
Организация производственных процессов и подразделений фирмы
3. Организация производственных процессов и подразделений фирмы.
5.1.Производственный процесс: его структура и принципы организации.
Процесс производства (производственный процесс, производство) — это реализуемый человеком с помощью средств труда целенаправленный процесс преобразования различных объектов в продукты производства.
Результат производственного процесса – продукция, услуги.
Для осуществления процесса производства необходимы следующие три целенаправленно взаимодействующих фактора производства:
ü человек, являющийся носителем рабочей силы и как таковой называемый работником;
ü средства труда;
ü предметы производства.
Определяющим фактором любого процесса производства является человек, задающий цель этого процесса, а также устанавливающий и реализующий способ непосредственного и опосредованного воздействия на предметы производства для достижения заданной цели.
[Содержание]
5.1.1. Структура производственного процесса.
Рекомендуемые материалы
Предприятие является сложной производственно-хозяйственной системой, осуществляющей огромное множество различных процессов, прямо или косвенно связанных с выпуском его конечной продукции. В соответствии с генеральными функциями предприятия (рис. 5.1.) производственный процесс делится на следующие генеральные процессы:
рис. 5.1.
ü процесс конечного производства — преобразование предметов производства в конечную продукцию;
ü процесс восстановления компонентов и структуры предприятия — ремонт и замена изношенного технологического оснащения, профилактический уход за ним, поддержание безопасных и комфортных условий труда, восстановление работоспособности работников при их заболевании или травмировании;
ü процесс энергообеспечения — получение и преобразование энергетических ресурсов внешней среды в энергию в такой ее форме, в которой она используется на предприятии для осуществления всех протекающих на нем процессов;
ü процесс организации — изменение функций и структуры предприятия в направлении большего их соответствия изменяющимся условиям взаимодействия предприятия с его внешней средой и повышения эффективности его функционирования.
По своему назначению и роли в производстве процессы подразделяются на основные, вспомогательные и обслуживающие (рис. 5.2.).
Рис. 5.2.
ü Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием.
ü К вспомогательным относятся процессы, обеспечивающие бесперебойное протекание основных процессов. Их результаты используются на самом предприятии. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки, выработке и передачи всех видов энергии (электроэнергия, пар и сжатый воздух и т. д.).
ü К обслуживающим относят процессы, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования и основных, и вспомогательных процессов. К ним относятся, например, процессы транспортировки, складирования, подбора и комплектования деталей, контроля и т. д.
В современных условиях, особенно в автоматизированном производстве, наблюдается тенденция к интеграции основных и обслуживающих процессов. Так, в гибких автоматизированных комплексах объединены в единый процесс основные, комплектовочные, складские и транспортные операции.
Совокупность основных процессов образует основное производство, которое обычно состоит из трех стадий: заготовительной, обрабатывающей и сборочной.
Рис. 5.3.
Стадией производственного процесса называется комплекс процессов и работ, выполнение которых характеризует завершение определенной части производственного процесса и связано с переходом предмета труда из одного качественного состояния в другое.
ü К заготовительной стадии относятся процессы получения заготовок, подвергающихся в дальнейшем обработке и сборке (резка, ковка, литье, штамповка и т.п.).
ü Обрабатывающая стадия включает процессы превращения заготовок в готовые детали: механическую обработку, термообработку, покраску, нанесение гальванических покрытий и т. д.
ü Сборочная стадия — заключительная часть производственного процесса, в процессе которой из готовых деталей и комплектующих изделий собирается готовая продукция предприятия. В нее входят сборка узлов и готовых изделий, их регулировка, отладка и испытания.
Основной производственный процесс разбивается на частичные процессы, основной структурной единицей которых является операция.
Операция – часть производственного процесса, выполняемая непрерывно на одном рабочем месте без переналадки оборудования над одним или несколькими изделиями. Под рабочим местом понимается часть производственной площади, оснащенная необходимым оборудованием и устройствами, где рабочие выполняют операции производственного процесса.
Операции делятся на основные и вспомогательные.
ü Основные операции направленные на изменение форм, размеров, свойств или взаимного сочленения изделий.
ü Вспомогательные операции связаны с перемещением, контролем качества или складированием изделий в процессе производства.
[Содержание]
5.1.2. Принципы рациональной организации производственных процессов
Основной задачей процесса организации производства на предприятии является рациональное сочетание во времени и пространстве всех протекающих на нем производственных процессов и их составных частей, обеспечивающее наиболее эффективное его (предприятия) функционирование.
Основными принципами рациональной организации любых процессов являются: специализация, пропорциональность, непрерывность, параллельность, прямоточность, ритмичность, гибкость (рис. 5.4.).
Рис. 5.4.
Принцип специализации заключается в повышении производительности на основе закрепления однородных частей производственного процесса за отдельными элементами производственной системы. Принцип позволяет снизить производственные издержки путем повышения производительности работников (эффект кривой обучения) и концентрации производства.
Специализация является одним из главных факторов, определяющих производственную структуру фирмы, о чем говорилось в п. 3.3.2. Здесь отметим только принципиальные особенности двух типов специализации.
Специализация может быть организована на предметном или технологическом принципах (рис. 5.5.).
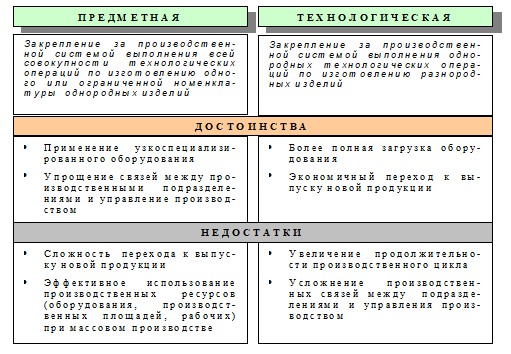
Рис. 5.5.
Пропорциональность – принцип, выполнение которого обеспечивает равную пропускную способность различных операций производственного процесса.
Пример.
Производственная мощность 4-х операций по изготовлению партии деталей
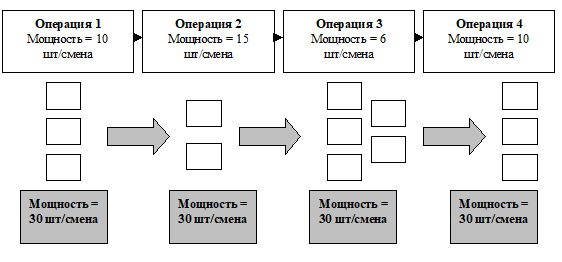
Мощность определяет пропускную способность каждой операции. При этом пропускная способность всей системы определяется т.н. «узким местом» (Bottle Neck – узкое горлышко), т.е. операцией с наименьшей мощностью. В данном случае это Операция 3, вследствие чего производственная система подобной структуры составляет 6 деталей в смену. Тогда производственные мощности других операций будут использоваться не полностью:
Операции 1 и 4 6*100%/10=60%
Операция 2 6*100%/15=40%.
Пропорциональность будет обеспечена в случае, если производительность (производственная мощность) каждой технологической операции будут равны.
Для рассматриваемого примера определим НОК производственной мощности по каждой операции:
НОК (10, 15, 6, 10)=30 (шт/смена).
Тогда, если на 1-й и 4-й операции организовать по 3 рабочих места, на 2-й операции организовать 2 рабочих места, и на 3-1 операции – 5 рабочих мест, то производительность всей производственной системы возрастет до 30 шт./смена. При этом производственная мощность каждой операции будет полностью использована (при условии наличия потребности в подобном количестве деталей).
Непрерывность – принцип, обеспечивающий непрерывную (без простоев) работу оборудования и рабочих, и непрерывную (без пролеживания) обработку деталей в процессе производства.
Непрерывность обработки деталей можно характеризовать показателем:
Кнепр=Траб/Тц,
где Траб – продолжительность рабочего времени изготовления детали;
Тц - общая продолжительность нахождения детали в производстве, включая пролеживание на отдельных операциях, между рабочими местами и т.п.
Реализация принципа непрерывности состоит в ликвидации или сведении к минимуму всех видов пролеживания изделий в процессе их изготовления. Соблюдение этого принципа в значительной степени зависит от реализации принципа пропорциональности, так как если не обеспечена равная производительность смежных операций, то между ними неизбежно возникают пролеживания изделий. Поэтому для обеспечения максимальной непрерывности процесса производства любого вида изделий необходимо обеспечить пропорциональность этого процесса на уровне отдельных операций. Кроме того, пролеживания изделий могут возникать также вследствие посменного режима работы подразделений, при передаче изделий из одного подразделения в другое, перед их поступлением на сборку, т. е. вследствие различных организационных причин, сведение которых к минимуму является важным резервом повышения непрерывности процесса производства.
Параллельность – принцип, обеспечивающий совмещение операций во времени. Предусматривает одновременность выполнения всех или части операций по изготовлению изделия одного или нескольких наименований на различных рабочих местах. Соблюдение принципа параллельности ведет к сокращению длительности производственного цикла и времени пролеживания деталей.
Параллельность различных частей производственного процесса в общем случае может включать следующие частные виды:
1) параллельность в обработке изделий одного типа на одной операции за счет дублирования рабочих мест и использования пакетного способа обработки изделий;
2) параллельность в обработке партии однотипных изделий на различных операциях;
3) параллельность в обработке различных составных частей одного и того же изделия;
4) параллельность выполнения основных и вспомогательных операций и их элементов.
Прямоточность – принцип, предусматривающий наикратчайшие маршруты движения предметов труда в процессе производства (по рабочим местам, участкам, цехам).
Прямоточность достигается путем расположения производственных подразделений и рабочих мест в последовательности выполнения операций и исключения возвратных перемещений изделий. Наибольшая степень прямоточности может быть достигнута в том случае, когда изделия имеют одинаковые или сходные последовательности выполнения операций и одинаковые стадии производственного процесса. Реализация принципа прямоточности упорядочивает грузопотоки и уменьшает грузооборот на предприятии и в его подразделениях, а также сокращает время перемещения изделий в процессе их изготовления. Принцип прямоточности в большей степени проявляется в условиях поточного производства, при создании предметно-замкнутых цехов и участков.
Ритмичность – принцип, характеризующий равномерность и повторяемость отдельных элементов производственного процесса во времени.
Различают ритмичность выпуска продукции, работы, производства:
ü ритмичность выпуска – выпуск одинакового или равномерно увеличивающегося (уменьшающегося) количества продукции за равные интервалы времени;
ü ритмичность работы - выполнение равного (или пропорционально меняющегося) объема работы в равные промежутки времени;
ü ритмичность производства - соблюдение ритмичного выпуска продукции и ритмичности работы.
Гибкость – способность производственной системы быстро и экономично переходить на производство новой продукции.
Реализация принципа гибкости заключается в создании таких производственных систем, которые специализированы на выпуске широкой номенклатуры изделий и могут быстро и экономично перестраиваться с выпуска изделий одного типа на выпуск изделий другого типа в пределах установленной на данный момент номенклатуры, а также могут без значительного переоснащения изменять номенклатуру выпускаемой ими продукции. В современных условиях жесткой конкуренции реализация этого принципа является особенно важной в связи с высокими темпами научно-технического прогресса в отраслях приборостроения и быстрой сменяемостью изделий и их поколений.
[Содержание]
5.2. Производственный цикл: состав, структура и длительность. Пути сокращения длительности производственного цикла
Предметы производства при их преобразовании в конкретное изделие проходят через большую совокупность основных и вспомогательных операций, образующих совместно с различными видами пролеживания изделия производственный цикл его изготовления.
Производственный цикл изготовления изделия — это упорядоченная совокупность всех процессов, через которые проходит изделие от начала до окончания его изготовления.
Основные характеристики производственного цикла:
ü структура
ü длительность.
Структура производственного цикла изготовления изделия — это состав и способ сочетания во времени всех процессов, осуществляемых над изделием и его компонентами при их изготовлении.
Состав процессов, образующих производственный цикл изготовления каждого изделия, строго индивидуален и определяется составом самого изделия, видом технологических процессов его изготовления и рядом других факторов. Обобщенный состав производственного цикла изготовления изделий (рис. 5.6) включает следующие два укрупненных вида процессов:
ü активные, в течение которых над изделием и его компонентами выполняются какие-либо производственные операции;
ü процесс пролеживания, в течение которого изделие и его компоненты не подвергаются каким-либо целенаправленным воздействиям.
По характеру воздействия на изделие и его компоненты активные процессы делятся на:
ü основные, включающие формообразующие, обработочные, сборочные, электромонтажные и регулировочно-настроечные операции;
ü вспомогательные, включающие операции контроля, испытания, перемещения, складирования и комплектования.
Пролеживания, в зависимости от времени их возникновения, делятся на:
ü пролеживания в рабочее время, включающие в себя:
§ пролеживания изделия во время выполнения рабочими подготовительно-заключительных работ;
§ внутрипартионные пролеживания, возникающие при изготовлении однотипных изделий партиями и включающие пролеживание изделия от начала изготовления партии до начала изготовления данного изделия партии и пролеживание изделия от момента окончания его изготовления до момента окончания изготовления всей партии;
§ пролеживания в ожидании освобождения рабочего места и возможности начала следующей операции;
§ пролеживания во время регламентированных перерывов на отдых рабочих;
§ пролеживания перед комплектованием в ожидании других изделий, входящих в сборочный комплект;
§ пролеживания при случайных нарушениях нормального хода процесса его производства.
ü пролеживания в нерабочее время, включающие в себя:
§ пролеживания во время перерывов на обед рабочих;
§ пролеживания между рабочими сменами (межсменное пролеживание);
§ пролеживания в выходные и праздничные дни.
Каждый конкретный вид изделия имеет индивидуальный цикл изготовления, в который могут входить все или только часть рассмотренных выше процессов, причем основные и вспомогательные процессы, а также пролеживания входят в этот цикл в самой различной последовательности и комбинации, составляя основу его структуры.
| П р о и з в о д с т в е н н ы й ц и к л | Активные процессы изготовления изделия | О с н о в н ы е | Формообразования |
| Обработочные | |||
| Сборочные | |||
| Электромонтажные | |||
| Регулировочно-настроечные | |||
| Вспомогательные | Контрольно-испытательные | ||
| Перемещения | |||
| Складирования | |||
| Комплектования | |||
| Пролеживания изделия | В рабочее время | При выполнении подготовительно-заключительных работ | |
| Внутрипартионные | |||
| В ожидании начала следующей операции | |||
| Во время отдыха рабочих | |||
| В ожидании начала комплектования | |||
| При случайных нарушениях процесса производства | |||
| В нерабочее время | В обеденные перерывы | ||
| Между рабочими сменами | |||
| В выходные и праздничные дни |
Рис. 5.6.
Обобщенный состав производственного цикла изготовления изделия
Другой важнейшей характеристикой производственного цикла изготовления изделия является его длительность.
Длительность производственного цикла изготовления изделия — это календарный период от момента начала до момента окончания изготовления изделия в целом, включая все его компоненты.
В общем виде она определяется как сумма неперекрывающихся длительностей активных процессов, естественных процессов, пролёживаний (рис. 5.7.).
Естественные процессы – это физико-химические процессы, связанные с изменением состояния конструкционных материалов и веществ, образующих изделие (нагревание, охлаждение, сушка, намачивание, отвердевание, кристаллизация, растворение и т.п.).
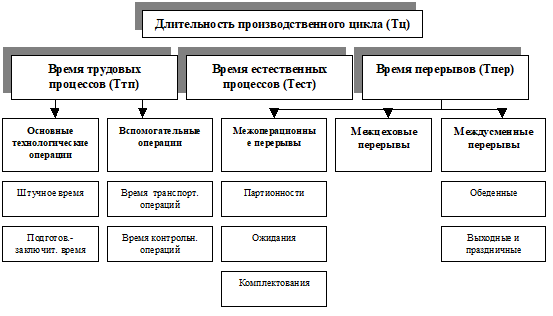
Рис. 5.7.

Длительность производственного цикла выражается в календарных днях.
При расчете длительности производственного цикла учитываются следующие элементы затрат рабочего времени:
ü подготовительно-заключительное время, которое рабочий затрачивает на ознакомление с порученной работой, подготовку к ней, а также на выполнение действий, связанных с ее окончанием;
ü оперативное время, которое затрачивается на выполнение производственной операции. Оперативное время включает:
ü основное время, затрачиваемое на выполнение основной операции технологического процесса;
ü вспомогательное время, затрачиваемое на выполнение вспомогательных действий (установка детали на станке, пуск станка, контрольные замеры, остановка станка, снятие детали и т.п.)
ü время обслуживания рабочего места, затрачиваемое на поддержание в надлежащем состоянии рабочего места (оборудования, оснастки, производственного помещения). Оно состоит из:
ü времени технического обслуживания (переналадка оборудования, поддержание его в рабочем состоянии);
ü времени организационного обслуживания (получение инструмента и его раскладка, уборка производственного помещения);
ü время перерывов на отдых и личные надобности - это время, необходимое для поддержания рабочего в нормальном состоянии. Включает пассивное время отдыха (затрачивается рабочим самостоятельно), а также активное время (проведение производственной гимнастики).
Время выполнения производственного задания нормируется.
Норма штучного времени Тшт


где То – норма оперативного времени,  - доля времени на обслуживание рабочего времени,
- доля времени на обслуживание рабочего времени,  - доля времени на отдых и личные надобности (в процентах от оперативного времени).
- доля времени на отдых и личные надобности (в процентах от оперативного времени).
Для расчета нормы времени при изготовлении партии деталей используется норма штучно-калькуляционного времени, определяемая по формуле:
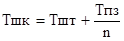
где Тпз – норма подготовительно-заключительного времени (устанавливается на партию деталей), n – размер партии деталей.
Пути сокращения длительности производственного цикла.
Высокая степень непрерывности процессов производства и сокращение длительности производственного цикла имеет большое экономическое значение: снижаются размеры незавершенного производства и ускоряется оборачиваемость оборотных средств, улучшается использование оборудования и производственных площадей, снижается себестоимость продукции.
Повышение уровня непрерывности производственного процесса и сокращение длительности цикла достигаются, во-первых, повышением технического уровня производства, во-вторых — мерами организационного характера. Оба пути взаимосвязаны и дополняют друг друга.
Техническое совершенствование производства идет в направлении внедрения новой технологии, прогрессивного оборудования и новых транспортных средств. Это ведет к сокращению производственного цикла за счет снижения трудоемкости собственно технологических и контрольных операций, уменьшения времени на перемещение предметов труда.
Организационные мероприятия должны предусматривать:
ü сведение до минимума перерывов, вызванных межоперационным пролеживанием, и перерывов партионности за счет применения параллельного и параллельно-последовательного методов движения предметов труда и улучшения системы планирования;
ü построение графиков комбинирования различных производственных процессов, обеспечивающих частичное совмещение во времени выполнения смежных работ и операций;
ü сокращение перерывов ожидания на основе построения оптимизированных планов-графиков изготовления продукции и рационального запуска деталей в производство;
ü внедрение предметно-замкнутых и подетально-специализированных цехов и участков, создание которых уменьшает длину внутрицеховых и межцеховых маршрутов, сокращает затраты времени на транспортировку.
[Содержание]
5.3.Способы организации производственного процесса во времени, их характеристики и условия применения
Партия изделий – это группа одинаковых изделий одновременно запускаемых в производственный процесс. Мы будем рассматривать различные способы организации во времени процесса изготовления партии изделий.
Процесс изготовления партии изделий, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии.
Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей образуют структуру многооперационного цикла.
Одна из важнейших характеристик операционного и многооперационного циклов является их длительность.
Длительность операционного цикла изготовления изделий - это период времени от момента начала до момента окончания изготовления партии изделий на одной технологической операции.
Длительность многооперационного цикла изготовления партии изделий - это период времени от момента начала до момента окончания изготовления партии изделий на данной совокупности операций.
Виды многооперационного цикла:

Рассмотрим три вида многооперационного цикла на следующем демонстрационном примере. Производственный процесс состоит из трех операций. В производство запускается партия из четырех изделий. Заданы нормы штучного времени каждой операции.
Введем обозначения:
 - количество операций многооперационного технологического процесса;
- количество операций многооперационного технологического процесса;
 - номер операции технологического процесса;
- номер операции технологического процесса;
 (штук) - размер партии изделий;
(штук) - размер партии изделий;
 (штук) - размер передаточной партии изделий: то количество изделий, которое передается на последующую операцию, как единое целое, сразу после завершения предыдущей операции над передаточной партией. В общем случае
(штук) - размер передаточной партии изделий: то количество изделий, которое передается на последующую операцию, как единое целое, сразу после завершения предыдущей операции над передаточной партией. В общем случае  , где k - целое. Примем
, где k - целое. Примем (поштучная передача).
(поштучная передача).
 (мин.) - норма штучного времени операции с номером i.
(мин.) - норма штучного времени операции с номером i.
| i | 1 | 2 | 3 |
|
| 2 | 3 | 1 |
Будем считать, что время передачи с операции на операцию несущественно по сравнению с длительностью самой операции. График движения изделий по операциям многооперационного цикла представляет собой ленточный график, по оси ординат которого откладывается номер операции, по оси абсцисс – время.
[Содержание]
5.3.1. Последовательный многооперационный цикл.
Последовательным называется такой многооперационный цикл изготовления партии изделий, при котором каждая последующая операция цикла начинается только после полного окончания обработки всей партии на предыдущей операции.
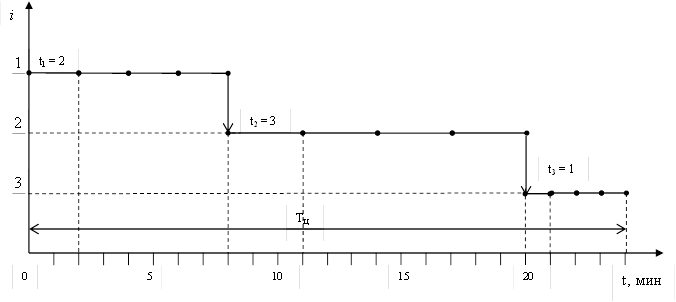
Tц – длительность многооперационного цикла 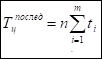
 мин.
мин.
 - суммарное время обработки одного изделия на всех операциях;
- суммарное время обработки одного изделия на всех операциях;
 - общее время внутрипартионного пролеживания одного изделия на всех операциях
- общее время внутрипартионного пролеживания одного изделия на всех операциях
 - общее время пролеживания всех изделий партии, представляющее собой также обусловленную пролеживанием изделий величину связывания оборотных средств в незавершенном производстве.
- общее время пролеживания всех изделий партии, представляющее собой также обусловленную пролеживанием изделий величину связывания оборотных средств в незавершенном производстве.
· Достоинства:
ü отсутствие перерывов в работе рабочих и оборудования на всех операциях;
ü простота организации.
· Недостатки:
ü большое время пролеживания и большой объем незавершенного производства;
ü значительная длительность из-за отсутствия параллельности в обработки изделий.
[Содержание]
5.3.2. Параллельный многооперационный цикл
Параллельным называется такой способ организации многооперационного цикла, при котором обработка каждой передаточной партии на последующей операции начинается сразу по завершении предыдущей операции. Оборудование работает непрерывно на наибольшей по длительности (главной) операции.
Структура такого цикла представляет собой упорядоченную совокупность операционных циклов обработки передаточных партий, в максимальной степени перекрывающихся во времени на каждой паре смежных операций.
Параллельный многооперационный цикл характеризуется тем, что каждая деталь партии проходит непрерывную обработку на всех операциях. Порядок построения графика (см. рис.):
- строится график непрерывной обработки первой детали партии на всех операциях;
- определяется главная операция, т.е. операция с наибольшей нормой времени (в примере – это 2-я операция)
- устанавливается последовательность непрерывной обработки остальных деталей партии на главной операции
- опираясь на построенный график обработки деталей партии на главной операции, достраиваются графики обработки остальных деталей партии для всех операций, кроме главной операции.
 , где
, где 
 мин.
мин.
Достоинства:
ü минимальная длительность многооперационного цикла;
ü отсутствует внутриоперационное пролеживание, изделия лежат только на первой операции в ожидании очередности их обработки и на последней в ожидании их сдачи;
ü выраженная ритмичность процесса.
Недостатки:
ü перерывы в работе оборудования на всех операциях, кроме главной, это вызывает снижение эффективности работы оборудования и рабочих (весь участок занят)
ü сложность планирования и координации работы смежных технологических операций
Применяется для обработки относительно дорогостоящих деталей при большой продолжительности операций, а также на непрерывно-поточных линиях, где операции хорошо синхронизированы (в идеальном случае все ti равны).
[Содержание]
5.3.3. Параллельно-последовательный многооперационный цикл
Параллельно-последовательным называется такой способ организации многооперационного цикла, при котором передача каждой передаточной партии на последующую операцию осуществляется по окончании ее обработки на предыдущей операции. Оборудование на каждой операции работает непрерывно.
Структура такого цикла представляет собой структуру последовательного цикла, в которой графики обработки партии изделий на каждой паре смежных операций максимально перекрываются во времени.
 | |||||
 |  | ||||


 t1 < t2
t1 < t2
 |





 t2 > t3
t2 > t3
 | |||
 |
В структуре параллельно-последовательного цикла существует два различных варианта сочетания операционных циклов на смежных операциях (см. пример):
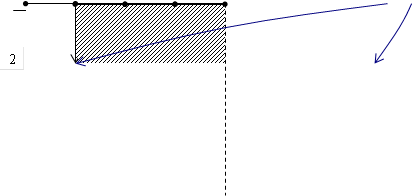
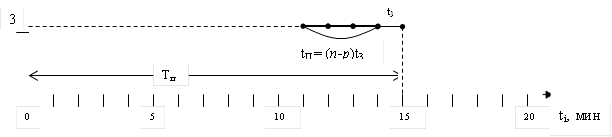
ti <ti+1. Каждая передаточная партия обрабатывается на предыдущей операции быстрее, чем на последующей операции. Сопряжение графиков обработки на этих двух смежных операциях должно осуществляться по моменту окончания обработки первой передаточной партии на предыдущей операции.
ti>ti+1. Каждая передаточная партия обрабатывается на предыдущей операции медленнее, чем на последующей операции. Сопряжение операционных циклов графиков обработки на этих двух смежных операциях должно осуществляться по моменту окончания обработки последней передаточной партии на последующей операции.
В обоих вариантах время перекрытия определяется по формуле tп = (n-p)×min(ti,ti+1).
Общий принцип определения длительности параллельно-последовательного многооперационного цикла состоит в том, что из длительности последовательного многооперационного цикла вычитается сумма времен перекрытий на всех парах смежных операций.
 , где
, где  . Таким образом,
. Таким образом,


В общем случае: 
 |  | ||
← условия равенства длительности циклов
ü Достоинства параллельно-последовательного метода заключаются в том, что он позволяет:
· устранить основные недостатки обоих предыдущих методов (сократить длительность цикла по сравнению с последовательным видом, повысить загрузку рабочих мест по сравнению с параллельным видом);
· совместить достоинства обоих предыдущих методов (непрерывная работа оборудования, как при последовательном методе, и максимальное совмещение во времени работы оборудования и рабочих, как при параллельном методе).
ü Недостатки параллельно-последовательного метода заключаются в том, что:
· усложняется координация и планирование производственных процессов, что ограничивает его практическую применимость;
· наблюдается внутриоперационное пролеживание, что увеличивает степень связывания оборотных средств и объем незавершенного производства (по сравнению с параллельным способом).
Наиболее часто применяется на прерывно-поточных линиях.
[Содержание]
5.4.Типы производства и их организационно-экономическая характеристика. Особенности организации производственных процессов в различных типах производства
Понятие типа производства.
Тип производства — это его обобщенная характеристика, определяемая по признакам широты номенклатуры, объема, регулярности и стабильности выпуска изделий.
Широта номенклатуры выпускаемой продукции представляет собой количество наименований изделий, закрепляемых за производственной системой, и характеризует ее специализацию. Чем шире эта номенклатура, тем менее специализирована система, и, наоборот, чем она уже, тем выше степень специализации. Широкая номенклатура выпускаемой продукции обусловливает большое разнообразие технологических процессов и операций, оборудования, инструментов, технологической оснастки и профессий рабочих.
Объем выпуска изделий — это количество изделий определенного типа, изготавливаемых и выпускаемых производственной системой в течение планового периода. Объем выпуска и трудоемкость каждого типа изделий определяют удельный вес изделий данного типа во всей номенклатуре закрепленных за производственной системой изделий и оказывают решающее влияние на характер специализации этой системы. Перечень наименований изделий с указанием объема и срока выпуска по каждому наименованию называется программой выпуска изделий.
Регулярность выпуска изделий — это повторяемость изготовления и выпуска изделий данного вида в последовательные периоды времени. Если в одни плановые периоды изделия данного вида выпускаются, а в другие — не выпускаются, то регулярность их выпуска отсутствует. Регулярное повторение всех операций и процессов по изготовлению данного вида изделий является одной из важнейших предпосылок обеспечения ритмичности производства. В свою очередь, регулярность зависит от объема выпуска изделий, поскольку большой объем выпуска может быть равномерно распределен на последовательные плановые периоды, в каждом и» которых будет производиться некоторая часть заданного объема.
Стабильность выпуска изделий состоит в том, что номенклатура изделий и количество изделий каждого типа, выпускаемых за одинаковые последовательные плановые периоды, остаются неизменными. Она тесно связана с регулярностью. Если для регулярности достаточно только факта повторения выпуска изделий определенного типа в каждый последовательный плановый период, то стабильность выпуска требует еще и одинаковых его объемов в эти периоды. Если регулярность выпуска относится в основном к одному типу изделий, то стабильность требует сохранения неизмененным в последовательные плановые периоды также номенклатурного состава выпускаемых изделий. Стабильность выпуска изделий является другой важнейшей предпосылкой ритмичности производства и позволяет организовать как ритмичный выпуск продукции, так и ритмичный регулярно повторяющийся режим работы производственных систем.
При закреплении за производственной системой выпуска многих типов изделий применяется как называемый партионный режим работы, т. е. изготовление изделий партиями.
Партия изделий — это совокупность изделий одного типа, запускаемая в производство одновременно или непрерывно в течение определенного интервала времени. Размер партии — это количество изделий в партии.
В условиях широкой специализации производственных систем работа партиями рациональных размеров повышает производительность труда рабочих и уменьшает затраты на выполнение подготовительно-заключительных работ. При этом регулярность и стабильность выпуска изделий реализуются в виде повторения в каждом плановом периоде выпуска одинаковых партий каждого типа изделий.
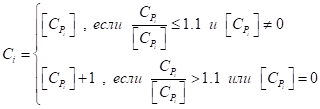
Важнейшим показателем производственных систем, в значительной степени отражающим совместное проявление четырех рассмотренных выше факторов, является коэффициент закрепления операций.
Коэффициент закрепления операций — это количество последовательно чередующихся в течение месяца видов операций, приходящееся в среднем на одно рабочее место производственной системы.
где С — количество рабочих мест производственной системы;
тi — количество последовательно чередующихся в течение месяца видов операций на i-м рабочем месте.
При этом один и тот же вид операции включается в число тi столько раз, сколько раз он повторился в чередовании с другими видами операций на этом рабочем месте в течение месяца.
Коэффициент закрепления операций комплексно характеризует условия производства, и его уменьшение отражает увеличение степени специализации рабочих мест, увеличение размеров партий выпускаемых изделий, сокращение затрат на подготовительно-заключительные работы, рост производственных навыков и производительности труда рабочих. Величина этого коэффициента является одним из важнейших параметров для определения типа производства.
Каждому типу производства в отрасли присущи определенная технология и формы организации производства и в зависимости от него по-разному решаются вопросы специализации и концентрации производства, технико-экономического и оперативного планирования, учета и анализа, организации труда, нормирования и заработной платы.
Характеристика типов производства.
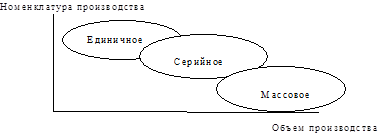
В зависимости от степени специализации, объемов, регулярности и стабильности выпуска изделий различают три типа производства: единичное, серийное и массовое.
Единичное производство характеризуется неповторяющимся или повторяющимся нерегулярно выпуском единичных экземпляров изделий широкой номенклатуры. Это делает невозможным постоянное закрепление операций за отдельными рабочими местами, и коэффициент закрепления К3.о здесь более 40, т. е. каждое рабочее место в среднем два раза в течение рабочего дня настраивается на выполнение новой операции. На таком производстве применяется универсальное оборудование и требуется высокая квалификация рабочих. Малые объемы выпуска изделий делают экономически невыгодным применение специальных приспособлений и инструмента. При этом изделия имеют высокую трудоемкость и себестоимость, большую, длительность производственного цикла. Единичное производство существует на предприятиях, выпускающих сложные радиотехнические приборы и системы или изготовляющих опытные образцы и опытные партии изделий.
Серийное производство характеризуется выпуском ограниченной номенклатуры изделий сравнительно большим объемом и повторяющимися через определенные промежутки времени партиями. В зависимости от числа закрепляемых за каждым рабочим местом операций, регулярности повторения партий и их размера различают три вида серийного производства:
ü мелкосерийное, в котором за каждым рабочим местом закрепляется от 20 до 40 операций (К3.о = 20ч-40), изделия выпускаются малыми партиями, повторяющимися нерегулярно;
ü среднесерийное (или собственно серийное), в котором за каждым рабочим местом закрепляется от 10 до 20 операций (К3.о= Юч-20), выпуск изделий осуществляется партиями среднего размера, а партии регулярно повторяются;
ü крупносерийное, при котором за каждым рабочим местом закрепляется от 2 до 10 операций (К3.о = 2-=-10), изделия выпускаются крупными, регулярно повторяющимися партиями.
Ограниченная номенклатура изделий, достаточно большие объемы выпуска и регулярность повторения партий изделий в серийном производстве позволяют специализировать каждое рабочее место на выполнении ограниченного числа операций. Это, в свою очередь, обеспечивает экономически эффективное использование специального технологического оснащения, снижение требований к уровню квалификации рабочих и повышение ритмичности производства. С увеличением серийности производства уменьшаются длительность цикла изготовления изделии, их трудоемкость и себестоимость, увеличиваются производительность труда и эффективность производства.
Массовое производство характеризуется выпуском узкой номенклатуры изделий в течение длительного периода и большим объемом. В этом производстве каждое рабочее место специализировано на выполнении одной, постоянно повторяющейся операции (К3.о = 1). При полной синхронизации операций обеспечиваются строго ритмичная работа и ритмичный выпуск продукции, а также непрерывное движение изделий через все операции. Массовое производство организуется в форме поточного производства с широким применением высокопроизводительного специального оборудования, конвейеров и специальной технологической оснастки, предъявляет наиболее низкие требования к квалификации рабочих, обеспечивает минимальную длительность производственного цикла, сокращает трудоемкость и себестоимость изготовления изделий и позволяет достигать высокой производительности труда.
Типы производства являются основой для установления типа предприятия или его подразделения. Однако между ними нет однозначного соответствия, поскольку реально на каждом предприятии существует не один какой-либо конкретный тип производства, а имеется сложное сочетание различных типов. При этом тип предприятия или его подразделения определяется по преобладающему на нем типу конечного производства. В соответствии с этим различают предприятия единичного производства, на которых преобладают процессы единичного производства, предприятия серийного производства, основная часть производственных процессов которых относится к серийному типу, и предприятия массового производства, на которых ведущим является массовый тип производства.
[Содержание]
5.5.Организация производственных подразделений фирмы
Напомним, что производственная структура фирмы - это состав её подразделений и связей между ними.
Существует определенная зависимость между типом производства и основным видом специализации производственных процессов, присущих данному типу.
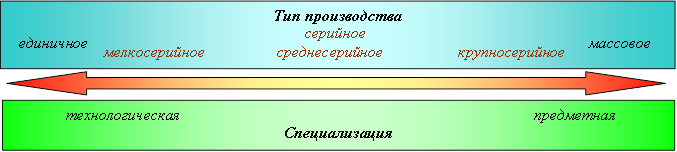
Для единичного и мелкосерийного производства характерна технологическая специализация, при массовом и крупносерийном производстве эффективна предметная специализация, для серийного производства используют оба вида специализации.
При технологической специализации цех (подразделение) состоит из участков с технологически однородным, а иногда и близким по габаритам оборудованием. Так, механический цех может включать токарный, фрезерный, револьверный, сверлильный и другие участки. Достоинствами такой специализации участков являются относительно высокая и равномерная загрузка оборудования, быстрое и без существенных перестроек освоение выпуска новых изделий. Ее недостатками являются сложность технологических маршрутов изготовления изделий и связей между участками, большая длительность циклов изготовления изделий, сложность внутрицехового управления производством.
Виды предметной организации подразделений

Поточные линии Предметно-замкнутые участки Гибкие автоматические
производственные
системы
При предметной специализации цех (подразделение) разбивается на предметно-замкнутые участки, каждый из которых специализирован на выпуске относительно узкой номенклатуры изделий, имеющих схожие конструктивно-технологические признаки, и реализует законченный цикл их изготовления. Оборудование этих участков располагается, так, чтобы обеспечить более полную реализацию принципа прямоточности по отношению ко всей совокупности закрепленных за участком изделий Существует три вида предметно-замкнутых участков:
1. Предметно-замкнутые участки по производству конструктивно и технологически однородных изделий. Такие участки являются наиболее совершенными, но для организации требуются большие объемы выпуска изделий, чтобы обеспечить полную загрузку оборудования.
2. Предметно-замкнутые участки по производству конструктивно разнородных изделий, изделий весь технологический процесс изготовления которых состоит, однако, из однородных операций .
3. Предметно-замкнутые участки по производству всех деталей узла или прибора при его сборке.
Предметно - замкнутые участки (ПЗУ) создаются в условиях серийного производства в тех случаях, когда организация поточных линий здесь нецелесообразна вследствие недостаточных объемов выпуска изделий для полной загрузки и узкой специализации рабочих мест, но производство характеризуется устойчивой номенклатурой и регулярным повторением выпуска изделий в последовательные плановые периоды. Такой характер производства позволяет закрепить выполнение каждой операции за определенным рабочим местом и организовать работу ПЗУ по стандарт - плану, то есть по неизменному периодически повторяющемуся графику его работы.
Организация предметно-замкнутых участков обусловливает почти полное отсутствие производственных связей между участками, обеспечивает экономическую целесообразность использования высокопроизводительного специализированного технологического оснащения, позволяет получить минимальную длительность производственного цикла изготовления изделий, упрощает управление производством внутри цеха. Ее недостатками являются невозможность в ряде случаев полной загрузки высокопроизводительного специализированного оборудования, малая гибкость и необходимость замены оборудования при освоении выпуска новых изделий.
Все ПЗУ характеризуются тем, что работа на них осуществляется партиями изделий; в каждый данный момент на каждом из них одновременно обрабатываются партии многих типов изделий; над каждой партией изделий одновременно выполняются не все, а лишь одна или несколько операций из числа подлежащих выполнению на данном участке.
Гибкое автоматическое производство - это интегрированное автоматическое производство широкой номенклатуры изделий, обладающее способностью автоматически переходить от выпуска одного к выпуску другого типа изделий в пределах установленной номенклатуры и допускающее изменение этой номенклатуры без изменения его технологического оснащения.
Гибкая автоматическая производственная система (ГАПС) - это производственная система, реализующая гибкий автоматический процесс производства и представляющая собой взаимосогласованную совокупность станков с числовым программным управлением, промышленных роботов, автоматических транспортных средств, автоматических складов, центрального управляющего компьютера и обслуживающих все эти средства работников.
 ГАПС
ГАПС
по механической по изготовлению по сборке
обработке печатных плат
| призматических или корпусных деталей, тел вращения, зубчатых колес. | изделий машиностроения, механических приборов, изделий радиоэлектронной аппаратуры. |
По величине системы и количеству имеющихся в ней станков все ГАПС можно разделить на следующие виды:
ГАПС

ГАМ (модуль) ГАУ (участок) ГАЦ (цех) ГАЗ (завод)
| 1-3 станка с ЧПУ и запас предметов производства > 8 ч. Обслуживается одним оператором. | состоит из нескольких ГАМ или 6-8 станков, транспортно-складской системы и ЭВМ. Управление участком строится по иерархическому принципу. | состоит из нескольких ГАУ или из совокупности объединенных в систему станков и других компонентов. Номенклатура - широка, возможны произвольный ход рабочего процесса и оптимизация. | высшая форма ГАП с высокой универсальностью, взаимозаменяемостью и надежностью работы. |
Более подробно организация ГАПС изложена в 5.8
[Содержание]
5.6.Поточное производство: организационно-экономическая характеристика
Поточным называется производство, в котором в установившемся режиме над упорядоченно движущейся совокупностью однотипных изделий одновременно выполняются все операции, кроме быть может, незначительного их числа с не полностью загруженными рабочими местами.
Поточное производство в его наиболее совершенной форме обладает совокупностью свойств, отвечающих в максимальной степени принципам рациональной организации производства. Основными такими свойствами являются следующие.
* Строгая ритмичность выпуска изделий. Ритм выпуска- это количество изделий, выпускаемых в единицу времени. Ритмичность - это выпуск изделий с постоянным во времени ритмом.
* Такт выпуска- это промежуток времени, через который периодически производится выпуск одного или одинакового числа изделий определенного типа .
* Существуют варианты поточного производства, в которых, в принципе, отсутствует ритмичность выпуска на уровне отдельных экземпляров изделий. Строгая регулярность повторения всех поточных операций- это свойство состоит в том, что все операции поточного производства определенного типа изделий повторяются через строго фиксированные промежутки времени, создавая предпосылки для ритмичного выпуска этих изделий .
* Специализация каждого рабочего места на выполнении одной операции по изготовлению изделий определенного типа.
* Строгая пропорциональность в длительности выполнения всех операций поточного производства.
* Строгая непрерывность движения каждого изделия через все операции поточного производства.
* Прямоточность производства. Расположении всех рабочих мест в строгой последовательности выполнения технологических операций поточного производства. Однако в ряде случаев по определенным причинам достичь полной прямоточности в расположении рабочих мест не удается, и в движении изделий возникают возвраты и петли.
Виды поточных линий.
Поточная линия- это обособленная совокупность функционально взаимосвязанных рабочих мест, на которой осуществляется поточное производство изделий одного или нескольких типов.
По номенклатуре закрепляемых за ПЛ изделий различают:
* Однопредметные ПЛ, каждая из которых специализирована на производстве изделий одного вида
* Многопредметные ПЛ, на каждой из которых одновременно или последовательно изготавливаются изделия нескольких типов, сходных по конструкции или технологии их обработки или сборки.
По характеру прохождения изделиями всех операций производственного процесса различают:
* Непрерывно-поточные линии, на которых изделия непрерывно, т.е. без межоперационных пролеживаний, проходят через все операции их обработки или сборки
* Прерывно-поточные линии, которых имеются межоперационные пролеживания, т.е. прерывность обработки или сборки изделий.
По характеру такта различают:
* Поточные линии с регламентированным тактом, в которых такт задается принудительно с помощью конвейеров, световой или звуковой сигнализации.
* Поточные линии со свободным тактом, на которых выполнение операций и передача изделий с одной операции на другую, могут производится с небольшими отклонениями от установленного расчетного такта.
В зависимости от порядка обработки на них изделий различных типов делятся на:
* Многопредметные поточные линии с последовательно-партионным чередованием партий изделий различных типов, в которых каждый тип изделий монопольно обрабатывается в течении определенного периода, а обработка различных типов изделий осуществляется последовательно чередующими партиями. На линиях такого типа необходимо рационально организовать переход от выпуска изделий одного типа к выпуску другого:
ü одновременно на всех рабочих местах поточной линии прекращается сборка изделий нового типа. Достоинством является отсутствие потерь рабочего времени, однако это требует создания на каждом рабочем месте задела изделий каждого типа, находящихся в той стадии готовности, которая соответствует выполненной операции по данному рабочему месту.
ü изделия нового типа запускаются на поточную линию до момента окончания сборки партии изделий предыдущего типа, и на поточной линии в переходный период устанавливается максимальный из двух возможных тактов для старого и нового типов изделий. Однако в переходный период возможны простои рабочих на тех рабочих местах, на которых происходит сборка изделий с меньшим требуемым тактом, чем установленный в данный момент.
* Групповые поточные линии, которые характеризуются одновременной обработкой на поточной линии партий изделий нескольких типов.
[Содержание]
5.7.Виды поточных линий, порядок расчёта основных параметров поточных линий
5.7.1. Организация однопредметных непрерывно-поточных линий
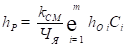
Однопредметные непрерывно-поточные линии являются наиболее совершенными, обеспечивающими минимальную длительность производственного цикла изделий и строго ритмичную работу на всех рабочих местах. Они применяются главным образом на сборочных процессах и характеризуются следующим регламентом работы: каждая ОНПЛ работает с одновременными для всех ее рабочих мест плановыми перерывами на отдых, общей продолжительность tпер 20 - 35 мин в смену; обслуживание рабочих мест ОНПЛ осуществляется специальными рабочими во время перерывов на отдых основных рабочих, в обеденные перерывы или во внерабочее время.
В соответствии с этим регламентом расчет ОНПЛ ведется не по нормам штучного времени, а по нормам оперативного времени, поскольку предусмотренное в штучной норме время обслуживания изымается из нее и передается обслуживающим рабочим, а предусмотренное в штучной норме время отдыха изымается из нее и концентрируется в единые для всей ОНПЛ перерывы.
Порядок расчета основных параметров ОНПЛ изложен в [2, стр. 49].
[Содержание]
5.7.2. Организация однопредметных прерывно-поточных линий
Однопредметные прерывно-поточные линии (ОППЛ) применяются при невозможности добиться полной синхронизации процесса и характеризуются вследствие этого различной производительностью на смежных операциях и прерывностью процесса производства. Они применяются преимущественно в процессах механической обработки, а также в сборочных процессах, оснащенных оборудованием или имеющих значительный брак.
В ОППЛ на каждой паре смежных операций, имеющих различную производительность, создается межоперационный оборотный задел (МОЗ), т. е запас изделий, поступающих с предыдущей операции на последующую, обеспечивающий непрерывную работу на последней. Наличие МОЗ является показателем прерывности процесса производства на ОППЛ и увеличивает размеры ее незавершенного производства в части, обусловленной межоперационным пролеживанием.
ОППЛ характеризуются следующим регламентом работы:
ü время перерывов на отдых каждый рабочий выбирает произвольно;
ü обслуживание рабочих мест ОППЛ осуществляется в значительной степени ее основными рабочими.
В соответствии с этим регламентом расчет ОППЛ осуществляется по нормам штучного времени  .
.
Расчет и организация ОППЛ ведутся в следующем порядке.
1. Расчет такта выпуска изделия и такта ОППЛ.
Выражение для расчета такта выпуска изделия  имеет вид
имеет вид

где  - эффективный фонд времени работы поточной линии в планируемом периоде;
- эффективный фонд времени работы поточной линии в планируемом периоде;
N - объем выпуска изделий в плановом периоде.
Такт ОППЛ  определяется как
определяется как  и, в отличие от такта ОНПЛ, имеет чисто расчетное значение, являясь лишь средней расчетной величиной, гак как в действительности запуск и выпуск изделий или передаточных партий изделий на ОППЛ в целом и на каждой ее операции в каждый момент времени может происходить через промежутки времени, не равные такту. В большинстве случаев
и, в отличие от такта ОНПЛ, имеет чисто расчетное значение, являясь лишь средней расчетной величиной, гак как в действительности запуск и выпуск изделий или передаточных партий изделий на ОППЛ в целом и на каждой ее операции в каждый момент времени может происходить через промежутки времени, не равные такту. В большинстве случаев  и
и  , а
, а  .
.
2. Расчет количества рабочих мест и их загрузки.
Расчет ведется отдельно для каждой операции: 
- определяется расчетное число рабочих мест на каждой операции


где — штучное время выполнения i-й операции;
- определяется окончательное число рабочих мест на каждой операции, исходя из условия, что путем совершенствования технологии, механизации и оснащения рабочих мест приспособлениями во время отладки ОППЛ возможно уменьшение величины штучного времени не более, чем на 10% от нормативного значения:
При создании ОППЛ синхронизация существенно ограничена, так как в большинстве случаев здесь невозможны объединение или перекомпоновка операций, поэтому предварительная синхронизация в данном случае не осуществляется, а производится сразу окончательная синхронизация. Для этого:
- рассчитываются предварительные коэффициенты загрузки рабочих мест:
 ,
,
- по тем операциям, где имеется перегрузка, производится пересчет норм штучного времени в соответствии с расчетным тактом выпуска:
 ,
,
- рассчитываются окончательные коэффициенты загрузки рабочих мест:
 .
.
Для достижения по возможности полной загрузки рабочих при построении стандарт-плана работы ОППЛ на протяжении ее периода оборота организуются переходы рабочих-совместителей между не полностью загруженными рабочими местами. При этом для каждой группы одинаковых рабочих мест вся недогрузка концентрируется на одном из них. Соответственно, считаются коэффициенты загрузки недогруженных рабочих мест  , равные дробной части величины
, равные дробной части величины  , и периоды работы
, и периоды работы  недогруженных рабочих мест:
недогруженных рабочих мест:
 ,
,

Результаты расчетов заносятся в таблицу 5.9.1 вида:
Таблица 5.9.1
| i |
мин |
|
|
|
мин |
|
|
мин |


 ,
,

В качестве итога рассчитываются:
- общее количество рабочих мест ОППЛ  ;
;
- средний коэффициент загрузки рабочих мест  .
.
При этом для ОППЛ должно выполняться условие:  .
.
3. Определение периода оборота ОППЛ.
Важнейшей характеристикой ОППЛ является период ее оборота  , т.е. времени, по истечении которого ОНПЛ возвращается в исходное состояние:
, т.е. времени, по истечении которого ОНПЛ возвращается в исходное состояние:
 .
.
При этом коэффициент оборотного цикла  интерпретируется как количество тактов в периоде оборота или как количество изделий, после выпуска которых с ОППЛ в целом и с каждой ее операции повторяется исходное состояние ОППЛ.
интерпретируется как количество тактов в периоде оборота или как количество изделий, после выпуска которых с ОППЛ в целом и с каждой ее операции повторяется исходное состояние ОППЛ.
Выбор величины при фиксированной величине  является одновременно выбором величины и осуществляется с учетом следующих условий:
является одновременно выбором величины и осуществляется с учетом следующих условий:
- с одной стороны, с увеличением растет и, следовательно, растет величина межоперационного задела (МОЗ) на ОППЛ, что весьма нежелательно;
- с другой стороны, с увеличением увеличивается период концентрированных простоев рабочих и оборудования на не полностью загруженных рабочих местах, что расширяет возможности их догрузки внепоточными работами;
- величина должна быть равна целому числу полусмен, т. е.
 ,
,
или, что то же самое, величина должна быть равна целому числу полусменных выработок ОППЛ:

где  - длительность смены;
- длительность смены;
 сменная выработка ОППЛ;
сменная выработка ОППЛ;
 - (целое) число полусмен: на практике, как правило,
- (целое) число полусмен: на практике, как правило,  .
.
Наиболее часто выбирают  и
и  .
.
4. Построение стандарт-плана ОППЛ.
Стандарт-план ОППЛ - это совокупность графиков работы оборудования и рабочих и изменения МОЗ на всех операциях ОППЛ в течение ее периода оборота .
Построение стандарт-плана ОППЛ рассмотрим на следующем примере.
Пусть , сменное задание  ,
,  ,
,  . Необходимо рассчитать ОППЛ для пяти операций, заданных нормами штучного времени .
. Необходимо рассчитать ОППЛ для пяти операций, заданных нормами штучного времени .
Рассчитаем:  ,
,  .
.
Исходные данные и результаты расчетов разместим в таблице 5.9.2.
Таблица 5.9.2
| i |
мин |
|
|
|
мин |
|
|
мин |
| 1 | 5,2 | 2,6 | 3 | 0,87 | 5,2 | 0,87 | 0,6 | 288 |
| 2 | 2,8 | 1,4 | 2 | 0,7 | 2,8 | 0,7 | 0,4 | 192 |
| 3 | 1,2 | 0,6 | 1 | 0,6 | 1,2 | 0,6 | 0,6 | 288 |
| 4 | 8,2 | 4,1 | 4 | 1,025 | 8,0 | 1 | - | - |
| 5 | 0,6 | 0,3 | 1 | 0,3 | 0,6 | 0,3 | 0,3 | 144 |
C = 3+2+1+4+1=11,  - ОНПЛ создать можно.
- ОНПЛ создать можно.
Стандарт-план для рассматриваемого примера показан на рис. 5.9.2.
Стандарт-план строится для периода оборота ОНПЛ . Горизонтальными линиями показываются графики работы оборудования на каждом рабочем месте по всем операциям технологического процесса. В промежутках между операциями строятся эпюры (графики) изменения межоперационных динамических заделов (МОЗ).
Построение стандарт-плана ОППЛ включает следующие этапы.
Этап 1. Закрепление рабочих мест за рабочими и определение общего количества рабочих и их загрузки.
После установления числа рабочих мест оказывается, что на ряде операций ОППЛ  т. е. рабочие места этих операций не полностью загружены. Для обеспечения полной загрузки рабочих необходимо закрепить за одним рабочим несколько недогруженных рабочих мест, которые он должен обслуживать, последовательно переходя по определенному расписанию от одного рабочего места к другому.
т. е. рабочие места этих операций не полностью загружены. Для обеспечения полной загрузки рабочих необходимо закрепить за одним рабочим несколько недогруженных рабочих мест, которые он должен обслуживать, последовательно переходя по определенному расписанию от одного рабочего места к другому.
В рассматриваемом примере недогруженные рабочие места имеются на операциях {1,2,3,5}. Для каждой такой операции устанавливается полная загрузка в течение всего периода оборота числа рабочих мест, равного целой части числа . При этом вся недогрузка по каждой из этих операций концентрируется на одном рабочем месте этой операции. Для таких рабочих мест рассчитаны коэффициенты загрузки и периоды работы .
Далее осуществляется собственно процесс закрепления нескольких недогруженных рабочих мест за одним рабочим-совместителем. С этой целью совокупность недогруженных рабочих мест разбивается на такие непересекающиеся, однородные по технологии и используемому оборудованию группы операций, для каждой из которых суммарный коэффициент загрузки недогруженных рабочих мест по всем операциям этой группы близок к единице, но не превосходит ее. В рассматриваемом примере это могут быть, например, операции 1 и 5 ( ) , 2 и 3 (
) , 2 и 3 ( ) .
) .
Вся совокупность недогруженных рабочих мест каждой группы операций закрепляется за отдельным рабочим-совместителем (здесь два рабочих-совместителя), обеспечивая коэффициенты загрузки этим рабочим, соответственно,  и
и  и периоды их работы, равные:
и периоды их работы, равные:  ,
,  . При этом в одну группу должно входить не более трех операций, чтобы не вызывать частых переходов и связанных с этим потерь времени и снижения производительности труда рабочего-совместителя.
. При этом в одну группу должно входить не более трех операций, чтобы не вызывать частых переходов и связанных с этим потерь времени и снижения производительности труда рабочего-совместителя.
Явочная численность  рабочих ОППЛ определяется количеством полностью загруженных рабочих мест по каждой операции ОППЛ, количеством рабочих-совместителей
рабочих ОППЛ определяется количеством полностью загруженных рабочих мест по каждой операции ОППЛ, количеством рабочих-совместителей  и количеством
и количеством  рабочих смен ОППЛ в сутках, т. е
рабочих смен ОППЛ в сутках, т. е
 .
.
Средний коэффициент загрузки одного рабочего ОППЛ
Для ОППЛ необходимо, чтобы  , в противном случае создание ОППЛ нецелесообразно. В рассматриваемом примере
, в противном случае создание ОППЛ нецелесообразно. В рассматриваемом примере  ,
,  .
.
Этап 2. Установление порядка работы и переходов рабочих по обслуживаемым рабочим местам.
Взаимные положения периодов работы на недогруженных рабочих местах могут быть самыми различными, а число этих положений бесконечно велико. Однако, эти положения не эквивалентны друг другу с точки зрения возникающих на смежных операциях МОЗ: при одном положении МОЗ получается большим, при другом - малым.
Для уменьшения величины МОЗ на ОППЛ необходимо руководствоваться следующим правилом: если на некоторой паре смежных операций  предыдущая операция производительнее последующей, т. е.
предыдущая операция производительнее последующей, т. е.  , то необходимо по возможности обеспечить совмещение моментов начала периодов работы и
, то необходимо по возможности обеспечить совмещение моментов начала периодов работы и  недогруженных рабочих мест на этих операциях, в противном случае, т. е. при
недогруженных рабочих мест на этих операциях, в противном случае, т. е. при  необходимо по возможности обеспечить совмещение моментов окончания этих периодов работы. Выбор других взаимных положений периодов работы недогруженных рабочих мест на смежных операциях приводит к увеличению МОЗ.
необходимо по возможности обеспечить совмещение моментов окончания этих периодов работы. Выбор других взаимных положений периодов работы недогруженных рабочих мест на смежных операциях приводит к увеличению МОЗ.

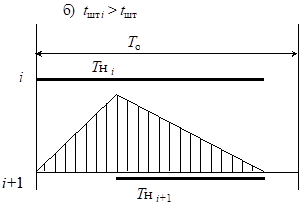
Рис. 5.9.1. Схема работы недогруженных рабочих мест
а) – с совмещением моментов начала периодов работы;
б) – с совмещением моментов окончания периодов работы
Однако в ряде случаев указанное правило не может быть полностью реализовано ввиду ограничений, накладываемых последовательным обслуживанием рабочими-совместителями закрепленных за ними недогруженных рабочих мест.
Рекомендуется следующий порядок установления регламента работы и переходов рабочих-совместителей по обслуживаемым рабочим местам:
а) сначала устанавливается режим работы полностью загруженных рабочих мест путем нанесения на стандарт-план сплошных линий, каждая из которых характеризует время работы одного рабочего места на одной операции в течение всего периода оборота ;
б) затем устанавливается режим работы и переходов с операции на операцию рабочих-совместителей путем нанесения на стандарт-план отрезков, показывающих продолжительность работы каждого рабочего-совместителя на каждой закрепленной за ним операции, и стрелок, показывающих направление перехода этих рабочих с операции на операцию. При этом следует придерживаться следующих рекомендаций:
- за одним совместителем закрепляется не более 3-х операций;
- закрепляемые за одним совместителем операции должны иметь технологическое подобие, соответствующее специальности и квалификации рабочего;
- если не удается полностью загрузить совместителя работами на поточной линии, то вся недогрузка относится на начало или конец периода оборота, что позволяет организовать в удобном режиме работы, связанные с выполнением этим рабочим заданий, не связанных с программой загрузки поточной линии.
Этап 3. Определение размеров и динамики МОЗ. Построение графиков изменения МОЗ. Все расчеты и построения этого этапа выполняются отдельно для каждой пары смежных операций.
Появление МОЗ обуславливается тем, что в течение периода оборота изменяются соотношения производительностей оборудования на смежных операциях из-за несовпадения их графиков работы. В тех случаях, когда графики работы оборудования на смежных рабочих местах совпадают, МОЗ отсутствуют, и данная пара смежных операций работает в режиме ОНПЛ (полной синхронизации).
Рассмотрим процесс расчета МОЗ для произвольной пары смежных операций (i, i+1), которую для краткости обозначим номером ее первой операции, т. е номером i.
1) Период оборота разобьем на такие интервалы времени  , на протяжении которых сохраняются одинаковые соотношения активных рабочих мест
, на протяжении которых сохраняются одинаковые соотношения активных рабочих мест  . В рассматриваемом примере для операций 1 и 2 таких периодов три ( j=1,2,3 ):
. В рассматриваемом примере для операций 1 и 2 таких периодов три ( j=1,2,3 ):
-  , соотношение активных рабочих мест:
, соотношение активных рабочих мест:  ;
;
-  , соотношение активных рабочих мест:
, соотношение активных рабочих мест:  ;
;
-  , соотношение активных рабочих мест:
, соотношение активных рабочих мест:  .
.
2) Изменение МОЗ на любом интервале носит линейный характер. Поэтому для построения графика изменения МОЗ достаточно знать значения МОЗ на границах интервалов . Рассчитаем приращение МОЗ  в каждый интервал времени . Он определяется как разность числа изделий, выпущенных за время на операции с номером i, и числа изделий, потребленных за это же время на следующей i +1-й операции:
в каждый интервал времени . Он определяется как разность числа изделий, выпущенных за время на операции с номером i, и числа изделий, потребленных за это же время на следующей i +1-й операции:
 .
.
Положительный знак приращения означает возрастание, а отрицательный – убывание общей величины МОЗ на i-й паре смежных операций на интервале. Примеры расчетов показаны на рис. 5.9.2.
Заметим, что  , что следует из определения периода оборота . Это соотношение может служить удобным критерием проверки правильности расчетов МОЗ.
, что следует из определения периода оборота . Это соотношение может служить удобным критерием проверки правильности расчетов МОЗ.
3) Рассчитаем величины МОЗ на границах интервалов .
Общая величина изменения МОЗ  на i-й паре смежных операций от момента начала периода оборота до момента окончания интервала определяется как сумма приращений по всем предшествующим интервалам плюс приращение на рассматриваемом интервале :
на i-й паре смежных операций от момента начала периода оборота до момента окончания интервала определяется как сумма приращений по всем предшествующим интервалам плюс приращение на рассматриваемом интервале :  .
.
Абсолютная величина МОЗ  в момент окончания интервала определяется как сумма значения МОЗ в начале периода оборота
в момент окончания интервала определяется как сумма значения МОЗ в начале периода оборота  и всех последующих приращений:
и всех последующих приращений:
 .
.
Если  , то его величина определяет значение переходящего (оборотного) задела на данной паре смежных операций. Переходящий задел увеличивает объем незавершенного производства, обусловленный межсменным пролеживанием изделий. Поэтому желательно минимизировать его суммарную величину по всем парам смежных операций для ОНПЛ в целом.
, то его величина определяет значение переходящего (оборотного) задела на данной паре смежных операций. Переходящий задел увеличивает объем незавершенного производства, обусловленный межсменным пролеживанием изделий. Поэтому желательно минимизировать его суммарную величину по всем парам смежных операций для ОНПЛ в целом.
При расчете величины переходящего МОЗ следует учитывать, что, по своей сути,  в любой момент времени. С другой стороны, минимальное значение должно быть равно нулю, поскольку в противном случае происходит необоснованное увеличение объема незавершенного производства. Поэтому, если среди есть неположительные величины, то в качестве выбирается максимальный по модулю неположительный :
в любой момент времени. С другой стороны, минимальное значение должно быть равно нулю, поскольку в противном случае происходит необоснованное увеличение объема незавершенного производства. Поэтому, если среди есть неположительные величины, то в качестве выбирается максимальный по модулю неположительный :
Технологический процесс | Загрузка рабочих мест | Рабочие на линии. * отм. совме-стители | График работы рабочих мест и рабочих на линии, графики изменения межоперационных динамических заделов в течение периода оборота ( To = 480 мин ) | |||
| № опер | Норма врем., мин | Число раб. мест | № р.м. | Коэф. загр. | ||
| I |
|
|
|
|
|
|
| 1 | 5,2 | 3 | 1 2 3 | 1 1 0,6 | 1 2 3* |
|
| Задел между 1-й и 2-й операциями:
|
| |||||
| 2 | 2,8 | 2 | 4 5 | 1 0,4 | 4 5* |
|
| Задел между 2-й и 3-й операциями:
|
| |||||
| 3 | 1,2 | 1 | 6 | 0,6 | 5* |
|
| Задел между 3-й и 4-й операциями: |
| |||||
| 4 | 8,0 | 4 | 7 8 9 10 | 1 1 1 1 | 6 7 8 9 |
|
| Задел между 4-й и 5-й операциями: |
| |||||
| 5 | 0,6 | 1 | 11 | 0,3 | 3* |
|











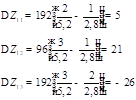
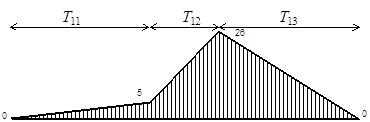


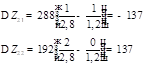
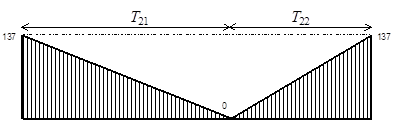


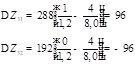
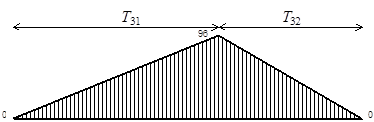

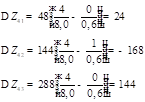
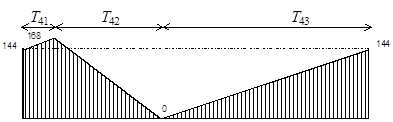

Рис. 5.9.2.
Стандарт-план работы ОНПЛ
 .
.
Поскольку , то значение для последнего интервала должно совпадать с величиной на любой паре смежных операций.
Результаты расчетов МОЗ заносятся в табл. 5.9.3.
Далее по значениям и стоятся графики изменения МОЗ по каждой паре смежных операций. Их объединение дает стандарт-план работы ОНПЛ (рис. 5.9.2).
5. Расчет максимальных и средних величин МОЗ.
При проектировании ОППЛ необходимо предусмотреть на рабочих местах достаточные площади для хранения МОЗ. Для установления величины этой площади на каждой паре смежных операций определяют максимальную величину МОЗ по выражению
 .
.
Таблица 5.9.3
| i |
мин |
мин | j |
мин |
|
|
|
|
|
|
|
|
|
| 1 | 5,2 | 2,8 | 1 | 192 | 2 | 1 | 5 | 5 | 0 | 5 | 26 | 2,5 | 9,3 |
| 2 | 96 | 3 | 1 | 21 | 26 | 26 | 15,5 | ||||||
| 3 | 192 | 3 | 2 | -26 | 0 | 0 | 13 | ||||||
| 2 | 2,8 | 1,2 | 1 | 288 | 1 | 1 | -137 | -137 | 137 | 0 | 137 | 68,5 | 68,5 |
| 2 | 192 | 2 | 0 | 137 | 0 | 137 | 68,5 | ||||||
| 3 | 1,2 | 8,0 | 1 | 288 | 1 | 4 | 96 | 96 | 0 | 96 | 96 | 48 | 48 |
| 2 | 192 | 0 | 4 | -96 | 0 | 0 | 48 | ||||||
| 4 | 8,0 | 0,6 | 1 | 48 | 4 | 0 | 24 | 24 | 144 | 168 | 168 | 156 | 84 |
| 2 | 144 | 4 | 1 | -168 | -144 | 0 | 84 | ||||||
| 3 | 288 | 4 | 0 | 144 | 0 | 144 | 72 |
 ,
,

В экономическом отношении важной характеристикой ОППЛ является средняя величина ее МОЗ, поскольку она характеризует связывание оборотных средств в незавершенном производстве. Для расчета этой величины вначале определяют  - средний размер МОЗ на каждой паре смежных операций в течение каждого интервала:
- средний размер МОЗ на каждой паре смежных операций в течение каждого интервала:
 , для первого интервала
, для первого интервала  .
.
Далее определяют среднюю величину МОЗ на каждой паре смежных операций в течение всего периода оборота :  .
.
Средняя величина МОЗ по всей ОППЛ  определяется суммированием
определяется суммированием  по всем парам смежных операций:
по всем парам смежных операций:  . В рассматриваемом примере = 209,8 ед.
. В рассматриваемом примере = 209,8 ед.
Значения  , и также заносятся в табл. 5.9.3.
, и также заносятся в табл. 5.9.3.
На ОППЛ, как и на ОНПЛ, имеются также технологический, транспортный и резервный заделы, но их величина по сравнению с МОЗ незначительна, поэтому их расчет обычно не проводят.
6. Выбор транспортных средств и планировки ОППЛ.
В ОППЛ перемещение изделий с операции на операцию осуществляется либо вручную при производстве мелких и легких изделий, либо с помощью гравитационных транспортных средств (склизы, скаты, желоба, рольганги), либо с помощью транспортных средств циклического действия (мостовые и консольные краны, электрокары, тельферы, кран-балки и т. п.). Выбор транспортных средств осуществляется с учетом величины такта линии, размера и веса изделий, планировки участка и расположения оборудования.
Пространственная планировка ОППЛ осуществляется с учетом обеспечения прямоточности, возможной близости рабочих мест, обслуживаемых одним рабочим-совместителем, удобства подходов к рабочим местам для ремонта и обслуживания и достаточности площадей для накопления заделов.
[Содержание]
5.7.3. Организация многопредметных поточных линий
Многопредметные поточные линии (МПЛ) создаются в условиях крупносерийного, серийного и даже мелкосерийного производства, когда организация ОНПЛ нерациональна вследствие недостаточной загрузки или низкой специализации рабочих мест.
Порядок организации и расчета основных параметров МПЛ изложен в [2, стр.67].
[Содержание]
5.8.Организация и эффективность гибких автоматизированных производственных систем
Гибкость производства — это его способность производить широкую номенклатуру изделий и быстро и экономично осуществлять переход от выпуска одного к выпуску другого типа изделий.
В соответствии с этим гибкое производство должно обладать следующими тремя свойствами:
ü производить широкую номенклатуру изделий;
ü быстро и экономично переходить от выпуска одного к выпуску другого типа изделий в пределах установленной номенклатуры;
ü допускать изменения номенклатуры выпускаемых изделий без изменения его технологического оснащения.
Гибкое автоматическое производство (ГАП)—это интегрированное автоматическое производство широкой номенклатуры изделий, обладающее способностью автоматически переходить от выпуска одного к выпуску другого типа изделий в пределах установленной номенклатуры и допускающее изменение этой номенклатуры без изменения его технологического оснащения.
ГАП создаются на уровне участка, цеха и даже целого предприятия и призваны обеспечить:
ü сокращение цикла изготовления изделий, прежде всего, за счет уменьшения времени выполнения контрольных, транспортных и складских операций и межоперационных пролеживаний, составляющего в общем до 95% длительности цикла изготовления;
ü повышение непрерывности производства и использования оборудования за счет организации работы во вторую и третью смены без участия рабочих и обслуживающего персонала;
ü уменьшение тяжести и повышение производительности труда; при достаточно надежной работе оборудования и хорошей стойкости инструмента ГАП обеспечивает повышение производительности труда в 3—5 раз по сравнению с обычным производством;
ü сокращение дефицита рабочей силы за счет применения безлюдной технологии и высвобождения при этом значительного числа рабочих.
ГАП реализуется с помощью производственных систем, обладающих свойствами гибкости и автоматичности функционирования.
Гибкая автоматическая производственная система (ГАПС) — это производственная система, реализующая гибкий автоматический процесс производства и представляющая собой взаимосогласованную совокупность станков с числовым программным управлением, промышленных роботов, автоматических транспортных средств, автоматических складов, центрального управляющего компьютера и обслуживающих все эти средства работников.
ГАПС включает следующие виды компонентов.
Станки с числовым программным управлением (ЧПУ). Это станки, имеющие встроенные программные устройства автоматического управления, программы работ которых составляются на основе чисел, получаемых непосредственно из чертежей деталей. Каждый станок с ЧПУ может обрабатывать широкую номенклатуру деталей при ограниченном наборе технологических методов обработки.
Промышленные роботы. Промышленный робот (ПР) — это машина-автомат, запрограммированная на выполнение вспомогательных и некоторых основных производственных операций. По назначению ПР делятся на:
- производственные, осуществляющие основные операции технологических процессов сварки, сборки, окраски и т. д.;
- транспортные, осуществляющие межоперационную передачу заготовок, деталей и изделий, автоматизированную загрузку и разгрузку различного оборудования, складирование изделий и т. д.
Автоматические транспортные средства. В качестве автоматических транспортных устройств используются: подвесные и напольные транспортеры; транспортные тележки, снабженные захватными устройствами и управляемые от магнитных шин, проложенных под полом в соответствии с траекторией транспортного пути; управляются от компьютера, точность позиционирования — до 1 мм.
Автоматические склады и накопители. Важной частью ГАПС является система хранения и автоматического распределения предметов производства. Эта система, в общем случае, включает:
- центральный склад (ЦС), предназначенный для обслуживания всей производственной системы;
- промежуточные накопители (ПН), каждый из которых предназначен для хранения и автоматического распределения совокупности предметов производства, достаточной для непрерывной работы одного или группы обслуживаемых этим накопителем станков.
Центральный управляющий компьютер ГАПС. Важнейшим компонентом ГАПС, который интегрирует ее работу и превращает ее в единое целое, является центральный управляющий компьютер со своим оснащением. Он выполняет следующие функции:
- оперативное планирование работы всей ГАПС в соответствии с программой производства, задаваемой более высоким уровнем управления;
- хранение, поиск и передачу в локальные устройства управления соответствующих обрабатываемым деталям программ работы станков с ЧПУ;
- координацию работы всех компонентов ГАПС и оптимизацию режима ее работы;
- сбор информации и контроль всех находящихся в системе спутников с деталями во время их перемещения;
- управление движением спутников с деталями по предусмотренной технологии и оптимизацию загрузки станков;
- управление измерительными установками, измерение припусков и определение числа переходов при черновой обработке деталей;
- управление установками технического контроля и выдача информации о параметрах изделия;
- контроль и выдача информации о состоянии станков и других устройств системы; обнаружение ошибок и их оценка на всех рабочих позициях системы, недопущение аварийных ситуаций;
- подготовка и выдача документированной информации о результатах работы системы.
Работники ГАПС. Создание ГАПС приводит к двум существенным следствиям: по сравнению с обычным производством в несколько раз сокращается необходимое число работников; изменяется характер труда работников.
При этом можно выделить следующие основные профессии работников ГАПС:
- операторы, наладчики, которые должны иметь достаточно высокую квалификацию для обслуживания сложного оборудования и его наладки;
- вспомогательные рабочие, осуществляющие подготовку деталей и инструмента для запуска в систему; требования к квалификации этих работников являются относительно невысокими;
- вспомогательные рабочие, осуществляющие уборку стружки и поддержание чистоты в помещениях; требования к квалификации этих работников являются весьма низкими;
- технологи-программисты в том случае, если разработка программ станков с ЧПУ осуществляется непосредственно в рамках ГАПС; эти работники должны иметь наиболее высокую квалификацию и число их относительно невелико.
Виды гибких автоматических производственных систем
По содержанию реализуемого технологического процесса и виду производимых изделий можно выделить следующие виды ГАПС:
ü по механической обработке: призматических или/корпусных деталей, тел вращения, зубчатых колес и т. д.;
ü по изготовлению печатных плат;
ü по сборке: изделий машиностроения /подшипники, узлы и т. д.), механических приборов (часы/и т. п.), изделий радиоэлектронной аппаратуры.
В настоящее время наибольшее распространение получили ГАПС по механической обработке.
По величине системы и количеству имеющихся в ней станков все ГАПС можно разделить на следующие виды:
Гибкий автоматический модуль (ГАМ) — это ГАПС, содержащая от 1 до 3 станков с ЧПУ и внутренний накопитель, хранящий запас предметов производства не менее, чем на 8 ч работы.
ГАМ обеспечивает безлюдную технологию в течение смены и поэтому должен иметь все устройства, которые гарантируют надежное протекание всего процесса и высокое качество изделий, а именно:
- накопитель заготовок достаточной емкости; автоматическую доставку деталей на рабочую позицию станков;
- автоматический зажим деталей на станке;
- полностью автоматический цикл обработки;
- автоматический контроль качества изделий измерениями в процессе обработки или на встроенной в модуль измерительной станции;
- накопители инструмента на всех станках;
- диагностическую систему наблюдения за износом или поломкой инструмента с подачей сигналов на коррекцию или замену;
- диагностическую систему наблюдения за функционированием станков, транспортной системы и системы управления.
ГАМ имеет предметную специализацию при достаточно широкой номенклатуре изделий и обслуживается одним оператором. ГАМ применяются как минимальные ГАПС, создаваемые на первых этапах внедрения ГАП в существующих производственных системах, и как типовой модуль, используемый в комбинации с другими модулями для создания более крупных ГАПС.
Гибкий автоматический участок (ГАУ) — это предметно или технологически специализированная ГАПС, состоящая либо из нескольких ГАМ, либо из 6—8 непосредственно объединенных в систему станков с ЧПУ, транспортно-складской системы и компьютера. По своим производственным возможностям ГАУ приблизительно эквивалентен обычному административно обособленному участку. При модульном построении ГАУ транспортно-складская система имеет несколько уровней обслуживания с различными промежуточными накопителями. Управление участком тоже строится по иерархическому принципу. Обслуживающий персонал требуется для периодического осмотра станков и вычислительной техники, для подготовки деталей и их установки на станки, для наблюдения за ходом рабочего процесса.
Гибкий автоматический цех (ГАЦ) — это предметно специализированная ГАПС, состоящая либо из нескольких технологически или предметно специализированных ГАУ, либо из совокупности непосредственно объединенных в систему станков с ЧПУ и других необходимых компонентов.
По своим производственным возможностям ГАЦ приблизительно эквивалентен обычному цеху. Номенклатура обрабатываемых деталей относительно широка и почти не ограничена по малым структурным отклонениям. Ход рабочего процесса всей системы устанавливается произвольно, включая многочисленные вспомогательные и обслуживающие операции. Последовательность обхода станков оптимизируется с учетом технологических требований и загрузки станков. Операторы лишь периодически наблюдают за ходом работы системы, устраняют неисправности и поддерживают все устройства в требуемом состоянии.
Гибкий автоматический завод (ГАЗ) является высшей формой гибкой автоматизации производства. Ее создание должно быть основано на качественно новой концепции проектирования с учетом того, что управление оборудованием и его обслуживание будут возложены не на человека, а на машины. При этом оборудование ГАЗ должно обеспечить рациональное выполнение всех функций обработки, сборки, контроля и транспортировки изделий, а также его быструю переналадку на выпуск новой продукции. Оно должно обладать высокой универсальностью, взаимозаменяемостью и надежностью работы.
По виду систем управления все ГАПС можно разделить на ГАПС с прямым управлением станков от центрального компьютера и с комбинированным управлением, при котором станки с ЧПУ, роботы и складские системы имеют собственные микропроцессорные системы управления, которыми управляет центральный компьютер.
По степени приспосабливаемости к реальным ситуациям ГАПС делятся на:
- простые, в которых возможности оптимизации режимов обработки отсутствуют или весьма незначительны;
- адаптивные, в которых режимы обработки и количество проходов оптимизируются с учетом величины припуска, износа инструмента и других факторов.
Организация гибких автоматических производственных систем
Организация ГАПС — это процесс создания и совершенствования ГАПС. Каждая конкретная ГАПС предназначена для производства вполне определенной номенклатуры изделий, а ее структура существенным образом определяется конкретными условиям производства на соответствующем предприятии. Тем не менее, процесс создания ГАПС может быть типизирован, и в соответствии с этим могут быть выделены следующие его типовые этапы.
Конструктивно-технологическая классификация изделий. Отличительной особенностью этой классификации является значительно более глубокая, чем в обычном производстве, дифференциация конструктивно-технологических признаков изделий вплоть до выделения элементарных поверхностей, рабочих переходов требуемого набора инструментов для обработки и требуемых устройств для закрепления деталей на станках. В результате такой классификации все анализируемые детали разбиваются на группы однородных деталей, каждая из которых объединяется в одну представительную деталь с некоторыми укрупненными параметрами.
Установление конкретной номенклатуры изделий, для изготовления которых будет создаваться ГАПС. Эта номенклатура может включать одну или несколько групп изделий и формируется с учетом необходимой конструктивно-технологической близости изделий, объемов их выпуска, требований высокой производительности и точности изготовления.
Разработка укрупненной структуры технологического процесса изготовления установленной номенклатуры изделий. При этом составляется общая схема технологического процесса изготовления всех деталей этой номенклатуры, т. е. разрабатывается обобщенная типовая технология с учетом обеспечения необходимой гибкости, производительности и эффективности производства.
Выбор технологического оснащения ГАПС. При этом вначале на основе укрупненной структуры технологического процесса формируются общие требования к необходимому набору станков, а затем формируются требования к отдельным станкам с ЧПУ и выбирается оптимальное их число с учетом рациональной степени концентрации операций на отдельных станках, обеспечения автоматичности процесса изготовления изделий, необходимой степени гибкости производства и экономической эффективности всей ГАПС.
Разработка детальной структуры технологического процесса изготовления изделий каждого вида установленной номенклатуры. Проектирование технологического процесса обработки деталей на станках с ЧПУ требует не только тщательной разработки общей структуры технологического процесса, но и детальной разработки структуры каждой операции вплоть до рабочих и вспомогательных ходов. При этом необходимо: провести анализ вариантов обработки различных элементарных поверхностей детали; определить оптимальные режимы обработки; определить набор инструментов и последовательность их использования в каждой операции обработки детали; определить и увязать с системой координат станка траектории автоматического движения инструментов.
Разработка программ работы станков с ЧПУ. На этом этапе разрабатываются управляющие программы для выполнения каждой операции обработки детали. Управляющая программа состоит из отдельных кадров, каждый из которых определяет последовательность выполнения определенных действий рабочих органов станка. При этом выделяют следующие основные действия: начало работы (включение станка); поиск и смена инструмента, перемещение инструмента по прямолинейному участку траектории; перемещение инструмента по криволинейному участку траектории; конец программы (выключение станка).
Разработка пространственной планировки ГАПС и общей структуры ее транспортно-складской системы. При этом осуществляется: анализ оптимального размещения станков с ЧПУ; анализ возможных вариантов построения и размещения центрального склада и промежуточных накопителей ГАПС; анализ характера и интенсивности транспортных потоков в системе; выбор наиболее рационального варианта пространственной планировки и транспортно-складской системы ГАПС.
1 Становление конфликтологии - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Выбор состава промышленных роботов и транспортно-складского оборудования ГАПС. Этот этап тесно связан с предыдущим и выполняется практически одновременно с ним.
Разработка программ работы промышленных роботов и транспортно-складского оборудования.
Разработка модели и алгоритмов функционирования всей ГАПС. В основе разработки общей модели функционирования ГАПС лежит принцип интеграции: потока предметов производства, потока инструментов и потока информации. При этом разрабатываются не алгоритмы функционирования каждой единицы оборудования ГАПС, а алгоритмы взаимодействия и координации работы всех единиц оборудования ГАПС.
Выбор средств вычислительной техники для центральной системы управления ГАПС.
Разработка программного обеспечения управления всей ГАПС. Программное обеспечение ГАПС должно обеспечивать работу системы в реальном масштабе времени с возможностью установления следующих режимов: полностью автоматическое управление от центрального компьютера; автономное микропроцессорное управление каждой единицей оборудования; автономное ручное управление с индивидуальных пультов управления каждой единицей оборудования.
[Содержание]


















