
Пэп иных типов
Вопрос 15. Пэп иных типов
Наклонные РС-ПЭП можно условно разделить на две группы: в одну входят ПЭП с излучателем и приемником, расположенными рядом (рис. 9.8, а), в другую — один за другим (рис. 9.8, б). Первую схему называют «Дуэт», вторую «Тандем».
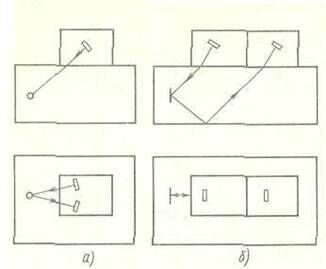
Рис.9.8 Наклонные РС-ПЭП а) с излучателем и приемником, расположенными рядом, б) с излучателем и приемником, расположенными один за другим
В зависимости от траектории распространения ультразвукового пучка относительно поверхности сканирования, РС-ПЭП типа «Дуэт» называют хордовыми и угловыми (рис. 9.9, а, б). Применение хордовых РС-ПЭП возможно только для контроля изделий с большой кривизной поверхности (прежде всего труб с диаметром  мм). Принципиальная особенность этих ПЭП — прозвучивание дефекта горизонтально поляризованной волной, распространяющейся параллельно стенке трубы. Такие условия распространения ультразвукового пучка выполняются, если расстояние по хорде между точками выхода излучателя И и приемника П
мм). Принципиальная особенность этих ПЭП — прозвучивание дефекта горизонтально поляризованной волной, распространяющейся параллельно стенке трубы. Такие условия распространения ультразвукового пучка выполняются, если расстояние по хорде между точками выхода излучателя И и приемника П  (
( — толщина стенки трубы), а призмы наклонены под определенными углами. С целью уменьшения интенсивности поверхностной волны и выравнивания чувствительности по толщине изделия применяют фокусирующие линзы или многослойные призмы с неравномерной скоростью по сечению, перпендикулярному падающему лучу. Благодаря этому при контроле не требуется поперечного сканирования ПЭП, причем уровень полезного сигнала таких ПЭП более высокий по сравнению с известными, что обеспечивает выявление небольших объемных и плоскостных дефектов. Например, при прозвучивании шва отраженным от плоскодонного отражателя диаметром
— толщина стенки трубы), а призмы наклонены под определенными углами. С целью уменьшения интенсивности поверхностной волны и выравнивания чувствительности по толщине изделия применяют фокусирующие линзы или многослойные призмы с неравномерной скоростью по сечению, перпендикулярному падающему лучу. Благодаря этому при контроле не требуется поперечного сканирования ПЭП, причем уровень полезного сигнала таких ПЭП более высокий по сравнению с известными, что обеспечивает выявление небольших объемных и плоскостных дефектов. Например, при прозвучивании шва отраженным от плоскодонного отражателя диаметром  мм лучом на глубине 2 мм уровень полезного сигнала равен 10 ... 12 дБ. Угол призмы данных ПЭП равен 50°, частота 5 МГц, диаметр пьезоэлемента б мм. Радиус кривизны рабочей поверхности ПЭП должен быть равен радиусу кривизны наружной поверхности трубы или превышать его на 1 мм.
мм лучом на глубине 2 мм уровень полезного сигнала равен 10 ... 12 дБ. Угол призмы данных ПЭП равен 50°, частота 5 МГц, диаметр пьезоэлемента б мм. Радиус кривизны рабочей поверхности ПЭП должен быть равен радиусу кривизны наружной поверхности трубы или превышать его на 1 мм.
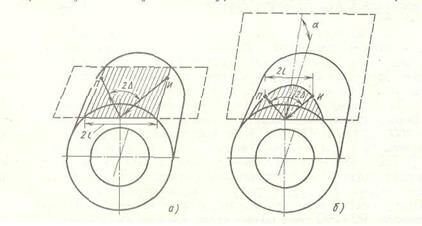
Рис.9.9 РС-ПЭП типа «Дуэт» а) хордовый, б) угловой
Для контроля тонкостенных изделий ( мм) с небольшой кривизной поверхности
мм) с небольшой кривизной поверхности  или плоских более эффективны РС-ПЭП с угловым вводом и выравненной чувствительностью по высоте и ширине (рис. 9.10). Выравнивание чувствительности обеспечивают выбором угла разворота
или плоских более эффективны РС-ПЭП с угловым вводом и выравненной чувствительностью по высоте и ширине (рис. 9.10). Выравнивание чувствительности обеспечивают выбором угла разворота  таким образом, чтобы средняя и верхняя части шва прозвучивались однократно отраженным центральным лучом, а нижняя часть — прямым периферийным лучом, падающим на дефект под углом
таким образом, чтобы средняя и верхняя части шва прозвучивались однократно отраженным центральным лучом, а нижняя часть — прямым периферийным лучом, падающим на дефект под углом  . При этом эхо-сигналы от одного и того же отражателя, расположенного в верхней и нижней части шва, должны быть равны. Это условие можно обеспечить выбором соответствующей диаграммы направленности при определенных углах ввода. В соответствии с сформулированными условиями разработан алгоритм расчета параметров наклонного РС-ПЭП с выравненной (не хуже ±1,5 дБ) чувствительностью по высоте и ширине шва. Установлено, что подобные ПЭП эффективны для контроля сварных соединений без нижнего валика шва высотой 4 ... 16 мм и шириной 8 ... 18 мм. При этом необходимо использовать всего лишь один ПЭП с параметрами:
. При этом эхо-сигналы от одного и того же отражателя, расположенного в верхней и нижней части шва, должны быть равны. Это условие можно обеспечить выбором соответствующей диаграммы направленности при определенных углах ввода. В соответствии с сформулированными условиями разработан алгоритм расчета параметров наклонного РС-ПЭП с выравненной (не хуже ±1,5 дБ) чувствительностью по высоте и ширине шва. Установлено, что подобные ПЭП эффективны для контроля сварных соединений без нижнего валика шва высотой 4 ... 16 мм и шириной 8 ... 18 мм. При этом необходимо использовать всего лишь один ПЭП с параметрами:  . Применение такого ПЭП, как и хордового, не требует сканирования поперек шва.
. Применение такого ПЭП, как и хордового, не требует сканирования поперек шва.
Рекомендуемые материалы
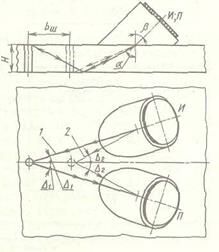
Рис.9.10 РС-ПЭП с угловым вводом и выравненной чувствительностью по высоте и ширине
Помимо ПЭП с описанной выше схемой прозвучивания часто используют преобразователи, один пьезоэлемент которых излучает, а второй принимает отраженные от дефекта колебания, достигающие дефекта и приемника без отражения от внутренней поверхности. Такие ПЭП называют симметричными.
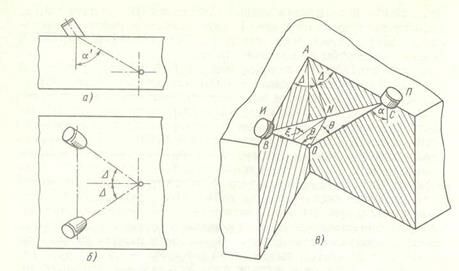
Рис.9.11 Симметричные ПЭП
ПЭП, один пьезоэлемент которых озвучивает дефект прямым лучом, а второй принимает колебания, отраженные от дефекта и донной поверхности, называют асимметричными.
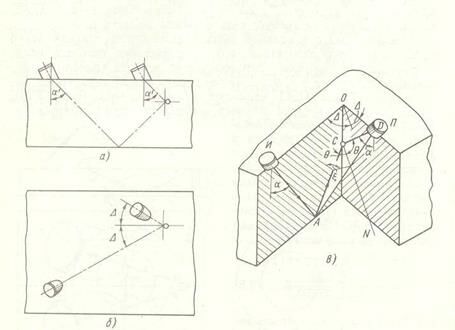
Рис.9.12 Асимметричные ПЭП
Связь между конструктивными параметрами (углы  и
и  ) и акустическими (углы
) и акустическими (углы  и
и  ) симметричного РС-ПЭП определяют согласно выражениям:
) симметричного РС-ПЭП определяют согласно выражениям:
 (9.1)
(9.1)
Для асимметричного преобразователя
 (9.2)
(9.2)
Результаты расчета параметров по выражениям (9.1) и (9.2) приведены на рис. 9.12, а, 6 (сплошные и штриховые линии — соответственно и ).
На основании полученных данных нетрудно выбрать оптимальные значения углов. Критерием выбора является максимум отношения  . Как следует из анализа зависимостей, для преимущественного формирования горизонтально поляризованной волны в симметричных ПЭП угол разворота
. Как следует из анализа зависимостей, для преимущественного формирования горизонтально поляризованной волны в симметричных ПЭП угол разворота  необходимо уменьшать, а в асимметричных — увеличивать.
необходимо уменьшать, а в асимметричных — увеличивать.
Симметричные РС-ПЭП, возбуждающие поперечные и продольные волны, достаточно эффективны при контроле изделий с крупнозернистой структурой, в первую очередь аустенитных сварных швов. Наклонные РС-ПЭП для возбуждения поверхностных волн являются практически единственным устройством для обнаружения поверхностных и подповерхностных дефектов в тонкостенных анизотропных металлах и сплавах. Применение для этих целей наклонного совмещенного ПЭП крайне затруднено вследствие большого уровня помех, вызванных интерференцией основного и бокового лепестков диаграммы направленности. Для обеспечения максимально возможной чувствительности при выявлении поверхностных дефектов разработаны специальные РС-ПЭП на частоту 5 МГц с углом призмы, равным  , и менисковым контактом.
, и менисковым контактом.
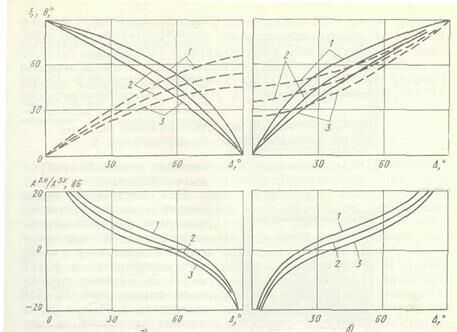
Рис. 9.12
Лекция "7 Технология приготовления блюд азербайджанской кухни" также может быть Вам полезна.
При их применении удается уверенно обнаруживать все плоскостные и объемные дефекты, линейные размеры которых 0,7 ... 0,15 мм, выходящие наружу или залегающие на глубине до 1,5 мм.
С целью обнаружения подповерхностных дефектов наиболее эффективно использовать РС-ПЭП типа «Дуэт» для возбуждения головных волн. Требования к размерам пьезоэлементов и призмы аналогичны рассмотренным выше, однако для повышения амплитуды полезных сигналов необходимо увеличить размеры пьезоэлементов и, как следствие, размеры призм.
С целью повышения вероятности обнаружения вертикально ориентированных плоскостных дефектов и оценки их формы при контроле толстостенных изделий ( 40 мм) разработан ряд РС-ПЭП типа «Тандем». В этих преобразователях излучающий и приемный пьезоэлементы, будучи кинематически связанными между собой, совершают взаимно противоположное поступательное симметричное движение.
40 мм) разработан ряд РС-ПЭП типа «Тандем». В этих преобразователях излучающий и приемный пьезоэлементы, будучи кинематически связанными между собой, совершают взаимно противоположное поступательное симметричное движение.
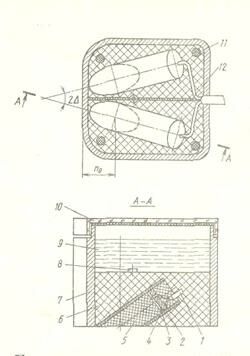
Рис.9.13
Разнообразие в конструкцию ПЭП вносит типоразмер и конфигурация изделия, различного рода выступы, галтели, буртики, выпуклость и ширина сварного шва, доступность к месту контроля и т. д. Эти особенности обусловливают необходимость доработки и усовершенствования существующих ПЭП или создания новых конструкций.

















