
Ремонт судовых трубопроводов и систем
8. Ремонт судовых трубопроводов и систем
Основными видами изнашивания трубопроводов судовых систем является:
– гидроэррозионное (в районе местного гидравлического сопротивления);
– коррозионное.
Оценка состояния трубопроводов и назначение объёма и вида ремонта выполняются через дефектацию перед каждым средним ремонтом.
Составляется демонтажная схема с описью труб и арматуры, после чего выполняются следующие работы:
– проверяется отсутствие рабочей среды;
– проводится дезинфекция (в необходимых случаях);
– проводится дегазация и промывка грузовых и зачистных систем;
Рекомендуемые материалы
– снимается изоляция в местах путевых соединений и арматуры.
Судовые трубопроводы изнашиваются крайне неравномерно: отдельные участки через 15–20 лет, другие через 2–3 года. Наиболее типичны язвенная коррозия, а также нарушение плотности соединения, вмятины, трещины, свищи и разрывы.
Основные операции ремонта трубопроводов:
– дефектация;
– демонтаж трубопроводов;
– очистка труб и арматуры;
– ремонт;
– сборка и испытания.
Основные операции при демонтаже трубопроводов:
– маркировка труб;
– разъединение труб и арматуры;
– освобождение труб от изоляции и подвесок;
– очистка труб от ржавчины, краски и грязи.
Для очистки труб и арматуры перед ремонтом используют механическую и химическую очистку.
Механическая очистка производится на специальных стендах с помощью шарошек, стальных щёток или фрез. Применяются также песко- и дробеструйная очистка труб и арматуры увлажненным песком или дробью.
Химическую очистку выполняют в водных растворах кальцинированной соды, тринатрийфосфата, мыла, жидкого стекла и др. моющих средств.
8.1. Ремонт металлических трубопроводов
При ремонте трубопроводов и арматуры выполняют наплавку металла, проточку, правку, заварку трещин и свищей и др. работы [14].
Ремонт трубопроводов может выполняться:
– с заменой повреждённого участка (при больших разрывах);
– с помощью пластмасс (термоусаживающихся плёнок);
– с помощью клеев («Спрут», «Бензона», «Дурметалл»…);
– с помощью современных безфланцевых муфт системы «Штрауб».
Ремонт трубопроводов электросваркой и пайкой.
Трещины и коррозионные разрушения на стальных трубах, устраняются электронаплавкой, заваркой, вваркой кусков труб и приваркой частей из листовой стали внахлест и встык на повреждённые участки труб.
Стальные трубы с большими площадями коррозионного и эрозионного износа и со значительными по длине трещинами, заменяются новыми. После ремонта эти трубы обжигаются, очищаются и продуваются сжатым воздухом.
Ремонт медных труб с подобными дефектами выполняют газовой или электродуговой сваркой и пайкой. Дефекты бронзовой арматуры устраняют газовой наплавкой. При газовой сварке медных труб в качестве присадочного материала используют латунную проволоку, а в качестве флюса состав: 70% буры, 10% борной кислоты, 20% поваренной соли.
Для пайки медных труб применяют медно-цинковые, медно-серебряные и оловянисто-свинцовые припои. После пайки и сварки медные трубы обжигают.
8.2. Ремонт пластмассовых трубопроводов
На судах применяются трубы из полиэтилена, винипласта, полихлорвинила и стекловолокнистых пластмасс. Наиболее применяемы трубы из полиэтилена, который обладает высокой химической стойкостью при температуре рабочей среды до +20 градусов, устойчив ко многим кислотам, растворам солей и инертен к воде. Неблагоприятно влияют на полиэтилен при длительном воздействии нефть, керосин, бензин и минеральные масла.
Основные повреждения полимерных трубопроводов:
– течь в сварных соединениях;
– течь в разъёмных соединениях;
– поломка труб;
– разрывы от замерзания воды в трубопроводах.
При незначительных повреждениях (трещины) ремонт можно выполнить паяльником, нагревая место ремонта до 250 градусов и используя ремонтные стержни.
При ремонте и замене полиэтиленовых трубопроводов нужно учитывать, что прочность труб из полиэтилена резко снижается с повышением температуры.
В технологических процессах ремонта полимерных трубопроводов, прежде всего в соединительных операциях, концы труб под обработку нагревают в ванне с дистиллированным глицерином до температуры 125–130 градусов. Гибка труб выполняется только в горячем состоянии. Разогрев труб проводится в электрических печах горячим воздухом до 110–130 градусов.
Возможны следующие виды соединений полиэтиленовых труб (рис. 7.1):
|
|
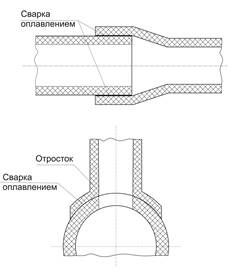
Рис. 7.1. Виды соединений полиэтиленовых труб
Технология обработки полиэтиленовых труб состоит из следующих операций:
– резка труб и снятие фасок;
– нагрев и обработка труб;
– гибка труб;
– сварка;
– гидравлические испытания.
Сварка труб осуществляется 2-мя способами:
– оплавлением;
– прутковой (газовой) сваркой с азотным теплоносителем.
Более эффективным является первый. Его производительность в 1,5–2,0 раза выше второго способа. Концы труб под сварку нагревают любым способом до температуры 180–230 градусов для толщин 3–14 мм. Лучшим способом является нагрев в электропечах.
8.3. Основные операции при изготовлении заменяемых трубопроводов
В практике судоремонта весьма характерным случаем является замена отдельных или нескольких частей трубопроводных систем, которая требует необходимости их цехового изготовления с последующей установкой на судне.
Типовые операции при изготовлении и установке элементов трубопроводов судовых систем на штатные места:
1. Снятие шаблона на судне.
2. Резка труб. Она производится:
при диаметре до 78 мм – абразивным диском;
при диаметре 76–89 мм – пилой Геллера;
при диаметре более 89 мм – механической ножовкой;
при диаметре 140–400 мм – тепловой резкой.
3. Отжиг труб перед гибкой в печах с электронагревом.
4. Гибка труб (может выполняться холодным или горячим способом). При холодной гибке используют пневмогибочные станки (СТГ-2М), станки СТГ-2П и СТГ-3. При горячей гибке используют станки с индукционным нагревом.
5. Отрезка труб после гибки.
6. Нарезка резьбы на концах с помощью трубонарезных станков
7. Пригонки фланцев труб к элементам соединений и их закрепление на электроприхватках.
8. Приварка труб (или фланцев) газовой сваркой.
9. Вырезка круглых отверстий под приварные патрубки с помощью сверлильных станков, резаков, слесарно-монтажных инструментов, вертикально-фрезерных станков.
10. Пригонка патрубков к трубам.
11. Раздача и обжатие концов труб с использованием пресса типа ПГ-50.
12. Зачистка концов труб перед сваркой.
Информация в лекции "6 Определение сил и моментов по картине распределения давления" поможет Вам.
13. Прихватка и сварка под флюсом или в среде углекислого газа.
14. Зачистка швов.
15. Гидравлические испытания на прочность при давлении, превышающим 1,5–2 раза рабочее.
16. Химическая очистка.
17. Грунтовка и сушка.
18. Установка трубопровода на рабочее место.




















