 500 | 100 | 125 | 160 | 200 | 250 | – |
| 650 | 100 | 125 | 160 | 200 | 250 | 320 |
| 800 | 100 | 125 | 160 | 200 | 250 | 320 |
| 1000 | 100 | 125 | 160 | 200 | 250 | 320 |
| 1200 | 100 | 125 | 160 | 200 | 250 | 320 |
| 1400 | 100 | 125 | 160 | 200 | 250 | 320 |
| 1600 | 100 | 125 | 160 | 200 | 250 | 320 |
Плоский настил изготовляют из деревянных или пластмассовых планок, стальных пластин или штампованными из листа. Волнистый бортовой и коробчатый настилы изготовляют штамповкой и сваркой из стальных листов толщиной 2…8 мм. Пластины, бортовые и коробчатые лотки настила крепятся к элементам тяговых цепей болтами, заклепками или сваркой непосредственно или с помощью специальных деталей в виде угольников и скоб.
Крепление цепей к настилу. Втулочно-катковые цепи с ребордными катками могут иметь боковое крепление к настилу (консольное), как показано на рис. 12.2, а, а также крепление под настилом (нижнее) –
рис. 12.5. Нижнее крепление позволяет уменьшить габаритную ширину конвейера и улучшить распределение нагрузки, но усложняет конструкцию конвейера из-за необходимости добавления устройств (например, отдельных роликов) для поддержания холостой ветви.
При применении для пластинчатых конвейеров втулочно-роликовых цепей их крепят к настилу с боков пластин и под пластинами (рис. 12.6). Поддерживающие ходовую часть специальные катки в случае использования втулочно-роликовых цепей могут размещаться вне цепи консольно, между пластинами цепи или устанавливаться на станине конвейера в виде стационарных роликов.
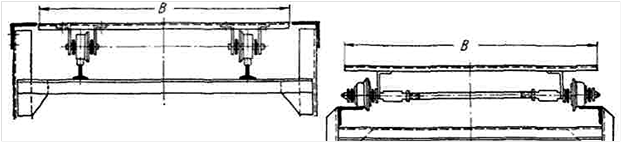
Рис. 12.5. Конструкции настилов пластинчатых конвейеров
с размещением тяговых цепей под пластинами
В ходовых частях пластинчатых конвейеров, транспортирующих тяжелые материалы и воспринимающих большие вертикальные давления или ударные нагрузки, тяговые цепи соединяются сквозными осями, концы которых являются одновременно валиками шарниров цепей. Сквозные оси обычно устанавливают через два, а в менее нагруженных конвейерах – и через большее число шагов. Ходовые части конвейеров для легких нагрузок выполняются без сквозных осей.
12.2.3. Приводные и натяжные устройства
пластинчатых конвейеров
Пластинчатые конвейеры обычно приводятся в движение одним концевым приводом, расположенным в головной части конвейера.
В конвейерных установках для горизонтального перемещения груза на большие расстояния применяют установку двух приводов: одного в головной и другого (примерно половинной мощности) – в хвостовой части конвейера. Для дальнейшего увеличения длины пластинчатых конвейеров и возможностей бесперегрузочного транспортирования на них материалов используют установку промежуточных приводов – гусеничного типа, где усилие тяговому органу передается через кулаки приводной (гусеничной) цепи, и со звездочками, имеющими цевочное зацепление с тяговой цепью. Звездочки в приводе установлены с взаимным смещением зубьев на половину шага.
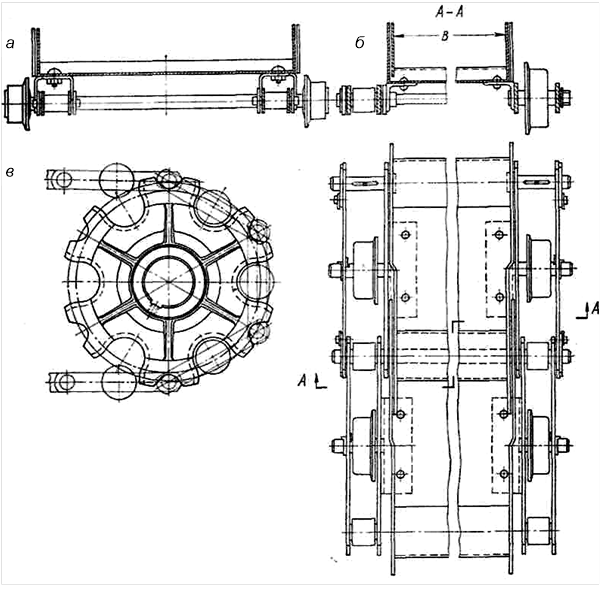
Рис. 12.6. Настилы пластинчатых конвейеров с тяговыми цепями типа ПВР: а – с консольным размещением ходовых катков; б – с ходовыми катками, размещенными между шарнирами тяговых цепей; в – звездочка к настилу по рис. б
В наклонных конвейерах в приводном устройстве предусматривается стопорное или тормозное устройство, исключающее обратное движение ходовой части конвейера с груженой верхней ветвью при выключенном электродвигателе. Эти устройства бывают храповые, роликовые и в виде электромагнитных тормозов.
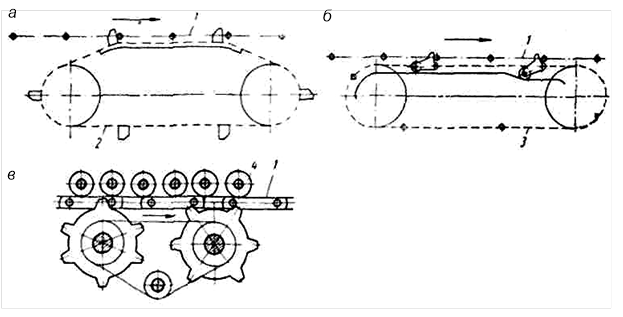
Рис. 12.7. Схемы промежуточных приводов пластинчатых конвейеров: а – гусеничного типа с жесткими ведущими кулаками и поджимной шиной; б – гусеничного типа с управляемыми ведущими кулаками и профильной шиной;
в – со звездочками с цевочными зацеплениями с тяговой цепью; 1 – тяговая цепь конвейера; 2 – приводная цепь с ведущими кулаками; 3 – приводная цепь с ведущими управляемыми кулаками; 4 – прижимные ролики
Натяжные устройства пластинчатых конвейеров применяются преимущественно винтовые жесткие. В сильно нагруженных конвейерах (например, в наклонных при значительной высоте подъема) с длиннозвенными пластинчатыми тяговыми цепями при скоростях движения выше 0,25 м/с находят применение пружинно-винтовые (подвижные) натяжные устройства, компенсирующие изменения натяжения (динамические) и длины тяговых цепей, возникающие при огибании звездочек. Ход натяжного устройства назначается в пределах 200…1000 мм в зависимости от шага тяговой цепи (или отдельных ее неразборных секций). Для длиннозвенных пластинчатых тяговых цепей ход натяжки принимают обычно равным 1,2…2 шагам цепи.
Звездочки приводных и натяжных устройств изготовляют стальными литыми, коваными или сварными с рабочим профилем из листовой стали. Для тихоходных и легконагруженных конвейеров звездочки могут быть изготовлены из чугуна. Число зубьев звездочек для стационарных пластинчатых конвейеров принимают равным 5, 6, 7 и 8. В приводах наклонных конвейеров предпочтительно применение тяговых звездочек с нечетным числом зубьев, так как в этом случае динамические нагрузки в приводе получаются меньшими, чем при четном числе зубьев, за счет разновременного возникновения нагрузок в набегающей и сбегающей ветвях.
Приводные звездочки крепят на ведущих валах на шпонках с обеспечением строго одинакового взаимного положения их зубьев, что необходимо для одновременного захвата катков цепей и правильной передачи цепям тягового усилия.
12.3. Расчет пластинчатых конвейеров
12.3.1. Определение производительности
При расчете производительности конвейера возможны два варианта расположения груза на настиле – на настиле без бортов (рис. 12.8, а) и на настиле с бортами (подвижными и неподвижными, рис. 12.8, б).
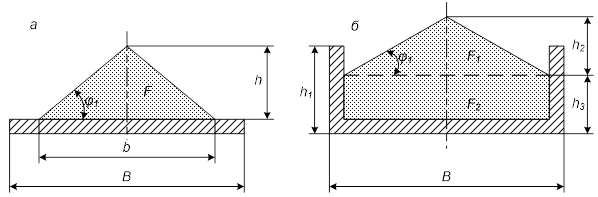
Рис. 12.8. Схемы поперечного сечения потока груза
на настиле: а – без бортов; б – с бортами
На настиле без бортов насыпной груз располагается по треугольнику с углом свободного расположения груза в поперечном сечении движущегося настила  , где
, где  – угол естественного откоса груза в покое. Большая жесткость настила и малая его скорость позволяют принимать угол
– угол естественного откоса груза в покое. Большая жесткость настила и малая его скорость позволяют принимать угол  больше, чем для ленточных конвейеров. По этой же причине ширина расположения груза на настиле b также принимается большей, а именно
больше, чем для ленточных конвейеров. По этой же причине ширина расположения груза на настиле b также принимается большей, а именно  , где В – ширина настила.
, где В – ширина настила.
Площадь сечения груза на настиле без бортов
 ,
,
где c – коэффициент, учитывающий уменьшение площади на наклонном конвейере (табл. 12.2).
Таблица 12.2
Значение коэффициента
| Угол наклона | Настил | |
| Без бортов | С бортами | |
| До 10 | 1 | 1 |
| 11…20 | 0,9 | 0,95 |
| Свыше 20 | 0,85 | 0,9 |
При этом массовая производительность, т/ч,
 ,
,
где ρ – плотность груза, т/м3; v – скорость движения настила, м/с; B, м.
При заданной производительности ширину настила можно определить по формуле
 .
.
На настиле с бортами общая площадь сечения груза складывается из суммы площади треугольника и прямоугольника:
 ,
,
где  – коэффициент заполнения сечения настила по высоте бортов h1. Для массовых насыпных грузов при равномерной их подаче на конвейер значение коэффициента принимают равным 0,85…0,9; для тех же грузов, поступающих неравномерно, – 0,75…0,8; для неоднородных по размерам грузов, поступающих на конвейер неравномерно, – 0,5…0,7. Для случаев выполнения на конвейере технологических операций (сортировка, охлаждение отливок) значения снижают до пределов 0,25…0,5.
– коэффициент заполнения сечения настила по высоте бортов h1. Для массовых насыпных грузов при равномерной их подаче на конвейер значение коэффициента принимают равным 0,85…0,9; для тех же грузов, поступающих неравномерно, – 0,75…0,8; для неоднородных по размерам грузов, поступающих на конвейер неравномерно, – 0,5…0,7. Для случаев выполнения на конвейере технологических операций (сортировка, охлаждение отливок) значения снижают до пределов 0,25…0,5.
В этом случае производительность
 .
.
При одной и той же скорости производительность пластинчатого конвейера с настилом, имеющим борта, выше производительности конвейера с настилом без бортов в 4…9 раз.
Скорость движения настила пластинчатых конвейеров принимают обычно в пределах 0,05…0,63 м/с, а пределы скоростей по нормальному ряду составляют 0,01…1 м/с. Такие небольшие значения скорости обусловлены динамическими нагрузками из-за неравномерного движения звездочек и цепей.
12.3.2. Тяговый расчет
Натяжение в цепях определяют аналогично расчету ленточного конвейера методом обхода трассы по контуру по точкам сопряжений прямолинейных и криволинейных участков, начиная с точки наименьшего натяжения. При этом, помимо распределенных, также учитываются возможные местные сопротивления движению.
Обычно принимают минимальное натяжение в цепях  кН, но не менее 500 Н на одну цепь или не менее 5 % от допускаемого натяжения цепи выбранного типа.
кН, но не менее 500 Н на одну цепь или не менее 5 % от допускаемого натяжения цепи выбранного типа.
Для предварительного определения максимального натяжения в тяговых цепях пластинчатого конвейера для выбора типоразмера цепей рекомендуется приближенная формула
 ,
,
где Lг и Lx – длины горизонтальных проекций груженой и холостой ветвей конвейера, м; Н – высота подъема груза, м; qг – вес материала на 1 погонный метр конвейера, Н/м:
 ,
,
где Q – производительность конвейера, т/ч; v – скорость конвейера, м/с; q0 – вес 1 погонного метра ходовой части конвейера, Н/м, значения q0 берут из каталогов или устанавливают по данным проектов аналогичных конвейеров, или же определяют предварительной конструктивной разработкой ходовой части; ω – коэффициент сопротивления движению ходовой части на прямолинейных участках или коэффициент тяги, принимаемый в зависимости от конструкции ходовой части и условий работы конвейера; средние значения ω для предварительных расчетов можно принимать: для катков на втулках скольжения 0,06…0,13; для катков на подшипниках качения 0,020…0,045; меньшие значения соответствуют лучшим условиям работы.
По величине предварительно определенного натяжения Smax выбирают тяговый орган ходовой части конвейера. При двух тяговых цепях усилие на одну цепь, Н, с учетом некоторой неравномерности в распределении нагрузок
 .
.
После выбора на основе предварительного расчета основных элементов ходовой части производят подробный поверочный тяговый расчет конвейера, который состоит в последовательном определении натяжений в цепях в точках трассы с учетом сопротивлений на участках между соседними точками трассы при ее обходе по направлению движения, начиная с пункта наименьшего натяжения. У горизонтальных конвейеров наименьшее натяжение будет непосредственно после приводной звездочки.
Сопротивления движению на различных участках конвейера определяют по следующим формулам:
1) на прямолинейном участке груженой ветви
 ,
,
при этом знак «плюс» – при движении ветви на подъем, «минус» – при движении ветви вниз;
2) на прямолинейном участке холостой ветви
 .
.
Коэффициент сопротивления ω в обоих случаях при необходимости рассчитывается уточненно по формуле
где Ср – коэффициент, учитывающий трение реборд и другие сопротивления от трения элементов, удерживающих ходовую часть от бокового перемещения; обычно принимают равным 1,1…1,20; d – наружный диаметр втулки или валика, на которых вращается каток (или ролик), см; Dк – диаметр катка (или ролика), см; μ – коэффициент трения в ступице катка; k – коэффициент трения качения, см.
В конвейерах с неподвижными бортами к сопротивлению на груженой ветви добавляются потери от трения материала о неподвижные борта, определяемые по приближенной формуле
 ,
,
где ρ – насыпной вес груза, т/м3; h – высота неподвижных бортов, м;
l – длина бортов, м; f ' – коэффициент трения груза о борта;
3) сопротивление движению на криволинейных участках (направляющих шинах):
– для груженой ветви
 ;
;
– для холостой ветви
 ,
,
где Sn–1 – натяжение в ходовой части конвейера в начале криволинейного участка;  – коэффициент сопротивления при огибании тяговой роликовой цепью криволинейной направляющей шины (рельса), приближенно
– коэффициент сопротивления при огибании тяговой роликовой цепью криволинейной направляющей шины (рельса), приближенно  , где е = 2,71 – основание натуральных логарифмов;
, где е = 2,71 – основание натуральных логарифмов;
α – центральный угол криволинейной направляющей, рад; Lг, Lх и H – соответственно горизонтальные и вертикальная проекции криволинейного участка, м;
4) сопротивления на звездочках определяют по формуле
 ,
,
где Sn–1 – натяжение в точке набегания цепей на звездочку; kц – коэффициент сопротивления на звездочках; при звездочках на подшипниках качения – 1,03…1,04; при звездочках на подшипниках скольжения – 1,05…1,07 (большие значения относятся к тяжелым условиям работы конвейера).
При последовательном обходе всего контура конвейера натяжение в замыкающей точке (точка набегания на приводной элемент) с учетом сопротивлений 1…4 дает значение наибольшего статического натяжения тяговых цепей Scm.
В тяговых цепях конвейеров, получающих движение от звездочки, вследствие неравномерного движения возникают дополнительные динамические усилия. В тяговых цепях конвейеров возникает сложный колебательный процесс, зависящий от многих факторов (параметров и характеристик звездочек и цепей, скорости движения, величины движущихся масс, размеров и формы трассы конвейера и др.), а также динамические усилия возрастают при приближении колебаний усилий в тяговых цепях к резонансу. При практических расчетах эти усилия, Н, определяют по приближенной формуле
 ,
,
где L – длина конвейера, м; z – число зубьев ведущей звездочки тяговой цепи; t – шаг тяговой цепи, м; k1 – коэффициент приведения массы (учитывающий, что не все элементы конвейера движутся с максимальным ускорением, а также – влияние упругости цепи).
При скорости полотна до 0,2 м/с динамические нагрузки на цепи можно не учитывать.
Суммарное усилие Smax статического Scm и динамического Sдин усилий будет являться максимальным для тягового органа. По максимальному усилию необходимо проверить предварительно выбранные тяговые цепи по условию прочности.
После определения усилий в цепях во всех точках трассы строится тяговая диаграмма пластинчатого конвейера и находится тяговая (окружная) сила по разнице усилий в точках набегания и сбегания тяговых цепей на приводной звездочке.
Далее определяется требуемая мощность привода, кВт,
 ,
,
где kз – коэффициент запаса, принимается равным 1,15; Fо – окружная сила конвейера, Н; η – кпд привода, принимается равным 0,85.
Определяется частота вращения приводного вала конвейера, мин-1,
 ,
,
где v – скорость тягового органа, м/с; Dо – диаметр делительной окружности приводной звездочки, м; z – число зубьев приводной звездочки; tц – шаг тяговой цепи, м.
Определяется необходимое передаточное число между валом двигателя и приводным валом конвейера, из конструктивных соображений составляется кинематическая схема привода конвейера и выбираются остальные элементы привода. При необходимости производятся проверочные расчеты.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Назовите назначение и область применения пластинчатых конвейеров.
Рекомендуем посмотреть лекцию "49 Нормативно-правовое обеспечение".
2. Назовите типы грузонесущих устройств пластинчатых конвейеров. Какова область применения того или иного типа?
3. Назовите типы тяговых элементов пластинчатых конвейеров.
4. Назовите виды приводных устройств пластинчатых конвейеров. Каковы особенности их устройства?
5. Как определяется производительность пластинчатых конвейеров?
6. Как определяются сопротивления движению ходовых устройств пластинчатых конвейеров?
7. Опишите методику тягового расчета пластинчатого конвейера.




















