
Организация производственного процесса в пространстве и времени
Лекция 13 .Организация производственного процесса в пространстве и времени
13.1.Производственный процесс и его классификация.
13.2.Организация основного производственного процесса: понятие, принципы, оценка уровня.
13.3.Формы организации производства.
13.4.Организационные типы производства.
13.5.Методы организации производства.
13.6.Нормативы организации производства.
13.1. Производственный процесс и его классификация
Процесс производства на промышленном предприятии представляет собой совокупность технологических операций по непосредственному изготовлению продукции и разнообразных вспомогательных и обслуживающих процессов, обеспечивающих нормальную работу основных подразделений.
Рекомендуемые материалы
Операция — часть процесса производства, выполняемая на одном рабочем месте, состоящая из ряда действий над одним объектом производства (деталью, узлом, изделием), одним или несколькими рабочими.
Производственные процессы различаются в зависимости от ряда признаков.
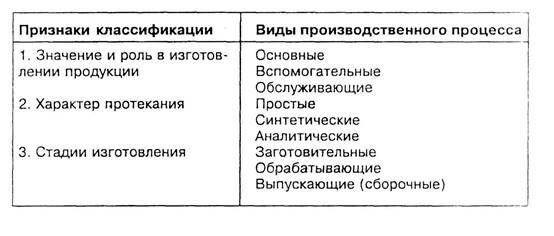
Основные — это такие производственные процессы, в ходе которых сырье и материалы превращаются в готовую продукцию.
Вспомогательные представляют собой обособленные части производственного процесса, которые могут быть выделены часто в самостоятельные предприятия. Они заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К ним относятся: изготовление инструментов и технологической оснастки, запасных частей, ремонт оборудования и т.д.
Обслуживающие процессы неразрывно связаны с основным производством, их невозможно обособить от него. Главная их задача — обеспечить бесперебойную работу всех подразделений предприятия. К ним относятся межцеховой и внутрицеховой транспорт, складирование и хранение материально-технических ресурсов и т.д.
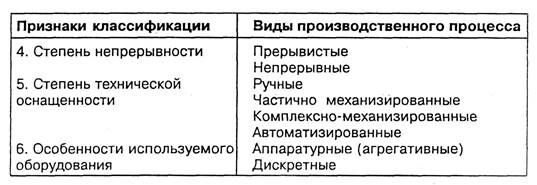
Схематично сущность простых, синтетических, аналитических процессов можно представить следующим образом
где С — сырье; М — материалы; ГП — готовая продукция.
Примером простых процессов может служить производство кирпича, синтетических — получение чугуна, аналитических — переработка нефти.
Заготовительные производственные процессы превращают сырье и материалы в необходимые заготовки, приближающиеся по форме и размерам к готовым изделиям. К ним можно отнести в машиностроении — литейные, кузнечные, в швейном производстве — раскройный и др. процессы.
Обрабатывающими являются процессы, в ходе которых заготовки превращаются в готовые детали (механообрабатывающие, гальванические, швейные и др.).
Выпускающие (сборочные) производственные процессы служат для изготовления готовой продукцию сборки узлов, машин (сборочные, инструментальные, влажно-тепловой обработки и др.).
Прерывные производственные процессы предполагают наличие перерывов в изготовлении продукции, работе оборудования без ущерба для их качества. Непрерывные производственные процессы осуществляются без перерывов, ибо они приводят к ухудшению качества продукции и состояния оборудования.
Ручными называются процессы, выполняемые без помощи машин и механизмов. Частично-механизированные процессы характеризуются заменой ручного труда машинами на отдельных операциях, главным образом, основных. Комплексно-механизированные процессы предполагают наличие взаимоувязанной системы машин и механизмов, обеспечивающей выполнение всех производственных операций без применения ручного труда, за исключением операций управления машинами и механизмами. Автоматизированные производственные процессы обеспечивают выполнение всех операций, включая управление машинами и механизмами без непосредственного участия работника. Автоматические осуществляются машинами без помощи людей на основе разработанной предварительно программы.
Аппаратурные процессы протекают в специальных видах оборудования (ваннах, сосудах и т.д.) и не требуют труда рабочих в ходе их выполнения. Дискретные процессы выполняются на отдельных станках при участии рабочих.
Приведенная классификация производственных процессов необходима для анализа и разработки структуры предприятия, планирования его деятельности, изыскания резервов повышения эффективности производства.
13.2. Организация основного производственного процесса: понятие, принципы, оценка уровня
Производственный процесс представляет собой единство и взаимодействие трех его элементов: рабочей силы, предметов и средств труда. Под организацией производственного процесса понимают различные методы сочетания его элементов в пространстве и во времени с целью достижения эффективного использования.
В основе организации производственного процесса лежат следующие принципы:
— специализация, характеризующаяся ограниченной номенклатурой и массовым изготовлением одноименной продукции или выполнением определенных стадий технологического процесса;
— непрерывность, предполагающая постоянное нахождение предмета труда в обработке, уменьшение времени нахождения его без движения в ожидании возобновления процесса изготовления, сокращение перерывов в использовании живого труда и средств труда;
— пропорциональность, требующая относительного равного выпуска продукции или объема выполняемых работ за определенный период времени всеми взаимосвязанными подразделениями предприятия, группами оборудования, рабочими местами, а также соответствия фонда времени работы оборудования и рабочих трудоемкости производственной программы;
— параллельность, включающая одновременное выполнение отдельных частей производственного процесса, концентрацию технологических операций на рабочем месте и совмещение во времени выполнения основных и вспомогательных операций;
— прямоточность, обеспечивающая кратчайшее расстояние движения предметов труда в процессе производства, предполагающая регулярное повторение процесса производства через равные промежутки времени;
— ритмичность – организация в соответствии с заданным ритмом и планомерной повторяемостью работы подразделений предприятия;
— гибкость – оперативная адаптация производства к изменяющимся требованиям рыночного спроса.
Организация основного производственного процесса будет рациональной в том случае, когда обеспечивается действие всех принципов в совокупности. Это создает условия для экономии живого и овеществленного труда, увеличения объема реализованной продукции, роста производительности труда, снижения себестоимости и увеличения прибыли.
Как показывает практика, элементы производственного процесса могут соединяться в различных формах и методах. Принципы реализовываться не в полной мере, что приводит к разным результатам деятельности предприятия. Отсюда возникает необходимость количественной оценки уровня организации производства, позволяющей произвести сравнение.
Наличие обоснованной количественной характеристики уровня организации основного производственного процесса обеспечивает возможность в каждом конкретном случае зафиксировать существующее состояние и степень рационализации организации производства, сопоставить показатели в динамике за ряд лет, в сравнении с другими предприятиями, вскрыть имеющиеся резервы и наметить пути их использования.
Существуют несколько методик оценки уровня организации
Общей чертой большинства методик является такой подход: 1) разрабатывается система показателей, характеризующих разнообразные стороны состояния, использования, функционирования и развития объекта оценки; 2) в целях обеспечения сопоставимости применяются показатели-коэффициенты, изменяющиеся в пределах от 0 до 1; 3) для получения общей однозначной оценки группа частных показателей сводится в единый интегральный показатель, который и рассматривается как обобщающая характеристика уровня организации. Данный интегральный показатель рассчитывается как среднеарифметическая или среднегеометрическая величина частных показателей. При этом количество частных показателей, их состав, методы расчета изменяются в довольно широких пределах, учет многих составляющих затруднен.
Обобщающая количественная оценка уровня организации рассчитывается на основе системы частных показателей, характеризующих степень реализации каждого из принципов:
а) коэффициент специализации (Ксп.)
 где: Нр.м — количество рабочих мест,
где: Нр.м — количество рабочих мест,
Нр — количество работ (операций) или
 где: Фп — время на переналадку оборудования,
где: Фп — время на переналадку оборудования,
Фо — фонд времени работы оборудования.
б) коэффициент прямоточности (Кпрям.)
где : Ттр — время выполнения транспортных операций,
Тц — продолжительность производственного цикла
или
где: ДЛм — минимальная длина пути прохождения предмета труда в процессе обработки,
ДЛф — фактическая длина пути прохождения предмета труда в процессе обработки.
в) коэффициент параллельности (Кпар.)
где: ТцПАР, ТЦФР — длительность производственного цикла соответственно при параллельном виде сочетания операций и фактическая
г) коэффициент пропорциональности (Кпроп.)

где К1ПР0П,…., К1ПР0П — коэффициенты сопряженности работы цехов, участков, агрегатов, рабочих мест или
где М1, М2 — мощность цехов, участков, агрегатов, рабочих мест, между которыми определяется сопряженность рабочих мест;
Ру — удельный расход продукции 1 цеха (участка, агрегата, рабочего места) для производства продукции I! цеха
д) коэффициент непрерывности (Кнепр.)

где Кнпр, Кн°, Кнр — коэффициенты непрерывности использования соответственно предметов и средств труда, рабочей силы
где То — время выполнения операций по обработке предметов труда,
ТПР — продолжительность пролеживания предметов труда,
 |
где Фоф, Фор — фонд времени работы оборудования соответственно фактический и режимный
где Кр, Кф — число исполнителей соответственно расчетное и фактическое
е)коэффициент ритмичности (Кр.)
где Вф — фактический выпуск продукции за декаду, но не выше планового,
Вп — плановый выпуск продукции за декаду или
где Н — отклонение фактического выпуска от планового за каждый рабочий день, n — число рабочих дней.
Обобщающий показатель уровня организации производственного процесса определяется как среднеарифметическая величина из частных показателей.
Обобщающий показатель выражает отношение степени использования трудовых и материальных ресурсов, основных производственных фондов к их фактическим величинам.
Есть и другие подходы к оценке организации производства, учитывающие отраслевые особенности предприятия.
13.3. Формы организации производства
К формам организации производства относятся концентрация, специализация, стандартизация, кооперирование и комбинирование.
Концентрация представляет собой процесс сосредоточения изготовления продукции на предприятиях и в его производственных подразделениях.
Уровень концентрации зависит, в первую очередь, от величины единичной мощности машин, агрегатов, аппаратов, технологических установок, количества однотипного оборудования, размеров и числа технологически однородных производств. Для измерения уровня концентрации используются показатели объема продукции, численности работников, а в отдельных отраслях стоимости основных фондов.
В зависимости от уровня концентрации различают крупные, средние и малые предприятия, цехи, участки. Тенденцией развития концентрации в условиях рыночной экономики является увеличение доли малых предприятий, которые призваны способствовать стабилизации потребительского рынка, преодолению монополизма, созданию конкуренции, дополнительных рабочих мест, внедрению достижений научно-технического прогресса, решению экологических проблем.
Под специализацией понимается сосредоточение на предприятии и в его производственных подразделениях выпуска однородной, однотипной продукции или выполнения отдельных стадий технологического процесса.
Различают технологическую, предметную и подетальную специализацию. Примером технологической специализации, то есть обособления предприятий, цехов и участков на выполнение определенных операций или стадий производственного процесса, могут служить прядильные, ткацкие и отделочные фабрики в текстильной промышленности, литейные, кузнечные, гальванические, механические и сборочные цехи в машиностроении и т.д. Предметная специализация предполагает производство на предприятии готовых видов продукции: мотоциклов, велосипедов, автомобилей и др. Подетальная специализация, являясь разновидностью предметной, основана на производстве отдельных деталей и частей готовой продукции: моторов, подшипников, шин и т.п. В практике деятельности предприятий зачастую имеет место сочетание всех форм специализации: заготовительные цехи и участки построены по технологическому признаку, обрабатывающие — по детальному, сборочные — по предметному.
Для оценки уровня специализации предприятий и его подразделений используются показатели: удельный вес основной (профильной) продукции в общем объеме производства; количество групп, видов, типов изделий, выпускаемых предприятием; доля специализированного оборудования в общем его парке; число наименований деталей, обрабатываемых на единице оборудования; количество операций, выполняемых на оборудовании и др.
Предпосылками повышения уровня специализации являются стандартизация типизация процессов.
Стандартизация устанавливает строго определенные нормы качества, формы и размеры деталей, узлов, готовой продукции. Она создает предпосылки для ограничения номенклатуры выпускаемой продукции и увеличения масштабов ее производства. Унификация предполагает сокращение существующего многообразия в типах конструкций, формах, размерах деталей, заготовок, узлов, применяемых материалов и выбор из них наиболее технологически и экономически целесообразных. Конструктивная преемственность предусматривает повторяемость форм и размеров деталей и узлов в различных видах продукции. Типизация процессов состоит в ограничении разнообразия применяемых производственных операций, в разработке типовых процессов для групп технологически однородных деталей. Однако следует иметь в виду, что реализация рассмотренных предпосылок специализации не должна ухудшать потребительские свойства готовой продукции, уменьшать спрос на нее.
Эффективность специализации заключается в создании условий для комплексной механизации и автоматизации, применения высокопроизводительного оборудования, прогрессивной технологии и организации производства и труда и тем самым способствует повышению производительности труда и снижению себестоимости продукции. Тем не менее отечественный и зарубежный опыт свидетельствует о том, что узкая специализация крупных предприятий может привести к потере конкурентоспособности, ухудшению финансово-экономического положения и банкротству из-за колебаний спроса на выпускаемую продукцию.
В условиях рыночной экономики более предпочтительным для них является диверсификация производства, предполагающая разнообразие сфер деятельности предприятия и расширение номенклатуры выпускаемой продукции. Специализация на выпуске ограниченного ассортимента продукции, ориентированного на удовлетворение четко определенных потребностей рынка, свойственна относительно небольшим по размерам предприятиям.
Кооперирование предполагает производственные связи предприятий, цехов, участков, совместно участвующих в производстве продукции. В его основе лежат подетальная и технологическая формы специализации.
Внутризаводское кооперирование проявляется в передаче полуфабриката для обработки одними цехами другим, в обслуживании основных подразделений вспомогательными. Оно содействует более полной загрузке производственных мощностей и ликвидации «узких мест», обеспечивает улучшение результатов деятельности предприятий в целом.
К основным показателям, характеризующим уровень кооперирования относятся: удельный вес деталей и полуфабрикатов, полученных по кооперированным поставкам, в общем объеме выпускаемой продукции; количество предприятий, кооперирующихся с данным предприятием; удельный вес деталей и полуфабрикатов, поставляемых на сторону.
Комбинирование представляет собой соединение в одном предприятии производств иногда и разноотраслевых, но тесно связанных между собой. Комбинирование может иметь место:
1) на базе сочетания последовательных стадий изготовления продукции (текстильные, металлургические и др. комбинаты);
2)на основе комплексного использования сырья (предприятия нефтеперерабатывающей, химической промышленности);
3) при выделении на предприятии подразделений по переработке отходов (предприятия лесной, кожевенной и других отраслей промышленности).
Показателями, характеризующими уровень комбинирования, являются: количество и стоимость продуктов, получаемых из перерабатываемого на комбинате исходного сырья; удельный вес сырья и полуфабрикатов, перерабатываемых в последующий продукт на месте их получения (например, чугуна в сталь, стали в прокат), удельный вес побочной продукции в общем объеме продукции комбината и др.
13.4. Организационные типы производства
Возможности развития специализации и кооперирования, уровень издержек производства и показатели использования живого труда и оборудования в значительной степени зависят от типа организации производства.
Тип производства определяется главным образом степенью специализации рабочих мест, формой связи различных операций по времени и в пространстве, сложностью и устойчивостью номенклатуры продукции, размерами ее выпуска.
Существуют три типа организации производства: массовый, серийный и индивидуальный. В свою очередь, в зависимости от масштабов изготовления продукции серийное производство подразделяется на крупное, среднесерийное (серийное) и мелкосерийное. По своим качественным параметрам крупносерийное приближается к массовому, мелкосерийное — к индивидуальному. Критерием отнесения серийного производства к той или иной разновидности является количество операций, выполняемых на оборудовании.
Сравнительная характеристика типов производства приведена в табл. 1.
| Показатели | Тип организации производства | ||
| массовое | серийное | Индивидуальное | |
| 1 | 2 | 3 | 4 |
| 1. Номенклатура продукции | узкая
| ограниченная | широкая |
| 2. Специализация рабочих мест | за каждым рабочим местом закрепляется одна постоянная операция | за каждым рабочим местом закрепляется периодически повторяющаяся операция | операции за рабочим местом не закрепляются |
| 3. Тип оборудования | специализированное | специализированное и универсальное | универсальное |
| 4. Характер произ-водственого процесса | устойчивый, неизменный | периодически изменяющийся | постоянно изменяющийся |
| 5. Вид движения предметов труда с операции на операцию | параллельный | параллельно-последовательный | последовательный |
| 6. Доля ручного труда | низкая | средняя | высокая |
| 7. Производительность труда | высокая | средняя | низкая |
| 8. Себестоимость единицы продукции | низкая | средняя | высокая |
| 9. Уровень использования оборудования | высокий | средний | низкий |
| 10. Длительность производственного цикла | малая | средняя | большая |
| 11. Соответствие запросам потребителя | низкое | среднее | высокое |
По экономическим параметрам более предпочтительным является массовое производство. Однако ориентация в условиях рыночной экономики на интересы потребителя, конкуренция, опасность банкротства вызывают необходимость расширения номенклатуры выпускаемых изделий и увеличения сферы использования серийного типа организации производства. Об этом свидетельствует зарубежный опыт. Инициаторами такого подхода стала Япония, проводящая большую работу по переходу крупных корпораций на производство широкого ассортимента малыми сериями с помощью внедрения гибких производственных систем.
13.5. Методы организации производства
Применяемые на промышленных предприятиях методы организации производства можно разделить на три вида: поточные, партионные и единичные.
Поточный метод характеризуется:
• глубоким расчленением производственного процесса на операции;
• четкой специализацией рабочих мест на выполнении определенных операций;
• параллельным выполнением операций на всех рабочих местах;
• расположением оборудования по ходу технологического процесса;
• высоким уровнем непрерывности производственного процесса, достигаемым обеспечением равенства или кратности продолжительности операций такту потока.
Такт — промежуток времени между двумя очередными изделиями, сходящими с последней операции поточной линии. Величина, обратная такту, называется ритмом поточной линии;
• наличием специального межоперационного транспорта для передачи предметов труда с операции на операцию.
Основной структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ним операций и связанных между собой специальными видами межоперационных транспортных средств.
Наибольшее распространение поточные методы получили в легкой и пищевой промышленности, машиностроении и металлообработке и др. отраслях.
Существующие в промышленности поточные линии многообразны.
Экономическая эффективность поточного метода обеспечивается высоким уровнем обеспечения действия всех принципов организации производства: специализации, непрерывности, пропорциональности, параллельности, прямоточности и ритмичности.
| Признаки классификации | Виды поточных линий |
| 1. Номенклатура отрабатываемых изделий (количество объектов, закрепленных для изготовления на поточных линиях) 2. Степень непрерывности процесса производства 3. Уровень механизации и автоматизации 4. Степень охвата производственного процесса | Постоянно-поточные - однопредметные Постоянно-поточные - многопредметные Переменно-поточные Групповые многопредметные Непрерывные с регламентированным ритмом Непрерывные со свободным ритмом Прерывные (прямопоточные) Механизированные Комплексно-механизированные Автоматизированные Автоматические Участковые Цеховые |
Эффективность поточного метода может проявляться:
- в повышении производительности труда за счет сокращения перерывов в изготовлении продукции, механизации производственного процесса, специализации рабочих мест и т.д.;
- в ускорении оборачиваемости оборотных средств за счет
сокращения цикла обработки;
- в снижении себестоимости продукции.
В то же время поточной организации производства присущи требования: при выборе изделий изготовления поточным методом необходима относительная стабильность их конструкций, большие масштабы производства, что не всегда соответствует потребности рынка.
Использование конвейерных поточных линий увеличивает транспортный задел (незавершенное производство) и затрудняет передачу информации о качестве продукции на другие рабочие места и участки. Не менее важным недостатком является и низкая удовлетворенность трудом рабочих, занятых на поточных линиях. Монотонная, утомительная работа на них, выполнение однообразных операций снижает материальную заинтересованность в результатах труда, способствует увеличению текучести кадров
На первом этапе совершенствования поточных методов необходимо - внедрять организационные мероприятия, дающие большой положительный эффект и не требующие значительных капитальных вложений. К ним относятся:
- организация работы при переменных, в течение дня, такте и скорости поточной линии. В результате исследования, проведенного специалистами Сибирского отделения НИИ труда России, рекомендованы следующие их значения (табл. 2.):
Таблица . 2 Значение такта и скорости поточной линии в течение смены
| Номер периода смены | Продолжительность периода, мин. | Значение скорости конвейера, в % от расчетной |
| 1 2 3 4 5 6 | 30 120 60 90 120 60 | 93 108 100 103 106 100 |
- перевод рабочих в течение смены с одной операции на
другую;
- применение многооперационных машин, требующих регулярного переключения внимания рабочих на разные процессы;
- меры материального стимулирования;
- внедрение агрегатно-групповых методов организации производственного процесса, поточных линий со свободным ритмом.
Основным направлением повышения социально-экономической эффективности поточного производства является внедрение полуавтоматических и автоматических поточных линий, применение роботов и автоматических манипуляторов для выполнения монотонных операций.
Партионный метод организации производства имеет следующие характерные черты:
- запуск в производство изделий партиями;
- обработка одновременно продукции нескольких наименований;
- закрепление за рабочим местом выполнения нескольких операций;
- широкое применение наряду со специализированным оборудованием и универсального;
- использование кадров высокой квалификации, широкой специализации;
- преимущественное расположение оборудования по группам однотипных станков.
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях.
По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости, оборачиваемости оборотных средств) партионные методы значительно уступают поточным. Частая смена номенклатуры изготавливаемой продукции и связанная с этим переналадка оборудования, увеличение запасов незавершенного производства и пр. ухудшают финансово-экономические результаты деятельности предприятия. Однако появляются возможности для более полного удовлетворения спроса потребителей на различные разновидности продукции, для увеличения доли на рынке, повышения содержательности труда рабочих.
Важнейшими процессами повышения эффективности партионного метода являются : внедрение групповых методов обработки. Их сущность заключается в том, что все детали, входящие в состав различных изделий, объединяются в группы по определенным признакам: конструкторского и технологического сходства, однородности используемого оборудования, однотипности применяемой оснастки и т.д. Из каждой группы выделяется деталь - представитель, обладающая присущими всем остальным деталям конструкторскими и технологическими особенностями. В случае невозможности выделения такой детали она проектируется. Именно на комплексную деталь — представитель и разрабатываются групповой технологический процесс, технологическая оснастка, подбирается оборудование.
Использование групповых методов обработки создает предпосылки для организации предметно-замкнутых участков, широкого использования универсально-сборных и групповых приспособлений, что в конечном счете обеспечивает снижение затрат времени на переналадку оборудования, уменьшение длительности производственного цикла, сокращение размеров станочного парка и т.п.
Единичный метод организации производства предполагает изготовление продукций в единичных экземплярах или небольшими неповторяющимися партиями. Он применяется при изготовлении сложного уникального оборудования (прокатные станы, турбины и т.д.), специальной оснастки в опытном производстве, при выполнении отдельных видов ремонтов .
Отличительными особенностями единичного метода организации производства являются:
— большая неповторяющаяся номенклатура продукции;
— использование универсального оборудования и специальной оснастки;
— расположение оборудования по группам однотипных станков;
— разработка укрупненной технологии;
— использование рабочих с широкой специализацией высокой квалификации;
— значительный удельный вес работ с использованием ручного труда;
— сложная система организации материально-технического обеспечения, создающая большие запасы незавершенного производства, а также на складе;
— и как результат предыдущих характеристик - высокие затраты на производство и реализацию продукции, низкая оборачиваемость оборотных средств и уровень использования оборудования.
Направлениями повышения эффективности единичного метода организации производства являются развитие стандартизации, унификация деталей и узлов, внедрение групповых методов обработки.
13.6. Нормативы организации производства
К нормативам организации производственного процесса относится длительность производственного цикла, размер партии и величина незавершенного производства (задела).
Без научно обоснованного расчета длительности производственного цикла (времени от запуска сырья и материалов в производство до выхода готовой продукции) нельзя правильно составить производственную программу предприятия, цеха, определить технико-экономические показатели деятельности. Длительность производственного цикла влияет на сроки подготовки производства новой продукции, оборачиваемость оборотных средств, является важной величиной при организации оперативно-производственного планирования, материально-технического снабжения и т.д.
Длительность производственного цикла определяется отдельно для изделия и его составляющих узлов и деталей - измеряется в календарных днях. Ее составляющие
ТЦ = ТТЕХ + ТЕСТ + ТК + ТТР + ТМО + ТМС
где ТТЕХ, ТЕСТ, Тк, Ттр, — время выполнения соответственно технологических, естественных, контрольных и транспортных операций.
Тмо — время межоперационного пролеживания;
Тмс — время межсменного пролеживания.
Рациональной считается структура (процентное соотношение составляющих длительности производственного цикла), при которой наибольший удельный вес занимает время технологических операций. Основными направлениями сокращения длительности производственного цикла являются:
- совершенствование технологии в части ее интенсификации.
— замена естественных процессов искусственными;
— совмещение транспортных и контрольных операций с технологическими, что требует, в свою очередь, применения более совершенных транспортных и контрольных средств;
— увеличение сменности работы предприятия с целью сокращения межсменного пролеживания;
— внедрение научной организации труда на рабочих местах;
— использование рациональных способов (видов) сочетания операций (видов движения предметов труда с операции на опеацию).
В практике деятельности предприятий используется три вида сочетания операций -последовательный, параллельный и параллельно-последовательный (смешанный).
Суть последовательного вида сочетания заключается в передаче деталей с операции на операцию партиями и только после того, как закончена работа всей партии на предыдущей операции. Длительность технологической части производственного цикла (Тц.посл.т) при этом равна:
Т ц.посл.т = Т шт × Н
где Тшт — время обработки одной детали на всех операциях;
Н — число деталей в партии.
Пример расчета длительности производственного цикла. Исходные данные: число деталей в партии — 3 ед., обработка их осуществляется на четырех операциях с продолжительностью, мин.:
Т, = 1,38; Т2 = 2,55; Т3 = 2; Т4 = 4.
Длительность технологической части производственного цикла равна:
Тц.посл.т = (1.38+2,55+2+4) × 3 = 29,79 (мин.)
При параллельном виде сочетания операций передача предметов труда с операции на операцию осуществляется поштучно или небольшими транспортными партиями.
Длительность технологической части производственного цикла рассчитывается по формуле:
Тц.пар.т = Тшт + (п-1) Тнб
где Тц.пар.т — длительность технологической части производственного цикла при параллельном виде сочетания операций;
Тнб — время наибольшей по продолжительности операции.
Подставляя исходные данные в формулу, получим: Тц.пар.т = (1,38 +2,55 + 2 + 4) + (3-1) × 4 = 17,93 (мин.)
Параллельно-последовательный метод сочетания операций предполагает передачу обрабатываемых предметов труда с операций равных или меньших на операции большей продолжительности поштучно, а с больших на меньшие - транспортными партиями, но так, чтобы процесс производства осуществлялся без перерывов.
Длительность технологической части производственного цикла при параллельно-последовательном виде сочетания операций (Тц.пар.-посл.т) определяется по формуле:
Тц.пар.-посл.т = Тшт + (п-1)(ΣТдл - ΣТкор).
где Тдл — продолжительность длительных (более трудоемких) операций;
Ткор — продолжительность коротких (менее трудоемких) операций.
Длительной считается та операция, которая расположена между двумя короткими; короткой является операция, расположенная между двумя длительными. Если же операция расположена с одной стороны между длительной, а с другой — короткой, то она в расчете не учитывается.
Для определения длительных и коротких операций в начале и в конце технологического процесса учитываются нулевые операции. Распределение операций на длительные и короткие в нашем примере будет иметь вид:
Т0 = 0 Т1 = 1,38 Т2 = 2,55 Т3 = 2 Т4 = 4 Т5 = 0
↓ ↓ ↓ ↓
не учитывается длительная короткая длительная
следовательно,
Тпар.посл.т = (1-38 + 2,55 + 2 + 4) + (3 - 1) х (6,55 - 2) = 19.03 (мин).
Как видно из проведенных расчетов, наименьшая длительность производственного цикла имеет место при параллельном виде сочетания операций. Однако его применение требует равенства или краткости продолжительности операций, иначе возникают простои оборудования, ухудшение использования рабочего времени, межоперационное пролеживание предметов труда. Поэтому его использование предполагает детальную разработку технологического процесса, тщательную синхронизацию операций, что возможно в большинстве случаев в массовом, крупносерийном, поточном производстве. При достаточно высокой степени стандартизации деталей и узлов, внедрении групповых методов обработки он может эффективно применяться и в мелкосерийном, а иногда и индивидуальном производстве.
Синхронизация в поточном производстве осуществляется в следующем порядке: устанавливается последовательность технологических воздействий на предмет труда, выделяют те из них, которые по технологической схеме могут быть выполнены в различных сочетаниях с другими воздействиями (предыдущими или последующими); на каждой операции добиваются равенства или кратности продолжительности такту потока, применяя разделение или объединение операций, оперируя теми же элементами, которые могут быть даны в различных сочетаниях. При этом должны учитываться квалификация работника, использование оборудования и т.п.
Последовательный вид сочетания операций является наименее эффективным. Используется он в мелкосерийном и индивидуальном производстве, где затруднено применение групповых методов обработки.
Параллельно-последовательный вид сочетания операций имеет наибольшее распространение при поточном и партионном методе организации производства при изготовлении одноименной продукции, неравномерной мощности оборудования и частичной синхронизации операций.
Важное значение в рациональной организации основного производственного процесса имеет расчет партии предметов труда, одновременно запускаемых в производство. Размер партии оказывает влияние на экономику деятельности предприятия, загрузку оборудования, производительность труда, себестоимость продукции, величину оборотных средств и их оборачиваемость.
Более научно обоснованным методом определения размера партии является экономико-математический (симплекс-метод). Его применение позволяет рассчитать оптимальную величину партии. Критерием оптимальности может быть себестоимость единицы продукции, использование оборудования и т.п.
При отсутствии технических возможностей использования этого метода размер партии может устанавливаться с учетом пропускной способности агрегатов, дневной потребности деталей, кратности программе выпуска за смену (декаду) и т.д. В практике деятельности предприятий отдельных отраслей для расчета величины партий используется формула:
где Т — подготовительно-заключительное время на партию изделий;
t шт — штучное время изготовления единицы изделия; Кн— коэффициент наладки, который определяет максимально допустимое отношение подготовительно-заключительного времени обработки всей партии изделий (в расчетах принимается от 0,05 до 0.1).
Для рациональной организации производственного процесса необходим расчет величины незавершенного производства (задела).
Незавершенное производство — это продукция, не законченная изготовлением, не принятая ОТК, не сданная на склад.
По характеру образования и назначения различают три вида задела:
(задел — это незаконченная изготовлением продукция в натуральном выражении)
А/ Цикловой или нормальный, создаваемый с целью обеспечения бесперебойного хода производственного процесса и включающий в себя задел предметов труда на рабочих местах и транспортных средствах. Его величина равна при поточной организации:
Зц = (Д×Кр.м) + Дтр + Дн,
где Д — количество предметов труда на одном рабочем месте;
КРМ - количество рабочих мест;
Дтр - количество предметов труда на транспортных средствах;
Дн - количество предметов труда в ожидании транспортной партии.
При партионной:
Зц = Д×Tц
где Дср — среднесуточная (среднегодовая) потребность в предметах труда;
Тц — длительность производственного цикла.
Б/ Оборотный задел, призванный обеспечить нормальную работу при несопряженности мощностей отдельных рабочих мест, участков. Его величина определяется по формуле:
Зоб = (Qмакс - Qмин)×Тсовм,
где Qмакс, Qмин — часовая производительность соответственно более и менее производительного рабочего места;
Лекция "2 Иммунитет и иммунопатология" также может быть Вам полезна.
Тсовм — время совместной работы двух смежных рабочих мест.
В/Страховой или гарантийный задел, для обеспечения нормального хода производственного процесса в случае непредусмотренных простоев отдельных рабочих мест, появления брака и т.п. Может создаваться не на всех операциях, а только на тех, где особенно часто бывает брак и другие нарушения в производстве. Его величина определяется на основе фактических данных прошлых периодов с учетом проводимых мероприятий по предупреждению нарушений в производстве.
В единичном производстве подетальные заделы не рассчитываются. На основании графиков запуска изделий в производство, длительности производственного цикла определяется общая величина незавершенного производства.
Для ликвидации несопряженности отдельных подразделений (цехов, производств) могут создаваться межцеховые заделы (складские запасы).
Отвлечение средств в запасы незавершенного производства приводит к значительному замедлению оборачиваемости оборотных средств, к потере прибыли. Отсюда возникает проблема уменьшения запасов, а в некоторых случаях и отказ от них. В этой связи представляет интерес японская система «канбан» (точно в срок). Ее идея — производить необходимые детали в нужный момент и в требуемом количестве. Реально это означает, что готовая продукция поставляется потребителю к моменту продажи, комплектующие изделия и узлы — к моменту сборки готовых изделий, отдельные детали — к периоду сборки узлов, а материалы — к моменту изготовления деталей.
Система «канбан» впервые была разработана и внедрена в японской автомобильной компании «Тойота». Коэффициент оборачиваемости товарно-материальных ценностей с ее внедрением составил 87, что значительно выше, чем в США, ФРГ и др. странах.




















