
Основы проектирования маршрутной технологии кристаллов бис и сис
2. Основы проектирования маршрутной технологии кристаллов бис и сис. Анализ и синтез технологических маршрутов
2.1. Разновидности цифровых БИС и СИС
Последовательность операций создания простейших микроэлектронных элементов – резисторов, диодов, биполярных и МОП транзисторов. Базовые вентили логических БИС и СИС. Особенности конструкции и свойства базовых элементов в составе ТТЛШ, И2Л, ЭСЛ логических микросхем. Сравнительная характеристика параметров различных логических вентилей.
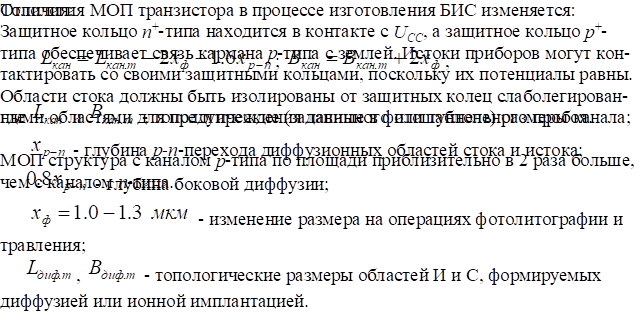
Конструктивные особенности МОП структур в составе БИС и СИС показаны на рисунках 2.1-2.2.
Необходимо также учитывать следующее обстоятельство.
 |
Для КМОП БИС характерны следующие
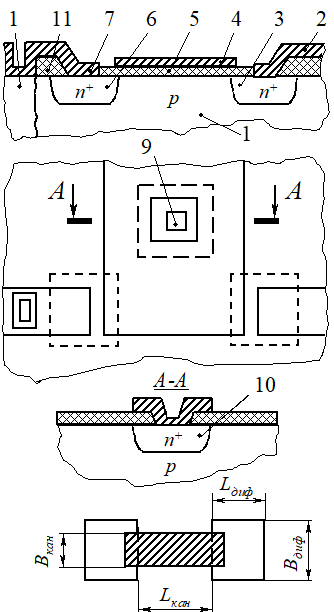 |
Рисунок 2.1 – Структура и топология фрагмента МОП БИС
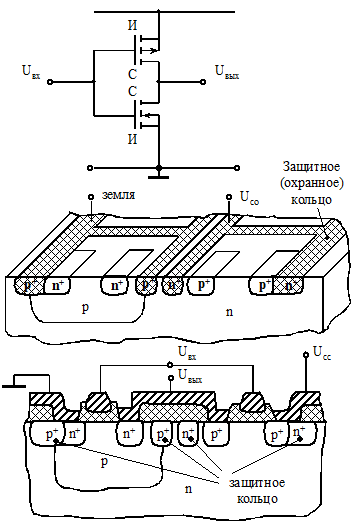 |
Рисунок 2.2 – Структура фрагмента КМОП БИС
2.2. Основные процессы в производстве БИС и СИС
Технологический процесс, как большая система. Общая классификация базовых технологических процессов в производстве БИС и СИС. Процессы нанесения покрытий. Процессы удаления вещества с поверхности подложек. Процессы перераспределения вещества в твёрдотельных структурах БИС и СИС. Процессы нетермической стимуляции в технологии БИС и СИС. Критерии общности: геометрический, структурный.
Рекомендуемые материалы
Любой технологический процесс (ТП) можно представить в виде большой системы (рисунок 2.3).
Здесь - Х1, Х2 ...ХN - входы системы (подложки, пластины, испаряемые материалы, диффузанты и др.). Это параметры исходных продуктов.
У1,У2...УN - выходы системы (параметры ИС или ее части). Это выходные параметры конечного продукта.
Z1,Z2...ZN - контролируемые и управляемые факторы (температура подложек, давление в камере, расход газа и т.д.). Это факторы, возмущающие технологический процесс.
W1,W2...WN - неконтролируемые факторы, оказывающие случайное возмущающее действие на процесс (состав остаточной атмосферы). Это влияющие технологические факторы.
Целью исследований ТП, анализа существующих и синтеза новых ТП является решение задач оптимального управления ТП. Существует три пути решения этих проблем:
1. Исследование физико-химических особенностей процесса с целью установления взаимосвязей различных параметров.
2. Статистическая обработок результатов наблюдений и нахождение уравнений описывающих интересующее нас явление.
3. Компромиссный: он состоит в учете физико-технологических особенностей процесса, определении вида зависимостей, которые затем уточняются и конкретизируются с помощью статистического анализа.
ТП изготовления современных ИМЭ настолько сложны, в большинстве случаев они изучаются с помощью экспериментально-статистических методов, которые позволяют определить наиболее существенные технологические факторы, определить характер их влияния на качество изделий и построить модель исследуемого процесса. Среди методов анализа ТП наиболее широко используются:
- дисперсионный анализ;
- регрессионный и корреляционный анализ;
- математическое планирование эксперимента.
Технологический маршрут - последовательность технологических операций обработки пластин или подложек, применяемых для изготовления данного типа ИМЭ. Документом, содержащим описание маршрута, является маршрутная карта.
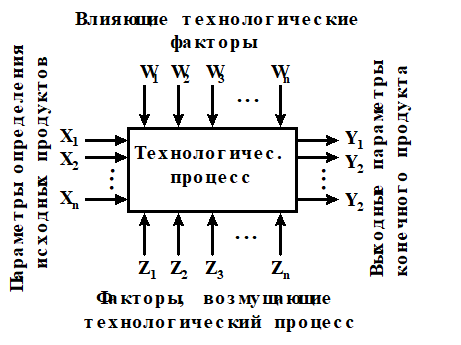
| Рисунок 2.3 – Технологический процесс производства БИС и СИС как большая система |
По степени детализации описания ТП различают:
Маршрутное описание ТП - сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционное описание ТП - полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционное описание ТП - сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Для более полной классификации ФХП рассмотрим ряд критериев, которые характеризуют общность (объединяют) ряда технологических процессов. К таким критериям относятся:
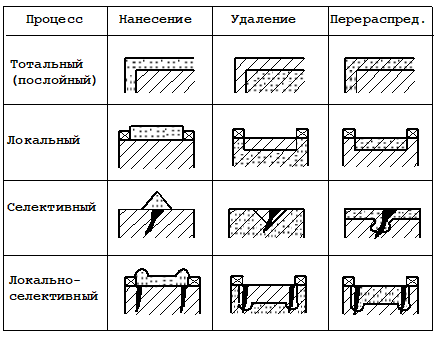
Геометрический критерий позволяет дифференцировать все процессы по признаку управления геометрией их протекания (рисунок 2.4):
- тотальное (послойное) протекание всех трех классов процессов;
- локальное (управляемое субъективно) проведение процессов по заданной технологии; локальность протекания процессов сейчас определяется методами маскирования, т.е. чисто физическими ограничениями заданных областей элементов ИС;
- селективное (реализуемое за счет воздействия внутренних факторов подложки, т.е. дефектов подложки) протекание процессов;
- сложное локальное-селективное протекание процессов, связанное с ускорением некоторых ФХП за счет дефектов структуры, расположенных закономерно по отношению к маске, локализующей процесс.
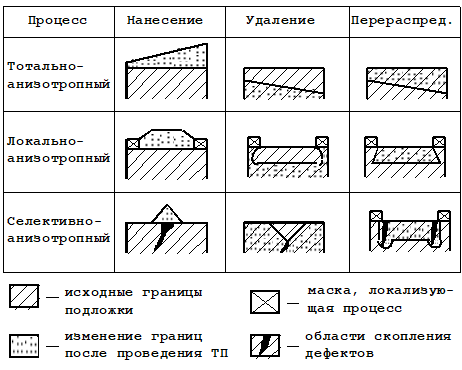
Структурный критерий объединяет все ФХП по следующим признакам (рисунок 2.5):
а) структурной чувствительности некоторых свойств новой фазы (наноси-
мой, удаленной, перераспределенной) по отношению к кристаллической решетке материала подложки. Структурная чувствительность подразумевает кристаллическое строение подложки: монокристалл, поликристалл (мелкозернистая, крупнозернистая структура).
б) ориентационной зависимости некоторых свойств новой фазы по отношению к кристаллической решетке материала подложки. Ориентационная зависимость или просто анизотропия свойств и результатов процессов наиболее явно проявляются для монокристаллических подложек (Si, Ge, GaAs и др.). Более этот тезис заключается в следующем: свойства монокристалла или процесса, происходящего в монокристалле (диффузия, травление и др.) в сильной степени зависят от кристаллографической ориентации самого монокристалла подложки.
Физико-химический критерий учитывает характер физико-химического взаимодействия элементов системы. Наиболее полно он находит отражение в диаграмме фазовых равновесий данной системы. Этот критерий необходим при прогнозировании условий протекания и их результатов в связи с составом, структурой и свойствами конечных продуктов.
С термодинамических позиций БИС и СИС, полученные с помощью указанных ФХП, представляют собой систему, которая состоит из нескольких фаз. При этом каждая фаза имеет различную физико-химическую природу. Поэтому для такой системы характерно наличие поверхностей раздела, контактов разнородных материалов, градиентов концентраций и градиентов напряжений. Все это приводит к термодинамической нестабильности ИС, которая проявляется в межфазном взаимодействии, как в ходе технологических процессов, так и в процессе эксплуатации.
Проблема межфазного взаимодействия, тесно связана с выбором технологии изготовления ИС, поскольку выбор рациональной технологии как совокупности различных ФХП не возможен без знания основных закономерностей этого взаимодействия. Без знания основных закономерностей межфазного взаимодействия не могут быть определены и оптимальные режимы эксплуатации БИС и СИС.
| Рисунок 2.4 – Сущность геометрического критерия |
| Рисунок 2.5 – Сущность структурного критерия. |
![Описание: ris16.wmf]()
![Описание: ris15.wmf]()
2.3. Сущность матричного метода проектирования технологического маршрута
Понятия базовой ячейки кристалла, блоков операций и микроциклов. Координатный метод анализа базовой ячейки. Определение блочной структуры маршрутов. Матричное изображение маршрутов. Структура и состав микроциклов маршрута.
Разновидности обработок, составляющих микроцикл. Размещение обработок в стадиях микроцикла. Полный и сокращенный микроциклы. Типы микроциклов. Построение стандартных микроциклов для формирования фрагментов базовой ячейки кристалла.
Базовая ячейка – элемент или совокупность элементов БИС и СИС, периодическим повторением которых и соединением между собой с помощью пленочных проводников можно построить кристалл в целом. Примером элемента ИС может служить транзистор, диод, резистор, простейший логический вентиль, например И2Л и т.п. Примером базовой ячейки может быть логический инвертор, ячейка памяти, триггер и т.д.
Фрагмент базовой ячейки – структурная часть элемента ячейки, возникающая на конкретном этапе ее формирования и сохраняющаяся в том или ином виде в готовом кристалле. Фрагментами являются, например, области транзистора (базовая, эмиттерная, коллекторная), пленочные элементы (слои диэлектриков, проводники, контакты), изоляционные области между соседними элементами и т.д.
Фрагменты, таким образом, являются своеобразными элементарными кирпичиками, на основе которых можно построить базовую ячейку любой ИС. Другими словами, для успешного конструирования кристалла разработчик должен иметь банк данных о существующих фрагментах и их взаимной увязке, подобно тому, как при реализации электрических схем и топологии кристаллов интегральных схем разработчики пользуются библиотекой (банком) стандартных элементов ИС.
Для того чтобы по аналогии с конструкцией создать банк данных для разработки технологического маршрута, надо определить тот элементарный технологический "кирпичик", на основе которого можно построить технологический процесс в целом. В качестве элементарной структурной единицы сквозного технологического процесса целесообразно взять совокупность операций, выполнение которых приводит к созданию единичного фрагмента. Такая совокупность операций в матричном методе проектирования называется микроциклом. Анализ показывает, что микроцикл имеет строго упорядоченную внутреннюю структуру.
Как последовательность операций (т.е. действий) микроцикл в общем случае состоит из четырех стадий. Микроцикл, у которого есть все четыре стадии, называется полным, а микроцикл, у которого отсутствует какая-либо из стадий, называется сокращенным.
Каждая стадия микроцикла представляет собой один или группу операционных технологических процессов одного и того же функционального назначения.
1-я стадия – формозадающий операционный процесс фотолитография. Результатом этой стадии является формирование на поверхности кристалла фоторезистивной маски, предназначенной для локализации последующего воздействия технологических факторов;
2-я стадия – формообразующий операционный процесс или группа процессов. Чаще всего это травление и ионная имплантация.
3-я стадия – операционные процессы очистки. Например, удаление фоторезиста и послойная химическая очистка.
4-я стадия – формообразующий процесс или совокупность 2-3-х однотипных процессов, выполняемых последовательно. К процессам этой стадии чаще всего относятся: нанесение слоев, диффузия, окисление, отжиги. Эти процессы имеют характерную особенность: после их выполнения на поверхности кристалла должен оставаться сплошной слой определенного материала (окисла, металла и т.д.).
2.4. Анализ матрицы технологического маршрута. Матричное представление маршрутов БИС и СИС
Показатели оптимальности маршрута: коэффициент самосовмещения, процент выхода годных изделий, показатель интеграции. Приемы оптимизации маршрутов с использованием самосовмещения. Анализ типовых маршрутов современных ИМС: биполярных БИС на кремнии, арсениде галлия, ГИС.
При анализе матрицы технологического маршрута определяют некоторые количественные показатели, прогнозирующие эффективность разрабатываемой технологии. Прежде всего определяются отдельные абсолютные количественные показатели, знание которых позволяет судить о сложности процесса в целом.
Простейшей количественной информацией, которую дает матрица
маршрута, является число однотипных операционных процессов и их
удельный вес в маршруте. Если число всех операционных процессов в
маршруте обозначить как Nм, число операций травления – Nт,
фотолитографии – Nф, то соответствующий удельный вес операционных
процессов травления и фотолитографии определяется соотношениями:
РТ=NТ/NМ; Рф=Nф/Nм. (2.1)
Знание вышеприведенных показателей полезно разработчику в следующих аспектах.
Во-первых, число однотипных операций в маршруте может послужить исходными данными для определения потребности в соответствующем оборудовании и проектирования производственных участков гермозоны;
Во-вторых, удельный вес однотипных операций в маршруте позволяет определить их относительную трудоемкость. Появляются, таким образом, исходные данные для разработки мероприятий по снижению себестоимости производства конкретного прибора и конкретной ИС.
В реальных условиях производства существуют операционные процессы, вносящие наиболее заметный вклад в технологические потери из-за высокой дефектности или сложности их реализации. Очевидно, что подобные "трудные" процессы различны для конкретных предприятий, однако среди лих есть и процессы, потенциально "опасные" для производства любой ИС на любом производстве.
Прежде всего, к ним относятся процессы фотолитографии, которым свойственны погрешности размеров элементов и погрешности совмещения фотошаблона с топологией фрагментов, сформированных на предыдущих стадиях. Однако наиболее опасны дефекты фотолитографической маски в виде нарушений ее рисунка. Поэтому при сравнении различных вариантов реализации той или иной базовой ячейки всегда следует исходить из возможности максимально уменьшить число операций фотолитографии. По числу фотолитографий в матрице можно грубо оценить процент выхода годных на этапах кристального производства по соотношению:
К = Кфn, (2.2)
где К – процент выхода годных на всей матрице; Кф - процент выхода годных на микроцикле, содержащем фотолитографию; n - число микроциклов с фотолитографией.
Этой формулой можно пользоваться, если все микроциклы с фотолитографией характеризуются приблизительно одинаковыми процентами выхода.
Если полные микроциклы имеют резко отличные проценты выхода годных Кфi, то прогнозную оценку процента выхода всей матрицы получают из соотношения:
К = Кф1*Кф2*...*Кфi. (2.3)
Если полагать, что операционный процесс фотолитографии является наиболее критичной частью маршрута в целом, то оптимальным можно назвать маршрут, позволяющий сформировать базовую ячейку минимальным числом микроциклов, содержащих фотолитографию.
Иначе говоря, разработчик должен так построить технологический маршрут, чтобы с помощью одной операции фотолитографии реализовать максимальное число фрагментов базовой ячейки. В технологии ИС есть технический прием – самосовмещение, когда конструктивный фрагмент, сформированный на предыдущем этапе, является маской для формирования фрагментов последующего слоя. Используя этот технический прием, можно минимизировать число операций фотолитографии, обеспечив тем самым возможность достижения более высокого процента выхода годных в серийном производстве.
Теперь по коэффициенту Ксс можно количественно оценить степень совершенства разработанного маршрута.
Ксс – это отношение числа разнотипных фрагментов базовой ячейки, имеющей вертикальные границы, к числу операций фотолитографии в матрице. Менее совершенны маршруты, для которых Ксс≤1. Чем больше Ксс тем совершеннее маршрут.
Чаще всего наилучших результатов можно добиться, когда Ксс повышается как за счет оптимизации маршурта, так и за счет оптимизации конструкции базовой ячейки. Конструкция базовой ячейки при этом должна претерпевать такие изменения, которые позволяют правильно выбрать базовый слой и его топологию и на основе этого слоя реализовать приемы совмещения. Таким образом, разработчик технологии ИС должен в достаточной мере владеть и знаниями о принципах конструирования кристаллов.
2.5. Синтез технологического маршрута кристаллов биполярных БИС
Перечень основных операций в маршруте производства биполярных БИС, важнейшие особенности ключевых операций. Разбиение маршрута на микроциклы. Формируемые твёрдотельные структуры.
На рисунке 2.6. показана эволюция твёрдотельной структуры кристалла биполярной БИС, которая отражает основные операции в маршруте и микроциклы.

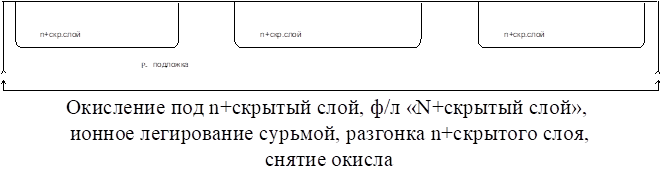
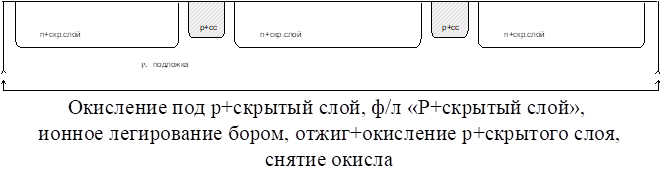
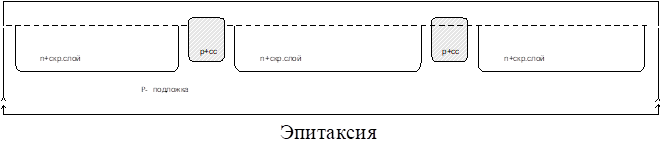
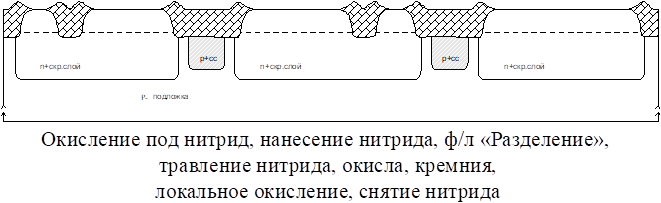
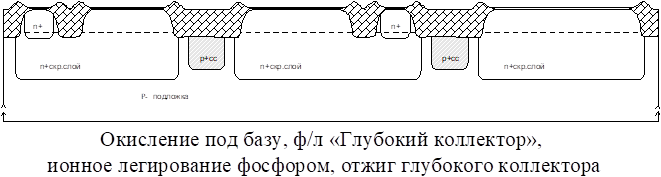
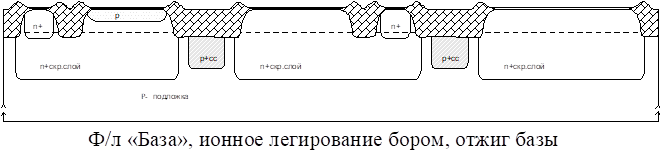
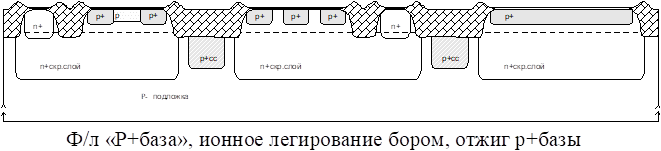
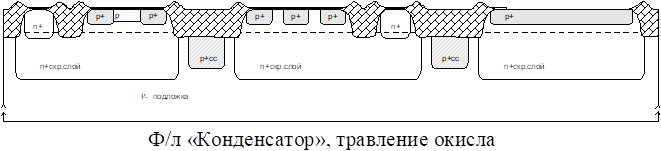
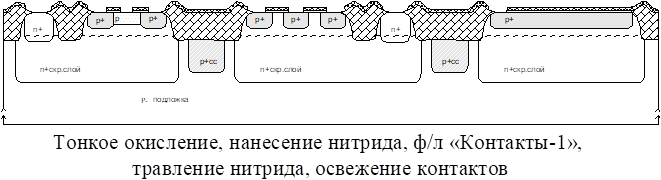
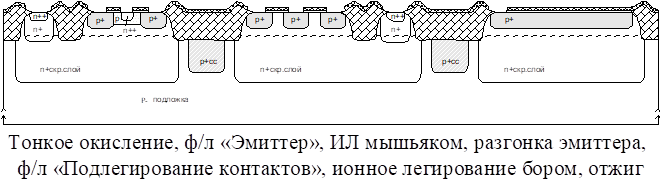
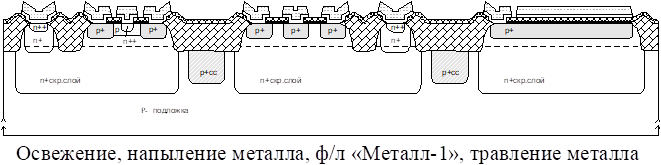
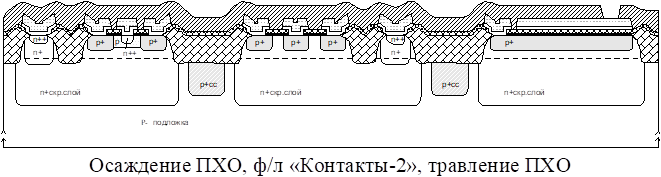
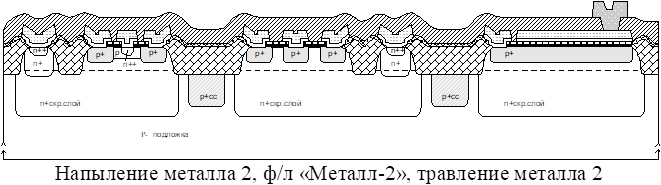
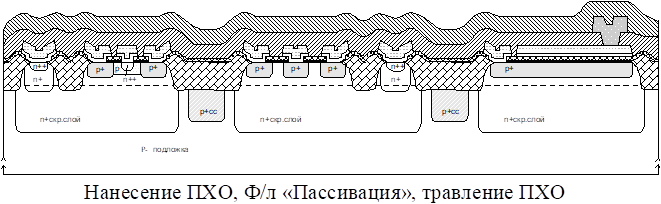
Рисунок 2.6 – Эволюция формирования типовой структуры
2.6. Синтез технологического маршрута кристаллов КМОП БИС
Перечень основных операций в маршруте производства КМОП БИС, важнейшие особенности ключевых операций. Разбиение маршрута на микроциклы. Формируемые твёрдотельные структуры.
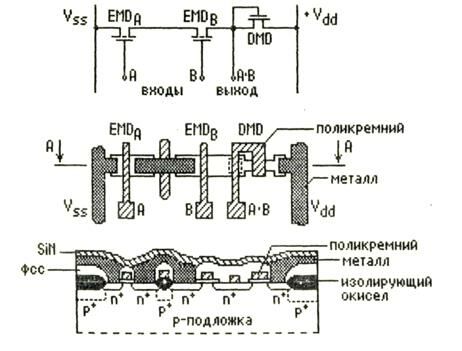 |
На рисунке 2.7 показана базовая ячейка (логический вентиль И-НЕ) n-МОП СБИС. Логический вентиль с двумя входами выполнен на основе последовательно включенных двух полевых транзисторов, работающих в режиме обогащения (нормально закрытых) (ЕМДа и ЕМДв) и транзистора, работающего в режиме обеднения (ДМД) (нормально открытого).
Рисунок 2.7 – Принципиальная схема и топология базовой ячейки
БИС на основе n-МОП логического вентиля И-НЕ
В таблице 2.1 приведена матрица технологического маршрута рассматриваемой ячейки БИС.
Таблица 2.1. – Матрица маршрута изготовления логической n-МОП БИС
| Микроцикл | Стадии микроцикла и их содержание | ||||
| 1 | 2 | 3 | 4 | ||
| 1 | Подготовительный | 1-я ф/л | Пластина КДБ-20 | п/о | Окисление Осаждение Si3N4 0,1мкм |
| 2 | Изоляция | 2-я ф/л | Травление Si3N4-SiO2 Имплантация B+ - 3*1012 см-2 60кэВ | Уд.ф/р п/о | Локальное окисление 0,4 мкм Разгонка примеси |
| 3 | Подзатворный оксид | 3-я ф/л | Травление Si3N4-SiO2 | п/о | Позатворное окисление 0,02 |
| 4 | Маска скрытого контакта и канал ЕМД-транзистора | 4-я ф/л | Травление SiO2 | Уд.ф/р п/о | имплантация B+-8*1011 см-2 35 кэВ |
| 5 | Маска обедненного слоя и обедненный слой (канал ДМД-транзистора) | 5-я ф/л | Имплантация As+ - 3*1012 см-2 80кэВ | Уд.ф/р п/о | Нанесение Si* 0.35 мкм Диффузия P |
| 6 | Поликремниевый затвор, сток-исток,первый уровень разводки из поликремния | 6-я ф/л | Травление Si* Имплантация As+ - 1*1016 см-2 80кэВ | Уд.ф/р п/о | Окисление Нанесение ФСС 0,7-0,8 мкм Разгонка стока, истока и скрытого контакта |
| 7 | Маска контактных окон | 7-я ф/л | Травление ФСС | Уд.ф/р п/о | Оплавление ФСС Нанесение Al |
| 8 | Металлическая разводка (второй уровень разводки из Al) | 8-я ф/л | Травление Al | Уд.ф/р п/о | Вжигание Al Нанесение Si3N4 |
| Ещё посмотрите лекцию "6 Экологические проблемы мирового океана и истощение ресурсов пресной воды" по этой теме. 9 | Маска пассивации | 9-я ф/л | Травление Si3N4 | Уд.ф/р п/о | Окончание процесса |



















