
Сварные соединения
Лекция №22
Сварные соединения
Сварка – это технологический процесс соединения деталей, основанный на использовании сил молекулярного взаимодействия, которые проявляются в результате местного нагрева стыка до расплавления или до пластического состояния с последующим взаимным деформированием.
Затвердевающий после сварки металл, соединяющий сварные детали, называется сварным швом.
Высокая производительность сварочного процесса, часто легко поддающаяся автоматизации, и хорошее качество соединений обеспечили широкое распространение сварки в технике. Во многих случаях прочность сварного шва не лимитирует несущую способность деталей и разрушение её наступает вне соединения. Применение сварки вместо литья и клейки значительно снижает трудоемкость процесса изготовления детали, значительно экономит материал.
К недостаткам сварных конструкций относят:
1) появление остаточных напряжений в свариваемых элементах;
2) коробление;
Рекомендуемые материалы
3) плохое восприятие переменных и вибронагрузок;
4) сложность контроля качества сварки.
Виды сварки
Ручная дуговая сварка плавящимся электродом. Нагрев производится электрической дугой между изделием и электродом. Электрод, расплавляясь, служит присадочным материалом для образования сварного шва.
Автоматическая дуговая сварка плавящимся электродом под флюсом. При сварке шов формируется в значительной степени за счет расплавленного основного металла, что значительно сокращает расход электродного материала.
Электрошлаковая сварка – сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Применяется для сварки крупногабаритных деталей.
Контактная сварка - основана на использовании повышенного оммического сопротивления в стыках деталей и осуществляется несколькими способами:
1. Стыковая контактная сварка основана на нагреве стыкуемых торцов деталей теплотой, выделяющейся при прохождении электрического тока силой в несколько тысяч ампер. Нагрев торцов деталей производится либо до оплавления их (сварка плавлением), либо до пластического состояния с последующим сдавливанием деталей (сварка давлением).
2. Шовная контактная сварка, при которой соединение элементов выполняется внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывного шва. Применяется для получения герметичных швов в тонколистовых конструкциях.
3. Точечная контактная сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов. Применяется в тонколистовых конструкциях, в которых не требуется герметичность швов.
Виды сварных соединений и типы сварных швов
В зависимости от расположения соединяемых деталей различают следующие виды сварных соединений:
I. Стыковые соединения (рис. 22.1) являются наиболее простыми и надежными.
 |
В зависимости от толщины соединяемых элементов, соединение выполняют с обработкой или без обработки кромок, с подваркой или без подварки с другой стороны. Виды обработки кромок приведены на рис. 22.2
 Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния.
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния.
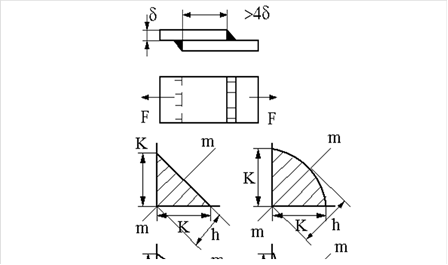
 Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагрева при сварке изменяются механические свойства металла. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 22.3)
Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагрева при сварке изменяются механические свойства металла. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 22.3)
 ,
,
где l и δ – ширина и толщина деталей;
[s’]=j·[s] – допускаемое напряжение для сварных соединений;
j - коэффициент прочности сварного шва;
[s]– допускаемое напряжение основного металла.
II. Нахлесточные соединения выполняются с помощью угловых (валиковых) швов (рис. 22.4).
 В зависимости от положения шва относительно линии действия силы F угловые швы называются лобовыми, фланговыми, косыми, комбинированными и кольцевыми.
В зависимости от положения шва относительно линии действия силы F угловые швы называются лобовыми, фланговыми, косыми, комбинированными и кольцевыми.

Рассмотрим формы поперечного сечения углового шва (рис. 22.5):
1. Нормальная (рис. 22.5,а), выполняемая в виде равнобедренного прямоугольного треугольника.
2. Выпуклая (рис. 22.5, б). Выпуклый шов образует резкое изменение формы сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений.
3. Специальная (рис. 22.5, в) с сечением в виде прямоугольного неравнобедренного треугольника с основанием, большем высоты.
4. Выгнутая (рис.22.5, г). Такой шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы.
Основные геометрические характеристики углового шва – катет k и высота h. Для нормального шва h = k·sin450 » 0,7k.
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равными по толщине листов d. Для деталей большей толщины катет шва определяют из соотношения
k = 0,4d + 2 мм (22.1)
При сварке деталей разной толщины катет шва делают равным толщине более тонкого материала, но не более, чем по формуле (22.1).
Расчет на прочность нахлестного соединения
 1. Фланговый шов (рис. 22.6).
1. Фланговый шов (рис. 22.6).
Основными напряжениями фалангового шва являются касательные напряжения t в сечении m-m. По длине шва касательные напряжения распределены неравномерно. На концах они больше, чем в середине. Это можно доказать следующими рассуждениями. Предположим, что деталь 2 абсолютно жесткая, а деталь 1 и швы податливые.
Тогда относительное перемещение точек b под действием силы F больше относительного перемещения точек а на значение удлинения детали 1 на участке ab. При этом деформация сдвига и напряжения в шве непрерывно уменьшается по всей длине шва справа налево. Если обе детали упругие, но жесткость их различна, то напряжение в шве распределяется по закону некоторой кривой. При одинаковой жесткости деталей эпюра напряжений симметрична. Неравномерность распределения напряжений возрастает с увеличением длины шва и разности податливостей деталей. На практике длину фланговых швов ограничивают условием l £ 50 к .
Расчет таких швов выполняют по среднему напряжению, а условие прочности записывают в виде
 ,
,
где 0,7k – толщина шва в сечении по биссектрисе m-m.
 Если в нахлесточном соединении угловые швы не обеспечивают требуемой прочности, то дополнительно к угловым применяют пробочные (рис. 22.7, а), прорезные (рис. 22.7, б), и проплавленные швы (рис.22.7, в).
Если в нахлесточном соединении угловые швы не обеспечивают требуемой прочности, то дополнительно к угловым применяют пробочные (рис. 22.7, а), прорезные (рис. 22.7, б), и проплавленные швы (рис.22.7, в).
 |
Пробочный шов получается путем заполнения расплавленным металлом отверстий круглой формы в одной или обеих соединяемых деталях. Прорези прорезных швов могут быть закрытыми или открытыми. Из-за высокой трудоёмкости изготовления, низкой прочности и негерметичности – это один из худших видов соединений. Проплавленные швы – более производительны.
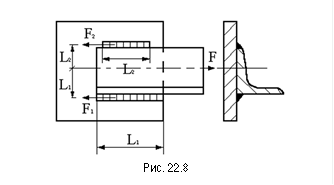
Рассмотрим соединение деталей фланговыми швами различной длины.
В случае несимметричных угловых фланговых швов, посредством которых приваривают деталь несимметричного профиля, например уголок, каждый из этих швов рассчитывают по своей нагрузке (рис.22.8). Сила F проходит через центр тяжести сечения уголка. Силы F1 и F2 , действующие на швы, определяют так:
|
l1 F1= l2 F2 |
|

 F1 + F2 =F
F1 + F2 =F ;
; 
Очевидно, что длины швов в этом соединении при одинаковых сечениях должны быть пропорциональны нагрузкам
 .
.
2. Лобовой шов (рис. 22.9).
 |
Основными являются касательные напряжения t в плоскости стыка деталей и нормальные напряжения s в перпендикулярной плоскости. В инженерной практике лобовые швы рассчитывают только по касательным напряжениям. За расчетное сечение также принимают сечение m-m, что подтверждается экспериментально.
Условие прочности будет
 .
.
Рассмотрим случай, когда лобовой шов нагружен моментом (рис. 22.10).
Касательные напряжения в сечении m-m определяются как  ,
,
 где
где - момент сопротивления сечения изгибу.
- момент сопротивления сечения изгибу.
Тогда  .
.
Остальные виды нахлесточных швов и их нагружение рассматривать не будем.
III. Тавровые соединения (рис. 22.11). В этом соединении детали расположены во взаимно перпендикулярных плоскостях.
 Это соединение выполняют стыковым швом с разделкой кромок (рис. 22.11, а) и без разделки (рис. 22.11, б) кромок угловым швом.
Это соединение выполняют стыковым швом с разделкой кромок (рис. 22.11, а) и без разделки (рис. 22.11, б) кромок угловым швом.
 Напряжения в соединении определяются по следующим зависимостям:
Напряжения в соединении определяются по следующим зависимостям:
 - для стыкового шва;
- для стыкового шва;
 - для углового шва.
- для углового шва.
Существует множество других нагружений силами, изгибающими и крутящими моментами. Для каждого из случаев составляется свое условие прочности, которые в одной лекции охватить невозможно.
Допускаемые напряжения
Если Вам понравилась эта лекция, то понравится и эта - 41 Система права, понятие, типы.
Многообразие факторов, влияющих на прочность сварных соединений, а также приближенность и условность расчетных формул, вызывают необходимость экспериментального определения допускаемых напряжений. Принятые нормы допускаемых напряжений для сталей при статических нагрузках приведены в таблицах. Фактически там приводится значение j - коэффициента прочности сварного шва.
При переменных нагрузках расчет выполняют по максимальному напряжению цикла (smax и tmax ), а значения допускаемых напряжений снижают умножением на коэффициент
 ,
,
где ks – эффективный коэффициент концентрации напряжений;
a, b – константы;  - коэффициент асимметрии цикла.
- коэффициент асимметрии цикла.
Верхние знаки в формуле применяют для растягивающих напряжений, нижние - для сжимающих.



















