
Рекомендации по конструированию отливок
Глава 1 Рекомендации по конструированию отливок
1. Конструктивные характеристики литой детали
Приступая к работе конструктор должен иметь техническое задание на проектирование детали, которое содержит:
- функциональное назначение с указанием рабочих и базирующих поверхностей;
- тип производства (объем выпуска).
При выполнении работы рекомендуется придерживаться последовательности приведенной ниже.
Выбор материала.
Выбор материала – весьма важный этап конструирования деталей, так как здесь закладываются многие показатели качества конструкции в целом, такие как масса, прочность, жесткость, экономичность и др.
Знание материалов и умение находить необходимый среди известного в технике широкого набора материалов обязательны для инженера-конструктора. Знать материалы – значит располагать конкретными сведениями о номенклатуре, физико-механических и технологических свойствах основных конструкционных материалов, применяемых в отрасли: необходимо также общее представление о физической природе основных конструкционных сплавов.
Определение формы.
Форма детали обуславливается формами ограничивающих деталь поверхностей, их сочетанием и соотношением; выбор форм деталей сводится к выбору форм поверхностей из набора существующих (плоскость, цилиндр, сфера и т.д.) При выборе формы руководствуются рядом критериев, из которых главными являются следующие: функция детали, конструктивная целесообразность, технологичность и эстетичность. На выбор формы рабочего и базирующего элементов решающее влияние оказывает функция детали. В работе (Кулагин В.В.) отмечается, что функция детали лишь слабо коррелирует с формами поверхностей свободных элементов, представляя конструктору широкий выбор. Это неверно. Выбор формы свободных поверхностей полностью обуславливается функциональным назначением детали. Свободные поверхности определяют прочность, жесткость, точность, размеры, эстетичность и технологичность детали.
Рекомендуемые материалы
Определение и нанесение размеров.
Геометрические размеры – основные конструктивные параметры деталей – подразделяются в зависимости от принадлежности их к структурным элементам детали на следующие:
- размеры рабочих элементов;
- размеры базирующих элементов;
- размеры, координирующие рабочие и базирующие элементы между собой;
- размеры свободных элементов.
Первые три вида размеров будем называть функциональными.
Определение размеров (номинал и допуск) соответствует приведенному делению.
Размеры рабочих элементов определяют в основном из условий функциональной точности детали, которая в оптических приборах вытекает из расчетов оптических схем.
Размеры базирующих элементов определяются из условия точности ориентирования рабочего элемента детали относительно других (сопрягаемых) деталей прибора. Точность ориентирования выявляется из расчета оптической схемы (или другой функциональной схемы).
Координирующие размеры назначаются исходя из расчетов оптической схемы (или другой функциональной схемы).Так как точность этих размеров при их обработке зависит от компоновки детали (жесткости), то деталь усиливается ребрами и фланцами.
Свободные размеры обеспечивают функциональную точность детали при точности самих размеров, соответствующей точности процесса изготовления заготовки.
2. Основные критерии выбора материала
Рассмотрим только основные критерии определяющие выбор материала: прочность, жесткость, масса детали, точность размеров и обрабатываемость, технологичность.
Прочность. Основная масса деталей оптических приборов не требует высокой прочности. Прикидочные расчеты на прочность показывают, что для восприятия конструкцией детали силового воздействия, достаточно назначить толщину стенки один миллиметр. Силовое воздействие бывает больше при механической обработке детали или при сборке. Но деформации в этом случае поддаются расчету. Следует заметить, что деформации можно рассчитать лишь в простейших случаях методами сопротивления материалов и теории упругости. В большинстве случаев приходится иметь дело с нерасчетными деталями, сечения которых определяются условиями изготовления (технологией литья под давлением) Поэтому конструктор назначает технологическую толщину стенки конструкции (соответствующую минимальной толщине способа получения заготовки). Стенки деталей полученных литьем под давлением имеют неодинаковую прочность в поперечном сечении из-за быстрой кристаллизации и различных ее условий (наружные стенки, внутренние стенки). Прочность максимальна в поверхностном слое, где металл приобретает мелкокристаллическую структуру и где образуются благоприятные для прочности остаточные напряжения сжатия.
Чем толще стенка, тем резче разница между прочностью сердцевины и корки, поэтому увеличение толщины стенки не сопровождается пропорциональным увеличением прочности.
По этим причинам, а также для уменьшения массы целесообразно стенки отливок выполнять наименьшей толщины, которая допускается условиями литья.
Необходимую прочность и жесткость обеспечивают формой детали; оребрением, приданием детали выпуклых, сводчатых, сферических, конических и тому подобных форм. Такой метод всегда приводит к получению более легких конструкций.
После этого сразу же возникает второй критерий, связанный с первым.
Жесткость. Известно, что работоспособность конструкции в той же мере, как и прочность (а иногда и в большей), определяет жесткость. Жесткость имеет большое значение для приборов облегченного типа. Стремясь облегчить конструкцию и максимально использовать прочностные ресурсы материала, конструктор в данном случае повышает уровень напряжения, что сопровождается увеличением деформаций.
Жесткость оценивают коэффициентом жесткости, представляющим собой отношение силы Р, приложенной к системе, к максимальной деформации f , вызываемой этой силой.
Для случая растяжения-сжатия бруса постоянного сечения в пределах упругой деформации коэффициент жесткости согласно закону Гука
 ,
,
где  – сечение бруса, мм2;
– сечение бруса, мм2;  – длина бруса в направлении действия силы, мм; Е – модуль нормальной упругости материала.
– длина бруса в направлении действия силы, мм; Е – модуль нормальной упругости материала.
Жесткость конструкций определяют следующие факторы:
- модуль упругости материала (модуль нормальной упругости Е при растяжении-сжатии и изгибе, модуль сдвига G – при сдвиге и кручении);
- геометрические характеристики сечения деформируемого тела (сечение F при сдвиге и растяжении-сжатии, момент инерции I при изгибе, полярный момент инерции I при кручении);
- линейные размеры деформируемого тела (длина l);
- вид нагрузки и тип опор.
Модуль упругости является устойчивой характеристикой металлов, мало зависит от термообработки и содержания легирующих элементов и определяется лишь полностью атомно-кристаллической решеткой основного компонента.
На жесткость конструкции косвенно влияет прочность материала. При прочих равных условиях деформации пропорциональны напряжениям. Но напряжения принимают, как правило, пропорциональными прочности материала; допустимые напряжения представляют собой отношение предела прочности (или предела текучести) к коэффициенту прочности. Следовательно, чем выше прочность материала, тем больше допустимое напряжение и при прочих равных условиях больше деформация системы. Напротив, чем меньше запас прочности и ближе действующее в системе напряжение к пределу прочности, тем больше деформация и меньше жесткость системы.
Наиболее простой способ уменьшения деформаций заключается в уменьшении уровня напряжений. Однако этот путь не рационален, так как он сопряжен с увеличением массы конструкции.
При сравнении жесткости, прочности и массы деталей, изготовленных из различных материалов, следует различать четыре основных случая:
1. Детали одинаковые по конфигурации (при равной нагрузке имеют одинаковое напряжение).
2. Детали равножестки (имеют одинаковые деформации при различных сечениях и напряжениях).
3. Детали равнопрочные (имеют одинаковый запас прочности, различные сечения и напряжения, пропорциональные пределу прочности материала).
4. Детали имеют одинаковую массу.
Первый случай (замена материала детали другим без изменения ее геометрических размеров) практически встречается, когда сечение детали задано технологическим процессом (например, литые детали).
Показатели массы, жесткости и прочности при растяжении-сжатии для рассмотренных случаев сведены в таблице 18. Значения удельной прочности и удельной жесткости одинаковы для всех материалов.
Таблица 18. Характеристики массы, прочности и жесткости.
| Детали | Масса, m | Прочность, n | Жесткость, l |
| Одинаковой конфигурации | g | s0,2 | E |
| Равножесткие | g/E | s0,2/E | const |
| Равнопрочные | g/s0,2 | Const | E/s0,2 |
| Равной массы | сonst | s0,2/g | E/g |
В случае одинаковой конфигурации по жесткости E и прочности s0,2 наиболее выгодны стали и сплавы титана, а по массе g – сплавы алюминия и магния.
Так как модуль упругости сплавов определяется модулем упругости основного компонента и мало зависит от содержания легирующих элементов, то в случае деталей одинаковой конфигурации, когда на первом плане стоят требования жесткости а уровень напряжения не высок, целесообразно применять наиболее дешевые материалы (например, алюминиевые сплавы вместо сложно легированных). Если же наряду с жесткостью имеет значение прочность, то предпочтительны прочные сплавы.
Точность размеров. Зависит от точности формы, величины усадки сплава и конфигурации отливки. Материал влияет на точность отливок в основном через усадку. Чем меньше усадка сплава, тем меньше ее влияние на точность размеров детали. Подробно формирование точности размеров будет рассмотрено ниже.
Масса отливки. Если конструкция создается для использования в летательных аппаратах, то встает вопрос о минимизации массы отливки (хотя и в общих случаях излишняя масса грозит экономическими потерями). Выше было показано, что масса отливки тесно связана с прочностью, жесткостью и конфигурацией детали.
Выбор материала по его обрабатываемости.
Обрабатываемость обычно определяется цифровыми показателями, полученными путем сравнения данного металла с металлом эталоном. По нормам основным показателем обрабатываемости известного металла принимается скорость резания, соответствующая стойкости резца в течение 60 мин при соблюдении установленных условий резания. Величина сопротивления резанию и гладкость обработанной поверхности считаются дополнительными показателями.
Принимая в качестве эталона (обрабатываемость 100%) автоматную сталь с содержанием 0,12% С, можно получить следующие приблизительные величины показателей обрабатываемости для различных сплавов (в %):
Латунь 200
Сплавы цинка 200
Сплавы алюминия 300-1500
Сплавы магния 500-2000
Следует отдельно отметить сплав АЛ2 за его плохую обрабатываемость особенно при литье под давлением. Причина в следующем. Это эвтектический сплав при содержании кремния в эвтектике 11%. Обычно кремния в сплаве содержится 13%, поэтому при быстрой кристаллизации избыток кремния высыпает по полю эвтектики в виде песчинок повышенной твердости, что приводит к быстрому износу резца. Кроме того, низкие механические свойства сплава не позволяют получить чистую поверхность после резания.
Выбор формы.
Форма детали определяется ее функциональным назначением. При выборе формы руководствуются рядом критериев, из которых главными являются следующие: функция детали, конструктивная целесообразность, технологичность и эстетичность.
Функция детали оказывает, как правило, сильное влияние на выбор формы сопрягаемых поверхностей РЭ и БЭ. Обычно бывает достаточным ограничиться группой типовых поверхностей – плоскость, цилиндр, сфера – и это верно, так как отработаны технологические методы их обработки. Однако никак нельзя согласиться с выводом сделанным в работе В.В.Кулагина «Основы конструирования оптических приборов»: «Функция детали лишь слабо коррелирует с формами поверхностей СЭ». Очевидно, что прочность и жесткость (а это критерии функции детали) во многом определяются формами и расположением поверхностей свободных элементов детали. Нельзя согласиться и с тем, что простота механической обработки является основным фактором при выборе формы поверхности. Безусловно, это важно, но главным является – обеспечение условий выполнения функционального назначения.
Здесь анализируются основные факторы, формирующие главные показатели качества детали и во многом зависящие от технологии литья под давлением – прочность, жесткость, точность.
Конструктивные способы повышения жесткости.
Как было сказано выше в деталях оптических приборов наиболее важным показателем качества является не прочность, а жесткость. Недостаточная жесткость детали проявляется не только в процессе эксплуатации, но и при механической обработке, когда под воздействием силы резания деталь упруго деформируется, что приводит к существенной потере точности обработки.
Главные конструктивные способы повышения жесткости без существенного увеличения массы следующие:
- всемерное устранение изгиба, замена его растяжением или сжатием;
- для деталей, работающих на изгиб целесообразная расстановка опорных стенок, исключение не выгодных по жесткости видов нагружения;
- рациональное, не сопровождающееся возрастанием массы, увеличение моментов инерции сечений;
- рациональное усиление ребрами, работающими предпочтительно на сжатие;
- усиление участков перехода от одного сечения к другому;
- блокированием деформаций введением поперечных и диагональных связей;
- для деталей коробчатого типа – применение скорлупчатых, сводчатых, сферических, яйцевидных и тому подобных форм;
- для деталей типа дисков- применение конических, чашечных, сферических форм; рациональное оребрение, гофрирование;
- для деталей типа плит – применение прочных, коробчатых, двутельных, ячеистых и сотовых конструкций.
Анализируя эпюры напряжений при разных нагрузках, можно отметить следующее.
Для повышения жесткости без увеличения массы деталей необходимо усиливать участки сечений, подвергающихся при данном виде нагружения наиболее высоким напряжениям, и удалять ненагруженные и мало нагруженные участки. При изгибе напряжены сечения, наиболее удаленные от нейтральной оси. При кручении напряжены внешние волокна; по направлению к центру напряжения уменьшаются, и в центре они равны нулю. Следовательно, целесообразно всемерно развивать наружные размеры, сосредотачивая материал на периферии и удаляя его от центра.
Наибольшей жесткостью и прочностью при наименьшей массе обладают развитые по периферии полые тонкостенные детали типа коробок, труб и оболочек.
Примеры согласования конструкции с технологией литья.
 |
а) б) в) г)
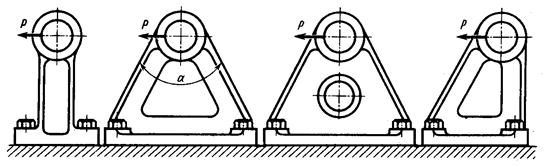
Рис.6.7. Конструкции литых кронштейнов разной жесткости.
На рис.6.7 приведены модификации кронштейна с различными усилениями жесткости. Балочный кронштейн подвергается изгибу (рис.6.7,а), тогда как в раскосом кронштейне стержни работают преимущественно на растяжение-сжатие (рис.6.7,б). Конструкция становится еще более прочной и жесткой, если стержни кронштейна соединить сплошной перемычкой, связывающей их в жесткую систему (рис.6.7,в). Кронштейн ферменного типа с вертикальным стержнем (рис.6.7,г) значительно мене жесткий, чем кронштейн на рис.6.7,б, так как конец вертикального стержня под нагрузкой перемещается приблизительно по направлению действия силы и для ограничения деформаций его жесткость не используется.
Все виды рассмотренных кронштейнов могут быть оформлены любым способом заполнения при литье под давлением.
Если кронштейн на рис.6.7,г заполнять дисперсным потоком, то трубчатый вертикальный стержень будет хорошо работать и на изгиб.
Рис.6.8. Консольные литые тонкостенные системы.
В тонкостенном цилиндрическом отсеке, несущем поперечную силу Р (рис.6.8,а), все участки, расположенные по образующим, подвергаются изгибу. Нагрузку воспринимают преимущественно боковые стенки (рис6.8,б), параллельные плоскости действия изгибающего момента (зачернены на рисунке), так как их жесткость в этом направлении во много раз больше жесткости стенок, расположенных перпендикулярно плоскости действия момента.
При конической форме (рис.6.8,в,г), приближающей конструкцию к ферменной, стенки конуса, расположенные в плоскости действия изгибающего момента работают: верхние на растяжение, а нижние, подобно раскосу, на сжатие. Боковые стенки испытывают преимущественно изгиб; их жесткость соизмерима с жесткостью верхних и нижних стенок. Следовательно, при конической форме стенки отсека полностью включаются в работу; прочность и жесткость конструкции увеличивается.
Связь между растянутыми и сжатыми стенками осуществляют кольца жесткости m и n, которые помимо силового замыкания предотвращают овальность конуса под действием нагрузки. Такие кольца являются непременным условием правильной работы тонкостенных конструкций. Близки к конусам по жесткости тюльпанные (рис.6.8,д), сферические (рис.6.8,е), тороидные (рис.6.8,ж) и аналогичные формы.
Литьем под давлением тонкостенные конструкции лучше оформлять дисперсным потоком. Получившаяся сотовая конструкция будет хорошо работать как на растяжение так и на сжатие. Отметим, что конструкция по рис.6.8,г не может быть получена литьем под давлением из-за невозможности оформления внутренней полости. Трудно оформить конструкции по рис.6.8,в,д. Для литья под давлением подходят конструкции по рис6.8,г,ж.
Оребрение.
Для увеличения жесткости, особенно литых корпусных деталей, широко применяют оребрение. Однако при этом необходимо соблюдать осторожность, так как неправильное соотношение сечений ребер и оребряемой детали может вместо упрочнения привести к ослаблению.
 |
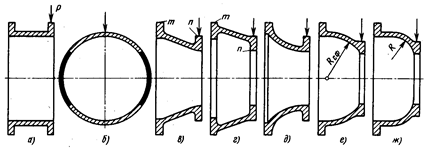 |
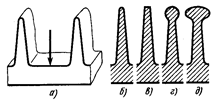
Рис.6.9. Формы ребер.
У деталей подвергающихся изгибу в плоскости расположения наружных ребер (рис.6.9,а), на вершине ребра возникают напряжения растяжения, достигающие большого значения вследствие малой ширины и малого сечения ребра. Особенно опасны тонкие ребра, сужающиеся к вершине (рис.6.9,б,в); разрушение детали всегда начинается с разрыва вершины ребра [орлов]. Для усиления ребер конструктор вводит утолщение ребер (рис.6.9,г,д) у вершин, что недопустимо при литье под давлением.
Для оценки влияния ребер рассмотрим их параметрические характеристики (рис 6.10).  – отношение высоты ребра
– отношение высоты ребра  к высоте
к высоте  исходного профиля;
исходного профиля;  – отношение ширины ребра
– отношение ширины ребра  к ширине
к ширине  исходного профиля. Для сечения с рядом параллельных ребер (рис.6.10,в) величина представляет собой шаг ребер (
исходного профиля. Для сечения с рядом параллельных ребер (рис.6.10,в) величина представляет собой шаг ребер ( ). Относительный шаг
). Относительный шаг  .
.
Введение ребер во всех случаях увеличивает момент инерции сечения и, следовательно, жесткость детали на изгиб и тем резче, чем выше ребра и больше их относительная толщина.
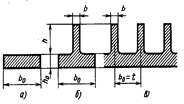 |
Рис.6.10. К определению параметров ребер.
Иная картина для моментов сопротивления. Введение ребер, сечение которых мало по сравнению с сечением оребренной детали (малые значения  , большой шаг
, большой шаг  ) уменьшает момент сопротивления, т.е. ослабляет деталь. Момент сопротивления в неблагоприятных случаях (
) уменьшает момент сопротивления, т.е. ослабляет деталь. Момент сопротивления в неблагоприятных случаях ( ,
,  ) уменьшается в три раза по сравнению с исходным профилем.
) уменьшается в три раза по сравнению с исходным профилем.
Как это ни кажется парадоксальным, удаление таких ребер упрочняет деталь. Добиться увеличения прочности можно увеличением высоты ребер. Ребра с относительной высотой  не уменьшают прочности детали вплоть до самых больших значений относительного шага, какие могут встретиться на практике ().
не уменьшают прочности детали вплоть до самых больших значений относительного шага, какие могут встретиться на практике ().
Однако у литых деталей высота ребер ограничивается технологией литья (тонкие протяженные стенки трудно заполняются). В конструкторской документации, исходя из условий литья, ограничивают толщину ребер; обычно ее рекомендуют делать не более (0,6-0,8) .
При литье под давлением толщину ребер можно делать равной толщине стенки, при этом заполняемость ребер только улучшиться, а отрыва ребер (или трещин) не следует опасаться, так как при ускоренном охлаждении произойдет формирование прочной оболочки, которая будет препятствовать разрушению ребер.
Внутренние напряжения.
Внутренние напряжения возникают в стенках отливки, усадка которых тормозится сопротивлением элементов формы или действием смежных стенок. Усадочные раковины и пористость появляются в частях отливки, застывающих в последнюю очередь,— в утолщениях и массивах, теплоотвод от которых затруднен (горячие узлы).
Повышенные внутренние напряжения вызывают коробление отливки и могут привести к образованию трещин.
Со временем внутренние напряжения перераспределяются и частично рассеиваются в результате медленно протекающих диффузионных процессов (естественное старение). Через длительный промежуток времени (2-3 года) деталь меняет первоначальную форму, что недопустимо для точных приборов.
Усадочные напряжения возникают лишь на тех стадиях остывания, на которых металл теряет пластичность. При более высоких температурах изменение размеров компенсируется пластическим течением металла; здесь усадка проявляется лишь утонением стенок.
В коробчатой отливке длиной  и шириной
и шириной  (рис. 6.11,а) внутренняя перегородка (на рисунке зачернена) остывает медленнее, чем горизонтальные стенки. Пусть в рассматриваемый момент перегородка имеет температуру
(рис. 6.11,а) внутренняя перегородка (на рисунке зачернена) остывает медленнее, чем горизонтальные стенки. Пусть в рассматриваемый момент перегородка имеет температуру  , соответствующую температуре перехода металла из пластичного состояния в упругое, а стенки – более низкую температуру
, соответствующую температуре перехода металла из пластичного состояния в упругое, а стенки – более низкую температуру  , при которой металл уже находится в упругом состоянии.
, при которой металл уже находится в упругом состоянии.
При дальнейшем остывании ниже температуры материал перегородки твердеет и, сокращаясь, подвергается растяжению. Так как сокращение происходит в двух направлениях (по осям  и
и  ), то в перегородке к концу остывания возникают двухосные напряжения растяжения, а в стенках – реактивные напряжения сжатия.
), то в перегородке к концу остывания возникают двухосные напряжения растяжения, а в стенках – реактивные напряжения сжатия.
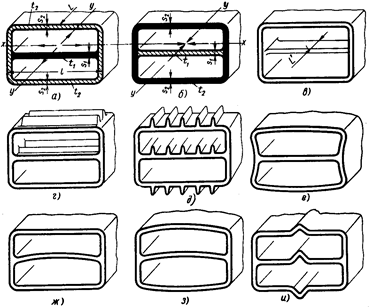
Рис. 6.11. Возникновение усадочных напряжений.
Если, наоборот, температура перегородки в исходный момент была ниже температуры стенок (вид б), то к концу остывания в перегородке возникают двухосные напряжения сжатия, а в стенках – растяжения.
Как правило, участки отливки, остывающие раньше, подвергаются сжатию, а участки, остывающие позднее, –растяжению.
Определим усадочные напряжения для случая, когда перегородка остывает позднее (см. рис.6.11, а). Ограничимся рассмотрением деформаций по оси .
К концу остывания перегородка должна была бы укоротиться на величину  , стенки – на меньшую величину
, стенки – на меньшую величину  , где – длина стенок по оси ;
, где – длина стенок по оси ;  – коэффициент линейного расширения; – конечная температура остывания. Разность
– коэффициент линейного расширения; – конечная температура остывания. Разность  определяет напряжения в отливке. Согласно закону Гука
определяет напряжения в отливке. Согласно закону Гука  , где
, где  – сила, возникающая в системе;
– сила, возникающая в системе;  – среднее значение модуля нормальной упругости материала в интервале температур
– среднее значение модуля нормальной упругости материала в интервале температур  ,
,  и
и  – площади сечений соответственно перегородки и стенок, нормальных к оси (
– площади сечений соответственно перегородки и стенок, нормальных к оси ( ;
;  ).
).
Сила  .
.
Напряжение растяжения в перегородке  .
.
Напряжение сжатия в стенках  .
.
Отношение напряжений  .
.
Как видно из этих выражений, напряжения прямо пропорциональны произведению  , разности температур
, разности температур  , зависят от соотношения площадей сечений
, зависят от соотношения площадей сечений  перегородки и стенок, но не зависят от их длины .
перегородки и стенок, но не зависят от их длины .
Для уменьшения напряжений в перегородке целесообразно увеличивать ее толщину и уменьшать толщину горизонтальных стенок. Опасен случай тонких и узких ( ) внутренних связей (вид в), в которых развиваются высокие напряжения растяжения (если они остывают позже стенок) или сжатия (если они остывают раньше).
) внутренних связей (вид в), в которых развиваются высокие напряжения растяжения (если они остывают позже стенок) или сжатия (если они остывают раньше).
Напряжения можно регулировать также ребрами. Следует иметь в виду, что поперечные ребра (вид г) влияют на усадочные напряжения только по оси , а продольные ребра (вид д) — только по оси .
Под действием напряжений стенки отливок деформируются, как показано на виде е (случай перегородки, застывающей позже). Напряжения можно значительно снизить, если придать отливке податливость в направлении усадки. Например, для уменьшения усадочных напряжений по оси целесообразно делать криволинейными перегородку (вид ж) или перегородку и горизонтальные стенки (вид з) или вводить усадочные буфера (вид и). Для уменьшения усадочных напряжений одновременно по осям и следует придавать перегородке и стенкам двояко-сводчатую форму.
Первопричиной усадочных напряжений является различие температур стенок. При  напряжения равны нулю. На этом основан способ одновременного затвердевания. Считается, что обеспечивая равномерное остывание отливки, при котором температура стенок в каждый данный момент одинакова, можно получить отливку, свободную от усадочных напряжений. Следует заметить, что в реальной даже простой конфигурации отливке, обеспечить одновременное затвердевание не удается.
напряжения равны нулю. На этом основан способ одновременного затвердевания. Считается, что обеспечивая равномерное остывание отливки, при котором температура стенок в каждый данный момент одинакова, можно получить отливку, свободную от усадочных напряжений. Следует заметить, что в реальной даже простой конфигурации отливке, обеспечить одновременное затвердевание не удается.
Толщина стенки. Толщина стенки отливки определяется совокупностью конструктивных и технологических факторов. К главным конструктивным факторам относятся масса отливки, жесткость конструкции и требования по прочности и герметичности. Основными технологическими факторами являются возможность заполнения и подпрессовки отливки, выталкивания горячей отливки из пресс-формы и применения высокопроизводительного оборудования.
Рассмотрим, как реализуются основные принципы конструирования отливок – одновременное затвердевание и направленное затвердевание – при определении толщины стенки отливки при литье под давлением с учетом характера заполнения исследованного в предыдущей главе.
Известно, что направленное затвердевание обеспечивается направленным фронтом температуры отливки (перепад температур по длине отливки) и направленным увеличением толщины стенки детали. При заполнении формы сплошным потоком (рис.6.12,а,б,в,г) возможны два основных режима заполнения, зависящих от скорости впуска металла.
В первом случае (рис.6.12,а,б) заполнение формы начинается от удаленной части отливки при перепаде температур от t1 до t2 (t1 больше t2 ) и создаются условия направленного затвердевания даже для равностенной отливки. К моменту окончания заполнения останется «жидкий клин», который будет подвергаться действию давления подпрессовки. компенсирующему усадку при затвердевании.
Во втором случае (вид в и г) заполнение начинается от питателя (случай ламинарного заполнения толстостенной отливки), в удаленную часть отливки придет уже охлажденный сплав и создается перепад температур, как и в первом случае. Однако жидкий клин будет расположен по-другому. Это может создать отрицательное направленное затвердевание, а значит, приведет к образованию усадочной пористости. Чтобы избежать этого крайне нежелательного явления необходимо уменьшить толщину стенки отливки в ее удаленной части до минимума (вид д).
При заполнении дисперсным потоком (рис.6.12,е) из-за очень малой длительности заполнения температура отливки по ее длине не изменяется, затвердевание будет происходить от стенки к центру и по тепловой оси сформируется «нитка» усадочной пористости.
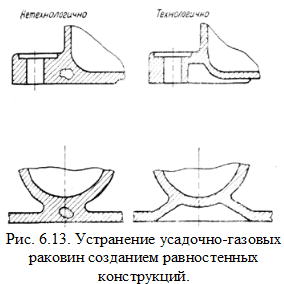 В литературе [белоп] инженерная монография «Литье под давлением» считается, что «при литье под давлением направленность затвердевания отливки затрудняется высокими скоростями кристаллизации, поэтому следует создавать отливки, в которых металл затвердевал бы одновременно по всем сечениям. Этим условиям удовлетворяют только равностенные конструкции с минимально возможной толщиной стенки, позволяющие избавиться от концентрации усадочных и газовых раковин».
В литературе [белоп] инженерная монография «Литье под давлением» считается, что «при литье под давлением направленность затвердевания отливки затрудняется высокими скоростями кристаллизации, поэтому следует создавать отливки, в которых металл затвердевал бы одновременно по всем сечениям. Этим условиям удовлетворяют только равностенные конструкции с минимально возможной толщиной стенки, позволяющие избавиться от концентрации усадочных и газовых раковин».
С этим выводом никак нельзя согласиться. Приведенные выше результаты анализа исследования процесса заполнения и затвердевания отливки, заполнение сложных корпусных деталей методом доз, выполненные автором на заводе Строительных отделочных машин, показывают, что при сочетании режимов сплошного заполнения, надлежащим расположением литниковой системы и конструкции отливки с толщиной стенки приблизительно 4 мм сердцевина стенки будет затвердевать направленно. от дальней части к питателю. При заполнении дисперсным потоком из-за короткого промежутка времени заполнения будет осуществляться одновременное затвердевание независимо от толщины стенки отливки. В местах равномерной стенки. образуется усадочная пористость по геометрической оси стенки, а в тепловых узлах образуется усадочная раковина как это показано на рис.6.13 .Если тепловой узел не будет вскрываться при 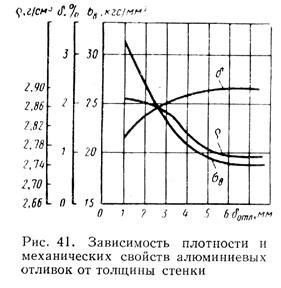 механической обработке, то конструктор не должен этого бояться. Переделывать конструкцию как это показано на рис. 6.13 не требуется, разве, что для уменьшения массы детали. При литье под давлением определяется минимальная толщина стенки не из-за потери прочности, а из условия заполняемости полости формы. Направленность затвердевания таких конструкций обеспечивается не толщиной стенки, а надлежащим расположением литниковой системы и каналов водяного охлаждения. Подпрессовка предполагает обязательное направленное затвердевание, создаваемое конструкцией детали и тепловым фронтом формы.
механической обработке, то конструктор не должен этого бояться. Переделывать конструкцию как это показано на рис. 6.13 не требуется, разве, что для уменьшения массы детали. При литье под давлением определяется минимальная толщина стенки не из-за потери прочности, а из условия заполняемости полости формы. Направленность затвердевания таких конструкций обеспечивается не толщиной стенки, а надлежащим расположением литниковой системы и каналов водяного охлаждения. Подпрессовка предполагает обязательное направленное затвердевание, создаваемое конструкцией детали и тепловым фронтом формы.
Значения минимально допустимой толщины стенки для различных сплавов в зависимости от площади внешней поверхности отливки приведены в табл. 19.
Таблица 19. Минимально допустимая толщина стенки отливки, мм.
| Сплавы | Внешняя поверхность отливки, см2 | ||||
| До 25 | 25-100 | 100-250 | 250-500 | Св. 500 | |
| Цинковые | 0,5 | 0,8 | 1,0 | 1,5 | 2,0 |
| Алюминиевые | 0,8 | 1,2 | 1,5 | 2,5 | 3,0 |
| Магниевые | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
| Медные | 2,0 | 2,5 | 3,0 | 3,5 | - |
| Стальные | 2,0 | 3,0 | 5,0 | - | - |
На современных машинах, развивающих скорость прессования до 5-8 м/с, можно получать еще более тонкостенные отливки.
 В зависимости от толщины стенки изменяется плотность отливок и их механические свойства. С увеличением толщины стенки алюминиевых деталей (рис.6.14), отлитых под давлением из сплава АЛ4, плотность и предел прочности уменьшаются, а относительное удлинение увеличивается [45]. Увеличение прочностных свойств с уменьшением толщина стенки объясняется возрастанием роли гидродинамического уплотнения в тонкостенных отливках. Оптимальное сочетание механических свойств наблюдается при толщине стенки 2,5-3 мм (
В зависимости от толщины стенки изменяется плотность отливок и их механические свойства. С увеличением толщины стенки алюминиевых деталей (рис.6.14), отлитых под давлением из сплава АЛ4, плотность и предел прочности уменьшаются, а относительное удлинение увеличивается [45]. Увеличение прочностных свойств с уменьшением толщина стенки объясняется возрастанием роли гидродинамического уплотнения в тонкостенных отливках. Оптимальное сочетание механических свойств наблюдается при толщине стенки 2,5-3 мм ( =25 кгс/мм2 и
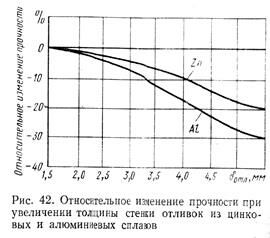
=25 кгс/мм2 и  =2%). Прочность отливок из цинковых сплавов при увеличении толщины стенки снижается не так значительно, как отливок из алюминиевых сплавов. На рис.6.15 приведена зависимость относительной прочности отливки (в процентах по отношению к прочности отливок толщиной 1,5 мм) от увеличения толщины ее стенки [46]. Если для алюминиевых отливок при увеличении толщины стенки от 1,5 до 5 мм прочность падает на 30%, то для отливок из цинкового сплава, при той же толщине стенки, прочность снижается лишь на 20%.
=2%). Прочность отливок из цинковых сплавов при увеличении толщины стенки снижается не так значительно, как отливок из алюминиевых сплавов. На рис.6.15 приведена зависимость относительной прочности отливки (в процентах по отношению к прочности отливок толщиной 1,5 мм) от увеличения толщины ее стенки [46]. Если для алюминиевых отливок при увеличении толщины стенки от 1,5 до 5 мм прочность падает на 30%, то для отливок из цинкового сплава, при той же толщине стенки, прочность снижается лишь на 20%.
Конструкция отливки и толщина ее стенки зависят для каждого сплава от соотношения пределов прочности при сжатии и растяжении. По данным М. Шенберга, предел прочности при сжатии для магниевых сплавов в 1,5-2 раза превышает предел прочности при растяжении [96]. Это обстоятельство необходимо учитывать при выборе конфигурации элементов отливки и выборе толщины ее стенки.
Создание современных машин, развивающих в момент кристаллизации отливки высокие давления за короткий промежуток времени, позволяет использовать литье под давлением для тонкостенных отливок и для отливок с толщиной стенки 8-12 мм. Этому способствует разработка новых способов заполнения медленным сплошным потоком с последующей эффективной подпрессовкой через утолщенные питатели. Сочетание оптимальных тепловых условий затвердевания с подпрессовкой дает возможность получить литьем под давлением толстостенные отливки из эвтектических сплавов и из сплавов с широким интервалом кристаллизации: заэвтектических силуминов (17-19% Si), термоупрочняемых сплавов системы Al-Si-Cu, магниевых сплавов, бронз и латуней.
Переходы и радиусы закруглении. Если отливка имеет резкие переходы от толстых сечений к тонким, то в местах сочленения разностенных сечений могут возникать горячие трещины. Чтобы этого не происходило, необходимо предусматривать плавные переходы и радиусы закруглений между элементами литых деталей с разными сечениями.
Конфигурация перехода зависит главным образом от соотношения толщины сопрягаемых элементов. При незначительной разнице в толщине переходы рекомендуется осуществлять по радиусу
переходы рекомендуется осуществлять по радиусу  (рис.6.16,а),величина которого составляет
(рис.6.16,а),величина которого составляет 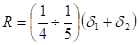 , но не должна быть менее 0,8-1 мм.
, но не должна быть менее 0,8-1 мм.
 Если
Если , то следует применять так называемые клиновые сопряжения (рис. 6.16, б), в которых
, то следует применять так называемые клиновые сопряжения (рис. 6.16, б), в которых . Так как
. Так как , то
, то  .
.
При перпендикулярном соединении стенок и отношении  (рис. 6.16, в) возможно сопряжение по радиусу
(рис. 6.16, в) возможно сопряжение по радиусу  .
.
При отношении  рекомендуется клиновое сопряжение, которое в зависимости от конструктивных требований выполняется с утолщением на тонкой (рис.6.16,г) или на толстой стенке (рис. 6.16,д). При клиновом сопряжении перпендикулярных стенок
рекомендуется клиновое сопряжение, которое в зависимости от конструктивных требований выполняется с утолщением на тонкой (рис.6.16,г) или на толстой стенке (рис. 6.16,д). При клиновом сопряжении перпендикулярных стенок  или
или  , а величина. Радиус внутренних закруглений должен быть не менее 0,8-1 мм, но не превышать толщину сопрягаемых стенок.
, а величина. Радиус внутренних закруглений должен быть не менее 0,8-1 мм, но не превышать толщину сопрягаемых стенок.
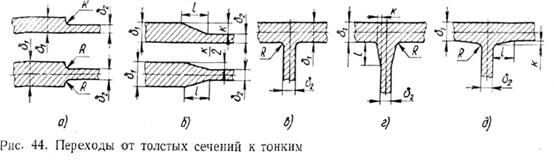
 Принцип скругления переходов и углов не относится к поверхностям, которые пересекают плоскость разъема, где все грани должны оставаться прямоугольными и острыми (рис 6.17). Эти грани могут быть скруглены на готовой отливке после удаления облоя. Если же острые грани при нормальном расположении плоскости разъема недопустимы, то необходим более сложный разъем пресс-формы.
Принцип скругления переходов и углов не относится к поверхностям, которые пересекают плоскость разъема, где все грани должны оставаться прямоугольными и острыми (рис 6.17). Эти грани могут быть скруглены на готовой отливке после удаления облоя. Если же острые грани при нормальном расположении плоскости разъема недопустимы, то необходим более сложный разъем пресс-формы.
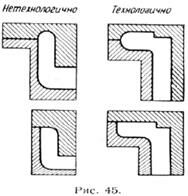
Величина внутреннего радиуса закругления зависит от вида сплава. Для цинковых сплавов радиус может быть меньше, чем для алюминиевых сплавов. Особенно чувствительны к величине радиуса закругления магниевые сплавы, при кристаллизации которых в углах отливок наблюдается концентрация напряжений, вызывающих горячие и холодные трещины. Холодные трещины возникают чаще всего в отливках, работающих при циклических нагрузки. Для таких отливок радиусы закруглений должны быть не менее половины толщины стенки [96].
 Если увеличение радиуса нежелательно, то предусматривают разгрузочный переход с радиусами
Если увеличение радиуса нежелательно, то предусматривают разгрузочный переход с радиусами  и
и  (рис. 6.17), в котором максимальное напряжение
(рис. 6.17), в котором максимальное напряжение  не превышает напряжений, возникающих при закруглении большим радиусом.
не превышает напряжений, возникающих при закруглении большим радиусом.
Отверстия и окна. Отверстия и окна в отливках, получаемых литьем под давлением, выполняют тремя способами: полностью литьем, частично литьем с последующей механической обработкой и полностью механической обработкой. Выбор способа зависит от конструкции отливки, конструкции пресс-формы, технологических возможностей процесса и масштаба производства. Для тонкостенных отливок небольших серий отверстия диаметром до 3 мм можно выполнять сверлением; в этом случае нет опасности отклонения режущего инструмента и вскрытия пор или раковин в литье. В крупносерийном и массовом производстве выгоднее получать литые отверстия. В толстостенных отливках из цинковых сплавов отверстия диаметром до 1 мм, из алюминиевых и магниевых сплавов до 1,5 мм и из медных сплавов до 3 мм следует выполнять сверлением, ибо тонкие стержни быстро выходят из строя, а замена их в пресс-форме требует длительного времени. Остальные отверстия рекомендуется выполнять сразу литьем, за исключением тех случаев, когда несколько отверстий близко расположены друг к другу и суммарная величина усилия охвата металлом стержней чрезмерно велика или когда расстояние между отверстиями должно быть настолько точным, что колебания усадки металла и температурного расширения пресс-формы не обеспечивают требуемых допусков.
Таблица 20. Размеры литых отверстий в деталях, изготовленных литьем под давлением [7, 128].*
| Сплавы | Наименьший диаметр отверстий d в мм. | Наибольшая глубина отверстия 1 | Наружная резьба | Внутренняя резьба | Конусность отверстия в % от длины* | ||||
| практически получаемый | Возможный | Глухие отверстия | Сквозные отверстия | Наименьший 'диаметр в мм | Наименьший шаг в мм | Наименьший диаметр в мм | наименьший шаг в мм | ||
| Свинцовые | 1 | 0,75 | 4d (6d) | При | 5 | 0,8 | 10 | 1 | 0,2-0,5 |
| Оловянные | 1 | 0,5 | При | ||||||
| Цинковые | 1,5 | 1,0 | 4d (6d) | При | 8 (6) | 1 | 10 | 1 (0,75) | 0,2-0,5 |
| Алюминиевые | 2,5 | 1,5 (2,0) | При | При | 10 (12) | 1,25 | 25 (20) | 2(1,0) | 0,4-0,8 |
| Магниевые | 2 | 1,5 (2,0) | 10 (6) | 1,25 | 25 (15) | 2(1,0) | 0,3-0,6 | ||
| Медные | 5 | 2.5 (3,0) | При | При | 12 | 1,5 | – | -(1,5) | 0,8-1,5 |
Таблица 21. Допустимые диаметры литых отверстий.
| Сплавы | Минимальный диаметр, мм | Максимальная глубина, выраженная в диаметрах для отверстий | Конусность отверстий, % от длины | |||||
| Практически рекомендуемый | Технологически возможный | глухих | сквозных | |||||
| Цинковые | 1,5 | 1,0 | 6 | 12 | 0,2-0,5 | |||
| Алюминиевые | 2,5 | 1,5 | 3 | 6 | 0,5-1,0 | |||
| Магниевые | 2,0 | 2,0 | 5 | 10 | 0,3-0,5 | |||
|
Медные | 3,0 | 2,5 | 3 | 4 | 0,8-1,5 |
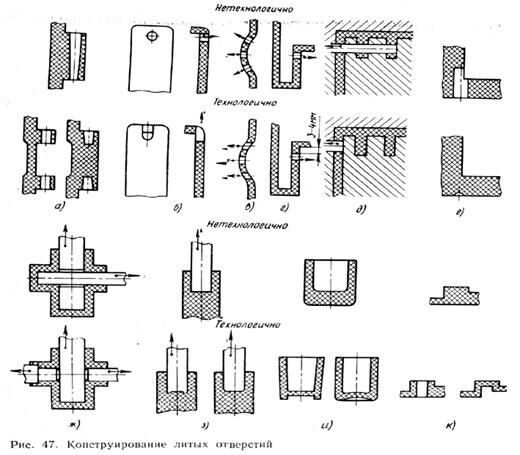
При конструировании отверстий (табл. 20) следует учитывать нерентабельность применения длинных тонких стержней (рис.6.18,а). Отверстия в боковой стенке (рис. 6.18,б), для оформления которых необходимы подвижные стержни, часто могут быть выполнены без стержней. Несколько боковых отверстий лучше располагать параллельно друг другу (рис.6.18,в), чтобы использовать для движения стержней один клиновой или гидравлический механизм. Боковая стенка с отверстием (рис.6.18,г) должна отстоять от другой стенки минимум на 3—4 мм. Следует избегать расположения отверстий (и стержней) в подвижной и неподвижной полуформах (рис.6.18,д); в этом случае лучше предусмотреть возможность последующей механической обработки. Если литое отверстие трудновыполнимо, то оно может быть обозначено центром под сверло (рис.6.18,е). Нельзя допускать пересечения отверстий, требующих пересечения стержней в пресс-форме (рис.6.18,ж). При оформлении больших глухих отверстий дно (или конец стержня) не должно иметь острых кромок (рис.6.18,з). Толщина дна глухих отверстий должна быть минимальной, чтобы исключить действие чрезмерной усадки металла на стержень (рис.6.18,и). Иногда с целью устранения локальных утолщений рекомендуется делать технологические отверстия или окна (рис.6.18, к).
Отверстия и окна в отливках по возможности должны быть сквозными. Это позволяет оформлять их с двух сторон, что исключает искривление стержней под воздействием высокого давления запрессовки, и следовательно, исключает смещение центров отверстий.
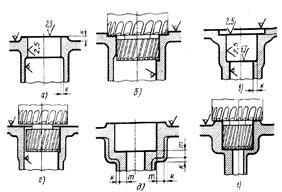
Литейные уклоны и конусность. При кристаллизации металла возникают усадочные напряжения, препятствующие удалению отливки из пресс-формы. Для облегчения удаления отливки на поверхностях, перпендикулярных плоскости разъема, на стержнях любого направления предусматривают литейные уклоны. Особенно важны литейные уклоны на внутренних поверхностях, оформляемых стержнями.
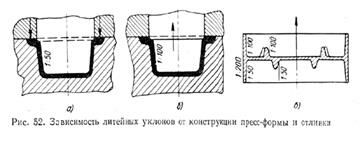 Литейный уклон поверхностей, расположенных перпендикулярно плоскости разъема или в направлении удаления стержня, зависит от размеров внутренних поверхностей и расстояния между их противоположными стенками и от того, каким образом извлекается отливка из пресс-формы. Для внутренних поверхностей, образуемых неподвижными стержнями, при изготовлении отливок, извлекаемых при помощи выталкивателей, необходим уклон большей величины (рис.6.19,а), чем при использовании подвижных стержней (рис.6.19, б). Для отливок, имеющих горизонтальные перегородки (рис.6.19,в), напряжения усадки не должны превышать прочности отливки в горячем состоянии. Для тех частей отливки, которые располагаются в неподвижной полуформе, рекомендуется уклон больший, чем для частей, оформляемых в подвижной полуформе, в противном случае отливка при удалении будет повреждена или останется в неподвижной полуформе, так как усилие обжатия стержня в неподвижной полуформе будет больше.
Литейный уклон поверхностей, расположенных перпендикулярно плоскости разъема или в направлении удаления стержня, зависит от размеров внутренних поверхностей и расстояния между их противоположными стенками и от того, каким образом извлекается отливка из пресс-формы. Для внутренних поверхностей, образуемых неподвижными стержнями, при изготовлении отливок, извлекаемых при помощи выталкивателей, необходим уклон большей величины (рис.6.19,а), чем при использовании подвижных стержней (рис.6.19, б). Для отливок, имеющих горизонтальные перегородки (рис.6.19,в), напряжения усадки не должны превышать прочности отливки в горячем состоянии. Для тех частей отливки, которые располагаются в неподвижной полуформе, рекомендуется уклон больший, чем для частей, оформляемых в подвижной полуформе, в противном случае отливка при удалении будет повреждена или останется в неподвижной полуформе, так как усилие обжатия стержня в неподвижной полуформе будет больше.
Таблица 22. Минимальные уклоны поверхностей отливок при литье под давлением.
| Сплавы | Поверхности | Сплавы | Поверхности | ||||||
| Посадоч-ные | Прочие | Посадочные | Прочие | ||||||
| Наружные | Внутренние | Наружные | Внутренние | Наружные | Внутренние | Наружные | Внутренние | ||
| Алюминиевые | 15’ | 25’ | 30’ | 1o | Цинковые | 15’ | 35’ | 15’ | 30’ |
| Магниевые | 15’ | 35’ | 30’ | 1o | Медные | 30’ | 1o | 45’ | 1o30’ |
Величина литейных уклонов или конусности зависит от вида сплава, высоты и толщины стенок отливки. Лучше всего, если уклоны внутренних и наружных поверхностей отливок будут располагаться в пределах допуска на размер отливки, но они не должны быть меньше минимально допускаемых уклонов, указанных в табл.2 2.
3. Определение и нанесение размеров
Все размеры детали делятся на две группы: свободные и функциональные. Функциональные размеры выбирают из конструктивных условий компоновки конструкции и в отдельных случаях проверяются расчетом на прочность, жесткость и функциональную точность детали.
Остальные размеры наносятся в зависимости от выбранных конструктором литейных баз и баз механической обработки.
3.1 Литейные базы. Базы механической обработки.
Литейной (черновой) технологической базой называют поверхность или ось, по которой производят базирование детали при выполнении первой операции механической обработки.
Поверхностная черновая база представляет собой необрабатываемую поверхность достаточной протяженности, параллельную или перпендикулярную к базе механической обработки – поверхности, обрабатываемой при первой механической операции. Конфигурация черновой базы должна обеспечивать удобное и устойчивое крепление детали при механической обработке; закрепление по базе не должно вызывать коробления литой заготовки.
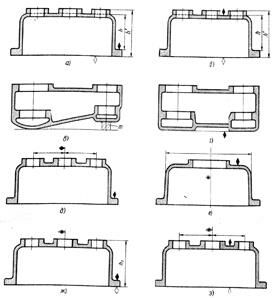 |
Рис.6.23 Черновые базы и базы механической обработки.
Для черновой базы нельзя использовать поверхность, подвергаемую механической обработке.
В детали, изображенной на рис.6.23,а, черновой базой могут служить или отмеченная зачерненным ромбиком поверхность фланца, или верхняя плоскость детали (вид б).
Технологическая база механической обработки показана светлым ромбиком.
Разъясним понятие технологической базы для механической обработки. Технологическая база это поверхность, которой деталь ориентируется в приспособлении при ее механической обработке. В данном случае поверхность, обозначенная светлым ромбиком, это технологическая база для второй обработки. В перовой операции механической обработки в соответствии с правилом первоочередности обработки одной из двух связанных поверхностей, в первую очередь должна обрабатываться менее точная, а технологической базой должна служить связанная с нею размером (принцип совмещения баз) черновая литейная база.
От черновой базы координируют все остальные литейные поверхности (размеры ), от базы механической обработки – все остальные механически обрабатываемые поверхности (размеры
), от базы механической обработки – все остальные механически обрабатываемые поверхности (размеры ). Базу механической обработки выполняют с минимальным припуском, что обеспечивает равномерное распределение припусков по остальным поверхностям механической обработки.
). Базу механической обработки выполняют с минимальным припуском, что обеспечивает равномерное распределение припусков по остальным поверхностям механической обработки.
Иногда черновые базы приходится создавать искусственно, вводя технологические приливы ( , вид в) или изменяя соответствующим образом конфигурацию детали (вид г).
, вид в) или изменяя соответствующим образом конфигурацию детали (вид г).
В общем случае литейных баз должно быть три – по одной для каждой из осей пространственной системы координат.
Осевыми базами являются оси отверстий бобышек. Осевая база определяет литейные размеры в плоскости, перпендикулярной к оси, а поверхностная база — вдоль оси (вид д)..
Тела вращения имеют только две базы — осевую, совпадающую с осью тела вращения, и высотную, определяющую размеры вдоль с си (вид е). При наличии осевых баз литейные базы и базы механической обработки совмещаются; обшей базой служит ось отверстия, избранного в качестве базового (на видах е-з отмечена двойным ромбиком).
3.2 Колебания размеров отливки и их влияние на конструкцию
 |
Колебания размеров отливки имеют особое значение на участках сопряжения черных стенок с поверхностями, подвергающимися механической обработке. Точность механической обработки во много раз выше точности литейных размеров. Литую деталь можно схематически рассматривать как жесткий остов из поверхностей механической обработки, окруженный «плавающей» оболочкой необработанных поверхностей.
Рис.6.24. Сопряжение черновых и обработанных поверхностей.
Обозначим величину возможных смещений черных поверхностей через к.
При конструировании отливок необходимо соблюдать следующие правила:
1) выступающие обрабатываемые поверхности должны быть расположены выше черных поверхностей на величину к (рис.6.24,а), предупреждающую врезание инструмента в соседние необработанные поверхности (вид б);
2) углубленные обрабатываемые поверхности следует располагать ниже черных поверхностей на величину  (вид в), предупреждающую недоход инструмента (вид г) и образование черновин;
(вид в), предупреждающую недоход инструмента (вид г) и образование черновин;
3) толщина стенок, прилегающих к обрабатываемым поверхностям (вид д), должна быть больше конструктивно необходимой толщины на величину . Иначе при смещении литых поверхностей может наступить недопустимое утонение стенки (вид е).
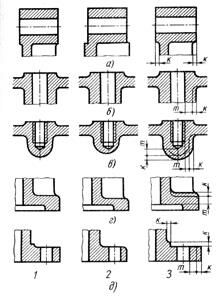 |
Рис.6.25. Сопряжения черновых и обработанных поверхностей контура стыка.
На рис.6.25 приведены примеры применения указанных правил для ступиц (виды а), бобышек (виды б, в) и фланцев (виды г, д).
Стыковые плоскости следует соединять с ближайшими черными стенками поверхностями, перпендикулярными к плоскости обработки, высотой не менее ), иначе возможно искажение
Величина зависит от точности литья, габаритов отливки, расстояния данного элемента до базы литейных размеров и базы размеров механической обработки и определяется в общем случае расчетом размерных цепей. Практическое конструирование нуждается в более простом методе определения величины к.
Для нахождения можно воспользоваться припусками на механическую обработку), поскольку последние определяются теми же параметрами, что и (наибольший габаритный размер отливки, расстояние от литейных баз, класс точности литья). Во избежание подсчета при литье под давлением величину рекомендуется принимать равной 0,5 мм. Это объясняется тем, что при любом способе заполнения в отливке будет плотная оболочка толщиной около 1 мм и чтобы ее не срезать глубина резания не должна быть больше 0,5 мм. Значения можно непосредственно использовать для определения удаления обрабатываемых поверхностей от черных.
Толщину стенок бобышек проще определять из соотношения , где
, где  – средняя толщина стенок оливки;
– средняя толщина стенок оливки;  – коэффициент, равный для литья под давлением 1,5. Это соотношение практически гарантируют от чрезмерного уменьшения толщины стенок.
– коэффициент, равный для литья под давлением 1,5. Это соотношение практически гарантируют от чрезмерного уменьшения толщины стенок.
4. Нанесение размеров
Нанесение размеров на чертежах литых деталей должно отражать расположение литейных баз и баз механической обработки, а также учитывать отклонения размеров.
Основные правила нанесения размеров литых деталей следующие:
1) необрабатываемые поверхности следует привязывать к литейной черновой базе непосредственно или с помощью других размеров;
2) вторую базу механической обработки следует закоординировать относительно черновой литейной базы;
3) все остальные размеры механически обрабатываемых поверхностей – закоординировать относительно второй базы механической обработки непосредственно или с помощью других размеров.
Привязывать литейные размеры к размерам механически обрабатываемых поверхностей и наоборот недопустимо, за исключением случая, когда литейная база и база механической обработки совпадают (осевые базы).
Приведенные правила необходимо соблюдать для всех трех координатных осей отливки.
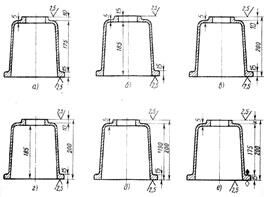 |
Рис.6.26. Простановка размеров на литой детали.
На рис.6.26 приведены варианты нанесения размеров литой детали. Нанесение размеров по виду а неверно. Расстояние между обрабатываемыми плоскостями. привязанными к черным поверхностям суммой размеров 15, 175 и 10 мм, в данном случае колеблется в широких пределах вместе с колебаниями размеров черных поверхностей. Например, если при первой операции механической обработки обрабатывать нижнюю плоскость с шероховатостью 2,5, то при обработке верхней плоскости только что обработанная плоскость должна служить технологической базой. В этом случае точность размера 10 выдержать невозможно из-за большой погрешности базирования, равной сумме допусков на размеры 15 и175.
Такая же ошибка допущена в конструкции б, где расстояние между обрабатываемыми поверхностями задано суммой размеров 185 и 15 мм.
При нанесении размеров по виду в расстояние между обрабатываемыми плоскостями (200 мм) выдерживается в необходимых узких пределах (в пределах допуска на механическую обработку, который меньше чем допуск на любой литой размер). Ошибка заключается в том, что черные поверхности привязаны к смежным обрабатываемым плоскостям (размеры 15 и 10 мм). Выдержать такую координацию практически невозможно опять же из-за погрешности базирования; которая при обработке верхней плоскости в размер 10 равна сумме допусков на размеры 15 и 200., что значительно больше допуска на размер 10.
На виде г ошибка усугублена тем, что толщина верхней горизонтальной стенки (заданная в предыдущих случаях непосредственно размером 5 мм) определена высотой внутренней полости, заданной относительно обрабатываемой нижней плоскости (размер 185 мм). Таким образом, вводится еще один источник неточности. Толщина стенки будет колебаться в широких пределах.
В системе нанесения размеров по виду д положение нижней обрабатываемой плоскости задано двумя размерами – от верхней черной поверхности детали (размер 190 мм) и от верхней черной поверхности фланца (размер 15 мм). Выдержать такую координацию практически невозможно.
На виде е показана правильная система простановки размеров. В качестве черновой базы выбрана верхняя, необрабатываемая поверхность фланца. К ней размером 15 мм привязана база механической обработки (нижняя плоскость фланца). К базе механической обработки привязана обрабатываемая верхняя плоскость (размер 200 мм). Верхняя черная поверхность, координируется от литейной базы (размер 175 мм) и от нее – толщина верхней стенки (размер 5 мм).
Расстояние между верхней обрабатываемой плоскостью и верхней черной стенкой становится замыкающим звеном размерной цени и служит компенсатором отклонений расположения поверхностей, получаемых литьем. Поскольку величина к на чертеже не оговорена, ее не принимают в расчет при контроле детали. Разумеется, номинальное значение к должно быть больше максимально возможного смещения верхней стенки в результате неточности литья.
Примеры неправильного и правильного нанесения размеров на литых деталях приведены на рис.6.27 и 6.28 (неправильно нанесенные размеры заключены в прямоугольные рамки).
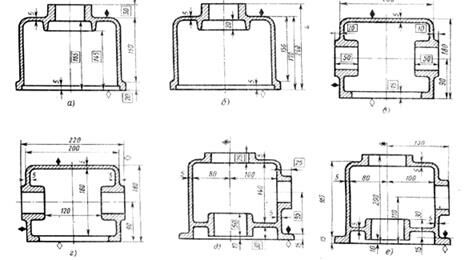
Рис.6.27. Примеры неправильного и правильного нанесения размеров на литых деталях.
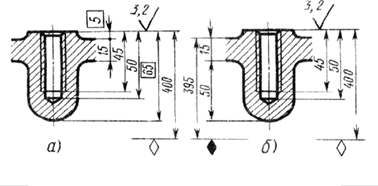 |
Рис.6.28. Правильное и неправильное нанесение размеров на бобышках.
5. Точность размеров отливок
Точность размеров деталей, изготовляемых литьем под давлением, необходимо рассматривать в двух аспектах: во-первых, с точки зрение требований, гарантирующих нормальную работу механизмов пресс-формы и, во-вторых, с точки зрения технологических возможностей достижения минимальных колебаний размеров отливок. Точность размеров реальной отливки оценивается соответствием их номинальным размерам, указанным на чертеже.
Наибольший экономический эффект при изготовлении отливок достигается в тех случаях, когда отливка после удаления из пресс-формы почти не подвергается механической обработке. Вместе с тем решение вопроса о необходимости механической обработки возможно только на основе знания точности, которую можно получить в процессе литья под давлением. Количественным критерием точности должна служить наибольшая величина отклонений действительных размеров отливки от значений размеров, заданных конструктором.
В научно-технической литературе по литью под давлением вопросам точности размеров отливок уделено значительное внимание. Однако литературные данные довольно противоречивы из-за различия методик построения системы допусков. Это приводит к тому, что рекомендуемые в работах [33, 38] допуски на один и тот же размер отливки имеют значительные расхождения, в связи с чем во многих случаях при назначении допусков приходится учитывать производственный опыт.
В тех случаях, когда какой либо размер отливки с требуемой точностью невозможно получить литьем под давлением или экономически неоправданно из-за удорожания стоимости пресс-формы, назначают припуск на механическую обработку, который колеблется от 0,3 до 0,8 мм. В особых случаях допускается припуск на механическую обработку до 1,2 мм. Иногда, чтобы получить отливку требуемой точности без механической обработки, увеличивают затраты на изготовление пресс-фромы. Деталь пресс-фромы, оформляющую этот размер, делают в виде быстросменной вставки, что позволяет после испытания пресс-формы и измерения пробных отливок заменить ее или довести размер.
Факторы, влияющие на точность размеров отливок. При литье под давлением к факторам, вызывающим погрешности размеров отливок относят следующие: точность изготовления оформляющей полости пресс-формы; износ поверхностей пресс-формы; колебания усадки сплава; точность перемещения и сопряжения подвижных частей пресс-формы; деформация отливки при ее извлечении из формы.
Конструктор должен помнить, что точность изготовления оформляющей полости зависит от конфигурации отливки. Например, элементы формы образованные плоскостями, цилиндрическими и коническими поверхностями могут быть выполнены по пятому квалитету точности. Размеры, координирующие более сложные геометрические поверхности второго порядка могут быть выполнены по шестому квалитету с применением ручного труда. Очевидно, что это удорожает форму и снижает точность отливки.
Износ поверхности оформляющей полости формы происходит в результате царапания поверхности формы движущимся сплавом, термодинамическим ударом по поверхности при охлаждении отливки, химического взаимодействия сплава и материала формы. Износ выражается в образовании на поверхности формы трещин и сетки разгара. Дефект исправляется зачисткой формы на 0,05-0,1 мм. После нескольких зачисток форму приходится списывать. Здесь также износ формы зависит от конфигурации отливки. Меньше изнашиваются конические внутренние поверхности, любые поверхности с большим уклоном, стержни изнашиваются быстрее, чем полости. Наибольший износ происходит под действием алюминиевых и медных сплавов, наименьший – магниевых.
Колебания усадки сплава зависят от совокупности таких факторов, как стабильность технологического процесса, типа сплава, толщины стенок отливки, места подвода питателей, Конструкция детали определяет два вида усадки: затрудненную – для внутренних полостей и отверстий детали и свободную – для наружных поверхностей детали.
Все названные факторы являются случайными, приводят к рассеиванию размеров отливки и влияние их на точность очень трудно учитывать.
Для практических целей конструктору можно рекомендовать средние величины расчетных коэффициентов усадки (таб.23), разбив все отливки на две группы: с толщиной стенки до 3 мм и свыше 3 мм.
Таблица 23. Расчетные коэффициенты усадки.
| Сплавы | Толщина стенки отливки, мм | |||
| До 3 | Свыше 3 | |||
| Затрудненная | Свободная | Затрудненная | Свободная | |
| Цинковые | 0,4 | 0,5 | 0,5 | 0,6 |
| Алюминевые | 0,5 | 0,6 | 0,6 | 0,7 |
| Магнивые | 0,6 | 0,7 | 0,7 | 0,8 |
| Латунь | 0,6 | 0,7 | 0,7 | 0,9 |
Точность перемещения и сопряжения подвижных частей пресс-формы влияет на точность отливок, которые из-за сложности конфигурации располагаются в обеих полуформах. Наибольшую точность размеров можно получить, если они оформляются одной частью формы и не зависят от плоскости разъема.
Деформация отливки при извлечении из пресс-формы зависит от конфигурации самой детали (отливки) и во многом определяется правильно выбранными уклонами и конусностью. В тонкостенных отливках конструктор должен предусматривать утолщения, на которые будут давить толкатели.
Классификация размеров отливок, изготавливаемых литьем под давлением основана на расположении отливок в форме. По этому признаку все размеры отливок можно разбить на три группы размеров, оформляемых: 1) в одной части формы, 2) в подвижной и неподвижной полуформах, 3) подвижными деталями формы. Кроме того по общим конструктивным признакам все названные размеры делятся на четыре группы: 1) охватываемые, 2) охватывющие, 3) открытые, 4) радиусы, фаски и расстояния между осями (рис.6.29)
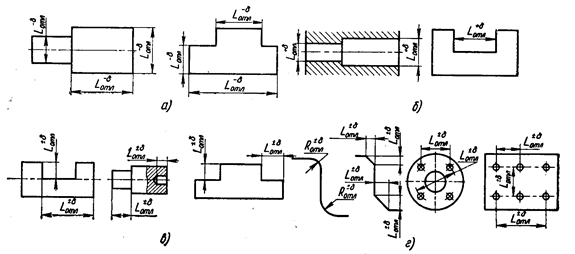
Рис.6.29. Классификация размеров отливок.
Для литья под давлением очень важно не уменьшать без необходимости допуски на размеры (особенно на свободные размеры), так малые допуски повышают стоимость изготовления и сокращают срок службы формы.
Для практической работы в помощь конструктору с учетом влияния рассмотренных выше факторов приводятся дополнительные данные о допускаемых отклонениях в зависимости от конфигурации детали и положения ее различных элементов в форме, которые сведены в таблицу (см.табл.24) применительно к размерам формы, изображенной на рис.6.30.
Таблица 24. Предельные допускаемые отклонения на размеры отливок из сплавов алюминиевых, магниевых и цинковых, изготовленных способом литья под давлением (рис.6.30) [128, 129].
| Характеристика размеров и их обозначения | Отклонения в мм |
| Расстояние осей отверстий, заливаемых перпендикулярно к плоскости разъема формы, от базы измерения Размеры а и б | ±0,05 для размеров до 40 мм. Прибавляются ±0,025 для каждых последующих 25 мм или их частей. Если стержни размещены в двух различных половинках формы, добавить ±0,07. |
| Расстояние осей отверстий, заливаемых параллельно к плоскости разъема формы, от базы измерения Размеры к и л | ±0,07 для размера к, если стержень б находится в части Б формы; ±0,15 для размера л, если стержень Г находится в части А формы |
| Концентричное положение отверстий Размеры в, г, д, е | 0,025 между в и е для стержня в сквозном отверстии (как Е). 0,10 между г, д, е и в, когда стержень Е находится в стержне Д. Допуск применяется для отверстий диаметром больше 10 мм, длина которых превышает 1,5 диаметра. 0,025 между е, ж и з, если отверстия сделаны в той же части формы. |
| Размеры отверстий и углублений | Для алюминиевых и магниевых сплавов ±0,04 для размеров в, г, д, е, ж, з, не превышающих 20 мм. Добавить ±0,04 для каждых последующих 25 мм или их частей. Для цинковых сплавов ±0,02 для размеров в, г, д, е, ж, з, не превышающих 10 мм. Добавить ±0,025 для каждых последующих 25 мм или их частей |
| Размеры ступиц, приливов | ±0,05 для м < 32 мм, если обе торцовые поверхности находятся в одной части формы. Добавить ±0,025 для каждых последующих 25 мм или их частей. ±0,15 для н < 32 мм. Если обе торцовые поверхности находятся в различных частях формы. Добавить ±0,02 для каждых последующих 25 мм или их частей. Обратите внимание на лекцию "4. Математическое описание основных структур". ±0,15 для u 50 мм, если торцовая поверхность образована подвижным стержнем В. Добавить ±0,04 для каждых последующих 25 мм. или их частей. |
| Толщина стенок | ±0,07 для вертикальных стенок (размер о). ±0,10 для горизонтальных стенок (размер п) |
Отверстия и щели. В формах для литья под давлением можно заливать отверстия относительно небольшого диаметра (порядка 1-3 мм). Данные, касающиеся минимальных диаметров литых отверстий, а также длины слепых и сквозных отверстий, были приведены в табл. 15. По мере возможности отверстия следует применять недлинные, большого диаметра и расставлять их на небольшом расстоянии одно от другого.
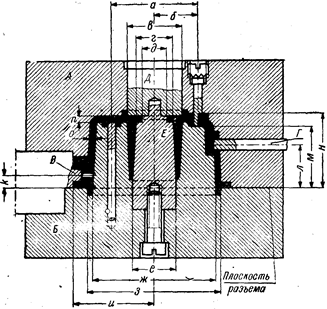
Рис.6.30. Обозначения размеров формы для литья под давлением (допускаемые отклонения на размеры даны в табл.24).



















