
Установки непрерывной разливки стали нового поколения-литейно-прокатные комплексы
Лекция 11. Установки непрерывной разливки стали нового поколения – литейно-прокатные комплексы (ЛПК)
К установкам этого типа относятся появившиеся в последние годы тонкослябовые установки, которые подразделяются на действительно тонкослябовые с отливкой слябов толщиной -50 мм и установки для отливки слябов промежуточной и средней толщины (до 150 мм), а также двухвалковые и ленточные машины для непосредственной отливки тонкой полосы.
Тонкослябовые установки непрерывной разливки стали
(толщиной около 50 мм)
При сооружении этих установок используется принцип совмещенных процессов отливки и прокатки листовых заготовок большой длины, т.е. двух технологий — непрерывного литья заготовки, поперечное сечение которой приближается по параметрам к размерам готового изделия, и непосредственного совмещения процесса разливки с прокаткой тонкой полосы. Схематически это можно представить следующим образом:
Непрерывное литье тонких заготовок - Разделение полосы - Подогрев, выравнивание температуры - Горячая прокатка - Охлаждение, смотка
Тонкослябовые (с толщиной заготовки до 100 мм) МНЛЗ начали сооружать в начале 90-х годов и в настоящее время их количество составляет более 1000 шт.
Рекомендуемые материалы
Процесс совершенствования ЛПК можно разделить на этапы:
- процесс первого поколения;
- процессы полуторного поколения;
- процессы второго поколения;
- установки непрерывной отливки полосы.
Процесс первого поколения CSP (continuous strip production-непрерывное производство полос), разработанный немецкой фирмой Schloeman-Siemas.
Процесс предусматривает литье сляба толщиной 50 мм в кристаллизаторе специального профиля (воронкообразном), прямую подачу сляба в нагревательную печь и в чистовую группу стана горячей прокатки с получением горячекатаного рулона.
Ниже перечислены основные особенности оборудования, а на рисунке показана схема производственного процесса.
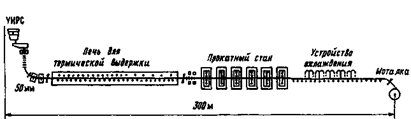
Схема расположения оборудования литейно-прокатного агрегата CSP на заводе «Nucor», США
 |
МНЛЗ. Кристаллизатор имеет полость с воронкообразным расширением в центральной части, куда введен погружной разливочный стакан для подачи жидкой стали. В нижней части полость кристаллизатора имеет прямоугольное сечение и толщину 50 мм. Отливаемый сляб в кристаллизаторе деформируется с изменением поперечного профиля от выпуклого до прямоугольного. Эта новая технология позволила отливать слябы толщиной 50 мм. Скорость разливки 4 — 5 м/мин, что в два-три раза превышает показатель прежних слябовых машин.
Для обеспечения прохождения затравки без соприкосновения со стенками выходной конец кристаллизатора можно расширить с 50 почти до 200 мм. Для смены ширины и конусности сляба во время разливки регулируются узкие грани.
Технология CSP предусматривает мягкое обжатие валками полузатвердевшей заготовки непосредственно под кристаллизатором и получение тонкого сляба толщиной <35 мм, что позволяет уменьшить число клетей стана горячей прокатки и создать весьма компактное производство.
Нагревательная печь. Для выравнивания температур по объему сляба и для создания технологического буфера между МНЛЗС и прокатным станом используется туннельная печь, позволяющая проводить обработку в потоке слябов длиной до 45 м.
Процессы «полуторного поколения» ISP (in line strip production - поточное производство полос), разработка фирмы Mannesmann Demag
Схема процесса показана на рисунке
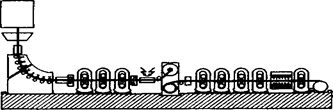
Расположение основных производственных узлов на линии ISP (Arvedi, Италия)
Технологическая линия очень короткая: ее полная длина от МНЛЗ до подпольной моталки 180 м. На МНЛЗ сталь поступает в кристаллизатор через особоплоский погружной стакан, и сляб толщиной 60 мм уже в кристаллизаторе деформируется, приобретая криволинейную форму. Непосредственно на выходе из кристаллизатора сляб с незатвердевшей сердцевиной подвергается обжатию до толщины 40-45 мм. После полного затвердевания сляба с использованием его теплосодержания осуществляется редуцирование до толщины 15 — 30 мм в обжимном стане, скорость прокатки на котором весьма низкая, поскольку скорость сляба на входе в стан равна скорости разливки (4,0 — 5,0 м/мин) и на стане раскат сильно охлаждается. Поэтому на следующей стадии процесса перед входом в чистовую группу стана расположено нагревательное устройство с индукционными нагревателями. Раскат, подогретый до температуры прокатки, выдерживается в промежуточном перемоточном устройстве с подогревом (печной моталке «Cremona Box»), ожидая подачи в чистовую группу из четырех клетей для прокатки полос толщиной 1,7 мм, используемых в производстве сварных труб.
Параметры процесса должны удерживаться в более узком диапазоне, чем на оборудовании первого поколения, поэтому по эксплуатационным затратам процесс ISP менее выгоден, чем процесс первого поколения.
Но вместе с тем используемая технология разливки-прокатки обеспечивает получение стали с хорошими внутренним строением и с ограниченной сегрегацией примесей.
За счет использования теплосодержания стали и применения индукционного нагрева потребление энергии сокращается на 30% по сравнению с обычным циклом МНЛЗ - прокатка.
К сравнительным достоинствам технологии ISP по сравнению с CSP относятся меньшая установочная длина МНЛЗ, а также возможность дополнительного производства полосы для более толстых листов путем ответвления части потока металла после первой деформации.
Процессы второго поколения (отливка слябов средней и промежуточной толщины) с выпуском горячекатаной полосы толщиной до 1 мм
Схема расположения оборудования на заводе «Trico Steel» представлена на рисунке
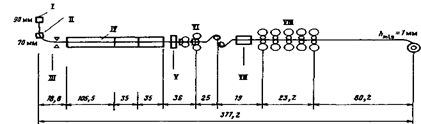
Схема расположения оборудования агрегата на заводе «Trico Steel»: I — одноручьевая МНЛЗ, II — обжатие сляба с жидкой сердцевиной, III — ножницы для сляба, IV — туннельная печь, V — эджер (клеть прокатного стана для обжатия прокатываемого металла по боковым поверхностям), VI — однопроходный двухклетьевой обжимной стан, VII — окалиноломатель, VIII — пятиклетьевая чистовая группа
К основным отличительным особенностям МНЛЗ относятся прямоугольный кристаллизатор для литья сляба толщиной до 100 мм и вихретоковый измеритель уровня металла с точностью ±1,5 мм.
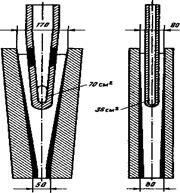
Одна из технических особенностей — использование «гибкой» МНЛЗ типа CSR второго поколения, включающая литье, обжатие и прокатку. Этот процесс получил название CPR (Casting-Pressing-Rolling). При этом если стандартная толщина сляба МНЛЗ типа CSP равнялась 50 мм, а расстояние между стенками кристаллизатора на уровне мениска — 170 мм, то на МНЛЗ типа CPR за счет обжатия сляба (максимальная толщина 80 мм) представляется возможным дополнительно увеличить толщину кристаллизатора на величину обжатия. Иначе говоря, сечение в зоне мениска кристаллизатора приближается к характерному для классических слябовых МНЛЗ. Благодаря большим размерам сечения заготовки уменьшаются эрозия стенок, захват шлакообразующей смеси в металл сляба, склонность к образованию поверхностных трещин и т. д.
За счет мягкого обжатия валками полузатвердевшей заготовки непосредственно под кристаллизатором получают сляба толщиной <35 мм, что позволяет уменьшить число клетей стана горячей прокатки и создать весьма компактное производство.
Далее сляб подвергается нагреву в туннельной печи и не имеет холодных участков. Кроме того, в составе оборудования предусмотрено промежуточное перемоточное устройство, обеспечивающее практически одинаковую температуру по длине подката, и все это позволяет прокатывать тонкие полосы высокой точностью размеров и формы.
Другой вариант процесса второго поколения – это совмещение МНЛЗ для слябов средних толщин (от 100 до 125 мм) с одноклетевым станом Стеккеля.
Толщина до 125 мм позволяет исключить из схемы производства обжимной стан, но достаточна для обеспечения хорошего качества поверхности.
Для выравнивания температуры поверхности и сердцевины сляб помещают в нагревательную печь. За 12,5 мин температура сляба выравнивается и достигает 1250 °С. Из-за короткой продолжительности нагрева окалинообразование в печи сведено к минимуму.
Центральным узлом данного ЛПК является современный одноклетевой прокатный стан Стеккеля. На этом стане в реверсивных проходах выполняют как черновую, так и чистовую прокатку. Сразу же после обжатия полосы до толщины примерно 20 — 25 мм ее сматывают на печных моталках, расположенных по обе стороны прокатной клети с целью сохранения температуры полосы. Затем осуществляют реверс полосы. В общей сложности обычно требуются три черновых и шесть чистовых проходов с использованием печных моталок для обжатия сляба толщиной 125 на минимальную готовую толщину 1,5 мм.
Сравнение по разным показателям тонко- и среднеслябовых МНЛЗ (производительность, качество металла, капитальные и эксплуатационные затраты и т.д.) показывает, что ЛПК с МНЛЗ для литья слябов средней толщины обеспечивают минимальные удельные капитальные затраты (по сравнению с тонкослябовыми МНЛЗ и слябами обычной толщины 150 — 300 мм). Это наряду с показателями качества металла позволяет говорить о высокой конкурентоспособности среднеслябовой МНЛЗ.
Установки непрерывной отливки полосы
Патент на прямую отливку полосы с подачей металла в зазор между двумя вращающимися валками получен в 1866 г. Генри Бессемером. Особенно большое внимание прямой отливке полосы стало уделяться в последние 15 лет в Японии, Корее, США, Австралии, Австрии, Канаде, Китае, Франции и Германии. Было создано 45 промышленных, полупромышленных и опытных установок.
В подавляющем большинстве случаев это были роликовые машины той или иной конструкции (рисунок), и только единичные машины предусматривали подачу металла на движущуюся полосу.
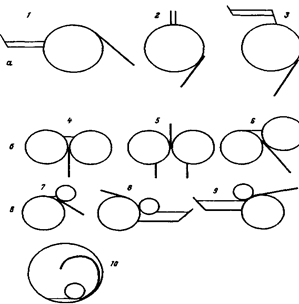 |
Принципиальные схемы валковых установок непрерывной отливки полосы: а — одновалковые с переливом (1), вытягиванием (2) и подачей по желобу жидкого металла (3); б — с двумя валками одинакового диаметра и подачей металла сверху (4), снизу вверх (5), по диагонали (6); в — с двумя валками разного диаметра, их тангенциальным расположением и внешней (7— 9) или внутренней (10) подачей металла
Технология прямой отливки полосы обладает многими преимуществами, но прежде всего она исключает такие операции традиционного процесса, как отливка и зачистка слябов, повторный нагрев и горячая прокатка. В результате значительно сокращаются капитальные вложения, связанные с оборудованием, и уменьшаются примерно на 85% энергозатраты по сравнению с традиционной технологией.
Из всех валковых машин в настоящее время находятся в эксплуатации только двухвалковые машины (рисунок). В этих установках кристаллизатор состоит из двух валков, расположенных непосредственно под промежуточным ковшом и вращающихся в противоположных направлениях. Жидкая сталь поступает в пространство между валками и при контакте с поверхностью валков кристаллизуется, образуя корочки, которые двигаются вместе с поверхностью и выходят из валков в форме листа, толщина которого определяется расстоянием между валками, а ширина — боковыми стенками кристаллизатора.
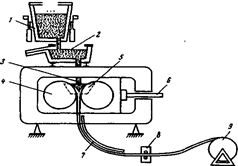 |
Схема двухвалковой УНРС: 1 — ковш, 2 — разливочный узел, 3 — погружной стакан, 4 — валки, 5 — уплотнение, 6 — регулятор нагрузки, 7 — направляющий желоб, 8 — приемные валки, 9 — сматыватель
Очень важная проблема — отвод тепла из зоны кристаллизации, скорость потока которого составляет 102 —104 °С/с. Вначале валки изготавливали из стали, затем из меди, сейчас наиболее широко используют сплав меди с хромом, в некоторых случаях с покрытием поверхности валка никелем, что обеспечивает высокую теплопроводность и достаточную механическую прочность инструмента. Для отвода выделяющегося тепла валки охлаждают водой.
Серьезную проблему представляет конструкция боковых стенок, которые должны удерживать жидкую сталь, предотвращая ее прорывы из кристаллизатора, и обеспечивать одинаковую температуру металла около стенок и в средней части кристаллизатора, чтобы исключить деформацию кромок листа. В качестве материала боковых стенок используют нитрид бора или кремния.
Проводятся исследования по удержанию ванны жидкой стали с помощью электромагнитного поля.
Еще одна важная задача — получить лист заданной толщины. Расширение валков при нагреве приводит к уменьшению зазора. Если при отливке сляба толщиной 150 мм изменение ширины на 1 мм несущественно и при горячей прокатке исправимо, то при отливке 2-3мм листа оно недопустимо. Следует, безусловно, избегать образования трещин и морщин на поверхности листа, так как при отливке тонкого листа трещина глубиной 1 мм может оказаться сквозной.
Для предотвращения образования трещин и обеспечения постоянства толщины листа необходимо поддерживать постоянным уровень стали в кристаллизаторе с точностью ±2 мм и не допускать волнения поверхности расплава. Разными фирмами разрабатываются специальные системы подачи жидкой стали в межвалковое пространство с помощью плоского сопла, обеспечивающие равномерное распределение металла по ширине кристаллизатора при постоянной температуре и небольшую скорость поступления металла в зазор между валками.
До промышленной реализации доведен ряд проектов. Один из наиболее масштабных и в наибольшей степени отработанных — Eurostrip. В декабре 1999 года на заводе в Крефельде была разлита первая промышленная плавка массой 36 т с получением листа шириной 1100 мм и толщиной 3 мм. С марта 2000 года на этом заводе устойчиво разливается полный ковш вместимостью 90 т на МНЛЗ, которая имеет следующие характеристики: диаметр валка — 1500 мм, скорость разливки — 60—100м/мин (макс. — 150м/мин). При этом толщина получаемого листа — 1,5—4,5 мм, ширина — 1100 мм, емкость промковша — 16т, производительность — около 400 тыс., т в год.
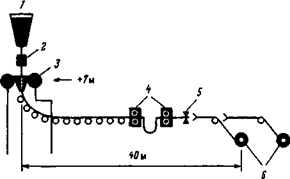 |
Схема двухроликовой установки «Eurostrip»: 1 и 2 — сталеразливочный и промежуточный ковши, 3 — ролики, 4 — тянущие ролики, 5 — дисковые ножницы продольной резки полосы, 6 — моталки
Продолжительность непрерывной разливки зависит главным образом от срока службы прижимных боковых плит-уплотнителей (ограничителей жидкой ванны). Последние изготавливают из несмачиваемых сталью композитных материалов. Износ использованных на установке плит составлял 0,5 и 1,3 мм/км полосы при отливке соответственно тонкой (2,8 мм) и толстой (4,2 мм) полос. Максимальный срок соответственно 100 и 129 мин (при разливке 90-т плавки).
Расчетная стойкость никелевого покрытия роликов отвечает разливке 3 — 7 тыс.т стали в зависимости от толщины отливаемой полосы.
Основными поверхностными дефектами литой полосы являются трещины и оксидные пятна. В структуре литой полосы представлены однородные столбчатые дендриты и центральные равноосные кристаллы, характеризующие надежность процесса. Незначительная центральная пористость устраняется при соответствующей горячей прокатке. Механические свойства литой стальной полосы близки к механическим свойствам обычной горячекатаной полосы. После отжига, травления, холодной прокатки и окончательного отжига механические свойства сравнимы с механическими свойствами обычной холоднокатаной стальной полосы.
Технологическая схема получения тонкого листа с применением двухвалковых МНЛЗ позволяет в 8—10 раз снижать затраты энергетических ресурсов, в 40—50 раз сократить потери металла в окалину, в 5—10 раз повысить производительность труда, в 10—20 раз снизить выбросы парниковых газов при существенном уменьшении затрат на капитальное строительство, что обеспечивает экономическую мотивацию в части его дальнейшего развития и совершенствования.
Бесплатная лекция: "1 Заземление в системах со смешанными сигналами " также доступна.
Наряду с двухвалковыми существуют и опытные ленточные МНЛП
Схема ленточной МНЛП приведена на рисунке.
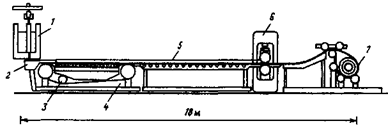
Схема установки для отливки полосы: 1 — печь, 2 — разливочное устройство, 3 — натяжной ролик, 4 — водяная камера, 5 — холодильник, 6 — прокатная клеть, 7 — моталка
По оптимистическим прогнозам многих специалистов процесс прямой отливки будет широко использован для нержавеющей стали через 5—8 и для углеродистой стали через 10—15 лет, что позволит уменьшить себестоимость рядового проката на 20 — 30 долл./т и высококачественного проката на 30 — 60 долл./т.
В России работы по созданию двухвалковых машин и научно-исследовательские работы в этой области проводятся в АХК ВНИИМЕТМАШ имени акад. А.И. Целикова. В этом институте созданы опытные двухвалковые машины, проведен комплекс научно-исследовательских работ по производству полос от 150 от 300 мм из стали разных марок. На этих машинах отработана технология литья ленты как толщиной 0,1 — 0,3 мм с микрокристаллической структурой, так и обычной толщиной 1 —2 мм.


















