
Промышленная база судоремонта
3. Промышленная база судоремонта
3.1. Структура заказов для судоремонтных предприятий
В дореформенный период загрузка российских судоремонтных предприятий строилась исходя из баланса заказов судостроения и судоремонта, выравнивающего годовую загрузку. Структура заказов судоремонтных предприятий речного флота приведена в таблице 3.1.
Таблица 3.1
Структура заказов судоремонтных предприятий
| Субъект речного транспорта | Функции субъектов Рекомендуемые материалыТехническое задание FREE Маран Программная инженерия -20% Помощь с дипломом в ИДДО - Электроэнергетика и электротехника (13.03.02, 13.04.02) -20% КМ-4. Расчёт погрешностей косвенных измерений. Письменная работа -20% Помогу выполнить - КМ-4. Письменная работа -50% Подготовка к демонстрационному экзамену. 46.01.03 Делопроизводитель НСПК 100% правильно в системе речного транспорта | Вид заказов |
| Государство: – управление каналами и водными путями – МЧС – природоохрана – милиция, таможня и др. | – безопасность судоходства – техническое обеспечение водного пути – безопасность жизнедеятельности на судах – экология – прочие функции | – строительство и ремонт путевого флота и оборудования – постройка и ремонт служебного вспомогательного флота – производство судоэкотехники – отстой и хранение флота |
| Судоходные компании | Перевозка пассажиров, грузов, спец. перевозки | – постройка и ремонт транспортного флота – модернизация флота – отстой и ТО флота |
| Порты | – грузообработка флота – добыча ГСМ | – постройка рейдового флота – ремонт плавкранов – отстой и ремонт флота |
| Окончание табл. | ||
| Субъект речного транспорта | Функции субъектов в системе речного транспорта | Вид заказов |
| Судоремонтные предприятия | – техническое обслуживание судоходства – собственные задачи развития | – судостроение – судоремонт – машиностроение – машиноремонт – дивертификационная деятельность |
3.2. Структура видов производств
Каждое производство в составе промышленного предприятия имеет определённую структуру, которая предусматривает наличие цехов основного и вспомогательного производства. Рассмотрим структуру крупных судоремонтных предприятий речного транспорта.
1) Цеха основного производства
1.1) Заготовительное производство:
– литейное, с полным комплексом участков
– кузнечно-прессовое
– лесозаготовительное
1.2) Корпусное производство:
– корпусообрабатывающий цех
– сборочно-сварочный цех
– цех сборки блоков
– стапельный цех
1.3) Судомонтажное производство:
– механомонтажное
– трубопроводное
1.4) Достроечное отделение:
– столярно-плотничное
– малярное
– деревообрабатывающее
– изоляционное
– такелажно – парусное
1.5) Машиностроительное отделение:
– механообрабатывающее
– механосборочное
– цеха дельных вещей
– арматурное
2) Цеха вспомогательного производства:
– ремонтные
– инструментальные
– транспортные
– энергетические
– складские
– центральная заводская лаборатория
3.3. Механизация и автоматизация производства
Важными характеристиками любого производственного процесса являются показатели уровня его механизации и автоматизации. Совместное рассмотрение этих показателей даёт возможность оценивать технический уровень производства [4,5].
Для любых отраслей промышленности справедливы общие понятия о механизации и автоматизации производственных процессов и живого труда. Их связывают с применением энергии неживой природы и участием людей в выполнении производственных процессов и управлении ими для достижения сокращения трудовых затрат, улучшения условий производства, повышения объёма выпуска и качества продукции.
Использование неживой природы в процессах, выполняемых и управляемых людьми, называется механизацией процессов; в процессах, выполняемых и управляемых без непосредственного участия людей, называется автоматизацией процессов.
Комплексная механизация – это частичная или полная механизация нескольких операций процесса, исключая управление этими операциями.
Комплексная автоматизация представляет собой частичную или полную автоматизацию нескольких операций процесса, включая и управление ими.
Полная механизация – это замена энергией неживой природы всех затрат энергии людей, исключая управление процессами. Полная автоматизация – замена энергией неживой природы всех затрат энергии людей, включая управление процессами.
Поточная линия – это механизированный производственный участок, на котором выпускают одно или несколько изделий, перемещаемых в процессе изготовления при участии людей с позиции на позицию через равные промежутки времени.
Комплексно – механизированная поточная линия – это поточная линия, на которой все операции производственного процесса выполняют механизмы, машины, оборудование, а также механизированы процессы перемещения изделия с позиции на позицию. Управление производственным процессом осуществляется людьми.
Автоматизированная линия – это производственный участок, состоящий из станков – автоматов, связанных транспортными устройствами, на котором операции по изготовлению деталей и управлению производственным процессом частично автоматизированы.
Автоматическая линия – это производственный участок, состоящий из станков-автоматов, на котором операции по изготовлению изделий и управлению производственным процессом полностью автоматизированы.
Механизм управления системой механизации производственных процессов строится по следующей схеме (рис. 3.1)
|
|
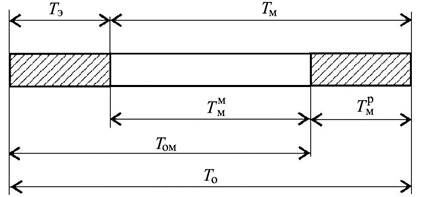
Рис. 3.1. Структура элементов трудоёмкости производственных процессов
На рисунке 3.1 приняты следующие обозначения величин:
То – трудоёмкость ручного труда;
Тм – трудоёмкость, взятая машиной;
Тэ – экономия ручного труда;
 – трудоёмкость ручных работ в машине;
– трудоёмкость ручных работ в машине;
 – трудоёмкость той части работ, которые выполняются средствами механизации;
– трудоёмкость той части работ, которые выполняются средствами механизации;
Том – трудоёмкость механизированной части работ, пересчитанной на её исполнение ручным способом.
Для анализа и управления уровнями механизации производственных процессов введены 2 показателя:
– коэффициент производительности
|
| (9) |
 .
.Для любого средства механизации Кп > 1.
Кп = 1 для ручных работ.
– коэффициент механизации
|
| (10) |
 .
.Коэффициент Км показывает какая часть времени ручного труда То механизирована.
Коэффициенты Кп и Км рассчитаны для каждого вида механизмов и приводятся в специальных справочниках. Используя данные о применяемых на предприятии средствах механизации и данные о трудоёмкости этих работ, можно рассчитать уровень механизации производства (Ум):
|
| (11) |
 .
.Эффективность механизации производства от повышения её уровня рассчитывается по формуле:
|
| (12) |
 .
.Прирост производительности труда:
|
| (13) |
 .
.Обобщённым показателем организации производственного процесса считается технический уровень производства (Туп):
|
| (14) |
 ,
,где Уврi – технический уровень вида работ; Кврi – удельное значение трудоёмкости вида работ в объёме производства; m – число видов работ в производстве
Технический уровень вида работ:
|
| (15) |
где  – технический уровень j-й операции в i-м виде работ;
– технический уровень j-й операции в i-м виде работ;  – доля трудоёмкости j-й операции в объёме i-го вида работ; n – число операций в видах работ.
– доля трудоёмкости j-й операции в объёме i-го вида работ; n – число операций в видах работ.
Установлено 5 базовых значений показателя Туп:
0,2 – ручное производство;
0,4 – механизированное производство (основные операции выполняются машинами, вспомогательные – вручную);
0,6 – комплексно – механизированные (все операции механизированы);
0,8 – автоматизированная (основные операции и часть вспомогательных – автоматизированы);
1,0 – комплексно – автоматизированные.
Наиболее эффективным способом подъёма уровня механизации производственных процессов является внедрение механизированных поточных линий (МПЛ). Опыт развития речного транспорта свидетельствует о появлении многих видов МПЛ, например:
– МПЛ складирования корпусного металла;
– МПЛ первичной очистки металла;
– МПЛ тепловой резки металла;
– МПЛ по изготовлению секций и блоков корпуса;
– МПЛ по изготовлению трубопроводов и судовых систем, и др.
3.4. Судоподъёмные сооружения
Судоподъёмные сооружения являются одним из характерных видов оборудования судоремонтных предприятий. Устройства и сооружения для подъёма и спуска судов создаются в привязке к конкретным природным условиям и производственным возможностям предприятий.
Способы подъёма и спуска судов делятся на две группы: (рис. 3.2).
|
|
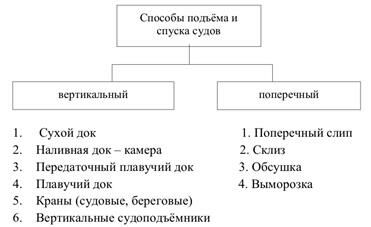
Рис. 3.2. Способы и сооружения для подъема и спуска судов
1). Сухой док
Сухие доки применяются при ремонте крупных морских судов. Док строится в виде чаши, сообщающейся с уровнем моря и позволяющей ремонтируемым судам заходить в её камеру. Док оборудуется затвором, который позволяет удалять воду из чаши и обеспечивает возможность выполнения судоремонтных работ (рис. 3.3).
|
|
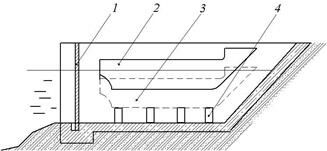
Рис. 3.3. Сухой док
1 – затвор; 2 – судно при заходе; 3 – судно
на кильблоках после слива воды; 4 – кильблок
2). Наливная док – камера
Наливная док – камера (рис. 3.4) имеет шлюзовую часть со стенками выше окружающей территории и затворы в торцах. Камеру заполняют водой с помощью насосов.
Поднявшийся уровень воды дает возможность перемещать судно на стапель или после ремонта со стапеля на акваторию выводной камеры.
|
|
|
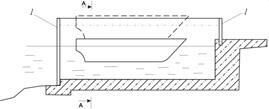
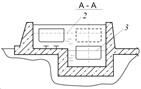
Рис. 3.4. Подъем (спуск) судна в наливной док-камере:
1 – ворота; 2 – уровень воды после долива;
3 – уровень воды водоема
3). Передаточный плавучий док
Принцип его работы состоит в горизонтальной накатке судна на судовозных тележках с пирса предприятия на палубу плавучего дока, который на период передвижения судна сцеплен с берегом с помощью опорных цапф. После накатки судна док всплывает, освобождается от крепежа и перемещает судно на требуемое место акватории (рис. 3.5).
|
|
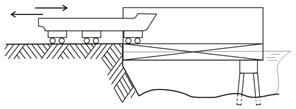
Рис. 3.5. Схема работы передаточного плавучего дока
4). Плавучие доки
Плавучие доки – более мобильные средства подъема – спуска судов с широкой географией использования. По материалу изготовления они бывают стальными, железобетонными и композитными. Плавучие доки могут отличаться по конструкции: двухбашенные, однобашенные и безбашенные (рис. 3.6).
|
|
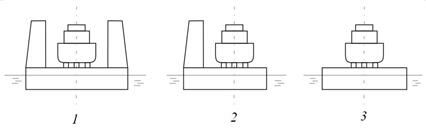
Рис. 3.6. Конструктивные схемы плавучих доков
1 – двухбашенный; 2 – однобашенный; 3 – безбашенный.
По автономности плавучие доки различают:
а) автономные с собственной энергетической установкой, что обеспечивает широкие возможности их эксплуатации с формированием автономных плавучих баз судоремонта;
б) неавтономные, работающие с базовым судном;
в) энергетически связанные с пирсом или причальной стенкой.
Доки плавучие стальные построены грузоподъемностью от 0,5 тыс т до 60 тыс т. Доки железобетонные встречаются грузоподъемностью от 1,0 тыс т до 100 тыс т.
5). Кессоны
Кессон (рис. 3.7) является секцией дока, предназначен для дифферентования судов, для обнажения оконечностей и выполнения ремонта корпуса и ДРК. Кессоны широко распространены на речном флоте, работают, как правило, с базовым судном или причальным пирсом, хотя могут иметь свою энергетическую установку.
Для обеспечения герметичности примыкающего к корпусу судна кессона на его носовой и кормовой частях предусмотрены уплотняющие закрытия.
|
|
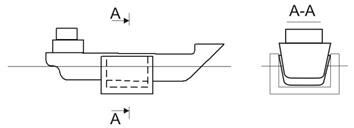
Рис. 3.7. Кессон
6). Выморозка
Выморозка применяется в районах с устойчивыми зимними морозами и является альтернативным способом обеспечения ремонта подводной части судна в районах с недостаточным техническим обеспечением производства.
Технологически подготовка оголенной части подводного корпуса состоит в постепенном удалении нарастающего льда «ледовой части» до минимально необходимых размеров выморозки (рис. 3.8).
|
|
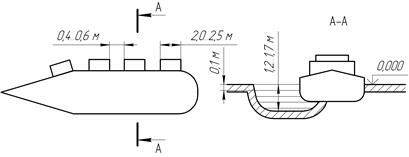
Рис. 3.8. Схема оголения корпуса судна при выморозке
7). Вертикальные судоподъемники
Вертикальные судоподъемники (ВС) по площади занимают минимальную территорию, более экономичны по сравнению с другими средствами, позволяют выполнять судоподъем круглосуточно с подогревом воды в камере. ВС построены в небольших количествах, но рассматриваются как перспективные средства, обеспечивающие индустриальный поточный метод ремонта судов.
Конструкции платформ ВС оборудованы системой ориентации для совмещения рельсовых участков на ней с рельсовыми путями на пирсе, что позволяет использовать судовозные тележки для перемещения судна в любое ремонтное место (рис. 3.9).
|
|
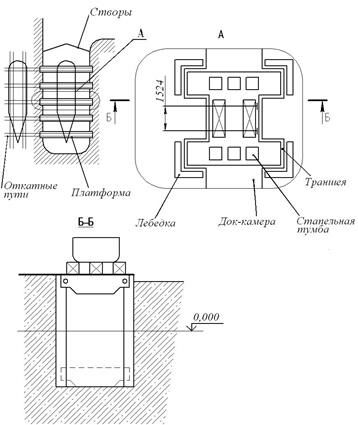
Рис. 3.9. Схема вертикального судоподъемника
8). Судоподъемные краны
В ряде случаев целесообразным вариантом подъема и спуска судов является использование кранового способа: береговые краны, плавучие краны.
Грузоподъемность береговых кранов доходит до 100 т, плавучих – до 300–1000 т.
3.5. Виды судоремонтных предприятий
Предприятия речного транспорта (РТ) специализируются главным образом по предметному признаку:
– Судостроение;
– Судоремонт;
– Машиноремонт;
– Комбинированный профиль
1. Судоремонтные заводы (СРЗ).
Задачи:
– Текущий и средний ремонт;
– Капитальный ремонт;
– Модернизация и переоборудование;
– Навигационный ремонт;
– Изготовление сменных и запасных частей (СЗЧ) (на 0-м этапе и по кооперации);
– На некоторых заводах есть цеха навигационного ремонта.
Структура СРЗ включает:
– комплекс цехов основного и вспомогательного производств;
– судоподъемные сооружения;
– акваторию для зимнего отстоя.
2. Судоремонтно-механические заводы (СРМЗ):
Задачи:
– Ремонт судов всех типов;
– Централизованный ремонт механизмов;
– Изготовление СЗЧ и механизмов для строящихся судов и по кооперации для судоремонта;
–Судостроение.
Структура СРМЗ включает:
– комплекс основного и вспомогательного производств для судоремонта;
– крупные цеха по изготовлению СЗЧ (современное оборудование и технологии);
– цеха централизованного машиноремонта;
– судоподъемные сооружения;
– акваторию для зимнего отстоя.
3. Судостроительно-судоремонтные заводы (ССРЗ).
Задачи: – Судостроение;
– Судоремонт.
Структура ССРЗ включает:
– судокорпусные цеха главным образом для судостроения;
– судомеханические цеха;
– судоподъемные сооружения;
– акваторию для зимнего отстоя флота.
4. Базы технического обслуживания флота (БТОФ).
Функции БТОФ – хозяйственно-техническое обслуживание закрепленного флота (кадры, ЗИП, ремонт, заработная плата экипажу, жилье …).
У БТОФ имеется арендованные или собственные помещения. Заказы на заводские работы – оплачиваются судовладельцем.
5. Ремонтно-эксплуатационные базы (РЭБ)
Задачи: – Средний ремонт в ограниченных объемах;
– Судоремонт текущий и навигационный.
Структура:
– цеха основного и вспомогательного производств;
– судоподъемные сооружения (не везде);
– док-кессон, кормоподъемник.
6. Судоремонтные мастерские (СРМ).
Задачи: – Средний ремонт несамоходного флота без слипования;
– Текущий и навигационный ремонт самоходного и несамоходного флота;
– СРМ могут быть береговыми и плавучими.
7. Отстойно-ремонтные пункты (ОРП).
Задачи: – Поддержание технического состояния судна в навигации.
– могут быть участки ремонта механизмов, деревообрабатывающий участок;
– могут использоваться кессоны;
– ОРП применяются на малых реках.
3.6. Энергетическое обеспечение судоремонтных работ
Рабочие места обеспечиваются различными источниками энергии для выполнения работ, в том числе:
электроэнергией – переменным током
– 380В для питания электродвигателей кранов и сварочных постов;
– 127 и 220В для общего постоянного освещения и для питания электродвигателей, вентиляторов, остывающих вредный воздух при сварочных очистных, малярных и других работах;
– 36, 24, 12 и 6В для переносных ламп.
Ток подаётся от трансформаторных подстанций на силовые щиты построечного места. Для питания кранов ток подводится по гибким кабелям, уложенным в каналах вдоль рельсового пути.
Ещё посмотрите лекцию "13 Адресация" по этой теме.
сжатым воздухом с давлением 0,5–0,6 МПа для работы пневматического инструмента и краскораспылителей. Воздух подаётся по постоянным магистральным трубопроводам от компрессорной станции на разделительные коробки, от которых по гибким переносным шлангам воздух подводится к рабочим инструментам.
кислородом и ацетиленом для газовой резки и строжки, и для нагрева корпусных конструкций при их правке. Кислород и ацетилен подают по трубопроводам от заводской станции, либо доставляют в баллонах к местам выполнения работ.
углекислым газом и аргоном для ручной, полуавтоматической и автоматической сварки. Газ подаётся по трубопроводам или в баллонах.
паром для отопления судовых помещений в холодное время года.
водой для гидравлических испытаний отсеков, противопожарных целей и других нужд.
Кабели и трубопроводы прокладываются вдоль всей горизонтальной части слипа, а посты для подключения к магистралям оборудуют на колоннах лесов и специальных площадках.


















