
Соединения элементов металлических конструкций
Глава 10
Соединения элементов металлических конструкций
_____________________________________________________________
ВВЕДЕНИЕ
Соединения элементов металлических конструкций Наиболее распространенными видами соединений металлических строительных конструкций являются сварные. В настоящее время более 95% стальных конструкций выполняется с соединениями на сварке при изготовлении и более 60% на монтаже. Сварка упрощает конструктивную форму соединения, дает экономию металла, позволяет применять высокопроизводительные механизированные способы, что значительно уменьшает трудоемкость изготовления конструкций. Однако повышенная концентрация напряжений, обусловленная наличием в швах дефектов (подрезы, непровары, поры, шлаковые включения и т.п.), механическая неоднородность сварных швов и возникающие при сварке внутренние остаточные напряжения в соединении усложняют его работу, а в ряде случаях при действии динамических нагрузок и при низких температурах способствуют хрупкому разрушению.
Кроме сварных соединений, в металлических конструкциях применяются болтовые. Относительно малая трудоемкость и простота технологии выполнения, не требующая монтажников высокой квалификации, надежность в работе способствуют их широкому распространению в строительстве при монтаже металлических конструкций. В последнее время болтовые соединения находят применение в основных соединениях при изготовлении конструкций в заводских условиях. Однако болтовые соединения металлоемки по сравнению со сварными, так как имеют стыковые накладки и ослабляют сечения элементов отверстиями для болтов.
10.1. СВАРНЫЕ СОЕДИНЕНИЯ
В современном строительстве для соединения элементов получила распространение главным образом электродуговая сварка. Ограниченное применение находят контактная сварка, газовая, газопрессовая, сварка трением, холодная, ультразвуковая.
10.1.1. Сущность сварки
Рекомендуемые материалы
Сварка представляет собой процесс молекулярного соединения свариваемых металлов путем местного нагрева их до жидкого состояния (сварка плавлением) или вязкого (сварка давлением).
Электродуговая сварка основана на явлении возникновения дуги между металлическим стержнем (электродом) и свариваемыми деталями (рис. 10.1). Дуга, будучи концентрированным источником тепла, расплавляет кромки основного металла и металл электрода, образуя сварной шов.

Рис. 10.1. Схема электродуговой сварки:
1 – металлический электрод; 2 – электрододержатель; 3 – источник тока;
4 – провод; 5 – изделие; 6 – электрическая дуга; 7 – шов
Источником тока могут быть генераторы, дающие постоянный ток, или сварочные трансформаторы, дающие переменный ток.
10.1.2. Способы сварки металлических конструкций
Классификация способов сварки металлоконструкций приведена на рис. 10.2.
В зависимости от среды, в которой происходит дуговой разряд, различают три разновидности электросварки: открытой дугой; закрытой дугой, горящей под слоем флюса; дугой, горящей в среде защитного газа.
В зависимости от условий изготовления и монтажа, конструктивных особенностей узлов и элементов металлоконструкций, основных конструкционных материалов применяются следующие способы электродуговой сварки: ручная, механизированная и автоматическая.
Ручная сварка осуществляется штучными электродами, имеющими специальное покрытие, которое выполняет стабилизирующие, защитные и легирующие функции. Ручная сварка позволяет осуществлять качественное соединение во всех пространственных положениях и в любых погодных условиях. При этом способе длина дуги, подача электрода со скоростью его расплавления и перемещение дуги вдоль свариваемых кромок осуществляется вручную.
Автоматическая и механизированная сварки под флюсом – это способы дуговой сварки, при которых дуга горит между электродом и свариваемым изделием под слоем флюса. Флюс, расплавляясь, обеспечивает надежную защиту расплавленного металла и повышает стабильность горения дуги.
Сварка осуществляется автоматом или полуавтоматом с подачей сварочной проволоки без покрытия.



Рис. 10.2. Классификация способов дуговой сварки металлоконструкций
При механизированной сварке в среде углекислого газа процесс ведется плавящейся голой электродной проволокой на постоянном токе обратной полярности.
В настоящее время широкое распространение получает высокопроизводительная механизированная сварка порошковой проволокой, представляющей собой металлическую трубку-оболочку диаметром 2…3 мм, изготовленную из стальной ленты толщиной 0,2…0,5 мм с запрессованным внутрь порошком шлако- и газообразующих компонентов, которые обеспечивают защиту расплавленного металла от воздуха, необходимое раскисление и легирование. Механизированная сварка порошковой проволокой не уступает ручной сварке по доступности выполнения работ, обеспечивая в то же время высокие производительность и качество.
Электрошлаковая сварка представляет собой разновидность сварки плавлением. Этот тип сварки удобен для вертикальных стыковых швов элементов толщиной 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака Сварочная ванна защищена с боков медными формирующими шов подвижными охлаждаемыми ползунами. Шов получается хорошего качества.
Контактная сварка является одним из видов сварки давлением, основана на нагреве и пластическом деформировании соединяемых элементов. Нагрев металла осуществляется электрическим током, проходящим через детали, находящиеся в плотном контакте. При изготовлении строительных стальных конструкций используют три вида контактной сварки: точечную, шовную и стыковую.
Сварка конструкций является одной из трудоемких операций, удельный вес которой достигает 30% от общей трудоемкости изготовления. Способ сварки зависит от конструктивной формы, толщины свариваемых деталей, расположения, протяженности и сечения швов.
Ручная сварка применяется, главным образом, в труднодоступных местах, при постановке сборочных прихваток, при ремонте сварных соединений и т.п.
Автоматическую сварку под слоем флюса используют для стыковых и угловых прямолинейных швов протяженностью более 500 мм. Ее применяют для поясных швов балок, колонн, укрупнения листовых конструкций и других элементов.
Механизированная сварка несколько менее производительна, чем автоматическая, но весьма эффективна при выполнении прямолинейных и коротких криволинейных швов в нижнем и наклонных положениях, реже – в вертикальном. Механизированная сварка в среде углекислого газа применяют для сварки прерывистых коротких швов и швов, не доступных для сварки автоматом. Наиболее эффективна она при изготовлении решетчатых конструкций, приварке ребер жесткости, диафрагм, фланцев и т.п.
10.1.3. Ручная дуговая сварка плавящимся электродом
Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Сущность способа. Источником энергии при ручной дуговой сварке является электрическая дуга, которая возбуждается между свариваемым металлом и электродом.
На рис. 10.4 схематически изображены основные элементы сварочной дуги.

Рис. 10.3. Ручная сварка металлическим электродом:
1 – свариваемый металл; 2 – сварочная ванна; 3 – сварочная дуга; 4 – наплавленный металл; 5 – шлаковая корка; 6 – жидкий шлак; 7 – покрытие электрода; 8 – стержень электрода; 9 – электрододержатель; 10 – источник питания

Рис. 10.4. Схема сварочной дуги:
1 – изделие (анод); 2 – электрод (катод); 3 – капля расплавленного металла;
4 – положительный столб дуги; 5 – ванна; 6 – пламя (ореол)
Плавящийся электрод представляет собой металлический стержень, на поверхность которого нанесено покрытие определенного состава и толщины (рис. 10.5).

Рис. 10.5. Покрытый металлический электрод:
1 – стержень; 2 – участок перехода;
3 – покрытие; 4 – контактный торец без покрытия
Размеры, классификацию и общие технологические требования к обмазанным электродам регламентирует ГОСТ 9467-75*. Стандартные размеры электродов приведены в табл. 10.1.
Таблица 10.1
Размеры электродов
| Диаметр стержня электрода d, мм | Длина электрода L (мм) со стержнем из проволоки | |
| углеродистой или легированной | высоколегированной | |
| 1,6; 2 | 225 или 250 | 225 или 250 |
| 2,5; 3 | 350 | 250 |
| 4 | 400 или 450 | 350 |
| 5; 6; 8; 10; 12 | 450 | 350 или 450 |
Ходовые диаметры электродной проволоки 3…6 мм. Диаметр электрода определяется диаметром стержня без учета толщины покрытия.
С уменьшением диаметра или увеличением длины электрода увеличивается его омическое сопротивление, что влечет за собой увеличение нагрева электрода при сварке. Если нагрев будет чрезмерным, то электрод будет быстро плавиться (течь) или преждевременно будут сгорать органические составляющие покрытия, не выполняя своих защитных функций.
Электродное покрытие служит для защиты сварочной ванны от воздействия воздуха и для улучшения структуры металла шва (раскисления и легирования металла сварочной ванны), а также для облегчения ведения процесса сварки (стабилизации дугового разряда). С этой целью в состав покрытия включаются следующие основные элементы:
– шлакообразующие, снижающие скорость остывания наплавленного металла под слоем шлака, что способствует выходу на поверхность пузырьков газов и различных неметаллических включений;
– газообразующие, защищающие расплавленный металл от воздействия азота и кислорода;
– раскисляющие, связывающие кислород и рафинирующие наплавленный металл (освобождающие шов от шлаковых включений и вредных примесей);
– легирующие, повышающие механические характеристики шва и придающие ему специальные свойства (жаростойкость, износоустойчивость, коррозийную стойкость);
– стабилизирующие, ионизирующие дуговой промежуток;
– стальные порошки, повышающие производительность сварки, дающие экономию дефицитных ферросплавов и электродной проволоки и улучшающие стабильность дуги.
Ввиду разнообразия высококачественных покрытий электроды классифицируются не по составу покрытия, а по результатам механических испытаний образцов наплавленного металла и сварного стыкового соединения.
Различают типы и марки электродов. Тип электрода показывает минимально гарантируемое временное сопротивление наплавленного металла в кН/см2 (Э42; Э42А; Э46; Э50; и др.). Марка электрода определяет состав покрытия и его технологические свойства (род и полярность тока, возможность сварки в различных пространственных положениях). Каждому типу электродов может соответствовать несколько марок.
При изготовлении сварных конструкций применяют низкотоксичные рутиловые электроды марок ЗРС-1, АНО-1, ОЗС-3 и др. На монтаже широко используются электроды марок МР-3, АНО-3, АНО-1, ОЗС-4 и другие, пригодные для сварки в любом пространственном положении.
Фторокальцевые электроды УОНИ-13/45, УОНИ-13/55 применяются для сварки наиболее ответственных конструкций как на заводе, так и на монтаже, обеспечивая очень высокое качество наплавленного металла.
Электроды должны удовлетворять следующим основным требованиям:
1. Обеспечивать определенные механические свойства наплавленного металла и сварного соединения, а также химический состав металла шва;
2. Иметь хорошие технологические и сварочные свойства и обеспечивать:
а) сварку на переменном и постоянном токе и в любом пространственном положении;
б) легкое зажигание дуги и ее устойчивое спокойное горение без чрезмерного разбрызгивания металла и шлака;
в) равномерное плавление покрытия без откалывания кусков и образования чрезмерно больших «чехольчика» или «втулочки», препятствующих сварке;
г) равномерное покрытие наплавленного металла шлаком и легкое удаление последнего;
д) получение наплавленного металла без пор и трещин.
3. Обеспечивать высокую производительность, характеризуемую величиной коэффициента наплавки.
4. Себестоимость электрода должна быть небольшой.
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке режим определяется диаметром электрода, силой сварочного тока, напряжением на дуге, скоростью перемещения электрода (скоростью сварки), родом и полярностью тока, положением шва в пространстве.
Диаметр электрода для сварки выбирают в зависимости от толщины свариваемого металла, количества слоев шва и положения в пространстве. Примерные диаметры электродов, используемых для сварки в нижнем положении, рекомендуется принимать по табл. 10.2.
Таблица 10.2
Диаметры электродов
| Толщина металла, мм | 3…5 | 4…10 | 12…24 | 30…40 |
| Диаметр электрода, мм | 3…4 | 4…5 | 5…6 | 6…8 |
Первый слой при сварке многослойных швов выполняется электродами диаметром не более 3…4 мм.
По принятому диаметру электрода и положению шва в пространстве, воспользовавшись формулой К.К. Хренова, можно подобрать величину сварочного тока, определяющую устойчивость горения дуги:
Iсв = (20 + 6d)d,
где Iсв – сила сварочного тока, А;  диаметр электрода, мм.
диаметр электрода, мм.
Для повышения производительности процесса сварки целесообразно применять максимально допустимый для данного типа электродов сварочный ток.
Выбирают такую скорость сварки, при которой можно получить шов требуемого поперечного сечения. Род и полярность тока зависят от свариваемого металла и применяемых электродов.
Металл небольшой толщины сваривают на постоянном токе обратной полярности (плюс на электроде). Этим уменьшается вероятность образования прожогов и перегрева металла. Низкоуглеродистые и низколегированные стали средней и большой толщины экономичнее сваривать на переменном токе.
Сварку швов в вертикальном и потолочном положении выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10…20% ниже, чем для сварки в нижнем положении. Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20…30 В и указывается в паспорте на электроды.
Технология дуговой сварки. Процесс сварки начинается с зажигания сварочной дуги, для чего сварщик легким прикосновением конца электрода к изделию создает короткое замыкание цепи. Зажигание осуществляется либо прямым отрывом на 2…3 мм электрода после короткого замыкания («впритык»), либо скользящим движением конца электрода с кратковременным касанием электрода («спичкой»), как это видно на рис. 10.6.

Рис. 10.6. Способы зажигания дуги:
а – «впритык»; б – «спичкой»
Если сварщик замедлит отрыв электрода от изделия, может произойти «примерзание» электрода, т.е. приварка его конца к изделию, так как под действием большого тока конец электрода быстро расплавляется
Сварочная дуга вызывает интенсивный местный нагрев. Металл изделия в зоне горения дуги быстро достигает жидкого состояния, образуя ванну расплавленного металла. Металл на конце электрода также расплавляется и под действием сил поверхностного натяжения получает сфероидальную, каплевидную форму. В ванне жидкие металлы электрода (присадочный металл) и изделия (основной металл) смешиваются, образуя однородный сплав.
Чтобы обеспечить качественную сварку, сварщик должен беспрерывно поддерживать нужную длину дуги, не допускать ее обрывов и манипулировать электродом в определенном порядке. Постоянство длины дуги обеспечивается непрерывной подачей электрода к изделию по мере его расплавления.
Вследствие давления газов и потока электронов, исходящего из конца электрода в процессе сварки, на основном металле образуется углубление, называемое кратером. Расстояние между концом электрода и дном кратера называют длиной дуги. Обычно нормальная длина дуги поддерживается в пределах 0,5…1,1d.
Чрезмерное увеличение длины дуги ухудшает качество сварки из-за уменьшения устойчивости горения дуги и увеличения доступа воздуха к расплавленному металлу. Кроме этого повышается угар (испарение части расплавленного металла электрода и шлака в виде окислов) и разбрызгивание металла, ухудшается формирование шва.
Толщина слоя основного металла, перешедшего в расплавленное состояние, называется глубиной провара. При обычной ручной сварке глубина провара незначительна, достигает 1…2 мм.
Манипуляция электродом состоит из двух движений – движения вдоль шва и движения поперек шва. Ведение дуги производится таким образом, чтобы обеспечить проплавление свариваемых кромок и получить требуемое количество наплавленного металла при хорошем формировании шва (нормально сформированный шов в большинстве случаев должен иметь ширину, равную 3…5 диаметрам электрода). Это достигается поддерживанием постоянной длины дуги соответствующим перемещением конца электрода (рис. 10.7).

Рис. 10.7. Виды поперечного перемещения конца электрода:
1, 2, 3 – движения, обеспечивающие равномерный прогрев середины и
кромки стыка; 4, 5 – движения, обеспечивающие увеличенный прогрев
середины стыка; 6, 7 – движения, обеспечивающие усиленный прогрев
кромок
Большое значение в технике сварки имеют умелое прерывание дуги и повторное ее зажигание. Следует различать прерывание дуги в процессе сварки, которое произошло самопроизвольно или для смены электрода, и прерывание дуги по окончании сварки шва или его отдельного участка. В первом случае после обрыва дуги в шве образуется кратер, являющийся местом скопления неметаллических включений и причиной образования трещин. Для обеспечения хорошего провара металла в месте кратера повторное зажигание дуги производят на основном металле, а затем переносят дугу на шов и расплавляют металл в месте образования кратера. Во втором случае не допускают образование кратера при обрыве дуги, заплавляя его металлом. Заварку кратера производят, держа электрод неподвижно до самопроизвольного обрыва дуги или частыми короткими замыканиями электрода, что также обеспечивает заполнение кратера металлом.
Протяженность сварных швов имеет большое значение для выбора порядка их выполнения. Короткие швы (длиной не более 250…300 мм) выполняют «на проход», т.е. движением дуги от одного конца шва к другому. Швы длиной 300…1000 мм выполняют от середины шва к концам. Швы большой протяженности обычно выполняют обратноступенчатым способом отдельными участками. Длина участка (ступени) принимается 100…350 мм, в этих пределах равна длине шва, который может быть выполнен целым числом электродов (одним, двумя, тремя и т.д.). При сварке тонкого металла участки делают короче, а при сварке более толстого – длиннее.
Оборудование и принадлежности для электродуговой сварки. Источником тока являются сварочные агрегаты, которые бывают постоянного и переменного тока.
Агрегаты переменного тока состоят из сварочного трансформатора, дросселя (регулятора тока). Агрегаты постоянного тока состоят из сварочного генератора и электродвигателя, вращающего генератор.
К преимуществам агрегатов переменного тока относятся портативность, дешевизна и простота обслуживания агрегата, а также меньший расход электроэнергии.
При постоянном токе дуга горит более устойчиво, процесс сварки проще. Постоянный ток целесообразно применять при наложении вертикальных и потолочных швов, при сварке тонких (t < 4 мм) и толстых (t > 20 мм) листов, а также при сварке низколегированных сталей.
Принадлежностями для ручной сварки являются: электрододержатель (служит для закрепления электрода и подвода к нему сварочного тока), коробка с электродами, щиток или шлем с защитными стеклами, инструмент для очистки мест сварки и шва (специальный молоток, зубило, стальная щетка, шлифовальная машинка), специальное зубило для холодной проковки швов, набор шаблонов для промера швов, спецодежда, рукавицы, клеймо сварщика для клеймения швов по окончании сварки.
Сварщик должен защищать лицо щитком или шлемом, а руки и тело – брезентовой одеждой, так как лучи электрической дуги, попадая на незащищенную кожу, вызывают ожоги с последующим воспалением.
10.1.4. Автоматическая сварка под слоем флюса
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
а)
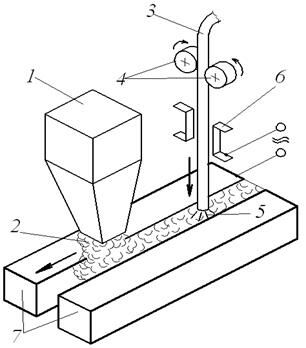

Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса. Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Таблица 10.3
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 120 1250 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 540 78 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
10.1.5. Механизированная сварка в среде углекислого газа
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.

Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.

Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Таблица 10.4
Технические характеристики полуавтомата ПДГ-516 с ВДУ-506
| Параметр | Характеристика |
| Напряжение в сети, В Диаметр электродной проволоки, мм Скорость подачи проволоки, м/ч Номинальный сварочный ток, А Масса подающего устройства, кг | 380 1,2…2 100…960 500 16* |
* Масса подающего устройства без блока управления
Режим механизированной сварки, выбираемый в зависимости от толщины свариваемых деталей, определяется диаметром электродной проволоки, силой сварочного тока, напряжением дуги, скоростью подачи проволоки и скоростью сварки, вылетом электродной проволоки и расходом углекислого газа. Ориентировочные режимы двусторонней механизированной сварки в углекислом газе стыковых соединений без разделки кромок приведены в табл. 10.5.
Параметры режима сварки в значительной степени влияют на качество и размеры шва. Например, повышение силы тока увеличивает глубину проплавления и может привести к прожогу. Увеличение скорости сварки может, в свою очередь, привести к непровару в шве. Критерием оптимального режима сварки принято считать равнопрочность металла сварного шва и основ-
Таблица 10.5
Параметры режима двусторонней механизированной сварки
| Толщина металла, мм | Зазор, мм | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, м/с | Расход СО2 |
| 3 | 0+1,5 | 1,2 | 170…180 | 20…23 | 215 | 8…10 |
| 4 | 0+1,5 | 1,6 | 220…240 | 25…27 | 218 | 15…16 |
| 6 | 0+1,5 | 2,0 | 300…320 | 28…30 | 215 | 15…16 |
ного металла, отсутствие внешних и внутренних дефектов и получение заданной геометрии шва.
10.1.6. Термическое воздействие сварки на металл,
сварочные напряжения и деформации
Процесс сварки плавлением сопровождается нагреванием металла сварочного соединения, который претерпевает структурные и химические изменения. Различают три зоны соединения: зону наплавленного металла, зону термического влияния сварки и зону основного металла. Зоной термического влияния называют прилегающий к шву участок основного металла, в котором происходят структурные фазовые изменения вследствие нагрева до температуры выше 720оС. Глубина этой зоны при ручной сварке приблизительно равна 3…6 мм, при автоматической – 2…4 мм.
Обязательным условием сварки является поддержание температуры расплавленного металла шва (стали) в интервале 1500…1600оС.
Внутренние сварочные напряжения в сварных швах и соединениях возникают в результате линейной усадки наплавленного металла из-за неравномерного нагрева свариваемого металла и изменения объема металла при изменении его структуры. При сварке участки, окружающие место сварки, сопротивляются развитию температурных деформаций, подвергаясь сжатию. Во время затвердевания и последующего охлаждения объем металла шва уменьшается – происходит линейная усадка, но, так как он уже жестко связан с основным металлом, его усадка вызывает появление внутренних напряжений. Чем больше объем наплавленного металла, тем больше внутренние напряжения и деформации.
Величина силы сжатия определяется температурным удлинением при нагреве Δl, равном:
Δl = αlΔt,
где α = 0,000012 оС–1 – коэффициент линейного расширения для стали при t ≈ 20оС;
Δt = t2 – t1 – разность температур до и после нагрева элемента;
l – первоначальная длина элемента.
При сварке встык двух листов стыковым швом за один проход возникают не только продольные, но и поперечные сварочные напряжения и деформации (рис. 10.11). Эпюру продольных напряжений σy можно представить как комбинацию эпюр, получающихся при наплавке шва на кромку каждого листа.

Рис. 10.11. Сварочные напряжения при соединении листов встык:
а – эпюры сварочных напряжений; б – уменьшение сварочных
напряжений обратно-ступенчатой сваркой
Поперечные напряжения σx возникают вследствие неодновременного (последовательного) наложения сварного шва по длине стыка.
Ввиду того, что сварной шов соединяет оба листа по прямой линии, создается препятствие их выгибу (штриховые линии) и возникает эпюра поперечных сварочных напряжений σx.
Для уменьшения поперечных сварочных напряжений может быть применен обратноступенчатый способ сварки, при котором шов накладывается отдельными участками, при чем направление сварки на каждом участке обратно общему направлению наложения шва.
Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений в направлении стыка (рис. 10.12). При разогреве в начале сварки детали свободно удлиняются и сближаются между собой. После наложения шва они соединяются в сближенном состоянии. При остывании шов и детали стремятся сократиться, однако концы их закреплены, из-за чего в деталях возникают большие растягивающие напряжения, способные разорвать изделие.

Рис. 10.12. Сварочные напряжения при
стесненной деформации
В соединениях угловыми швами также возникают сварочные напряжения и деформации. В накладываемом листе нахлесточного соединения развиваются однозначные напряжения по краям и разнозначные в середине (рис. 10.13, а). Если лист узкий, т.е. швы находятся на небольшом расстоянии друг от друга, то существенно возрастают поперечные напряжения σx.
В самих швах тоже возникают поперечные усадочные напряжения, поскольку жесткость свариваемых листов препятствует свободному сокращению шва при остывании. Внутренняя часть шва при этом оказывается растянутой, а поверхностный слой, остывающий быстрее, – сжатым (рис. 10.13, б). В многослойном угловом шве (как, впрочем, и стыковом) каждый последующий слой при остывании сжимает предыдущий, отчего усадочные напряжения уменьшаются (рис. 10.13, в).
Влияние сварочных напряжений и деформаций на качество и работу конструкций. Деформации и напряжения, образующиеся при сварке, по-разному влияют на работу конструкций. Это влияние может быть как существенным, так и незначительным, как отрицательным, так и положительным.
Если временные внутренние растягивающие деформации металла шва превышают его пластические свойства при кристаллизации, то образуются недопустимые дефекты типа горячих трещин.



Рис. 10.13. Сварочные напряжения в угловом шве:
а – эпюры сварочных напряжений; б – однослойная сварка;
в – многослойная сварка
Остаточные сварочные деформации, как правило, ухудшают работу конструкций, приводя к отклонениям от проектных размеров. Искажение размеров элементов сварных конструкций затрудняет в некоторых случаях последующую сборку, приводя к дополнительным дорогостоящим операциям по исправлению конструкций. Однако иногда остаточные сварочные деформации могут иметь положительное влияние на работу конструкций. Например, серповидность двутавровой балки можно использовать как начальный строительный подъем.
Укорочение элементов конструкций от сварки требует изготовление деталей и узлов сварных конструкций несколько больших размеров. Величина, на которую увеличиваются размеры конструкции, называется припуском и определяется либо расчетом, либо опытным путем.
Влияние сварочных напряжений на прочность соединения. Многолетний опыт сооружения и эксплуатации стальных сварных конструкций показал, что прочность их при статической и динамической нагрузках в большинстве случаях не зависит от наличия остаточных напряжений. При остаточных напряжениях линейного характера, совпадающих по знаку с напряжениями от нагрузки, может измениться величина усилий, вызывающих местный переход напряжений за пределы текучести и появление пластических деформаций. По достижении в наиболее напряженных точках конструкции предела текучести дальнейший рост напряжений прекратится, так как произойдет перераспределение напряжений на прилежащие зоны металла. Этим обеспечивается высокая прочность сварных соединений.
При плоском однозначном поле сварочных напряжений (например, средняя зона двух листов, сваренных встык, испытывающих растяжение в двух направлениях) они препятствуют развитию пластичности при суммировании сварочных и силовых напряжений и могут вызвать хрупкое разрушение изделия. Их неблагоприятное воздействие усиливается источниками концентрации напряжений вследствие дефектов сварного шва. Особенно опасны сварочные напряжения, появляющиеся при сварке толстых изделий, так как в этом случае распределение остаточных напряжений носит объемный характер, еще более затрудняющий влияние пластичности материла на выравнивание напряжения.
Остаточные сварочные деформации, влияя на геометрическую форму конструкций и их элементов, иногда снижают их несущую способность. Такие деформации, как искривление продольной оси элементов, работающих на сжатие, грибовидность полок балок и колонн, коробление стенок балки и колонны (под действием сжимающих сварочных напряжений возникают в стенке так называемые хлопуны) могут значительно снизить значение критических нагрузок, вызывающих потерю устойчивости конструкции.
Размер остаточных деформаций зависит от технологии сборочно-сварочных работ и конструктивной формы. Последняя может иметь решающее значение, поэтому в процессе конструирования должны быть заранее известны характер ожидаемых деформаций и их ориентировочные размеры.
10.1.7. Мероприятия по уменьшению остаточных сварочных
напряжений и деформаций
Конструктивные мероприятия – это рациональное проектирование конструкций или их элементов, позволяющее получить в итоге минимальные сварочные деформации и напряжения. Следует стремиться к общему уменьшению числа сварных швов, избегая лишних швов. Поскольку усадка пропорциональна объему наплавленного металла, минимальную толщину швов следует определять точно по прочности. Швы в симметричной конструкции располагают симметрично или так, чтобы статические моменты площади наплавленного металла по обе стороны нейтральной оси были примерно равны.
Следует выбирать такой вид сварки, который обеспечивал бы минимальное тепловложение при выполнении одного прохода шва.
Не рекомендуются пересечение швов и близкое расположение параллельных швов, а также замкнутые швы. Наконец, швы должны быть расположены так, чтобы можно было обеспечить рациональную последовательность сварки; для этого составляется карта технологического процесса сварки с учетом применения специальных приспособлений для ручной или автоматической сварки.
Технологические мероприятия проводятся на этапе изготовления конструкций и предусматриваются проектированием технологии сварки. При сварке должен осуществляться такой порядок наложения швов, чтобы усадочные напряжения и деформации элементов конструкции были минимальными.
Для этого необходимо:
1) назначение режимов сварки с минимальной погонной энергией дуги за счет увеличения скорости без перерывов в сварке, применения электродов и электродной проволоки малых диаметров, увеличения числа проходов при уменьшении сечения наплавленного металла при каждом проходе. При уменьшении погонной энергии дуги уменьшается зона пластических деформаций укорочения и, следовательно, величина сварочных остаточных деформаций;
2) большое значение имеет последовательность процесса сварки, поэтому необходимо производить сварку в таком порядке, чтобы была обеспечена свобода перемещения деталей при усадке швов, для чего следует сначала сваривать стыковые швы отдельных частей свариваемых элементов, а затем соединительные угловые швы;
3) при стыковании листов соединять их под некоторым углом, создавая обратные деформации (выгибы) или предусматривать определенную последовательность сварки для создания предварительного выгиба;
4) в некоторых случаях полезно устраивать жесткие закрепления соединяемых элементов с помощью прихваток или кондукторов, препятствующих (или сдерживающих) сварочным деформациям, до полного остывания;
5) если стыковые швы по условиям сварки приходится ставить после соединительных швов, последние необходимо оставлять незаваренными на 500 мм с каждой стороны и выполнять их в последнюю очередь;
6) при протяженных швах (более 0,5 м) производить сварку обратно-ступенчатым способом участками по 200…300 мм. В этом случае всю длину предполагаемого шва разбивают на участки, пропорциональные длине шва, выполненного одним или двумя электродами, и сварку осуществляют в последовательности, показанной на рис. 10.19, б. Применение этого метода выполнения швов приводит к более равномерному температурному полю и, следовательно, к снижению сварочных напряжений;
7) при сварке многослойных швов каждый последующий слой накладывать в направлении, противоположном предыдущему. Швы толщиной более 8…10 мм выполняют в несколько слоев, причем первый слой накладывают электродом диаметром 3…4 мм (для обеспечения провара корня шва); перед наложением последующего слоя каждый предыдущий слой очищают от шлака и брызг;
8) при сварке на морозе рационально подогреть свариваемый металл, а также нельзя допускать ударных воздействий. Подогрев изделия уменьшает неравномерность распределения температур в зоне сварки, уменьшает скорость охлаждения металла (температура подогрева зависит от свойств свариваемого металла и для сталей, применяемых в строительных конструкциях, принимается в пределах от 100 до 200 оС).
Исправление различных деформаций и местных искривлений сверхдопустимых значений (СНиП III-18-75 [10]), возникающих в процессе сварки, выполняют механической и термической правкой, а также фрезерованием.
10.1.8. Основные дефекты сварных соединений
Наиболее часто внутренние напряжения проявляются в сварной конструкции в виде различных искривлений и короблений, которые деформируют конструкцию и делают ее непригодной для нормальной эксплуатации без правки. Величина внутренних напряжений и короблений в большей степени зависит от способа сварки. Чем медленнее выполняется процесс сварки, чем больше зона разогрева основного металла, тем сильнее будет коробление.
Неравномерность температур в различных зонах сварки и сдерживающее влияние примыкающих к зоне сварки менее нагретых участков из-за различного вида остаточных деформаций приводит к неравномерной усадке. Различают усадку поперечную – поперек шва (рис. 10.14, а) и продольную – вдоль шва (рис. 10.14, б). Особенно неблагоприятно сказывается на конструкции поперечная усадка, величина которой примерно в 10 раз больше продольной.

Рис. 10.14. Деформации элементов при сварке угловыми швами:
а – грибовидность; б – серповидность
В тавровых соединениях угловая деформация приводит к искривлению полос и называется грибовидностью (рис. 10.14, а и 10.15, б).
При сварке встык односторонним швом с V-образной разделкой кромок листов или полос поперечная неравномерная линейная усадка шва, кроме стягивания листов, вызывает искривление изделия. В связи с неодинаковыми объемами жидкого металла по сечению таких швов поперечная усадка в верхних слоях будет больше, чем в нижних (у корня шва). Этого можно избежать, расположив листы перед сваркой под углом β (рис. 10.15, а).


Рис. 10.15. Коробление листов при сварке:
а – стыковым швом с V-образной разделкой кромок;
б – угловым швом в двутавре
Коробление и грибовидность практически не оказывают влияния на несущую способность элементов и поэтому допустимы в пределах нормируемых величин (f ≤ 1/750l, но не более 15 мм; hГ ≤ 0,005b). Исключения составляют лишь те случаи, когда угловая деформация влияет на точность примыкания соседних элементов или деталей.
Тавровые и двутавровые элементы кроме грибовидности страдают от изгиба в плоскости стенки из-за продольной усадки. При усадке шва, расположенного выше линии центра тяжести элемента, т.е. несимметрично, происходит выгибание на сторону полок. Такое деформирование называется серповидностью (саблевидностью) (рис. 10.14, б). Выправить такой элемент сложно, поэтому тавровые сварные профили не нашли применение.
На рис. 10.16 показана деформация от угловых швов при соединении внахлестку. Здесь между швами лист изгибается. Если расстояние между швами будет меньше пяти толщин наиболее тонкого элемента, то податливость между швами становится настолько малой, что в шве может образоваться трещина.
10.1.9. Дефекты в сварных швах
Наличие дефектов в сварных швах может существенно влиять на работу сварных конструкций. Степень этого влияния зависит от свойств свариваемых материалов и видов нагрузок, при которых работает рассматриваемая конструкция, от величины остаточных напряжений и наличия концентраторов напряжений, от агрессивности среды и температуры, от формы и величины самих дефектов, а также места их расположения.


Рис. 10.16. Коробление листов при сварке угловыми швами:
а – лобовыми; б – фланговыми
Дефекты округлой или неправильной формы, но с плавными очертаниями, оказывают меньшее воздействие на снижение эксплуатационных свойств сварных соединений, чем дефекты с острыми очертаниями. Особенно опасны трещины и трещиноподобные дефекты (непровары, подрезы и др.). Такие дефекты даже при статических нагрузках могут стать очагами хрупких разрушений. Поры и шлаковые включения с округлыми границами становятся опасными только в случаях, когда они значительно уменьшают рабочее сечение.
10.1.10. Классификация сварочных дефектов
В соответствии с ГОСТ 2601-84 термин «дефект» определяют как каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Наиболее общая классификация типов сварочных дефектов приведена на рис. 10.17.
Дефекты могут быть наружные и внутренние. Наружные дефекты связаны с нарушением режимов электродуговой ручной, механизированной и автоматической сварки; неправильной подготовкой и сборкой элементов конструкции под сварку; неисправностью оборудования; небрежностью и низкой квалификацией сварщика. К наружным дефектам относятся подрезы, прожоги, протеки, перерывы в шве, наплывы, незаваренные кратеры, внешняя пористость, поверхностные трещины, грубая чешуйчатость, неполномерность швов, резкие переходы, чрезмерное усиление швов и смещение свариваемых кромок.
Образование внутренних дефектов при сварке связано с металлургическими, термическими и гидродинамическими явлениями, происходящими при формировании сварного шва. К внутренним дефектам дуговой сварки относятся: непровары, несплавления, поры, внутренние неметаллические включения, шлаковые включения, трещины.
 |
Рис. 10.17. Классификация сварочных дефектов
Характерные дефекты и повреждения сварных соединений приведены в табл. 10.6.
Таблица 10.6
Характерные дефекты и повреждения сварных соединений
| № п/п | Дефект или повреждение | Эскиз дефекта или повреждения | Допускаемая величина |
| 1 | 2 | 3 | 4 |
| 1 | Продольная трещина в сварном шве или зоне термического влияния |
| Не допускается; трещины одиночные (сквозные или поверхностные) устраняются путем их разделки и последующей заварки, перед разделкой концы трещин |

Продолжение табл. 10.6
| 1 | 2 | 3 | 4 |
|
|
|
| засверливаются для предупреждения распространения их во время вырубки или сварки |
| 2 | Продольная трещина в сварном шве с выходом на основной металл |
| Не допускается; см. п. 1 |
| 3 | Поперечная трещина в сварном шве |
| Не допускается; см. п. 1 |
| 4 | Неполномерность внешних размеров угловых швов при ручной и полуавтоматической сварке |
| kfpr – kf не допускается; исправляют наплавкой дополнительного слоя |
| 5 | Неполномерность внешних размеров для стыковых швов |
| Не допускается; исправляют наплавкой дополнительного слоя |




Продолжение табл. 10.6
| 1 | 2 | 3 | 4 |
| 6 | Наплывы при ручной и механизированной сварке угловых швов |
| При t = 6…15 мм a ≤ 2 мм; при t = 16…40 мм a ≤ 3 мм; устраняют пневматическим зубилом или наждачным инструментом |
| 7 | Наплывы при ручной и механизированной сварке стыковых швов |
| При t = 6…14 мм a = 1 мм; при t = 15…40 мм, 2a = 3 мм; см. п. 6 |
| 8 | Неравномерность сечения по длине катета углового шва (сужения) |
| Швы восстанавливаются до нужных размеров |
| 9 | Неравномерность сечения по ширине стыкового шва |
| Швы восстанавливаются до нужных размеров |




Продолжение табл. 10.6
| 1 | 2 | 3 | 4 |
| 10 | Смещение кромок в стыковом шве |
| При толщине металла t = 4…10 мм Δ ≤ 2 мм; при t = 11…40 мм Δ = 0,1t, но не более 3 мм |
| 11 | Чрезмерное усиление |
| Не допускается; устраняют пневматическим зубилом или наждачным инструментом |
| 12 | Резкие переходы от основного к наплавленному металлу, наплывы, натеки, перерывы в швах | –––––––––– | Не допускаются; устраняют пневматическим зубилом или наждачным инструментом |
| 13 | Прожог сварного шва |
| Не допускается |
| 14 | Незаплавленный кратер шва |
| Устраняют путем расчистки металла и заварки образовавшейся раковины |




Продолжение табл. 10.6
| 1 | 2 | 3 | 4 |
| 15 | Подрезы основного металла при t ≤ 20 мм |
| a ≤ 0,5 мм; заваривают тонким валиковым швом |
| 16 | Подрезы основного металла при t > 20 мм |
| a ≤ 1 мм; заваривают тонким валиковым швом |
| 17 | Непровар в корне шва в соединении без подкладок, доступных сварке только с одной стороны при t ≤ 20 мм |
| a ≤ 0,15 мм, но не более 3 мм; очищают (вырубают) с последующей заваркой |
| 18 | Непровар в корне шва в соединении без подкладок, доступных сварке только с одной стороны при t > 20 мм | ––––––––– | a ≤ 3 мм; см. п. 17 |
| 19 | Непровар в корне углового шва при двусторонней сварке |
| a ≤ 0,05 мм, но не более 2 мм при длине непровара lwd ≤ 50 мм |




Продолжение табл. 10.6
| 1 | 2 | 3 | 4 |
| 20 | Непровар в корне стыкового шва при двусторонней сварке |
| a ≤ 0,05 мм, но не более 2 мм при длине непровара lwd ≤ 50 мм. Общая длина непровара на 1 п. м шва ≤ 200 мм |
| 21 | Непровар в вершине шва |
| Не допускается; вырубают с последующей заваркой |
| 22 | Непровар сварного шва по кромке |
| Не допускается; вырубают с последующей заваркой |
| 23 | Отдельные шлаковые включения или поры либо их скопление при t ≤ 20 мм |
| a ≤ 0,1t, но не более 3 мм; поверхностную пористость и неметаллические включения устраняют путем расчистки металла, удаления включений и заварки образовавшихся раковин; внутреннюю пористость и неметаллические включения вырубают или выплавляют с последующей заваркой |




Продолжение табл. 10.6
| 1 | 2 | 3 | 4 | ||
| 24 | Отдельные шлаковые включения или поры либо их скопление при t > 20 мм |
| a ≤ 3 мм; см. п. 23 | ||
| 25 | Шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва |
| Суммарная длина на 1 п. м шва ≤ 200 мм; см. п. 23 | ||
| 26
| Скопление газовых пор и шлаковых включений в отдельных участках |
–––––––– | Не более 5 шт. на 1 см2 площади шва при диаметре одного дефекта не более 1,5 мм; см. п. 23 | ||
| 27 | Непровавры, шлаковые включения и поры, расположенные отдельно цепочкой при двусторонней сварке |
| Не более 10% толщины свариваемого металла и не более 2 мм; см. п. 23 | ||



Окончание табл. 10.6
| 1 | 2 | 3 | 4 |
| 28
| Непровавры, шлаковые включения и поры, расположенные отдельно цепочкой при односторонней сварке |
–––––––– | Не более 15% толщины свариваемого металла и не более 3 мм; см. п. 23 |
| 29 | Свищи (сквозные поры) |
| Не допускаются; вырубают или выплавляют с последующей заваркой |
| 30 | Грубая чешуйчатость | ––––––– | Удаляют снятием поверхностного слоя шва пневматическим зубилом и наплавкой поверхности или же шлифовкой наждачным инструментом |

Особенно жесткие требования предъявляются к качеству швов конструкций, работающих в условиях переменных или динамических нагрузок, а также при низких температурах. Швы таких конструкций не должны иметь наружных и внутренних дефектов в виде пор, непроваров и подрезов. Поверхность шва должна быть гладкой, без наплывов и резких переходов. Такие же требования предъявляются к швам конструкций, изготовленных из низколегированных сталей.
Причины возникновения основных дефектов в сварных соединения приведены в табл. 10.7.
Таблица 10.7
Дефекты в сварных соединениях и причины их возникновения
| Эскиз по табл. 10.6 | Дефект | Причина возникновения дефекта |
| 1 | 2 | 3 |
|
| Наружные дефекты | |
| 15, 16 | Подрезы представляют собой местные уменьшения толщины основного металла в виде узких канавок, образующихся в основном металле вдоль границы сварного шва. Подрезы относятся к наиболее часто встречающимся наружным дефектам | Образуются при завышенном сварочном токе и удлиненной дуге, так как в этом случае увеличивается ширина шва и сильнее сплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание ее металла на горизонтальную полку. В результате на вертикальной стенке появляются подрезы, а на горизонтальной полке – наплывы. В стыковых швах подрезы образуются реже и обычно бывают двусторонние. Односторонние подрезы могут быть вызваны смещением электрода с оси стыка и неправильным ведением электрода, особенно при сварке горизонтальных стыковых швов на вертикальной плоскости. Подрезы приводят не только к ослаблению сечения основного металла, но являются концентраторами напряжения и могут быть причиной разрушений сварного соединения. Поэтому производят их устранение путем подварки; участки швов с дефектами плюс 15 мм с каждой стороны удаляют, заваривают вновь тонким валиковым швом и зачищают
|
Продолжение табл. 10.7
| 1 | 2 | 3 | |
| 13 | Прожоги – проплавление и вытекание основного или наплавленного металла через отверстие в шве с возможным образованием сквозной полости | Возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Дефектные места должны быть удалены и заварены заново | |
| 6, 7 | Наплывы образуются в результате натекания метала шва на основной металл, с ним не сплавляясь. Чаще всего наплывы получаются при сварке горизонтальными швами вертикальных поверхностей. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва
| Наплывы могут образовываться из-за недостаточного напряжения дуги, большой величины сварочного тока и длинной дуги, неправильного положения электродов, наличия на свариваемых кромках толстого слоя окалины, излишнего количества присадочного металла, не умещающегося в разделке или зазоре. В местах наплывов часто выявляются непровары, трещины и другие дефекты
| |
| 14 | Кратеры – углубления в сварных швах, остающиеся в местах обрыва дуги | Кратеры уменьшают рабочее сечение шва, снижают его прочность и коррозионную стойкость. В кратерах появляются усадочные рыхлости, часто служащие очагами образования трещин. Поэтому дефектные места должны быть зачищены и заварены. В случаях механизированных видов сварки применяют выводные планки, на которых заканчивают швы. Затем планки с концами швов и имеющимися кратерами удаляют
|
Продолжение табл. 10.7
| 1 | 2 | 3 |
| 4, 5, 8, 9, 10, 11 | Дефекты формы и размеров шва: неполномерность шва, неравномерная его ширина и высота, чрезмерное усиление, прерывистость, смещение кромок в стыковом шве, крупная чешуйчатость, бугристость
| Указанные дефекты являются следствием невнимательности или неумения сварщика, плохой подготовки кромок, колебания напряжения в сети, плохого качества сварочных материалов, неисправности сварочного оборудования при автоматической сварке. Неправильная форма шва, в частности, чрезмерное усиление, резкие переходы от шва к основному металлу, бугристость и т.п. могут существенно снижать работоспособность соединений, особенно при динамических вибрационных нагрузках, а также в хрупких материалах
|
| Внутренние дефекты | ||
| 17, 18, 19, 20, 21, 22 | Непровары представляют собой несплошности значительной величины (раскрытия) на границах между основным и наплавленным металлом или незаполненные металлом полости в сечении шва. Встречаются непровары в корне шва, по сечению, между основным и наплавленным металлом (по кромке) или между смежными слоями наплавленного металла при многослойной сварке | Причинами непроваров являются: малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная сила тока, большая скорость сварки, смещение электрода в стороны от оси шва, особенно при сварке двусторонних швов, плохая очистка шлака перед наложением последующих слоев, загрязнение кромок, низкая квалификация сварщика. При автоматической сварке под флюсом непровары образуются в начале процесса, когда основной металл еще недостаточно прогрет, и при вынужденных остановках процесса сварки. Непровары являются очень опасным дефектом, так как уменьшают рабочее сечение шва, снижают прочность шва, создают концентрацию напряжений в шве, могут вызвать появление трещин, уменьшить коррозионную стойкость сварного соединения. |
Продолжение табл. 10.7
| 1 | 2 | 3 | |
|
|
| Чтобы сечение в месте соединения не было ослаблено, шов должен быть полным и качественным, без непроваров, с полной заваркой концов (шов в начале и конце выводится на выводные планки). В случае односторонней сварки стыковым швом при наличии непровара в корне шва поток силовых линий, проходящих внутри листа, неравномерен и создает дополнительный изгибающий момент и опасную концентрацию напряжений. Для устранения этого после тщательной вырубки грата (шлаковин) в корне шва необходимо производить подварку корня или выполнять сварку на подкладке. В случае превышения допустимой величины любого непровара место дефекта зачищается, непровар заваривается
| |
|
| Несплавления (слипания) представляют собой несплошности малого раскрытия на свариваемых поверхностях или кромках материала | Несплавления – очень опасные дефекты, плохо выявляемые современными средствами дефектоскопии. Наибольшее распространение этот дефект имеет при аргонодуговой сварке алюминиевых сплавов, а также при контактной стыковой сварке
| |
| 23, 24, 25, 26, 27, 28 | Поры – это полости в металле шва, заполненные газами. Обычно они имеют сферическую или близкую к ней форму. Кроме одиночных пор, вызванных действием случайных факторов, в сварных швах могут появляться поры, равномерно рас- | Поры образуются в сварочных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы (водород, азот, окись углерода) не успевают выйти в атмосферу. Появлению пор способствуют плохая очистка свариваемых кромок и поверхности сварочной проволоки от ржавчины, масел, краски; повышенная скорость сварки, нарушающая газовую защиту ванны |
Продолжение табл. 10.7
| 1 | 2 | 3 |
|
| пределенные по всему сечению шва, расположенные в виде цепочек или отдельных скоплений
| жидкого металла; влажность электродных покрытий и флюсов; вредные примеси в защитных газах; неправильно выбранная марка сварочной проволоки с повышенным содержанием углерода, особенно при сварке в среде углекислого газа; сварка при плохой погоде. Поры нарушают плотность и прочность шва, поэтому необходимо удалить дефектный участок, сварить новый шов
|
| 23, 24, 25, 26, 27, 28 | Шлаковые включения – это полости в металле сварного шва, заполненные шлаками, не успевшими всплыть на поверхность шва. Форма шлаковых включений может быть самой разнообразной (от сферической до игольчатой), вследствие чего они являются более опасными дефектами, чем округлые поры. Размеры шлаковых включений колеблются от микроскопических до нескольких миллиметров в поперечном сечении и десятков и более миллиметров по протяженности. Они могут быть расположены в корне шва, между отдельными слоями, а также внутри наплавленного металла
| Шлаковые включения образуются при завышенных скоростях сварки, небрежной очистке кромок деталей и сварочной проволоки от окалины, ржавчины и грязи, при многослойной сварке в случае плохой очистки от шлака поверхности предыдущих слоев. Кроме того, они возникают при сварке длинной дугой, неправильном наклоне электрода, недостаточной величине сварочного тока. Шлаковые включения ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений, поэтому необходимо удалить дефектный участок, сварить новый шов. Небольшие округлые включения обычно не опасны |
Продолжение табл. 10.7
| 1 | 2 | 3 |
| 1, 2, 3 | Трещины представляют собой макроскопические и микроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. В зависимости от температуры образования трещины разделяют на горячие и холодные. Горячие трещины – один из наиболее опасных дефектов сварных соединений. Горячие трещины обычно расположены в металле шва, но могут возникать и в металле зоны термического влияния. Они могут быть продольными, поперечными, продольные с поперечными ответвлениями, могут выходить на поверхность
| Причиной возникновения трещин в горячем металле, не успевшем еще приобрести прочность, могут явиться усадочные усилия, вызванные остыванием металла (несвободная усадка металла шва и примыкающих к нему неравномерно нагретых участков основного металла). Горячие трещины, возникающие под действием растягивающих напряжений в процессе кристаллизации металла шва, обычно располагаются внутри шва и их трудно выявить. Под действием остаточных и рабочих напряжений трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны. К образованию горячих трещин весьма склонны кипящие стали, имеющие внутренние концентраторы напряжений в виде газовых и шлаковых включений. Трещины – недопустимый дефект в сварных соединениях, поэтому их необходимо у концов засверлить, затем удалить (вырубить) дефектный участок, сварить новый шов |
|
| Холодные трещины возникают в околошовной зоне, располагаясь чаще всего параллельно шву, и реже в металле шва. По внешнему отличительному признаку стенки горячих трещин обычно сильно окисле-
| В зоне термического влияния при ее усиленном охлаждении возможно образование закалочных структур, имеющих сильно пониженную вязкость и пластичность. В этом случае растягивающие сварочные напряжения, возникающие при охлаждении соединения, могут разрывать хрупкий металл и образовывать трещины, называемые «холодными».
|
Окончание табл. 10.7
| 1 | 2 | 3 |
|
| ны, у холодных трещин стенки блестящие, чистые
| Повышенное содержание углерода (более 0,2%), применение кипящей стали и большая толщина свариваемых изделий способствуют появлению холодных трещин
|
| Сквозные дефекты | ||
| 29 | Свищи – дефекты в виде полостей в сварных швах, зарождающиеся в корне шва и выходящие на его поверхность. Свищи, как правило, развиваются из канальных пор
| Оставшиеся поры в металле шва за счет диффузии газов (в первую очередь водорода) могут расти и образовывать раковины (полости неправильной формы и больших, чем поры, размеров) и свищи |
10.1.11. Контроль качества сварных швов и соединений
Проверку качества сварных швов и соединений в строительных металлических конструкциях проводят в соответствии с требованиями строительных норм и правил [10]. Методы контроля, применяемые при сварке: визуальный (внешний осмотр и обмер); металлографический и химический анализ; механические испытания сварных соединений; физические способы (без разрушения).
Внешнему осмотру подвергаются все типы сварных соединений при всех способах сварки, в результате выявляются следующие дефекты:
– излом и неперпендикулярность осей соединяемых элементов;
– отступления по размерам и форме швов от требований стандартов, технических условий и т.п.;
– смещение кромок соединяемых элементов;
– поверхностные трещины всех видов и направлений;
– наплывы, подрезы, прожоги, незаваренные кратеры, непровары, пористость, свищи, усадочные раковины, шлаковые и неметаллические включения, выходящие на поверхность.
Осмотр сварных швов производится по всей их протяженности с двух сторон невооруженным глазом при хорошем освещении, в отдельных случаях применяют лупу с десятикратным увеличением. Перед осмотром сварной шов и прилегающий к нему металл очищают от шлака и брызг.
Контроль размеров сварного шва и определение величины выявленных дефектов производится измерительным инструментом или специальными шаблонами.
По внешнему виду сварные швы должны удовлетворять следующим требованиям:
– иметь гладкую или мелкочешуйчатую поверхность (без наплывов, сужений, прожогов и перерывов) и плавный переход к основному металлу;
– наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, скоплений и цепочек поверхностных пор (отдельно расположенные поры допускаются);
– подрезы основного металла, если в проекте нет дополнительных требований, допускают глубиной не более 0,5 мм при толщине свариваемого металла 4…10 мм и не более 1 мм при толщине свыше 10 мм;
– все кратеры должны быть заварены.
Металлографические исследования сварных швов стальных конструкций проводят чаще всего путем засверливания и последующего травления этих мест с целью определения качества провара и отсутствия внешних дефектов.
Химическим анализом сварных соединений (основного и наплавленного металлов) проверяют марки сталей и типы электродов, использованных для изготовления данной конструкции.
В результате механических испытаний сварных швов определяют основные прочностные характеристики при растяжении, ударную вязкость материала шва и соответствие их требованиям проекта и техническим условиям.
Испытания на статический изгиб (технологическая проба) проводят для стыковых сварных соединений (рис. 10.18). Эти испытания определяют квазистатическую вязкость сварного соединения, характеризующуюся углом загиба до образования первой трещины в растянутой зоне образца. Для хороших швов угол загиба α достигает 180о.
Физическим способам контроля качества шва подвергаются швы, принятые по внешнему виду и не имеющие внешних дефектов.
К наиболее часто используемым физическим способам контроля относятся ультразвуковая дефектоскопия, радиационный контроль с просвечиванием рентгеновскими лучами и гамма-лучами, магнитный метод.
Физические способы контроля предназначены для выявления в сварном шве и околошовной зоне внутренних и внешних дефектов, недоступных для внешнего осмотра.
Метод ультразвуковой дефектоскопии основан на том, что ультразвуковые колебания прямолинейно распространяются в металле и отражаются от границы раздела сред, имеющих различные акустические свойства.
Радиационный метод контроля с просвечиванием рентгеновскими или гамма-лучами основан на том, что проницаемость указанных лучей для различных материалов неодинаковая. Поэтому дефектные места шва (поры, трещины, непровары) пропускают такие лучи с меньшим поглощением, чем основной металл, благодаря чему такие участки выглядят как более яркие пятна на рентгеновской пленке или других запоминающих изображение слоях.

Рис. 10.18. Испытание металла шва на изгиб
Метод магнитной дефектоскопии основан на неодинаковой магнитной проницаемости α-железа и других фаз. В отличие от равномерного распределения магнитных потоков на участке сварного соединения без дефектов в шве с дефектом магнитный силовой поток будет огибать его, создавая магнитные потоки рассеивания.
Выбор методов и объемов неразрушающего контроля качества сварных соединений осуществляется проектной организацией, которая указывает их в конструкторской документации, согласованной с заводом-изготовителем и монтажной организацией.
10.1.12. Техника безопасности при электродуговых
способах сварки
1. Во избежание поражения электрическим током необходимо соблюдать следующие условия: сварочные провода должны иметь надежную изоляцию; рубильники для включения электрического тока должны иметь заземленные защитные кожухи; руки и рукавицы, обувь и одежда должны быть всегда сухими; провода не должны находиться в воде.
2. Ультрафиолетовое излучение дуги вызывает ожог кожи и поражение сетчатки глаз. Для защиты тела от влияния лучей сварщики и их подручные во время работы должны надевать брезентовые спецодежду и рукавицы, лицо закрывать специальным шлемом или щитком из малотеплопроводного, невоспламеняющегося от искр и не пропускающего ультрафиолетовые лучи материала. Если шлем или щиток имеют щели или трещины в стеклах, работать в них не разрешается. Нельзя смотреть самому или разрешать другим смотреть на электрическую дугу незащищенными глазами, а также через очки и стекла без специальной защиты.
3. В процессе сварки открытой дугой брызги и капли расплавленного металла могут попасть в складки одежды, карманы, ботинки, прожечь ткань одежды и причинить ожоги. Во избежание ожогов каплями жидкого металла сварщик должен быть одет в брезентовую спецодежду, работать в рукавицах и головном уборе. Рукавицы защищают руки не только от искр, но и от соприкосновения с горячим изделием после сварки. Карманы должны плотно закрываться клапанами. Не следует заправлять куртку в брюки, их надо носить поверх обуви. Ботинки должны быть с глухим верхом и плотно зашнурованы. В спецодежде, щитке или шлеме не должно быть отверстий. Куртка должна застегиваться на все пуговицы. При сварке вертикальных и горизонтальных швов следует надевать брезентовые нарукавники, завязывая их у кистей.
4. При всех видах дуговой сварки выделяется большое количество вредных газов и пыли. Выполнять дуговую сварку можно только при работающей вентиляции. Для уменьшения количества вредных газов и пыли применяют местную и общую вентиляции.
5. При поражении электрическим током человека необходимо:
– обесточить пострадавшего, немедленно выключив рубильником ток первичной цепи или используя сухие подручные материалы, не касаясь пострадавшего;
– обеспечить доступ к нему воздуха;
– экстренно вызвать скорую медицинскую помощь;
– при необходимости, не ожидая врача, сделать искусственное дыхание и массаж сердца.
10.1.13. Виды сварных соединений
По конструкции различают следующие сварные соединения: стыковые, нахлесточные, тавровые, угловые, комбинированные (табл. 10.8).
Стыковыми называются соединения, в которых элементы соединяются торцами или кромками и один элемент является продолжением другого. Место их соединения (зазор) заполняется сварным швом. Стыковые соединения наиболее рациональны и надежны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля.
Толщина свариваемых элементов в соединениях такого вида почти не ограничена. Стыковое соединение листового металла может быть сделано
Таблица 1.8
Виды сварных соединений
| Стыковые | Нахлесточные | Комбинирован- ные | Тавровые | Угловые | ||
| угловыми швами | точечной сваркой | |||||
| без накладок | с накладками | |||||
|
|
|
|
|
|
|
|








прямым или косым швом. Стыковые соединения профильного металла применяются реже, так как затруднена обработка их кромок под сварку.
Сварные стыковые соединения листовых деталей, как правило, проектируют прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня и сварка на остающейся стальной подкладке.
При соединении стальных листов различной толщины (или ширины) их размеры в месте стыка должны быть одинаковыми во избежание резкого изменения сечения. Для этого в более толстом (или широком) элементе устраивается скос с уклоном 1:5 с одной или двух сторон до толщины тонкой детали (рис. 10.19).

Рис. 10.19. Соединение элементов:
а – при разной толщине; б – при разной ширине
Длиной скоса листа регулируют плавный переход от толстой свариваемой детали к более тонкой, кроме того, длиной скоса устраняют концентраторы напряжений в сварных конструкциях. Стыки без скосов по толщине допускаются в деталях из углеродистой или низколегированной сталей с пределом текучести до 400 МПа при разнице толщин  = (t2 – t1), не превышающей значений, указанных в табл. 10.9.
= (t2 – t1), не превышающей значений, указанных в табл. 10.9.
Нахлесточные соединениями называются такие, в которых поверхности свариваемых элементов частично находят друг на друга. Разновидностью соединений внахлестку являются соединения с накладками. Их применяют с одной или двумя накладками. Накладки служат для соединения частей изделия. Соединения внахлестку выполняются угловыми швами. Они отличаются
Таблица 10.9
Допустимая наибольшая разность толщин деталей,
свариваемых встык без скоса кромок
| Толщина тонкой детали t1, мм | Разность толщин деталей |
| 1…4 5…20 21…30 Св. 30 | 1 2 3 4 |
простотой обработки элементов под сварку, обеспечивают возможность подгонки размеров за счет регулирования величины нахлестки, но по расходу металла менее экономичны, чем стыковые. Недостатками нахлесточных соединений являются изменение направления силового потока и возможность образования щели между элементами. Неравномерное распределение силового потока вызывает концентрацию напряжений, такие соединения не рекомендуется применять в конструкциях, воспринимающих переменные или динамические нагрузки; проникновение влаги в щель между соединяемыми элементами может привести к щелевой коррозии и разрушению сварных швов за счет распирающего воздействия продуктов коррозии.
К нахлесточным также относятся соединения, выполненные контактной точечной сваркой.
Комбинированными называются соединения, в которых имеется несколько разных видов сварных швов. К таким соединениям можно отнести соединения, выполненные сварными швами различной ориентации относительно линии действия внешнего усилия (лобовыми и фланговыми). Другой тип комбинированного соединения представляет собой стыковой шов, дополнительно усиленный накладками. Необходимость выполнения такого соединения может появиться для обеспечения равнопрочности стыка и соединяемых элементов при недостаточной прочности стыкового шва и невозможности применить физические методы контроля качества сварного шва.
Тавровое соединение представляет собой крепление торца одного элемента к поверхности другого, как правило, под прямым углом. При угловом соединении впритык крепятся торцы элементов, находящихся во взаимно перпендикулярных плоскостях. Тавровые и угловые соединения отличаются простотой выполнения, высокой прочностью и экономичностью. При воздействии статических нагрузок тавровые соединения выполняют, как правило, с предусмотренным конструктивным непроваром. Обеспечение полного проплавления тавровых соединений усложняет процесс сварки, удорожает изготовление конструкции, поэтому может применяться только в обоснованных случаях, например, при проектировании поясных швов балок под подвижную нагрузку, так как непровар в корне шва приводит к заметному снижению усталостной прочности.
Соединения впритык применяются при изготовлении сварных стержней (двутавров, швеллеров) и других конструктивных элементов.
По месту выполнения соединения разделяются на заводские и монтажные. К заводским относятся соединения, выполняемые при изготовлении металлоконструкций на специализированных заводах, к монтажным – соединения, выполняемые при монтажной сборке металлоконструкций на местах строительства зданий и сооружений.
10.1.14. Классификация сварных швов
При проектировании металлоконструкций типы сварных швов назначаются с учетом методов сварки, толщины свариваемых элементов, положения в пространстве и технологии сварки. Сварные швы классифицируются по назначению, конструктивному признаку, протяженности и внешней форме в зависимости от условий изготовления и эксплуатации сварных конструкций.
По назначению сварные швы делят на рабочие, предназначенные для восприятия и передачи расчетных усилий с одного элемента на другой, и связующие, предназначенные для соединения частей элементов конструкций в одно целое и принимаемые конструктивно с минимальным катетом угловых швов (для уменьшения влияния возможных непроваров), принимаемым в зависимости от толщины более толстого из свариваемых элементов по табл. 10.10.
Таблица 10.10
Минимальные катеты cварных швов
| Соединение | Сварка | Предел текучести стали, МПа | Минимальные катеты швов kf,min (мм) при толщине более толстого из свариваемых элементов t, мм | ||||||
| 4-5 | 6-10 | 11-16 | 17-22 | 23...32 | 33-40 | 41-80 | |||
| Тавровое с двухсторонними угловыми швами; нахлесточное и угловое | Ручная | до 430 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св.430 до 530 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | ||
| Автоматическая и механизированная | до 430 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| Св.430 до 530 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Тавровое с односторонними угловыми швами | Ручная | до 380 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
| Автоматическая и механизированная | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
По конструктивному признаку швы разделяют на стыковые и угловые.
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но требуют дополнительную разделку кромок, зависящую от толщины соединяемых элементов и способа сварки. Разделку кромок применяют в том случае, если односторонняя сварка не позволяет обеспечить полный провар шва в листах толщиной более 8…10 мм (табл. 10.11).
Таблица 10.11
Виды стыковых швов в элементах стальных конструкций
| Наименование шва по типу обработки кромок | Эскиз кромок | Характер выполненного шва | Автоматическая и механизированная сварки по ГОСТ 8713-79 | Ручная сварка по ГОСТ 5264-80 | ||||||
| размеры, мм | α° | размеры, мм | α° | |||||||
| t | a | p | t | a | р | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | 11 |
| Без скоса кромок |
| Д | 2–22 | 0–3 | – | – | 2–12 | 2 | – | – |
| О | 2–12 | 0–5 | – | – | 1–4 | 0–2 | – | – | ||
| V-образный со скосом одной кромки |
| Д | 14–20 | 0 | 6 | 40 | 3–60 | 2 | 1 | 45 |
| О | 8–30 | 2–5 | 1,5; 4 | 30; 40 | 2–5 | |||||
| V-образный со скосом двух кромок |
| Д | 14–30 | 0; 2 | 6; 2 | 50; 60 | 3–60 | 2 | 1 | 50 |
| О | 8–30 | 0; 2–5 | 1,5–5 | 50 | 2–5 | |||||
| U-образный с криволинейным скосом одной кромки |
| Д | – | – | – | – | 15–60 | 2 | 2 | 18 |
| R = 8; 10 | ||||||||||
| О | 16–50 | 2 | 3 | 20 | – | – | – | |||
| R = 6 | ||||||||||
| U-образный с криволинейным скосом двух кромок |
| Д | 24–160 | 0 | 6; 8 | 12–8 | 15–100 | 2 | 2 | 12 |
| R = 8 | ||||||||||
| О | 16–60 | 0 | 1 | 12; 10 | – | – | – | |||
| К-образный с двумя симметричными скосами одной кромки |
| Д | 20–30 | 0 | 6 | 45 | 8–100 | 2 | 1 | 45 |
| Х-образный с двумя симметричными скосами двух кромок |
| Д | 18–60 | 0; 2 | 8; 6; 2 | 60; 50 | 8–120 | 2 | 1 | 50 |







Окончание табл. 10.11
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Х-образный с двумя симметричными криволинейными скосами двух кромок |
| Д | 50–160 | 0 | 10 | 12; 10 | 30–175 | 2 | 2 | 12 |
|
R = 6; 8 |
R = 8 |

Обозначения: О – односторонний шов; Д – двухсторонний шов; t – толщина соединяемых элементов; а – зазор; p – притупление; R – радиус закругления; α – угол раскрытия шва.
Разделка кромок имеет технологическое назначение. Она позволяет глубже вводить электрод и оставлять между соединяемыми элементами зазор постоянного размера, обеспечивая хороший провар стыка по всей толщине сечения, создает условия для свободы сварочных деформаций (усадки), развивающихся при остывании швов, и не влияет на статическую прочность соединения.
По форме разделки кромок свариваемых элементов швы подразделяются: без разделки; V-образные; U-образные; X-образные; K-образные (см. табл. 10.11). Для V- и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров.
Для сварочных соединений при толщине деталей более 30 мм применяют, главным образом, швы с криволинейным скосом двух кромок. Некоторое повышение трудоемкости обработки кромок в этом случае компенсируется значительным уменьшением объемов сварочных работ и количеством наплавленного металла.

Рис. 10.20. Вывод начала и конца шва на технологические планки
Притупление кромок производится для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке. Правильно установленный перед сваркой зазор позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва.


Рис. 10.21. Типы сварных швов в нахлесточных соединениях:
а – фланговые; б – лобовые; в – косые
При автоматической сварке принимают меньшие размеры разделки кромок вследствие большего проплавления соединяемых элементов.
Для устранения низкого качества шва в зонах зажигания (непровар) и прерывания (кратер) сварочной дуги применяют выводные технологические планки, позволяющие вывести начало и конец шва за пределы рабочего сечения шва (см. рис. 10.20). После сварки технологические планки срезают, а торцы шва зачищают наждачным кругом. Выводные планки выполняют с той же разделкой кромок, что и для свариваемых элементов.
Угловые швы наваривают в угол, образованный элементами, расположенными в разных плоскостях (см. рис. 10.21).
В зависимости от ориентации углового шва относительно линии действия внешнего усилия швы подразделяются на фланговые, расположенные параллельно усилию, лобовые или торцевые, расположенные перпендикулярно усилию, и косые, расположенные под углом к усилию.
По положению в пространстве при выполнении сварки швы подразделяются на виды:
– нижние, выполняемые на горизонтальной поверхности или при небольшом уклоне;
– вертикальные, выполняемые на вертикальной поверхности (или несколько наклонной) снизу вверх или сверху вниз;
– горизонтальные на вертикальной плоскости;
– потолочные, выполняемые сварщиком под изделием, как бы по потолку;
– «в лодочку » , выполняемые по горизонтали в угол, образованный двумя наклонными плоскостями соединяемых элементов (рис. 10.22).
Сварка нижних швов наиболее удобна (расплавленный металл под действием собственного веса переходит в шов, не вытекая из ванны, а шлак и газы легко всплывают на поверхность), легко поддается механизации, дает лучшее качество шва, поэтому конструктивное решение должно предусматривать возможность выполнения большинства швов в нижнем положении. В заводских условиях благодаря возможности кантовки элементов в процессе изготовления все швы желательно выполнять в нижнем положении (стыковые) и «в лодочку» (угловые).
По протяженности сварные швы бывают непрерывными (сплошными) и прерывистыми (шпоночными) (рис. 10.23). Прерывистые швы могут быть расположены в виде цепочки или в шахматном порядке. Длина участка прерывистого шва l = 50…100 мм. Расстояние t – шаг прерывистого шва, обычно равный 2l. Применение прерывистых швов из-за концентрации напряжений по концам шва и пониженной коррозийной стойкости нежелательно. Основное преимущество прерывистых швов – ускорение ручной сварки благодаря уменьшению объема наплавленного металла – не может компенсировать отмеченных недостатков. Эти швы применяются в качестве связующих, а также для сварки лестниц, настилов площадок и прочих слабонагруженных конструкций и элементов с напряжением менее 0,4R.



Рис. 10.22. Положение сварных швов в пространстве:
а – расположение: нижнее (1), вертикальное (2), потолочное (3);
б – горизонтальное на вертикальной плоскости; в – «в лодочку»

Рис. 10.23. Сварные швы по протяженности:
а – сплошные; б – прерывистые
По количеству слоев, наложенных при сварке, швы могут быть однослойными и многослойными. Первые выполняются одним проходом сварочной дуги, вторые несколькими (рис. 10.24).

Рис. 10.24. Сварные швы по количеству слоев:
а – однослойные; б – многослойные
При ручной сварке за один проход может быть выполнен шов с катетом kf ≤ 8 мм. Более толстые швы получаются при многослойной сварке, катет которых kf > 20 мм применять не рекомендуется, так как они имеют большие внутренние сварочные напряжения.
По внешней форме сварные швы делятся на нормальные (с плоской поверхностью), выпуклые (усиленные) и вогнутые (рис. 10.25).
Выпуклые швы характерны для ручной сварки. К вогнутым угловым швам прибегают в целях повышения сопротивления сварных соединений усталости (вогнутость стыковых соединений является браком). Вогнутость и плоская поверхность швов достигаются регулировкой режима сварки или специальной механической обработкой.
Параметры режима сварки влияют на качество сварного соединения и предопределяют геометрические размеры и форму шва (см. рис. 10.25). За расчетный катет шва kf принимается меньший катет вписанного в сечение треугольника. Выпуклость (усиление) шва сварного соединения q и вогнутость m допускаются равными 0,2k, но не более 3 мм.
Форма шва характеризуется:
– коэффициентом провара, т.е. отношением ширины шва к его толщине (лучшей формой провара считается такая, у которой ширина шва в 1,3…2 раза больше толщины шва);
– коэффициентом формы шва, т.е. отношением толщины шва к его усилению (для нормально сформированных швов коэффициент формы шва должен находиться в пределах от 6 до 12);
– долей основного металла в металле шва, т.е. отношением площади расплавленного основного металла к площади сечения всего шва.


Рис. 10.25. Форма и геометрические размеры сварного шва:
а – стыковые; б – угловые;
t – толщина свариваемого металла; h – глубина провара; e – ширина шва;
q – выпуклость шва (высота усиления); m – величина вогнутости; k, k1 и k2 – катеты угловых швов; kf – расчетный катет шва; p – расчетная высота
углового шва; s = (p + q) – толщина углового шва; δ – зазор
Соотношение размеров катетов угловых швов принимается, как правило, 1:1. Для уменьшения концентрации напряжений при переходе силового потока с одного элемента на другой рекомендуются пологие швы с отношением катетов 1:1,5. При этом больший катет должен быть расположен вдоль передаваемого швом усилия, а за толщину шва принимается меньший катет. Плавный переход силового потока достигается также устройством швов вогнутой формы. Такая форма швов применяется в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических районах Ι2, ΙΙ2, ΙΙ3 и Ι1 (расчетная температура воздуха
–40оС > t ≥ –65оС), при обосновании расчетом на выносливость или на прочность с учетом хрупкого разрушения.
Швы с неравными катетами допускается применять в свариваемых элементах разной толщины, при этом катет, примыкающий к более тонкому листу, должен быть не более 1,2 tmin, а примыкающий к более толстому листу – не менее kf, min (см. табл. 10.10).
Максимальный катет угловых швов в целях уменьшения возможности пережога свариваемых элементов, а также снижения усадочных напряжений и деформаций принимается kf,max ≤ 1,2 tmin (tmin – толщина более тонкого из соединяемых элементов).
10.1.15. Расчет и конструирование сварных соединений
10.1.15.1. Стыковые соединения
Стыковое сварное соединение является наиболее простым и надежным. В стыковых швах при всех видах сварки плавлением концентрация напряжений имеет минимальные значения.
При действии на соединение статической нагрузки первоначальная концентрация напряжений в стыковом сварном шве не оказывает влияние на его прочность, так как из-за развития пластических деформаций происходит релаксация напряжений в точках концентрации. Поэтому расчет стыковых сварных соединений выполняют в предположении, что распределение напряжений в поперечном сечении сварного шва равномерно.
Расчет сварных стыковых соединений на центральное растяжение или
сжатие производится по формуле
N / (t lw ) ≤ Rwy γс,
где N – внешнее усилие, приложенное к соединению;
t – расчетная толщина шва, равная толщине наиболее тонкого из соединяемых элементов (местное утолщение в виде валика сварного шва в расчет не принимается); в том случае, если невозможно обеспечить полный провар по толщине свариваемых элементов путем подварки корня шва, например, при односторонней сварке или использовании остающейся стальной подкладки, в формуле вместо t следует принимать 0,7t;
lw – расчетная длина шва, равная полной ширине соединяемых элементов за вычетом 2t, учитывающих низкое качество шва в зонах зажигания (непровар) и прерывания (кратер) сварочной дуги. При условии выполнения шва с применением выводных технологических планок, позволяющих вывести начало и конец шва за пределы рабочего сечения шва, расчетная длина принимается равной полной его длине (после сварки технологические планки срезаются, а торцы шва зачищаются наждачным кругом);
Rwy – расчетное сопротивление сварного стыкового соединения, принимаемое по табл. 2.6;
γс – коэффициент условий работы, принимаемый по табл. 1.3.
Расчетное сопротивление сварного стыкового шва зависит от способов контроля качества сварного шва. Расчетное сопротивление сварного стыкового шва Rwy равно расчетному сопротивлению основного металла Ry при сжатии, а также при растяжении, если применяются физические методы контроля качества сварных швов (об этом обязательно должна быть сделана запись в рабочих чертежах КМ). Если физические методы контроля качества шва, работающего на растяжение, не используются, то следует принимать Rwy = 0,85 Ry.
Так как расчетное сопротивление стали зависит от толщины проката, то в расчетах следует принимать Ry наиболее толстого из свариваемых элементов.
Расчет сварных стыковых соединений растянутых элементов конструкций из стали с соотношением Ru / γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, производится по формуле
N / (tlw) ≤ Rwu / γuγc,
где Ru – расчетное сопротивление проката по временному сопротивлению, (см. табл. 2.3);
γu – дополнительный коэффициент надежности, учитывающий повышенную опасность при расчете конструкций с использованием расчетного сопротивления Ru и принимаемый для стали равным γu = 1,3;
Rwu – расчетное сопротивление сварного соединения по временному
сопротивлению (см. табл. 2.6).
Расчет сварных стыковых соединений выполнять не требуется при применении сварочных материалов (см. табл. 2.5), полном проваре соединяемых элементов и физическом контроле качества растянутых швов.
Пример 10.1. Рассчитать и законструировать стыковое соединение листов шириной 500 мм, толщиной t1 = 10 мм и t2 = 14 мм при действии расчетного растягивающего усилия N = 1200 кН (рис. 10.26, а). Материал листов – сталь класса С245. Шов выполнен с полным проваром без применения физических методов контроля качества шва, концы шва не выведены на специальные технологические планки.
Стык выполняется ручной сваркой электродами Э42 (см. табл. 2.5).
В более толстом листе делаем скос с уклоном 1: 5, т.к. разность толщин соединяемых элементов t2 – t1 = 14 – 10 = 4 мм > 2 мм (см. табл. 10.9).
При минимальной толщине соединяемых листов t1 = 10 мм разделка кромок не требуется.
Листовой прокат из стали С245 толщиной tmax = t2 = 14 мм имеет расчетное сопротивление Ry = 240 МПа = 24 кН/см2 (см. табл. 2.3).
Расчетное сопротивление сварного стыкового соединения принимаем:
Rwy = 0,85Ry = 0,85 · 240 = 204 МПа.

Рис. 10.26. К расчету стыковых швов:
а – прямой шов; б – косой шов, выполненный с применением
выводных планок.
Расчетная длина шва lw = b – 2t1 = 50 – 2 · 1 = 48 см.
Проверяем прочность сварного стыкового шва:
σw = N / (t1 lw) = 1200 / (1 · 48) = 25 кН/см2 = 250 МПа > Rwy = 204 МПа.
Условие не выполняется, необходимо устройство косого шва.
Пример 10.2. Рассчитать и запроектировать сварное соединение косым швом встык с полным проваром и выводом начала и конца шва на технологические планки (рис. 10.26, б). Остальные условия см. пример. 10.1.
На практике косой стык устраивается с заложением 2:1, что соответствует углу α ≈ 63,5о.
Расчет прочности шва по нормальным напряжениям:
σw = N sin α / (t lw') = 1200 ∙ 0,895 / (1 · 55,87) = 19,22 кН/см2 = 192,2 МПа <
< Rwy γc = 204 · 1 = 204 МПа,
где sin α = sin 63,5о = 0,895;
lw′ = lw / sin α = 50 / 0,895 = 55,87 см – расчетная длина косого шва.
Расчет прочности шва по касательным напряжениям:
τw = N cos α / (t lw′ ) = 1200 ∙ 0, 446 / (1 ∙ 55,87) = 9,58 кН/см2 = 95,8 МПа <
< Rws γc = 118,3 МПа,
где cos α = cos 63,5o = 0,446;
Rws = 0,58 Rwy = 0,58 · 204 = 118,3 МПа.
Прочность косого стыкового шва обеспечена как по нормальным, так и по касательным напряжениям.
При действии на соединение статической нагрузки проверка по приведенным напряжениям, как правило, не производится.
Сварные стыковые соединения, выполненные без физических способов контроля качества шва, при одновременном действии в одном и том же сечении нормальных и касательных напряжений при действии на соединение динамической нагрузки проверяются по формуле

Прочность сварного шва при скосе с заложением 2:1 не обеспечена. Уменьшаем угол наклона среза и принимаем его α = 45º (скос с заложением 1:1).
Производим повторную проверку.
Нормальные напряжения в шве
σw = N sin 45о / (t lw′) = 1200 · 0,7 / (1 · 71,43) = 11,76 кН/см2,
где lw′ = lw / sin 45о = 50 / 0,7 = 71,43 см.
Касательные напряжения в шве
τw = N cos 45o / (t lw′) = 1200 · 0,7 / (1 · 71,43) = 11,76 кН/см2.
Проверка приведенных напряжений

Прочность сварного шва обеспечена.
Пример 10.3. Проверить прочность соединения, выполненного стыковым швом, консольного листа сечением b×t = 300×8 мм к стенке стойки из тавра
 15ШТ / ТУ 14-2-685-86 (толщина стенки s = 8 мм). К консоли приложена расчетная сосредоточенная сила F = 100 кН с эксцентриситетом e = 200 мм.
15ШТ / ТУ 14-2-685-86 (толщина стенки s = 8 мм). К консоли приложена расчетная сосредоточенная сила F = 100 кН с эксцентриситетом e = 200 мм.
Конструкция относится ко второй группе и выполнена из стали С245. Сварка ручная с полным проваром шва при визуальном способе контроля качества шва. Условия работы – нормальные (рис. 10.27).
Расчетное сопротивление листового и фасонного проката из стали С245 толщиной до 20 мм Ry = 240 МПа = 24 кН/см2 (см. табл. 2.3).
Расчетное сопротивление сварного стыкового соединения (см. табл. 2.5):
– изгибу при визуальном способе контроля качества шва Rwy = 0,85Ry =
= 0,85 · 240 = 204 МПа = 20,4 кН/см2;
– сдвигу Rws = Rs = 139,2 МПа,
где Rs = 0,58 Ry = 0,58 · 240 = 139,2 МПа – расчетное сопротивление проката сдвигу.

Рис. 10.27. Прикрепление консольного листа стыковым швом
Расчетный изгибающий момент
M = Fe = 100 · 0,2 = 20 кН·м.
Поперечная сила
Q = F = 100 кН.
Момент сопротивления стыкового шва
Ww = tlw2 / 6 = 0,8 · 28,42 / 6 = 107,54 см3,
где lw = b – 2 t = 30 – 2 · 0,8 = 28,4 см – расчетная длина шва с учетом непровара в начале шва и кратера в конце шва.
Определяем:
– нормальные напряжения в шве
σw = M / Ww = 2000 / 107,54 = 18,6 кН/см2;
– касательные напряжения в шве
τw = 1,5 Q / (t lw) = 1,5 · 100 / (0,8 · 28,4) = 6,6 кН/см2;
Проверяем прочность шва по приведенным напряжениям:

Прочность соединения обеспечена.
10.1.15.2. Нахлесточные соединения
Передача усилия с одного элемента на другой происходит неравномерно как по длине шва, так и по поперечному сечению соединения. Однако при статическом нагружении перед разрушением напряжения выравниваются за счет пластической работы перенапряженных (концевых) участков шва.
Лобовые швы, обладая большей жесткостью и прочностью, чем фланговые, в запас прочности рассчитываются, как фланговые. При одновременном использовании лобовых и фланговых швов (в комбинированных соединениях) в результате развития пластических деформаций усилия в швах выравниваются и расчет комбинированных соединений производится по суммарной площади швов. В основу расчета принимается допущение о равномерном распределении напряжений среза.
Сварные соединения с угловыми швами при действии продольной и поперечной сил рассчитываются на условный срез по двум сечениям (рис. 10.28):
– по металлу шва (сечение 1-1):
N / (βf kf lw) ≤ Rwf γwf γc;
– по металлу границы сплавления (сечение 2-2):
N / (βz kf lw) ≤ Rwz γwz γc.

Рис. 10.28. Схема расчетных сечений сварного соединения с угловым швом
Расчет по металлу шва производится по минимальной площади сечения шва, проходящей через меньшую высоту условного треугольника шва (без учета наплыва). Для ручной сварки при равных катетах шва эта высота равняется 0,7kf.
Необходимость расчета сварного шва по металлу границы сплавления (по сечению с большей расчетной площадью) вызвана применением сварочных материалов с прочностью, превышающей прочность основного материала соединяемых элементов (несущую способность соединения определяет менее прочный основной металл).
При автоматической и механизированной сварке провар в углу (корне) шва глубже, чем при ручной сварке, и при работе шва на срез включается в работу часть основного материала, условная высота треугольного сечения шва принимается равной βf kf или βzkf ,
где βf и βz – коэффициенты, учитывающие глубину проплавления шва и границы сплавления, принимаемые при сварке из стали: с пределом текучести до 530 МПа по табл. 10.19; с пределом текучести свыше 530 МПа независимо от вида сварки, положения шва и диаметра сварочной проволоки –
β f = 0,7; β z = 1,0;
kf – катет углового шва, равный катету вписанного равнобедренного прямоугольного треугольника (см. рис. 10.25).
Минимальное значение катета шва принимается в зависимости от толщины более толстого из свариваемых элементов, способа сварки, марки стали и вида соединения (см. табл. 10.10). В нахлесточных соединениях обычно катет шва принимается равным меньшей из толщин соединяемых деталей
При сварке вдоль кромок прокатных профилей, имеющих скругление, наибольшую толщину углового шва kf, max при статической и динамической
нагрузках рекомендуется принимать по табл. 10.20.
Расчетная длина шва lw принимается равной сумме расчетных длин каждого из накладываемых швов.
Из-за непровара в начале сварного шва и кратера в конце шва расчетная длина каждого шва принимается на 10 мм меньше фактической и должна быть не менее 4kf и 40 мм, так как при работе более коротких швов сильно сказывается не учитываемое расчетом влияние эксцентриситета е и возникающего при этом дополнительного изгибающего момента см. рис. 10.21, а).
Максимальная длина флангового шва (из-за большой концентрации напряжений в начале и конце шва возможно достижение предельного состояния в наиболее напряженных точках раньше, чем выровняются напряжения по всей длине шва) принимается lw,max ≤ 85βfkf, за исключением швов, в которых усилие действует на всем протяжении швов, например, в поясных швах составных балок, где длина шва не ограничивается. Длина нахлеста листов в нахлесточных соединениях должна быть не менее пяти толщин наиболее тонкого из свариваемых элементов (см. рис. 10.21, а).
Таблица 10.19
Значения коэффициентов bf и bz
| Сварка при диаметре сварочной проволоки d, мм | Положение шва | Коэффициент | Значения коэффициентов bf и bz при катетах швов, мм | ||
| 3…8 | 9…12 | 14…16 | ≥18 | ||
| Автоматическая при d = 3…5 | В лодочку | bf | 1,1 | 0,7 | |
| bz | 1,15 | 1,0 | |||
| Нижнее | bf | 1,1 | 0,9 | 0,7 | |
| bz | 1,15 | 1,05 | 1,0 | ||
| Автоматическая и механизированная при d = 1,4…2 | В лодочку | bf | 0,9 | 0,8 | 0,7 |
| bz | 1,05 | 1,0 | |||
| Нижнее, горизонтальное, вертикальное | bf | 0,9 | 0,8 | 0,7 | |
| bz | 1,05 | 1,0 | |||
| Ручная; механизированная проволокой сплошного сечения при d < 1,4 или порошковой проволокой | В лодочку, нижнее, горизонтальное, вертикальное, потолочное | bf | 0,7 | ||
| bz | 1,0 |
П р и м е ч а н и е. Значения коэффициентов соответствуют нормальным режимам сварки.
Таблица 10.20
Максимальные катеты швов kf, max у скруглений
прокатных профилей
| kf, max, мм | 4 | 5 | 6 | 8 | 10 | 12 |
| Номер двутавра | 10…12 | 14…16 | 18…27 | 30…40 | 45 | 50…60 |
| Номер швеллера | 5…8 | 10…14 | 16…27 | 30 | 36…40 | – |
| Вдоль пера уголков при толщине полки t | ||||||
| t, мм | £6 | 7…16 | ³18 | |||
| kf, мм | t – 1 | t – 2 | t – 4 |
Расчетные сопротивления сварных соединений Rwf – при расчете по металлу шва и Rwz – при расчете по металлу границы сплавления (см. табл. 2.3, 2.6 и 2.7).
Коэффициент условий работы конструкции γс = 1,0 (см. табл. 1.3). Коэффициенты условий работы шва и
и  , равные 1,0 во всех случаях, кроме конструкций, возводимых в климатических районах Ι1, Ι2, ΙΙ2 и ΙΙ3, для которых γwf = 0,85 для металла шва с нормативным сопротивлением
, равные 1,0 во всех случаях, кроме конструкций, возводимых в климатических районах Ι1, Ι2, ΙΙ2 и ΙΙ3, для которых γwf = 0,85 для металла шва с нормативным сопротивлением
Rwun = 410 МПа и γwz = 0,85 – для всех сталей.
Пример 10.4. Рассчитать прикрепление внахлестку, выполненное ручной сваркой, растянутого элемента из полосовой стали класса С275 сечением 250×10 мм к листу толщиной 12 мм. Определить наименьшую длину нахлестки при условии равнопрочности элемента и его прикрепления лобовым и двумя фланговыми швами (рис. 10.29).

Рис. 10.29. Сварной стык внахлестку
Определяем предельное усилие, воспринимаемое элементом. Расчетное сопротивление листового проката из стали С275 толщиной свыше 10 мм Ry = 260 МПа = 26 кН/см2, нормативное сопротивление – Run = 380 МПа = = 38 кН/см2 (см. табл. 2.3).
Предельное усилие, которое может выдержать прикрепляемый лист:
N = Ry b t = 26 · 25 · 1 = 650 кН.
Принимаем катет шва равным толщине привариваемого элемента
kf = t1 = 10 мм.
Выбираем сварочные материалы (см. табл. 2.5).
Электроды типа Э46. Расчетные сопротивления: а) при расчете по металлу шва Rwf = 200 МПа = 20 кН/см2; б) при расчете по металлу границы сплавления Rwz = 0,45Run = 0,45 · 380 = 171 МПа = 17,1 кН/см2.
Коэффициенты проплавления (см. табл. 10.19): βf = 0,7; βz = 1,0.
Коэффициенты условий работы шва γwf = γwz = 1,0.
Сравниваем:
βf Rwf = 0,7 · 200 = 140 МПа < βz Rwz = 1 · 171 МПа.
Расчет производим по металлу сварного шва.
Определяем усилие, воспринимаемое одним лобовым швом с расчетной длиной lw,л = b – 1 = 25 – 1 = 24 см:
Nл = βf kf lw,л Rwf γwf γс = 0,7 · 1 · 24 · 20 · 1 · 1 = 336 кН.
Определяем усилие, приходящееся на каждый из фланговых швов:
Nф = (N – Nл) / 2 = (675 – 336) / 2 = 169,5 кН.
Вычисляем расчетную длину флангового шва:
lw,ф = Nф / (βf kf Rwf γwf γс) = 169,5 / (0,7 · 1 · 20 · 1 · 1) = 12,1 см.
Принимаем lw,ф = 13 см.
Длина нахлестки (с учетом дефектов в начале и конце шва)
l = lw,ф + 1 = 13 + 1 = 14 см, что больше 5tmin = 5 · 1 = 5 см и меньше lw,max = 85 βf kf = 85 · 0,7 · 1 = 59,5 см.
Нахлесточные соединения, работающие на чистый изгиб (рис. 10.30). Расчет сварных нахлесточных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, производится по двум сечения по формулам:
– по металлу шва
M / Wf ≤ Rwf γwf γc;
– по металлу границы сплавления
M / Wz ≤ Rwz γwz γc,
где Wf = βf kf lw2 / 6 – момент сопротивления расчетного сечения по металлу шва;
Wz = βzkf lw2 / 6 – то же по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов производится в предположении, что напряжения σw распределяются по продольному расчетному сечению шва неравномерно, достигая максимума в точках, наиболее удаленных от центра тяжести сечения (рис. 10.30, точка А):
– по металлу шва

– по металлу границы сплавления

где М – расчетный изгибающий момент, действующий в соединении;
Ifx = βf kf lw3 / 12 и Ify = (βf kf)3 lw / 12 – моменты инерции расчетного сечения относительно его главных осей x-x и y-y по металлу шва;
Izx = βz kf lw3 / 12 и Izy = (βz kf)3lw / 12 – то же по металлу границы сплавления;
x = βf kf / 2 (или βz kf / 2) и y = lw / 2 – координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.

Рис. 10.30. К расчету сварного соединения на чистый изгиб
В большинстве случаев швы имеют большую протяженность lw и относительно небольшой катет шва kf, то есть Ifx >> Ify ; y >> x. В этом случае моментом инерции Ify относительно оси y-y обычно пренебрегают. Поэтому сварные швы, работающие на чистый изгиб в плоскости расположения этих швов, можно рассчитывать на прочность по обычным формулам, как для соединений с угловыми швами в плоскости, перпендикулярной плоскости расположения швов. Условие прочности на изгиб записывается через осевой момент сопротивления:
– по металлу шва
σwf = M / Wfx = 6M / (βf kf lw2) ≤ Rwf γwfγc ;
– по металлу границы сплавления
σwz = M / Wzx = 6M / (βz kf lw2) ≤ Rwzγwzγc .
Пример 10.5. Проверить прикрепление внахлестку листа сечением 250×20 мм (см. рис. 10.30), выполненное ручной сваркой угловыми швами на действие момента M = 2000 кН·м в плоскости расположения швов. Сварка выполняется в нормальном режиме электродами Э42. Расчетные сопротивления сварного шва сдвигу по металлу шва – Rwf = 180 МПа и по металлу границы сплавления – Rwz = 166,5 МПа.
Коэффициенты βf = 0,7 и βz = 1,0.
Расчет производим по металлу шва, так как
βf Rwf = 0,7·180 = 126 МПа < βz Rwz = 1·166,5 = 166,5 МПа.
Принимаем катет шва равным толщине листа t = 20 мм.
Определяем моменты инерции расчетного сечения шва:
Ifx = βf kf lw3 / 12 = 0,7 · 2 · 243 / 12 = 1612,8 см4;
Ify = (βf kf)3 lw / 12 = (0,7 · 2)3 · 24 / 12 = 5,49 см4,
где lw = b – 1 = 25 – 1 = 24 см – расчетная длина шва.
Координаты наиболее напряженной точки:
x = βf kf / 2 = 0,7 · 2 / 2 = 0,7 см; y = lw / 2 = 24 / 2 = 12 см.
Производим проверку

Условие прочности шва выполняется.
10.1.15.3. Комбинированные соединения
Комбинированное соединение может применяться в случае особой необходимости, когда напряжения в основном металле больше допустимых для сварных швов (Rwy = 0,85Ry). В этом случае для обеспечения равной прочности сварного соединения основному сечению стыковые швы усиливаются двусторонними накладками (рис. 10.31). Такое соединение допустимо при работе на статические нагрузки.

Рис. 10.31. Усиление стыкового шва накладками
Перед наложением накладок усиление сварного шва (валик шва) снимается наждачным кругом.
При расчете комбинированного соединения условно принимается, что напряжение в стыковом шве и накладках одинаково и определяется по формуле
σ = N / (Aw + ∑Aн) ≤ Rwyγc,
где Aw – площадь сечения сварных швов, равная площади сечения соединяемых элементов;
∑Aн – суммарная площадь сечения накладок;
Rwy – расчетное сопротивление стыкового шва сжатию или растяжению;
γc – коэффициент условий работы.
Пример 10.6. Рассчитать сварное соединение полос из стали С245 встык, выполненное ручной сваркой электродами Э42 с визуальным контролем качества шва. Растягивающая сила N = 1400 кН. Размер сечения полос b×t = 300×20 мм. Расчетное сопротивление стали при толщине проката до 20 мм включительно Ry = 240 МПа, нормативное сопротивление по временному сопротивлению Run = 370 МПа (см.табл. 2.3). Коэффициент условий работы γc = 1,0. Режим сварки нормальный.
Выполняем прямой стыковой шов, концы шва выводим на планки. Расчетное сопротивление стыкового шва в соединении, работающем на растяжение (качество шва не проверено физическими способами контроля) определяется по формуле
Rwy = 0,85Ry = 0,85 · 240 = 204 МПа = 20,4 кН/см2.
Проверяем прочность стыкового шва:
σw = N / Aw = 1400 / 60 = 23,33 кН/см2 > Rwyγc = 20,4 кН/см2,
где Aw = tlw = 2 · 30 = 60 см2;
lw = b = 30 см.
Условие прочности шва не выполняется.
Производим усиление сварного соединения двумя ромбическими накладками минимальной толщины сечением 250×6 мм каждая.
Площадь накладки Aн = tнbн = 0,6 · 25 = 15 см2.
Для уменьшения концентрации напряжений ширина накладок не должна сильно отличаться от ширины соединяемых листов – bн = b – 2 · 2,5 = = 30 – 5 = 25 см.
Определяем напряжения в стыковом шве:
σ = N / (Aw + 2Aн) = 1400 / (60 + 2 · 15) = 15,56 кН/см2 < Rwyγc = 20,4 кН/см2.
Усилие, воспринимаемое каждой накладкой:
Nн = σ Aн = 15,56 · 15 = 233,4 кН.
Задаемся максимальным катетом шва, равным толщине накладки, kf = tн = 6 мм.
Определяем расчетные сопротивления сварного шва сдвигу при ручной сварке:
Rwf = 180 МПа = 18 кН/см2 – при расчете по металлу шва, принимается по табл. 2.7;
Rwz = 0,45Run = 0,45 · 370 = 166,5 МПа = 16,65 кН/см2 – при расчете по металлу границы сплавления.
Коэффициенты проплавления сварного шва принимаем для ручной сварки: βf = 0,7 и βz = 1,0.
Коэффициенты условий работы шва γwf = γwz = 1,0.
Определяем, какая из проверок (по металлу шва или по металлу границы сплавления) имеет решающее значение:
βf Rwf = 0,7 · 180 = 126 МПа < βz Rwz = 1 · 166,5 = 166,5 МПа.
Расчет производим по металлу шва.
Усилие в накладке должно быть воспринято приваркой накладки, откуда определяем требуемую суммарную длину угловых швов, необходимых для прикрепления накладки с одной стороны стыка:
Σlw = Nн / (βf kf Rwf γwfγс) = 233,4 / (0,7 · 0,6 · 18 · 1 · 1) = 30,87 см.
Принимаем два шва (с учетом дефектов в начале и конце шва по 0,5 см) длиной
lw = Σlw / 2 + 2 · 0,5 = 30,87 / 2 + 1 = 16,44 см ≈ 17 см.
10.1.15.4. Тавровые соединения
Тавровые соединения применяют при изготовлении сварных стержней (двутавров, тавров) и других конструктивных элементов (двутавровые балки, колонны). В тавровом соединении торец одного элемента приваривается к поверхности другого элемента двумя угловыми швами. Для крепления ребер жесткости и диафрагм, а также для сварки стенок с поясами балок и колонн двутаврового сечения, работающих на статическую нагрузку, допускается применение односторонних угловых швов с катетом kf минимальное значение которого определяется по табл. 10.10.
В ответственных конструкциях, работающих на динамическую нагрузку или возводимых и эксплуатируемых в районах с расчетными температурами ниже –40ºС (конструкции «северного исполнения») соединение элементов производится стыковыми швами с проплавлением шва на всю глубину (при толщине привариваемого элемента t > 10 мм с разделкой кромок под сварку).
Пример 10.7. Рассчитать соединение пояса со стенкой в сварной двутавровой балке, составленной из трех листов. Размеры сечения приведены на рис. 10.32. Материал конструкции – сталь класса С255. Температура эксплуатации –37оС. Соединение выполняется автоматической сваркой угловыми непрерывными швами одинаковой толщины по всей длине балки. Поперечная сила на опоре Qmax = 1033,59 кН. Сосредоточенное давление от балок, опирающихся на верхний пояс при этажном сопряжении, F = 322,2 кН/см2.
Выбираем сварочные материалы (см. табл. 2.5) в зависимости от класса стали, группы стали, климатического района строительства, вида сварки, принимаем марку сварочной проволоки Св-08А, диаметр сварочной проволоки d = 4 мм.
Расчетные сопротивления сварного шва:
– при расчете по металлу шва Rwf = 180 МПа = 18 кН/см2;
– при расчете по металлу границы сплавления Rwz = 0,45Run= 0,45·370 = = 166,5 МПа = 16,65 кН/см2, где Run = 370 МПа – нормативное сопротивление стали С255 при толщине проката 25 мм (см. табл. 2.3).
Коэффициенты проплавления βf = 1,1; βz = 1,15 (см. табл. 10.19.
Коэффициенты условия работы γwf = γwz = 1,0.

Рис. 1.32. Соединение пояса со стенкой и прикрепление опорного ребра
Сравниваем:

Поясные швы при  рассчитываем по металлу границы сплавления.
рассчитываем по металлу границы сплавления.
Вычисляем геометрические характеристики сечения:
– момент инерции

– статический момент пояса относительно оси x-x

Поясные соединения обеспечивают совместную работу поясов и стенки, предотвращая при изгибе балки сдвиг поясов относительно стенки, а также при наличии местной нагрузки, действующей на пояса в местах, где нет поперечных ребер жесткости, передают ее на стенку.
Сварные швы рассчитываются на равнодействующую усилий T и V по формуле

где T – усилие на единицу длины шва (1 см) от поперечной силы Qmax на опоре, сдвигающее пояс относительно стенки:
T = Qmax Sf / Ix = 1033,59 · 8578,13 / 1645664,06 = 4,57 кН;
V – давление от сосредоточенного груза F на единицу длины шва:
 = 322,2 / 20,5 = 15,72 кН,
= 322,2 / 20,5 = 15,72 кН,
здесь lef = b + 2tf = 15,5 + 2 · 2,5 = 20,5 см – условная длина распределения сосредоточенной нагрузки.
Определяем катет сварного шва:

При толщине tf = 25 мм более толстого из свариваемых элементов автоматической сваркой конструктивно принимаем минимальный катет шва kf,min = 7 мм (см. табл. 10.10).
Пример 10.8. Рассчитать прикрепление опорного ребра в опорной части главной балки. Передача нагрузки от балки, установленной сверху на колонну, осуществляется через торцевое опорное ребро (см. рис. 10.32). Поперечная сила на опоре Qmax = 1033,59 кН. Размеры сечения приведены на рисунке. Материал конструкции – сталь класса С255. Температура эксплуатации –37оС. Прикрепление опорного ребра к стенке балки осуществляется механизированной сваркой угловыми швами. Принимаем марку сварочной проволоки для сварки стали класса С255 Св-08Г2С по ГОСТ 2246-70* (см. табл. 2.5), диаметр сварочной проволоки d = 4 мм.
Расчетные сопротивления сварного шва: при расчете по металлу шва –Rwf = 215 МПа = 21,5 кН/см2; при расчете по границе сплавления – Rwz = 0,45Run = 0,45 · 370 = 166,5 МПа = 16,65 кН/см2, где Run = 370 МПа – нормативное сопротивление стали С255 при толщине проката tf = 25 мм (см. табл. 2.3). Коэффициенты проплавления (см. табл. 10.19): βf = 0,9; βz = 1,05. Коэффициенты условий работы шва γwf = γwz = 1,0.
Сравниваем:

следовательно, сварные швы при  рассчитываем по металлу границы сплавления.
рассчитываем по металлу границы сплавления.
Условие прочности сварных угловых швов, работающих на срез:
Qmax ≤ 2 βz kf lw Rwz γwz γc,
откуда, принимая lw,max = 85βf kf, определяем катет шва:
 Принимаем шов kf = 7 мм, что больше kf,min = 5 мм – минимального катета при сварке наиболее толстого элемента tр = 16 мм.
Принимаем шов kf = 7 мм, что больше kf,min = 5 мм – минимального катета при сварке наиболее толстого элемента tр = 16 мм.
Проверяем принятую максимальную длину расчетной части сварного шва:
lw,max = 85βf kf = 85 · 0,9 · 0,7 = 53,55 см < hw = 150 см,
укладывается в конструктивную длину шва.
Ребро привариваем к стенке по всей высоте непрерывными швами.
10.1.15.5. Прикрепление угловыми швами несимметричных профилей
При прикреплении угловыми швами несимметричных профилей необходимо учитывать неравномерное распределение усилий между швами, передающими силовой поток с уголка на лист.
Во избежание дополнительного момента площадь сечения каждого шва назначается так, чтобы равнодействующая передаваемых ими усилий совпадала с осью прикрепления элемента (с линией центров тяжести сечений уголков), то есть усилие N распределялось обратно пропорционально расстояниям от сварных швов до оси центра тяжести сечения.
Усилия, воспринимаемые швами:
– у обушка N1 = (1 – α) N;
– у пера N2 = α N.
Коэффициент α = zо / b учитывает долю усилия на сварные швы у пера. Значение коэффициента α зависит от номера и вида уголка (равнополочный; неравнополочный, прикрепленный к листу узкой полкой; неравнополочный, прикрепленный к листу широкой полкой) и в практических расчетах принимается по табл. 10.21
Таблица 10.21
Значения коэффициента α
| Коэффициент | Тип сечения | ||
|
|
|
| |
| α | 0,3 | 0,25 | 0,35 |
| 1 – α | 0,7 | 0,75 | 0,65 |



Пример 10.9. Рассчитать и запроектировать прикрепление фланговыми швами к фасонке толщиной t2 = 10 мм растянутого элемента из двух равнополочных прокатных уголков ∟100×100×8 / ГОСТ 8509-93. Ширина уголка b = 100 мм, расстояние от обушка уголка до центра тяжести сечения zо = 2,75 мм. Расчетное усилие N = 750 кН (рис. 10.33). Условия эксплуатации – нормальные при расчетной температуре наружного воздуха –37оС. Сварка – ручная.

Рис. 10.33. Прикреплении угловыми швами несимметричного профиля
Растянутые элементы при работе на статическую нагрузку относятся ко второй группе конструкций. Из табл. 2.1 для климатического района ІІ4 при температуре эксплуатации от –30 до –40оС выбираем сталь класса С255.
При толщине элемента t до 10 мм включительно нормативное сопротивление по временному сопротивлению – Run = 370 МПа.
Расчетные сопротивления сварного углового шва условному срезу: по металлу шва – Rwf = 180 МПа = 18 кН/см2 (см. табл. 2.7); по металлу границы сплавления – Rwz = 0,45Run = 0,45 · 370 = 166,5 МПа = 16,65 кН/см2.
Коэффициент условий работы γс = 1,0; коэффициенты условий работы шва γwf = γwz = 1,0.
Коэффициенты глубины проплавления шва для ручной сварки: βf = 0,7 – при расчете по металлу шва; βz = 1,0 – при расчете по металлу границы сплавления.
Расчет производим по металлу шва, так как
βf Rwf = 0,7 · 180 = 126 МПа < βz Rwz = 1 · 166,5 МПа,
Усилие, воспринимаемое швами у обушка:
N1 = (1 – α) N = (1 – 0,3) 750 = 525 кН.
Усилие, воспринимаемое швами у пера:
N2 = α N = 0,3 · 750 = 225 кН.
Принимаем максимальный катет сварного шва kf = 6 мм, который можно допустить при сварке вдоль пера уголка толщиной tуг = 8 мм (см. табл. 10.20).
Этот катет шва удовлетворяет конструктивным требованиям (kf < kf,max = 1,2tmin = 1,2 t1 = 1,2 · 8 = 9,6 мм и kf > kf,min = 5 мм при толщине более толстого из свариваемых элементов t2 = 10 мм (см. табл. 10.10).
Расчетная длина шва вдоль обушка
lw1 = N1 / (2 βf kf Rwf γwf γс) = (525 / 2 · 0,7 · 0,6 · 18 · 1 · 1) = 35 см <
< lw,max = 85 βf kf = 85 · 0,7 · 0,6 = 35,7 см;
конструктивная длина шва (с добавлением 10 мм на дефекты в начале и конце сварного шва)
l1 = lw1 + 1 = 35 + 1 = 36 см.
Расчетная длина шва вдоль пера
lw2 = N2 / (2 βf kf Rwf γwf γс) = (225 / 2 · 0,7 · 0,6 · 18 · 1 · 1) = 15 см < lw,max;
конструктивная длина шва
l2 = lw2 + 1 = 15 + 1 = 16 см.
Для уменьшения концентрации напряжений на концах фланговых швов сварные швы заводим на торцы уголков на 20 мм.
10.1.15.6. Проектирование монтажного стыка сварной балки
По условиям перевозки (ограничение массы и габаритов) балка расчленяется по возможности на одинаковые отправочные элементы (марки). В разрезной балке монтажный стык выполняется в одном сечении (универсальный стык) и чаще располагается в середине пролета, где Mmax и, соответственно, максимальные нормальные напряжения σ близки к расчетному сопротивлению основного металла Ry .
Стык элементов балки осуществляется стыковыми швами (рис. 10.34). Расчетные сопротивления сварных соединений для любого вида сварки принимаются (см. табл. 2.6): при сжатии соединения независимо от методов контроля качества швов Rwy = Ry, при растяжении и изгибе с физическим контролем качества швов Rwy = Ry и Rwy = 0,85Ry, если физические методы контроля не используются.
На монтаже физические способы контроля затруднены, поэтому расчет растянутого стыкового соединения производится по его пониженному расчетному сопротивлению. Сжатый верхний пояс и стенка соединяются прямым швом, растянутый пояс – косым швом для увеличения длины шва, так как действительное напряжение в поясе σ превышает Rwy. Для обеспечения равнопрочности сварного стыка и основного сечения нижнего пояса достаточен скос с наклоном реза 2:1.

Рис. 10.34. Монтажный стык сварной балки
В монтажных условиях стык выполняют ручной сваркой, применяя электроды с индексом А (Э42А, Э50А), обеспечивающие повышенную пластичность наплавленного металла (см. табл. 2.5).
Для обеспечения качественного соединения при ручной сварке элементов толщиной более 8…10 мм производится V-образная разделка кромок, начало и конец шва выводятся на специальные технологические планки.
Для уменьшения сварочных напряжений соблюдается определенный порядок сварки (см. рис. 10.34): сначала сваривают поперечные стыковые швы стенки 1, поясов 2 и 3, имеющие наибольшую поперечную усадку, последними заваривают угловые швы 4 и 5, имеющие небольшую продольную усадку. Оставленные незаверенными на заводе участки поясных швов длиной около 500 мм дают возможность поясным листам несколько вытянуться при усадке швов 2. Это также позволяет при монтаже совместить торцы свариваемых элементов отправочных марок, имеющих отклонение в размерах в пределах технологических допусков.
10.1.15.7. Расчет сварного соединения на одновременное действие
изгибающего момента М и перерезывающей силы Q
Примером такого соединения может служить прикрепление подкрановой консоли к колонне.
Пример 10.10. Проверить прочность сварного соединения одностенчатой консоли с колонной. Сталь класса С255. Сварка механизированная в среде СО2 сварочной проволокой марки Св-08Г2С диаметром 1,4 мм. Катет шва kf = 8 мм. К консоли приложена расчетная сосредоточенная сила F = 800 кН с эксцентриситетом (расстоянием от оси подкрановой балки до грани колонны) е = 350 мм. Размеры сечения консоли показаны на рис. 10.35.

Рис. 10.35. Прикрепление консоли к колонне:
а – прикрепление консоли; б – геометрические характеристики сечения;
в – расчетные длины швов; г – эпюры напряжений в шве
Предварительно определяем:
– Rwf = 215 МПа = 21,5 кН/см2 – расчетное сопротивление металла шва (см. табл. 1.18);
– Rwz = 0,45Run = 0,45 ∙ 370 = 166,5 МПа = 16,65 кН/см2 (см. табл. 1.16), здесь Run = 370 МПа для стали С255 при толщине свариваемых элементов от 10 до 20 мм (см. табл. 1.14);
– βf = 0,9 и βz = 1,05 – коэффициенты проплавления, принимаемые для механизированной сварки при диаметре сварочной проволоки 1,4 мм и катетах швов 8 мм (см. табл. 10.19);
– γwf = γwz = 1 – коэффициенты условий работы соединения.
Сравниваем:
βfRwf = 0,9 ∙ 215 = 193,5 МПа > βzRwz = 1,05 ∙ 166,5 = 174,8 МПа,
следовательно, рассчитываем сварные швы по металлу границы сплавления.
В месте прикрепления консоли действуют:
– изгибающий момент М = F е = 800 ∙ 0,35 = 280 кН∙м;
– поперечная сила Q = F = 800 кН.
Определяем геометрические характеристики сечения сварных швов в месте прикрепления консоли к колонне с учетом дефектов швов в начале и конце сварки по 10 мм (см. рис. 10.35, в). Суммарная расчетная длина швов, прикрепляющих один пояс,
∑l w,n = (bf – 1) + [bf – (tw + 2kf + 2 ∙ 0,5)] =
= (25 – 1) + [25 – (1 + 2 ∙ 0,8 +1)] = 45,4 cм.
Площадь сварного шва у пояса
Aw,n = βf kf ∑ lw,n = 1,05 ∙ 0,8 ∙ 45,4 = 38,14 см2.
Суммарная расчетная длина швов, прикрепляющих стенку,
∑ lw,ст = 2 (hw – 1) = 78 см.
Площадь сварного шва у стенки
Aw,ст = βz kf ∑ lw,cт = 1,05 ∙ 0,8 ∙ 78 = 65,52 см2.
Общая площадь всех сварных швов
Aw = Aw,ст + 2 Aw,n = 65,52 + 2 ∙ 38,14 =141,8 см2.
Момент инерции всех сварных швов относительно оси х-х
Iw = [2 βz kf (hw – 1)3] / 12 + 2[Aw.n (hf / 2)2] =
= [2 ∙ 1,05 ∙ 0,8 · (40 – 1)3] / 12 + 2 · [38,14 · (41,4 / 2)2] = 40989,9 см4.
Момент сопротивления швов
Ww = 2Jw / h = 2 ∙ 40989,9 / 42,8 = 1915,42 см3.
Срезающее напряжение в шве от М
τwМ = М / Ww = 28000 / 1915,42 = 14,62 кН/см2.
Рекомендация для Вас - Лабораторная работа №А.
Срезающее напряжение в шве от Q
τwQ = Q / Aw = 800 / 141,8 = 5,64 кН/см2.
Проверяем суммарное напряжение в сварном шве
τw = =
=  = 15,67 кН/см2 =
= 15,67 кН/см2 =
= 156,7 МПа < Rwz γwz γc = 166,5 МПа.
Прочность соединения обеспечена.



















