Курсовая работа: Разработка технологического процесса механической обработки детали Клапан
Описание
Оглавление
ГЛАВА 1 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ. 6
1.1Назначение и область применений. 6
1.2Анализ детали на технологичность. 7
1.3Определение типа производства. 9
1.4Характеристики материала. 10
1.5Разработка технологического процесса. 11
1.6 Выбор режущего и мерительного инструмента. 14
ГЛАВА 2 ПРАКТИЧЕСКАЯ ЧАСТЬ. 16
2.1 Выбор и обоснование способа получения заготовки. 16
2.1.1 Определение массы и размеров заготовки (по 2 вариантам) 16
2.1.2 Определение расхода и КИМ заготовки (по 2 вариантам) 19
2.1.3 Определение стоимости заготовки, cравнение вариантов. 20
2.4 Расчет потребного количества оборудования. 22
2.5 Расчёт режимов резания. 25
2.7 Расчёт численности рабочих. 30
Введение
Технология машиностроения — это область науки, изучающая закономерности и взаимосвязи, возникающие в процессе изготовления деталей и узлов машин. Её основная задача — разработка теоретических основ технологического обеспечения и повышение качества продукции при снижении себестоимости её производства.
Объектом технологии машиностроения является технологический процесс, а предметом — выявление и исследование внутренних и внешних закономерностей этого процесса.
Актуальность дипломного проекта обусловлена необходимостью совершенствования базового технологического процесса изготовления детали «Клапан». От уровня технологической проработки зависит эффективность производственного процесса, стабильность качества выпускаемой продукции, а также конкурентоспособность предприятия. Внедрение современных металлорежущих станков, автоматизация процессов, использование методов технико-экономического анализа способствуют достижению этих целей.
Целью данного исследования является разработка технологического процесса и проектирование участка механической обработки детали «Клапан». В ходе выполнения работы будут получены практические навыки по разработке технологических процессов на металлорежущем оборудовании, в том числе с числовым программным управлением (ЧПУ), а также выполнение расчётов и выбор рационального оборудования и инструмента.
Основная проблема - определить наиболее рациональный технологический процесс возможно только при чётком учёте особенностей конкретного предприятия — его производственной структуры, технического уровня, организации труда и экономических условий. При отсутствии этих данных часть решений в работе носит обобщённый характер, что может повлиять на универсальность результатов.
Объектом исследования является деталь «Клапан», которое применяется как устройством управления потоком рабочей среды в трубопроводной системе. Её функциональное назначение заключается в осуществлении запорных, регулирующих, предохранительных или распределительных операций.
Исследованию подлежат: тип производства данной детали, методы её изготовления, разработка маршрута технологического процесса, выбор базовых поверхностей, технологического оборудования, подбор режущего и вспомогательного инструмента, расчёт режимов резания, норм времени и описание конструкции детали с позиции технологичности.
При целесообразном выборе типа производства и учёте экономических и технических условий возможно существенное снижение себестоимости изготовления детали «Клапан» при сохранении высокого уровня качества.
Задачи исследования
- исследовать организацию предприятия, включая характеристику оборудования, производственных площадей и применяемых технологий.
- проанализировать технологический процесс изготовления детали, включая выбор заготовки, режимы резания, нормы времени, оснастку и инструменты.
- предложить мероприятия по улучшению условий труда, безопасности и мотивации сотрудников, а также рассчитать систему оплаты труда.
- выполнить калькуляцию полной себестоимости детали и оценить экономическую эффективность предложенных решений.
Теоретическая и практическая значимость
Проведение расчётов, подбор оборудования и инструментов, разработка маршрута обработки и нормирование операций позволяет получить практические навыки, необходимые для будущей инженерной деятельности. Это формирует способность быстро ориентироваться в производственных задачах и использовать нормативно-справочную литературу.
Анализ детали на технологичность
На основе анализа чертежа детали «Клапан» можно отметить, что её конструкция в целом технологична. Преобладают поверхности вращения, что удобно для обработки на стандартных токарных и шлифовальных станках. Внешняя и внутренняя цилиндрические точно базировать деталь в центрах и кулачковых патронах, что упрощает настройку и фиксацию на оборудовании. Единственный точный размер, а вернее допуск формы — это плоскостность базы Б, означает, поверхность является сопрягаемой. В целом размеры детали не являются точными, имея большие допуска, что упрощает процесс изготовления и уменьшает номенклатуру оборудования и оснастки.
Таблица 1.2 Данные о поверхностях
Данные о поверхности | Метод обработки поверхности по базовому варианту | ||||
Номер поверхности | Наименование, форма поверхности | Основной размер, мм | Квалитет | R a мкм | |
1 | Торец | Ø14 | h7 | 0.16 | Точение Шлифование |
2 | Поверхность цилиндрическая | 3 | h14 | 6,3 | Точение |
3 | Фаска | 1х45 | h14 | 6,3 | Шлифование |
4 | Поверхность цилиндрическая | 5 | h14 | 6,3 | Точение |
5 | Отверстие | ø2 | H12 | 6.3 | Сверление |
6 | Фаска | 0,5х45 | h14 | 6.3 | Точение |
7 | Торец | Ø12 | h12 | 6,3 | Точение |
8 | Отверстие | Ø1.2 | H12 | 6.3 | Сверление |
9 | Поверхность цилиндрическая | 6 | H12 | 6,3 | Точение |
10 | Торец отверстия | Ø10 | h9 | 1,25 | Точение |
11 | Фаска | 0,5х45 | h14 | 6.3 | Точение |
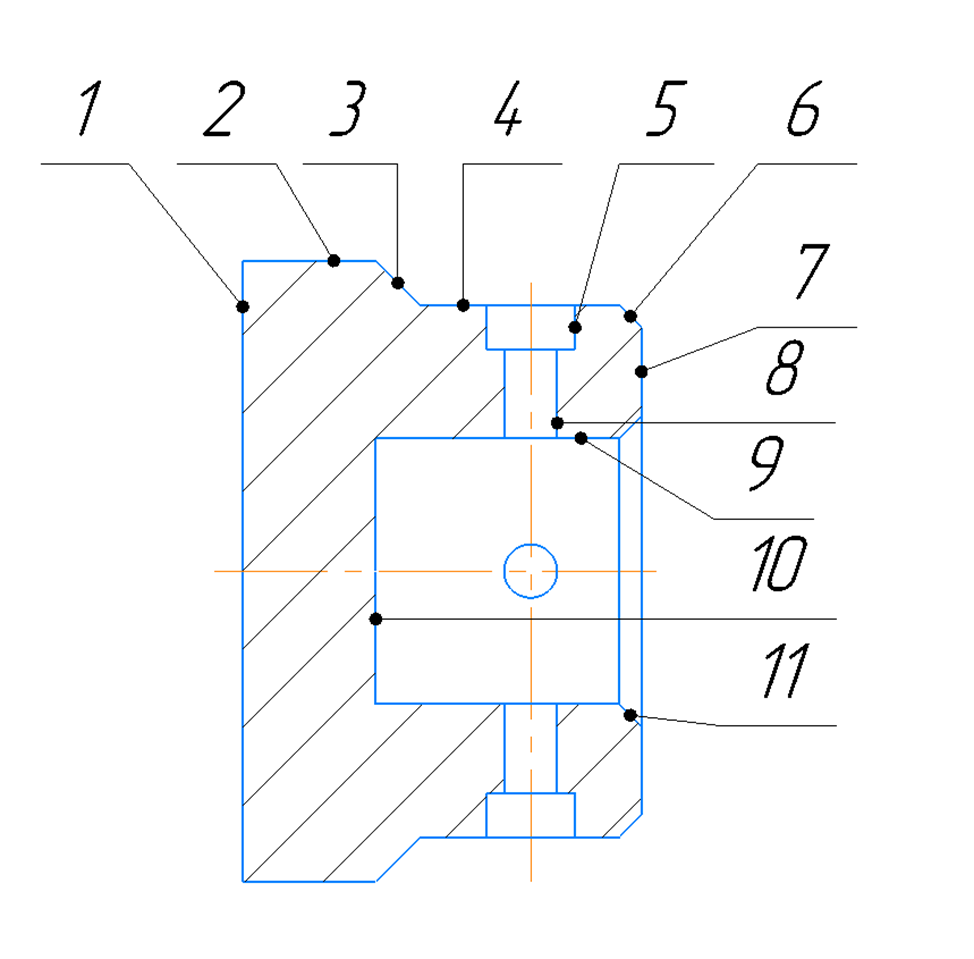
Рис. 1 Нумерация всех поверхностей
 all_at_700
all_at_700
















