
Обработка и очистка травильных сточных вод
Лекция№14
по курсу
Обработка и очистка травильных сточных вод
Содержание
1. Назначение агрегата непрерывного горячего.
2. Использование воды в агрегате оцинкования
3. Водоочистка
- НАЗНАЧЕНИЕ АГРЕГАТА НЕПРЕРЫВНОГО ГОРЯЧЕГО ЦИНКОВАНИЯ
Назначение протяжных печей агрегатов горячего цинкования – термохимическая обработка холоднокатаной стальной углеродистой полосы перед горячим цинкованием и последующий низкий отпуск полосы с нанесенным слоем цинка. Предусмотрена возможность алюминирования полосы.
Протяжная печь входит в состав агрегата непрерывного горячего цинкования АГНЦ-2У цеха холодного проката. В протяжной печи предусмотрены две основные технологические операции:
Рекомендуемые материалы
1) подготовка поверхности полосы к оцинкованию при одновременном проведении отжига или нормализации для получения требуемой структуры (качества) полосы;
2) подготовка к оцинкованию полосы с уже полученной до входа в печь структурой (качеством).
При проведении первой технологической операции поступившая в печь полоса подвергается термической очистке в камере скоростного подогрева и последующему отжигу и нормализации по заданным режимам. При осуществлении второй технологической операции полоса, прошедшая перед поступлением в печь химическую очистку (обезжиривание, травление и т.д.), подвергается в протяжной печи подогреву.
2. ИСПОЛЬЗОВАНИЕ ВОДЫ В АГРЕГАТЕ ЦИНКОВАНИЯ
Агрегат непрерывного горячего цинкования состоит из трех частей: головная (химическая), печная и хвостовая.
Подготовка поверхности полосы перед оцинкованием производится в химическом узле агрегата, а также в камере скоростного подогрева.
Технологический процесс подготовки полосы состоит из следующих операций: химического обезжиривания в ванне замочки, щеточно-моечной обработки в ЩММ, электролитического обезжиривания поочередно в двух ваннах электролитического обезжиривания, травления, промывки в холодной и горячей воде, сушки.
Состав раствора обезжиривания ванны замочки: триполифосфат натрия – 1,5-2,0%, каустическая сода – 1-1,5%, эмульгатор – 0,1-0,3%.
Состав раствора электролитического обезжиривания: триполифосфат натрия (Nа5Р3О10) – 2,5-3,0%, каустическая сода (NаОН) – 1,0-2,0%.
Растворы в ваннах непрерывно циркулируют по системе: ванна – циркуляционный бак – насос – ванна. Полная замена обезжиривающих растворов производится 1 раз в месяц, промывная вода при накоплении щелочи подвергается немедленной замене.
Процесс травления состоит из погружения металлических изделий в ванну с травильным раствором и последующей промывки их относительно чистой водой. Промывные воды и составляют основную массу сточных вод, подлежащих обработке. Кроме того, периодически в сточные воды попадают отработанные травильные растворы, подвергаемые регенерации.
В качестве травильных растворов применяют разбавленные серную и соляную кислоты или их смеси. Для травления специальных сортов стали используют азотную, фосфорную и плавиковую кислоты. В нашей стране по сложившимся традициям и условиям экономики для травления применяют преимущественно техническую серную кислоту. Наибольшая скорость травления получается при 20-25%-ной концентрации раствора. Используют и более слабые растворы. При травлении железа серной кислотой основным продуктом химических реакций является сернокислое железо FеSО4, которое вместе с серной кислотой составляет главную часть загрязнений, находящихся в растворенном состоянии в сточных водах. Однако при травлении не вся окалина переходит в раствор, некоторая ее часть разламывается и выпадает в осадок. Окалина, песок и прочие твердые частицы составляют нерастворимую часть загрязнений.
Обычно из травильных ванн с серной кислотой отработанный раствор сбрасывается с остаточным содержанием серной кислоты 30-70 кг/м3 и железного купороса 150-300 кг/м3. Температура сточных вод достигает 800С.
Сточные воды после промывки полосы содержат около 0,5 кг/м3 серной кислоты и железного купороса.
В протяжной печи промышленной (технической) водой охлаждаются: центральный вал печных роликов в камере скоростного подогрева, цапфы печных роликов в камерах нагрева, выдержки и ступенчатого охлаждения, цапфы нижнего поворотного ролика, носики горелок камеры скоростного подогрева, подшипники циркуляционных вентиляторов блоков струйного охлаждения, холодильники пирометров и газоанализаторов, входной затвор, дроссель-клапаны продувочных свечей в камерах скоростного подогрева и нагрева.
Для возможности визуального контроля за расходом воды на каждый охлаждаемый технической водой элемент печи, а также для контроля за состоянием этих элементов по температуре выходящей из них воды предусмотрена система водоснабжения с разрывом струи: выходящая из каждого водоохлаждаемого элемента вода открыто сливается в приемную воронку сливных трубопроводов.
Для нормальной работы печи к качеству подводимой воды предъявляются следующие требования:
- содержание взвешенных частиц и загрязнений не более 40 мг/л;
- недопустимо обрастание охлаждаемых элементов микро- организмами;
- недопустимо выпадение солей жесткости при нагреве до 500С;
- температура подводимой к печи воды не более 350С.
Для охлаждения защитного газа в теплообменники блоков струйного охлаждения подведена химочищенная вода, циркулирующая в замкнутом контуре с аппаратами воздушного охлаждения. Расход химочищенной воды на один теплообменник составляет 15м3/ч. общий расход - 150 м3/ч.
Для окончательного охлаждения полосы после прохождения ее ванны с цинком используется замочка в ванне с холодной водой. Для замочки необходимо применять мягкую воду, не оставляющую солевого осадка на полосе – конденсат с солесодержанием не более 100 мг/л и жесткостью не более 3 мг-экв/л.
3. ВОДООЧИСТКА
Согласно действующим нормативным документам, сброс сточных вод в городские канализационные сети и в открытые водоемы допустим только в случаях, если они характеризуются величиной рН = 6,5—8,5.
В том случае, когда рН сточных вод соответствует кислой (рН < 6,5) или щелочной (рН > 8,5) реакции, сточные воды подлежат нейтрализации, под которой понимают снижение концентрации в них свободных Н+- или ОН--ионов до установления рН в интервале 6,5-8,5.
Высокая концентрация Н+-ионов в сточных водах обусловлена наличием в них свободных минеральных (серная, соляная, азотная, фосфорная, плавиковая) кислот и в значительно меньшей степени — органических. Нейтрализация достигается добавками различных растворимых в воде щелочных реагентов (окись кальция, гидроокиси натрия, кальция, магния, карбонат натрия).
Реакция нейтрализации идет по схеме:
Н++ОН- →Н2О.
Промывные воды. Для нейтрализации кислых сточных вод можно применять следующие щелочные реагенты: окись кальция (негашеная известь), гидроокись кальция (гашеная известь), едкий натр, карбонат кальция (известняк, мел, мрамор), карбонат магния (магнезит), карбонат натрия (кальцинированная сода), карбонат магния – кальция (доломит).
При нейтрализации известью сточных вод, содержащих свободную серную кислоту и ее соли, образуется сульфат кальция, который при достижении определенной концентрации выпадает в осадок. Присутствующий в известковом молоке шлам способствует коагуляции частиц гидроокисей металлов и других нерастворимых примесей. Растворимость осадка зависит от его структуры, которая в свою очередь определяется условиями проведения процесса нейтрализации. Растворимость сульфата кальция при 20°С составляет — 2 г/л.
При нейтрализации избыточной кислотности величина рН сточных вод повышается, что сопровождается образованием и осаждением основных солей.
Выделение углекислого газа при нейтрализации свободных кислот приводит к флотационному эффекту: пузырьки углекислого газа, обволакивая частицы осадка, поднимают их вверх, способствуя всплыванию части осадка в отстойниках.
Осадки, образующиеся при обработке сточных вод содой, уплотняются значительно хуже, чем осадки, образующиеся при обработке сточных вод известью, так как флокулирующие свойства соды выражены значительно слабее. Однако к основным недостаткам соды и едкого натра как реагентов следует отнести их высокую стоимость и дефицитности.
Для нейтрализации кислых сточных вод и осаждения из них ионов тяжелых металлов могут быть успешно использованы некоторые производственные отходы - карбидный шлам, феррохромовый шлак и др.
Время осветления нейтрализованной воды составляет обычно 40 мин, объем осадка - 10% объема жидкости.
Для нейтрализации кислых сточных вод возможно использование отходов металлургической промышленности - феррохромового шлака, шлака электросталеплавильных печей и отходов обжига известняка-пыленки.
Нейтрализация сточных вод твердыми производственными отходами позволяет сократить объем образующегося осадка в 2-6 раз и уменьшить его влажность с 98-99 до 76-65%. Для нейтрализации кислых сточных вод можно использовать также стоки гидрозолоудаления ТЭЦ.
Количество промывных вод значительно, и в зависимости от вида обрабатываемых изделий оно изменяется в широких пределах, например, на 1 т изделий образуется следующее количество сточных вод, м3:
Листовая сталь……………2,5-8,5
Стальные трубы…………..2-30
Стальные прутки…….……0,4
Промывные воды содержат 0,5-5,0 г/л кислоты, 0,5-8,0 г/л солей железа и до 300 мг/л взвешенных частиц (окалина, песок и другие примеси).
Таким образом, на практике наблюдаются разнообразные концентрации загрязнений в травильных сточных водах, подверженные резким колебаниям не только в течение суток, но и одного часа. Эти колебания концентраций, главным образом, и вызывают необходимость применения систем автоматического регулирования процесса обработки травильных сточных вод.
В результате обследования очистных сооружений ряда предприятий металлургической промышленности были получены следующие данные о составе промывных травильных сточных вод.
| Таблица | |||||||||||||||
| Концентрация основных загрязнений сточных вод травильных отделений металлургических заводов | |||||||||||||||
|
| |||||||||||||||
| Содержание, г/л | |||||||||||||||
| Завод | Н SO | FeSO | механические загрязнения | ||||||||||||
| Харцызский сталепроволочноканатный | |||||||||||||||
| (ХСПКЗ) | 0-1,5 | 0,5-8,0 | 0,4 | ||||||||||||
| Орловский сталепрокатный | 0-1,5 | 0,5-4,0 | 0,4 | ||||||||||||
| Челябинский металлургический | 0,5-2,5 | 1,0-10,0 | 0,3 | ||||||||||||
| Запорожский металлургический | 0,2-2,0 | 0,5-6,0 | 0,3 | ||||||||||||
 Кроме указанных загрязнений, травильные сточные воды содержат соответственно 5-25 н 50-200 мг-экв/л хлоридов и сульфатов.
Кроме указанных загрязнений, травильные сточные воды содержат соответственно 5-25 н 50-200 мг-экв/л хлоридов и сульфатов.
Для получения данных о характере колебаний концентраций загрязнений во времени необходимо проводить длительные наблюдения.
Необходимо отметить, что расход сточной воды также не остается постоянным, но колебания его по сравнению с колебаниями концентраций загрязнений сравнительно невелики. Резкие изменения расхода связаны с аварийным состоянием технологического оборудования и случаются сравнительно редко.
Отработанные растворы. Отработанные растворы, образующиеся при травлении стальных изделий, в растворах минеральных кислот (серная, соляная, азотная, плавиковая и др.) на предприятиях черной металлургии содержат свободные минеральные кислоты, соли железа и других металлов в концентрациях, в сотни и тысячи раз превышающих концентрации этих веществ в обычных малоконцентрированных (промывных) сточных водах. Эти растворы либо обезвреживают (нейтрализуют) с помощью щелочных реагентов (обычно в смеси с промывными сточными водами), либо перерабатывают, используя различные физико-химические способы с целью регенерации (утилизации) содержащихся в них ценных продуктов
Многократно использованные травильные растворы обогащаются солями железа и выводятся из производства. Отработавшие травильные растворы обрабатывают на купоросных установках, где регенерируется серная кислота и навлекается железный купорос. При других способах регенерации из травильных растворов получают хлористое или электролитическое железо.
Купоросная установка. Гипромезом разработаны типовые купорос- ные установки производительностью 1000, 3000, 6000т серной кислоты в год.
Эти установки оборудованы вакуум-эжекционными агрегатами периодического действия производительностью 500-1500 т/год и непрерывного действия – 3000 т/год.
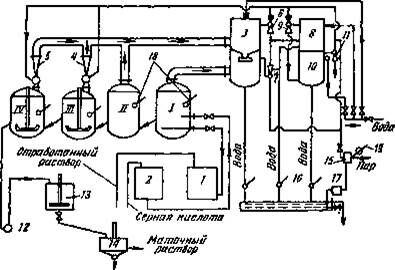
На рисунке показана схема вакуум-кристаллизационной установки производительностью 3000 т/год.
| |
| В сток |
Железный купорос
Рис. . Схема вакуум-кристаллизационной купоросной установки непрерывного действия производительностью 3000 т/год:
I и II — испарители; /// и IV —кристаллизаторы; 1 и 2—мерники; 3 — главный конденсатор; 4 — 7 — эжекторы; 8 — конденсатор второй ступени; 9 — эжектор третьей ступени; 10 — конденсатор третьей ступени; 11 — эжектор четвертой ступени; 12 — насос; 13 — буферный бак с мешалкой; 14 — центрифуга; 15 — водоотделитель; 16 — барометрический сборник; 17 —конденсационный горшок; 18 — манометры; 19 — термометр.
Травильные растворы с температурой 60-900С подают в испарители, где за счет вакуума (примерно 400 мм вод. ст. ), создаваемого паро- эжекторами, происходит выпаривание раствора. После этого раствор попадает в кристаллизаторы, где происходит аналогичный процесс. В последнем кристаллизаторе при давлении 7 мм рт. ст. и температуре 100С образуется смесь кристаллов купороса и раствора серной кислоты, которую добавляют в кристаллизатор для интенсификации процесса высадки купороса. Отделение купороса от восстановленного раствора происходит в центрифуге. Восстановленный раствор с содержанием 20% кислоты и 10% купороса направляют в травильное отделение.
При потреблении серной кислоты менее 500 т/год обработка растворов на купоросных установках не рентабельна. В этом случае отработавшие травильные растворы направляют на очистную станцию. Однако и при использовании существующих купоросных установок часть растворов, непригодная к регенерации, поступает на нейтрализацию. В одних случаях отработавшие растворы очищают на местах отдельно, в других - вместе с промывными водами. Попадание отработавших растворов в промывные воды усложняет обработку, усугубляя неравномерность концентрации загрязнений.
Выше уже отмечалось, что в качестве нейтрализующего реагента для очистки травильных сточных вод используют известь как продукт наиболее дешевый и рациональный с точки зрения технологии очистки.
При взаимодействии извести с серной кислотой и растворенными соединениями железа, содержащимися в сточной воде, образуются малораство- римые сульфат кальция (гипс) и гидрат закиси железа Fе (ОН):.
На 1 ч. (по массе) серной кислоты расходуется 56/98=0,57 ч. (по массе) СаО.
На 1 ч. (по массе) сернокислого железа расходуется 56/152=0,37 ч. (по массе) СаО.
При определении расхода товарной извести расчетное количество реагента следует увеличить за счет содержания в товарном продукте инертных примесей.
Растворимость сернокислого кальция весьма низкая (2,03 г/л при t = 20°С), он легко выпадает в осадок, быстро образуя на стенках труб и аппаратов твердые гипсовые отложения. Это значительно затрудняет эксплуатацию очистных сооружений. Процесс гидратации железа требует определенных оптимальных условий. Наилучшим образом он проходит в слабощелочной среде с рН=8,3 - 8,5.
Ещё посмотрите лекцию "ПТОЛЕМЕЙ Клавдий" по этой теме.
Получающиеся хлопья легки и непрочны. Содержащиеся в известковой суспензии твердые частицы способствуют утяжелению этого шлама. Как указано выше, чтобы ускорить осаждение, можно применять синтетические флокулянты, например полиакриламид.
Станции нейтрализации или нейтрализационные установки строят как периодически действующие, так и непрерывные - проточные. Станции большой производительности и автоматизированные установки устраивают, как правило, проточными. В указаниях по проектированию наружной канализации промышленных предприятий часть 1 СН 173-61 предусмотрен следующий состав сооружений для проточных станций нейтрализации: песколовки (они же окалиноуловители), усреднители, смесители-реакторы, камеры реакции, отстойники или осветлители, шламонакопители, шламовые площадки. Кроме того, во многих случаях в состав станции нейтрализации входит склад реагентов и узел их приготовления. Узел приготовления реагентов представляет собой наиболее сложную часть станции. Он оборудован механизмами для разгрузки и транспортирования извести, машинами и аппаратами для дробления, помола и гашения извести, устройствами для очистки известкового молока от шлама, снабжен баками-мешалками для хранения и заготовки рабочего раствора, насосами для его перекачивания и дозирующими устройствами. Аппаратуру для контроля и регулирования добавок реагента обычно также располагают в здании реагентного хозяйства.
Указанный состав сооружений там, где это необходимо, дополняют резервуарами для приема сточных вод перед их обработкой и сбора очищенной воды, насосами для перекачивания воды и шлама. На современных станциях нейтрализации обычно предусмотрено отделение для обезвоживания осадка, оборудованное вакуум-фильтрами, фильтрпрессами и т.п. В ряде случаев упрощают состав сооружений - вместо отстойников и отдельно шламо- накопителей используют пруды-шламонакопи те ли.
Такое устройство станций нейтрализации не соответствует современным требованиям, так как противоречит основным принципам охраны природы. Пруды •накопители занимают большие площади и представляют собой "мертвые" водоемы. Емкости их обычно хватает только на несколько лет. В прудах-накопителях невозможно избежать неравномерности распределения скоростей движения жидкости, что приводит к недопустимому выносу осадка.
Особенно нерациональны станции нейтрализации с прудами-накопителями вместо отстойников и шламонакопителей при необходимости использовать очищенную воду повторно или в обороте.
Вода, используемая для охлаждения элементов протяжной печи, собирается и отстаивается в усреднителе. Кислота гасится известью и отстоенная вода сливается в реку.




















