
Структура твердотельных интегральных микросхем
3. Структура твердотельных интегральных микросхем
3.1. Введение
3.1.1. Основные понятия и определения
Твердотельная интегральная микросхема – это законченный функциональный электронный узел, элементы которого конструктивно не разделены и изготавливаются в едином технологическом процессе, в объеме и на поверхности полупроводникового кристалла.
Процесс создания полупроводниковой микросхемы сводится к формированию в приповерхностном слое полупроводниковой пластины элементов (транзисторов, диодов, резисторов) и к последующему их объединению в функциональную схему пленочными проводниками по поверхности пластины (межсоединения).
Для характеристики типа применяемых в ИМС транзисторов, а также технологических методов их изготовления пользуются понятием структура ИМС. В общем случае структура ИМС определяет последовательность слоев в составе микросхемы по нормали к поверхности кристалла, различающихся материалов, толщиной и электрофизическими свойствами. Так, в практике производства ИМС используют структуры на биполярных транзисторах (в частности, диффузионно-планарные, эпитаксиально-планарные и др.) на МДП-приборах, структуры И²Л и т. д. Заданная структура ИМС позволяет установить состав и последовательность технологических методов обработки пластины и определить технологические режимы для каждого метода.
На рис. 1 представлен фрагмент ИМС с диффузионно-планарной структурой, включающий биполярный транзистор и резистор. Для одновременного формирования транзистора и резистора необходимо, чтобы р-область резистора и изолирующая его n-область имели глубину и электрофизические свойства, одинаковые с областями соответственно базы и коллектора транзистора. Аналогичное соответствие должно обеспечиваться для всех элементов, входящих в состав ИМС. Оно является главным признаком и непременным условием применения интегральной технологии и позволяет минимизировать число технологических операций, составляющих цикл обработки.
Таким образом, интегральная технология представляет собой совокупность методов обработки, позволяющую при наличии структурного подобия (технологической совместимости) различных элементов ИМС формировать их одновременно в едином технологическом процессе.
Важно отметить, что выпускаемые в составе той или иной серии ИМС различного функционального назначения имеют единую структуру и, следовательно, единую базовую технологию. Для базовой технологии характерны не только определенная технологическая последовательность обработки и определенный комплект оборудования, но и постоянная, отработанная настройка оборудования, т. е. жесткие технологические режимы. Последнее является существенным для экономичности и эффективности процесса производства ИМС.
Очевидно, что базовая технология не зависит от размеров элементов в плане, их взаимного расположения и рисунка межсоединений. Все эти свойства конкретной ИМС
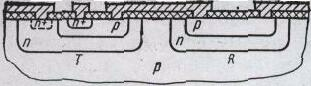
Рис. 1. Фрагмент ИМС с диффузионно-планарной структурой:
Рекомендуемые материалы
T — транзистор; R — резистор
определяются в процессе топологического проектирования, а обеспечиваются фотолитографией — процессом избирательного травления поверхностных слоев с применением защитной фотомаски.
Топология микросхемы — чертеж, определяющий форму, размеры и взаимное расположение элементов и соединений ИМС в плоскости, параллельной плоскости кристалла. Поскольку элементы и соединения формируются путем последовательного.
отдельных слоев (коллекторный слой, базовый слой и т. д.), различают общую и послойную топологию (рис. 2 в соответствии с рис. 1). По чертежу базового слоя, например, может быть разработан чертеж фотошаблона, с помощью которого создают окисную маску для избирательной диффузии примеси р-типа.
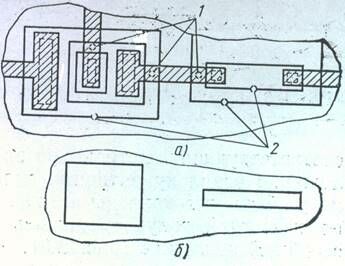
Рис. 2. Фрагменты общей (а) и послойной (базового слоя) (б) топологии ИМС:
1 — дефекты, возникшие на этапе металлизации;
2 — дефекты, возникшие на этапе диффузии примеси
При заданном наборе элементов топология ИМС (точнее, рисунок межсоединений) определяет ее функциональные свойства. Можно представить себе кристалл, содержащий некоторый универсальный набор элементов (очевидно, с некоторой избыточностью) и сплошной слой металлизации. Такие кристаллы в составе общей пластины могут быть «доработаны» по желанию заказчика до конкретных функциональных ИМС в зависимости от рисунка межсоединений, выполненного с помощью соответствующего фотошаблона. Описанная универсальная пластина-заготовка, получившая название базового кристалла, позволяет обеспечить экономичность производства ИМС более узкого, специального применения, выпускаемых в небольших количествах.
Гибридные и совмещенные интегральные микросхемы. Применение полупроводниковых интегральных микросхем, однако, ограничено рядом причин. Одна из них заключается в том, что производство полупроводниковых ИМС оказывается целесообразным лишь в крупносерийном и массовом производстве, когда становятся экономически оправданными значительные затраты на подготовку производства (главным образом на проектирование и изготовление комплекта фотошаблонов). Другая причина лежит в ряде ограничений на параметры элементов и ИМС в целом: невысокая точность диффузионных резисторов (±10%) и отсутствие возможности их подгонки, невозможность получать конденсаторы достаточно больших емкостей, температурные ограничения, ограничения по мощности и др.
Наряду с полупроводниковыми ИМС поэтому разрабатывают и выпускают комбинированные гибридные интегральные микросхемы. Технологической основой таких ИМС являются процессы нанесения резисторов, конденсаторов, проводников и контактов в виде пленок соответствующих материалов на диэлектрическую пассивную подложку. Поскольку активные элементы - транзисторы, диоды - не могут быть изготовлены по пленочной технологии, их изготовляют по известной полупроводниковой технологии, а затем монтируют на общей подложке (рис. 3).
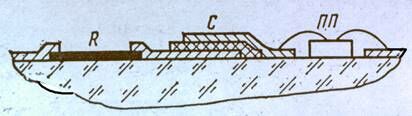
Рис. 3. Фрагмент гибридной ИМС:
R — резистор, С — конденсатор, ПП — кристалл полупроводникового прибора
Гибридная пленочная интегральная микросхема — ИМС, которая наряду с пленочными элементами, полученными с помощью интегральной технологии, содержит компоненты, имеющие самостоятельное конструктивное оформление. В зависимости от метода нанесения пленочных элементов на подложку различают тонкопленочные (напыление в вакууме) и толстопленочные (трафаретная печать) гибридные ИМС.
Гибридные ИМС имеют худшие технические показатели (размеры, массу, быстродействие, надежность), чем полупроводниковые ИМС. В то же время они позволяют реализовать широкий класс функциональных электронных схем, являясь при этом экономически целесообразными в условиях серийного и даже мелкосерийного производства. Последнее объясняется менее жесткими требованиями к фотошаблонам и трафаретам, с помощью которых формируют пленочные элементы, а также применением менее дорогостоящего оборудования. В составе пленочных ИМС возможно получить резисторы с точностью ±5%, конденсаторы ±10%, а с применением подгонки — до десятых долей процента. Гибридно-пленочная технология позволяет реализовать практически любые функциональные схемы.
Стремление расширить область применения полупроводниковых ИМС привело к созданию другого типа комбинированных микросхем (рис. 4). При их изготовлении полупроводниковую технологию совмещают с тонкопленочной технологией для создания некоторых пассивных элементов, к которым предъявляются повышенные требования по точности и температурной стабильности.
Совмещенная интегральная микросхема — это комбинированная интегральная полупроводниковая микросхема, в которой некоторые элементы (обычно пассивные) наносят на поверхность пластины (кристалла) методами пленочной технологии.
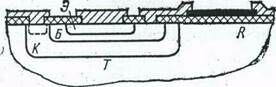
Рис. 4. Фрагмент совмещенной ИМС:
Т — транзистор, R — пленочный резистор.
Степень интеграции. Известно, что полупроводниковые интегральные микросхемы по сравнению с аналогичными печатными схемами с навесными элементами имеют лучшие технико-экономические показатели: размеры и массу, надежность, быстродействие, стоимость. Известно также, что эти показатели улучшаются с повышением функциональной сложности ИМС, т. е. с увеличением числа элементов, полученных с помощью интегральной технологии, с возрастанием степени интеграции.
Степень интеграции — это показатель степени сложности ИМС, характеризуемой числом элементов, полученных с помощью интегральной технологии на общем кристалле. Для характеристики степени интеграции используют показатель К=lgN, где N — число элементов ИМС. В зависимости от значения К условно различают ИМС малой степени интеграции, средней степени интеграции, большие интегральные схемы (БИС) и сверхбольшие (СБИС).
Повышение степени интеграции ИМС является, таким образом, важнейшей задачей микроэлектроники, в значительной мере определяющей основные тенденции схемотехнических и конструкторско-технологических разработок.
Факторы, ограничивающие степень интеграции. Среди факторов, ограничивающих степень интеграции, важное место занимает технологический фактор. В полупроводниковой интегральной микросхеме нельзя заменить или даже исправить дефектный элемент. При наличии хотя бы одного дефектного элемента ИМС целиком бракуется. Плотность дефектов в свою очередь -определяется качеством технологического процесса и прежде всего процесса фотолитографии.
Качество защиты пластины окисной пленкой, с помощью которой избирательно вводят примеси для получения р- и n-областей (рис. 5), зависит от ее однородности, сплошности. При наличии в слое окисной маски микроотверстий («проколов») примесь проникает через них, образуя в полупроводнике незапланированные легированные микро-области, которые (в зависимости от их расположения) могут вывести соответствующий элемент из строя.
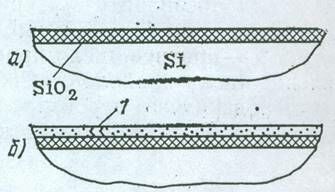
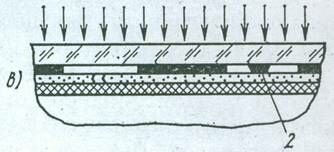
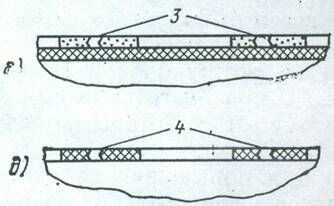
Рис. 5. Формирование окисной маски:
а — окисление поверхности пластины;
б — нанесение фотослоя (1 — «прокол» в фотослое);
в — экспонирование через фотошаблон (2 — непрозрачный дефект на фотошаблоне);
г — проявление и образование фотомаски (3 — «проколы» в фотомаске);
д — травление окисла и снятие фотомаски (4 — «проколы» в окисной маске)
Причинами образования «проколов» могут явиться неоднородности в светочувствительном слое (частицы пыли, пузырьки и т. п.), а также дефекты в рисунке фотошаблона («проколы» на непрозрачных участках рисунка или светонепроницаемые точечные дефекты на прозрачных участках). Элемент (а следовательно, и вся схема) выходит из строя при попадании дефекта в некоторую критическую зону. Например, в процессе эмиттерной диффузии примесей через проколы в окисной маске могут образоваться высоколегированные микрообласти n+-типа. Такие области, если они приходятся на граничную зону коллекторных и базовых областей, приводят к возникновению токов утечки через переход и пробою перехода (дефекты 2, см. рис. 2). Проколы в окисной маске, образующиеся при вытравливании в окисном слое окон под металлические контакты, приводят на этапе металлизации пластины к образованию паразитных контактов (дефекты 1, см. рис. 2) и к коротким замыканиям областей эмиттер — база, база — коллектор, резистор—изолирующая область и т. д.
Таким образом, для конкретной ИМС на каждом этапе обработки можно говорить о некоторой критической площади, обусловливающей вероятность выхода из строя интегральной микросхемы. Если обозначить Sкр критическую площадь кристалла ИМС, просуммированную по всем циклам фотолитографической обработки, d — среднее число проколов на единицу площади, а распределение числа проколов, приходящихся на кристалл ИМС, принять пуассоновским, то вероятность получения годного кристалла ИМС после всех операций обработки:
 (3.1)
(3.1)
Из соотношения (1) прежде всего следует, что повышение степени интеграции уменьшает вероятность выхода годных ИМС, если площади элементов и качество процесса фотолитографии остаются на неизменном уровне. Таким образом, повышение степени интеграции ИМС должно сопровождаться уменьшением площади элементов и совершенствованием процесса формирования защитных фотомасок. Высокое качество фотомаски предполагает прежде всего отсутствие в фотослое пылевидных частиц, газовых (воздушных) включений, остатков растворителя, а также высокое качество фотошаблонов (низкую плотность дефектов). В свою очередь, при изготовлении фотошаблонов также используются фотомаски, к которым предъявляются еще более жесткие требования.
Для повышения качества фотолитографических процессов в производственных помещениях создают обеспыленную атмосферу, а для производственного персонала устанавливают определенные правила производственной гигиены.
С другой стороны, из выражения (3.1) видно, что повышение степени интеграции при неизменном качестве технологического процесса возможно за счет уменьшения площади, занимаемой элементами ИМС, и, следовательно, площади критических зон. К этому же результату приводит и сокращение числа циклов фотолитографии. Этот второй путь реализуется разработкой новых типов структур либо с уменьшенной площадью, либо таких, для производства которых требуется меньшее число фотолитографических циклов обработки (либо то и другое одновременно).
На рис. 6 представлены структуры ИМС (на примере инвертора). Сокращение площади структуры S в случае КМДП достигнуто заменой коллекторного резистора дополняющим (нагрузочным) МДП-транзистором, а в случае И²Л — многоколлекторным биполярным транзистором, причем благодаря применению n-р-n- и р-n-р-транзисторов достигается совмещение отдельных областей переключательного транзистора и транзистора-инжектора. Во всех трех случаях сохраняется свойство универсальности структур: каждая из них пригодна для построения широкого класса функциональных электронных устройств.
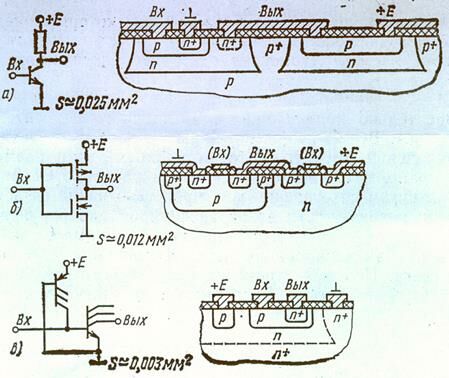
Рис. 6. Реализация инвертора с помощью различных структур:
а — эпитаксиально-планарной с питанием через резистор;
б — КМДП-структуры; в — с инжекционным питанием (И²Л)
Для создания устройств более узкого функционального класса могут быть использованы специальные структуры, позволяющие достичь высокой степени интеграции ИМС. Примером могут служить структуры на приборах с зарядовой связью (ПЗС), на которых могут быть построены сдвиговые регистры, запоминающие устройства и некоторые логические элементы.
Для выбранной структуры ИМС минимальные размеры элементов ИМС в целом зависят от возможностей фотолитографического процесса, которые характеризуются тремя основными параметрами: 1) минимальным размером элемента, надежно воспроизводимым на полупроводниковой пластине, которым оценивается разрешающая способность процесса; 2) предельными отклонениями размеров элементов рисунка одного топологического слоя от номинальных; 3) предельным смещением рисунка одного топологического слоя относительно предыдущего (например, базового слоя относительно коллекторного, эмиттерного относительно базового и т. д.). Все эти параметры имеют характер технологических ограничений и учитываются при определении размеров областей в плане, т. е. при топологическом расчете. Основной тенденцией развития литографических процессов является повышение разрешающей способности этапа экспонирования рисунка.
Важнейшей причиной, ограничивающей минимальные размеры элементов при экспонировании через фотошаблон, является дифракция света. Поэтому стремятся использовать излучения с более короткими, чем световые, длинами волн (электронные, рентгеновские). В связи с этим все большее развитие получают электроно- и рентгенолитография.
Для реализации высоких потенциальных возможностей, заложенных в электроно и рентгенолитографии, "необходимы и более совершенные методы. травления, с тем чтобы уменьшить разброс в размерах элементов на полупроводниковой пластине. Применение химических растворов для избирательного травления, например окиси кремния, становится неприемлемым из-за бокового подтравливания, размеры которого нестабильны по площади пластины. Здесь перспективным является распыление ионной бомбардировкой при наличии защитной маски (вакуум-плазменное травление).
Наконец, для уменьшения погрешности совмещения топологических слоев ИМС требуются методы и средства совмещения шаблонов с подложкой, обладающие повышенной точностью, а также специальные приемы структурно-топологического проектирования, позволяющие достичь эффекта самосовмещения. Технологически самосовмещение достигается за счет естественных физико-химических механизмов, для чего необходимо расширять круг технологических методов обработки (осаждение из газовой фазы, электролитическое окисление и наращивание, ионное легирование и т. п.).
Повышение качества маскирующих пленок, разработка структур малой площади, совершенствование процессов литографии — все это прямой, естественный путь повышения степени интеграции ИМС. Он отражает непрерывный эволюционный процесс совершенствования производства ИМС, постепенного накопления условий и возможностей для повышения степени интеграции.
Однако требования разработки сложных функциональных устройств в миниатюрном исполнении опережают возможности интегральной технологии и заставляют прибегать к компромиссным конструктивно-технологическим решениям. Одно из таких решений — объединение ряда кристаллов ИМС средней степени интеграции с помощью пленочных межсоединений на общей диэлектрической подложке и в общем корпусе [создание так называемой микросборки (рис. 7)].
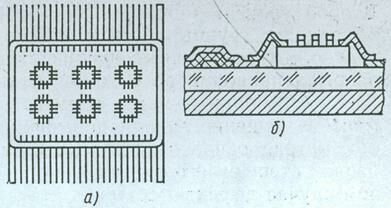
Рис. 7. Микросборка цифрового устройства:
а — общий вид (со снятой крышкой);
б — кристалл ИМС и участок межсоединений.
В общем случае микросборка представляет собой изделие типа большой гибридной интегральной микросхемы, включающее элементы, компоненты и (или) интегральные микросхемы (корпусные и безкорпусные). Микросборки позволяют в малых размерах реализовать устройства со сложными функциями. Их разрабатывают и изготовляют применительно к конкретной радиоэлектронной аппаратуре с целью улучшения показателей ее миниатюризации. Типовой элемент замены (ТЭЗ) современных ЭВМ обычно выполняют на основе многослойной печатной платы (МПП) и набора ИМС в индивидуальных корпусах. Освобождая кристаллы ИМС от корпусов и заменяя печатный монтаж пленочными микросоединениями, получают микросборку, выполняющую функции ТЭЗ, но обладающую малыми размерами и массой. Этот пример иллюстрирует общую тенденцию в развитии конструкций ЭВА, сопровождающую процесс повышения степени интеграции ИМС (передачу ей функций ТЭЗ, передачу ТЭЗ функций панели или блока и т. д., в том числе замену печатными платами трудоемкого .проводного монтажа) и состоящую в проникновении ИМС на все более высокие уровни функциональной иерархии ЭВА. Это объективно приводит к повышению технологичности конструкций ЭВА.
Использование микросборок дает возможность преодолеть и еще одно противоречие, порождаемое требованием повышения степени интеграции, а именно: сужение области применения функционально сложных ИМС, увеличение их номенклатуры и связанные с этим трудности стандартизации. Поскольку микросборка представляет собой набор кристаллов ИМС средней степени интеграции, производство которых обособлено от производства собственно микросборок, появляется возможность изготовлять микросборки по единой типовой технологии независимо от состава кристаллов ИМС и функционального назначения микросборки.
Высокий процент выхода годных БИС может быть достигнут за счет элементной избыточности. При проектировании топологии функциональную схему БИС расчленяют на ряд составных функциональных частей (ячеек), каждую из которых дублируют в пределах кристалла БИС несколько раз, образуя группы. После формирования структур создают первый уровень межсоединений и периферийных контактов в пределах каждой ячейки. В результате контроля на функционирование определяют дефектные ячейки.
Второй уровень межсоединений (а при необходимости и третий) объединяет группы ячеек в общую систему, причем дефектные и неиспользуемые годные ячейки отключают от общей схемы путем' разрыва проводников с помощью лазера или фотолитографии.
Микросборки и метод элементной избыточности — это компромиссное решение задачи повышения степени интеграции, так как оба метода основаны на использовании экономически целесообразной степени интеграции ячеек — составных частей БИС. В.первом случае дефектные ячейки-кристаллы отбраковываются на ранних стадиях процесса и не пропускаются на сборку, во втором — сохраняются в составе кристалла, увеличивая его площадь. Однако во втором случае обеспечиваются более высокие быстродействие и надежность.
Конструкторско-технологические возможности для повышения степени интеграции ИМС далеко не исчерпаны. Однако уменьшение размеров элементов требует и снижения потребляемой ими мощности, что влечет за собой снижение быстродействия, помехоустойчивости, надежности. Уменьшение объемов, занимаемых элементами, приводит к тому, что флуктуации электрофизических свойств полупроводникового материала в микрообъемах снижают воспроизводимость параметров элементов даже в пределах одного кристалла.
Выход из положения — отказ от традиционных методов построения функциональных схем как совокупности простейших элементов (транзисторов, диодов, резисторов) и разработка элементов с более широкими функциональными возможностями. Такие возможности открывает функциональная микроэлектроника. В функциональной микроэлектронике носителем информации является многомерный сигнал, параметрами которого управляют динамические неоднородности среды, возникающие под действием управляющего сигнала. Например, в оптоэлектронных ИМС носителем информации является оптический сигнал, который может быть промодулирован по интенсивности (амплитуде), фазе, поляризации иди длине волны (частоте). Поскольку в качестве управляющих (в частности выходных) сигналов удобнее использовать электрические сигналы, функциональная ИМС может включать в себя несколько звеньев «фотон-электронного» и «электрон-фотонного» преобразования.
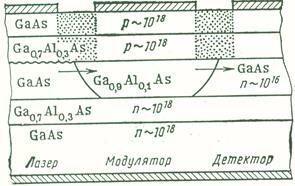
Рис. 8. Фрагмент структуры оптоэлектронной ИМС
На рис. 8 приведен фрагмент монолитной оптоэлектронной ИМС где происходит преобразование типа «электрон-фотон-электрон». Для модуляции оптического сигнала в ней могут быть использованы электрооптический (изменение показателя преломления), магнитооптический (поворот плоскости поляризации) и другие эффекты.
Развитие различных направлений функциональной микроэлектроники базируется на исследованиях новых материалов (прежде всего полупроводниковых) и новых методах их обработки. Подобно тому, как основой микроэлектроники в начале ее развития был опыт производства полупроводниковых приборов, в функциональной микроэлектронике используется весь арсенал технологических методов и средств современной микроэлектроники.
3.2. Технология полупроводниковых интегральных микросхем
3.2.1. Общая характеристика технологического процесса
Особенности производства ИМС. В зависимости от структуры ИМС и конструкции корпуса общее количество операций технологического процесса может достигать 200. Процесс охватывает разнообразные по физическим принципам, методам контроля и технологическому оснащению методы обработки, причем характер связей между отдельными операциями во времени и пространстве также весьма различен. Таким образом, процесс производства ИМС представляет собой систему, оптимальная организация которой имеет первостепенное значение для ее эффективного функционирования. Изменения в процессе производства, связанные, например, с изменением структуры ИМС, увеличением диаметра полупроводниковых пластин, увеличением выхода годных ИМС, изменением объема выпуска ИМС и т. д., различным образом влияют на отдельные стадии производства ИМС. При этом с учетом непрерывного прогресса микроэлектроники организация производства ИМС по предметно-замкнутому принципу не является эффективной даже в условиях массового производства.
По своему назначению и месту, занимаемому в общем процессе производства ИМС, все операции объединяются в самостоятельные (частные) технологические процессы, которые, в свою очередь, могут быть подразделены на три группы (рис. 9).
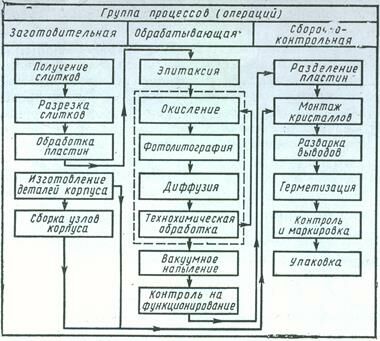
Рис. 9. Классификация частных технологических процессов производства полупроводниковых ИМС
Первая группа включает заготовительные процессы, имеющие целью получение монокристаллических полупроводниковых слитков определенного типа электропроводности и заданного удельного сопротивления, резку слитков на пластины, обработку их поверхностей с заданной микро- и макрогеометрией, а также качеством поверхностного слоя, изготовление отдельных деталей и узлов корпуса ИМС.
Вторая группа процессов — обрабатывающая — объединяет все операции, необходимые для формирования структур ИМС в групповых пластинах и их контроля на функционирование. Сюда входят процессы окисления, диффузии примесей, эпитаксии, ионной имплантации, вакуумного напыления, фотолитографии, технохимической обработки.
В третью группу процессов — сборочно-контрольную - входят разделение групповой пластины на отдельные кристаллы, монтаж кристаллов в корпусах, разварка выводов, герметизация, контроль и классификация, механические и климатические испытания, окраска, маркировка и упаковка.
Из схемы видно, что первая группа процессов является обеспечивающей для процессов второй и третьей групп и по своему характеру близка к приборостроительному производству. Специфичность методов обработки и оборудования этой группы, а также независимость их от конкретной структуры ИМС делает целесообразным передачу заготовительных процессов специализированным предприятиям, связанным с предприятиями, составляющими вторую и третью группы процессов, по линии кооперации.
Третья группа процессов также характеризуется специфическими методами обработки и оборудованием, но имеет более тесную связь с процессами второй группы. В большинстве случаев целесообразной формой организации процессов третьей группы является создание специализированных цехов или участков (в зависимости от масштабов производства) в пределах одного предприятия.
Наиболее полно особенности структуры ИМС и главные черты интегральной технологии отражаются второй группой процессов. Несмотря на разнообразие физико-химических принципов, лежащих в основе процессов этой группы, их объединяет ряд характерных признаков, требующих концентрации этих процессов на различных участках одного предприятия. Важнейшие из этих признаков следующие:
1) взаимосвязь производственных участков, обусловленная цикличностью технологического процесса (групповые пластины многократно возвращаются на участки для формирования очередного слоя);
2) ограниченное время межоперационного хранения групповых пластин;
3) высокие требования к производственной гигиене (1-2-й классы помещений по климатическим параметрам и 1-2-й классы по запыленности воздушной среды).
Характер и последовательность операций, составляющих процессы второй группы, полностью определяются типом структуры ИМС. Режимы обработки на отдельных операциях зависят от толщины и. электрофизических свойств слоев и областей структуры.
Типы структур ИМС. При сравнительной оценке различных типов структур целесообразно учитывать ряд конструктивно-технологических показателей:
1) качество межэлементной изоляции, которое можно характеризовать удельной емкостью (пФ/мкм2);
2) площадь, занимаемую типичным функциональным элементом ИМС-вентилем;
3) количество циклов избирательного легирования;
4) количество циклов фотолитографии.
Среди планарных структур, в которых использованы биполярные транзисторы, исторически более ранней является диффузионно-планарная структура (см. рис. 1). Функции изоляции в ней выполняют р-n-переходы, ограничивающие области отдельных элементов и смещенные в обратном направлении. Для получения обратного смещения в области подложки, разделяющей элементы, формируется омический контакт, связанный с наиболее низким потенциалом источника питания, а к изолирующим областям резисторов с помощью контактов подводится высокий потенциал.
В качестве исходной заготовки используют пластину монокристаллического кремния, равномерно легированного акцепторной примесью (дырочная электропроводность). После того как на заготовку нанесен слой окиси кремния SiO2, методом фотолитографии (рис. 10) в этом слое избирательно вытравливают участки прямоугольной формы и через образовавшиеся окна путем термической диффузии вводят атомы примеси-донора. Процесс диффузии совмещают с термическим окислением кремния, в результате которого на поверхности вновь образуется сплошной слой окисла. Таким образом, одновременно создаются коллекторные области всех транзисторов, а также изолирующие области всех диодов и резисторов для всех кристаллов групповой пластины. Вторичным вскрытием окон меньших размеров в окисле и последующей диффузией примеси-акцептора формируют р-области, выполняющие роль базовых областей транзисторов, анодов диодов и резисторов. В результате очередного (третьего) цикла фотолитографии, диффузии и окисления получают области эмиттеров, катоды диодов, а также высоколегированные области для последующего создания омических контактов к высокоомным коллекторным и изолирующим областям.
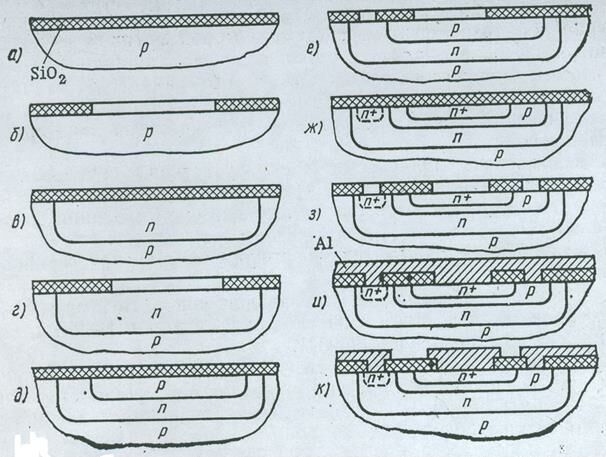
Рис. 10. Последовательность формирования диффузионно-планарной структуры:
а — исходная пластина;
б, г, е — вскрытие окон в окисле перед диффузией примеси в коллекторные, базовые и эмиттерные области соответственно;
в, д, ж — диффузия примеси в коллекторные, базовые и эмиттерные области соответственно и окисление поверхности;
з — вскрытие окон под контакты к диффузионным областям;
и — металлизация поверхности;
к — избирательное травление металлической пленки и образование межсоединений.
Для создания межэлементных связей в слое окисла вновь вскрывают окна и плоскость пластины покрывают сплошной металлической пленкой (обычно алюминиевой). При этом в местах, свободных от окисла, образуется контакт с соответствующими областями кремния. Заключительный цикл фотолитографии (по пленке алюминия) позволяет создать систему межсоединений, а также контакты по периферии кристаллов. Эти контакты будут использованы для коммутации кристаллов с внешними выводами корпуса.
Планарный транзистор (независимо от типа структуры) имеет коллекторный контакт в одной плоскости с базовым и эмиттерным контактами. Вследствие этого коллекторный ток преодолевает протяженный горизонтальный участок дна коллекторной области (под дном базы), имеющий малые поперечные размеры.
В диффузионном коллекторе концентрация активной примеси распределена по глубине неравномерно: она максимальна на поверхности и равна нулю — на дне коллектора, — поэтому слой коллектора под базой имеет высокое сопротивление, что увеличивает напряжение насыщения и время переключения транзистора.
Равномерное распределение примеси по толщине коллектора может быть получено с помощью процесса эпитаксиального наращивания кремния с дозированным количеством донорной примеси. Такой процесс применяют для создания эпитаксиально-планарной структуры.
Чтобы получить простейшую эпитаксиально-планарную структуру, в качестве исходной заготовки по-прежнему надо использовать монокристаллическую пластину кремния, равномерно легированную акцепторной примесью. Для нанесения эпитаксиального слоя на одну из сторон пластины ее освобождают окисла и тщательно очищают (рис. 11), после чего проводят осаждение монокристаллического слоя кремния n-типа. Далее поверхность пластины окисляют и методом фотолитографии вскрывают окна в виде узких замкнутых дорожек, соответствующих контуру коллекторных и изолирующих областей ИМС. Проводя через окна диффузию акцепторной примеси до смыкания ее с р-областью, получают таким образом изолированные друг от друга островки равномерно легированного эпитаксиального n-кремния. Рассмотренный процесс диффузии называют изолирующей или разделительной диффузией. В полученной на данной стадии заготовке (рис. 11) в дальнейшем формируют базовые и эмиттерные области (диффузионным методом), а также контакты и межсоединения (так же как в диффузионно-планарной структуре).
Концентрация легирующей примеси в эпитаксиальных пленках может изменяться в широких пределах. Однако с повышением концентрации примеси в эпитаксиальном коллекторе снижается пробивное напряжение перехода база – коллектор (рис. 12).
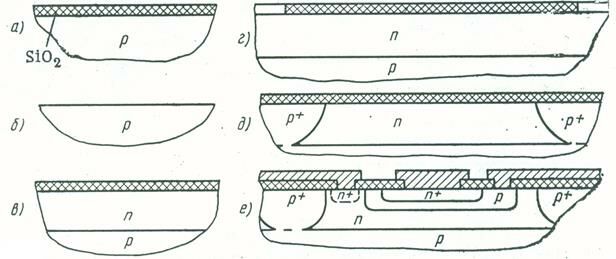
Рис. 11. Последовательность формирования эпитаксиально-планарной структуры:
а — исходная пластина;
б — стравливание окисла, подготовка поверхности;
в — эпитаксиальное наращивание n-слоя, окисление поверхности;
г — вскрытие окон в окисле под изолирующую (разделительную) диффузию примеси;
д — диффузия акцепторной примеси, окисление поверхности;
е — готовая структура после формирования диффузионных базовых и эмиттерных областей, а также получения межсоединений.
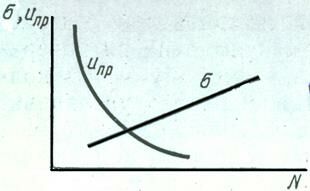
Рис. 12. Характер зависимости проводимости s эпитаксиального слоя и напряжения пробоя uпр перехода от концентрации легирующей примеси N
Компромиссное решение удается получить в эпитаксиально-планарной структуре со скрытым слоем (рис. 13). Здесь эпитаксиальный коллектор легируют умеренно (необходимую концентрацию примеси рассчитывают из условия пробоя перехода база — коллектор), а малое сопротивление коллектора обеспечивают параллельно включенным скрытым слоем (n+), имеющим высокую концентрацию примеси.
Начальные стадии технологического процесса получения эпитаксиально-планарной структуры со скрытым слоем приведены на рис. 13. В поверхностном окисном слое пластины р-типа вскрываются окна, через которые проводят диффузию примеси с высокой концентрацией. Для того чтобы избежать значительного проникновения примеси в эпитаксиальный коллектор при последующих циклах высокотемпературной обработки (разделительная диффузия, базовая диффузия и т. д.), подбирают примесь с малым коэффициентом диффузии (например, мышьяк). Далее поверхность освобождают от окисла и наращивают эпитаксиальный слой кремния n-типа. После окисления поверхности процесс обработки протекает по той же схеме, что и для структуры без скрытого слоя.
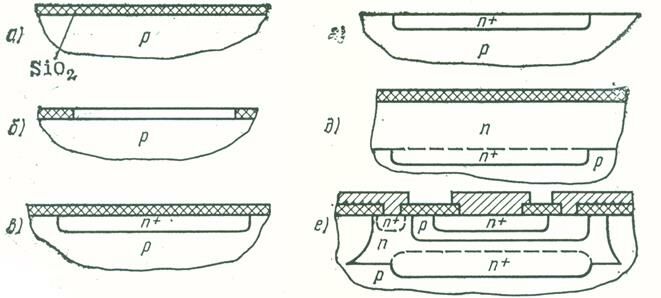
Рис. 13. Последовательность формирования эпитаксиально-планарной структуры со скрытым n+-слоем:
а — исходная пластина;
б — вскрытие окон под диффузию скрытого слоя;
в — диффузия n+-примеси, окисление поверхности;
г — стравливание окисла, подготовка поверхности;
д —эпитаксиальное наращивание n-слоя, окисление поверхности;
е — готовая структура после разделительной диффузии, формирования базовых и эмиттерных областей, а также межсоединений
Для И²Л-структуры (см. рис. 6) используют описанные ранее технологические приемы обработки, последовательность которых нетрудно установить.
В диффузионно- и эпитаксиально-планарных структурах межэлементная изоляция обеспечивается, как было отмечено ранее, обратносмещенными переходами. Напряжение смещения, однако, не велико и ограничено единицами вольт (напряжение питания). Такие переходы обладают заметными токами утечки и емкостями. В результате уменьшается быстродействие схемы, а расстояние между элементами приходится делать значительным. Наилучшую электрическую развязку элементов обеспечивает структура с диэлектрической изоляцией (рис. 14). В такой структуре каждый элемент размещен в своеобразном «кармане», который представляет собой область монокристаллического кремния, ограниченную слоем окиси кремния. При этом расстояние между элементами может быть уменьшено до 8—10 мкм.
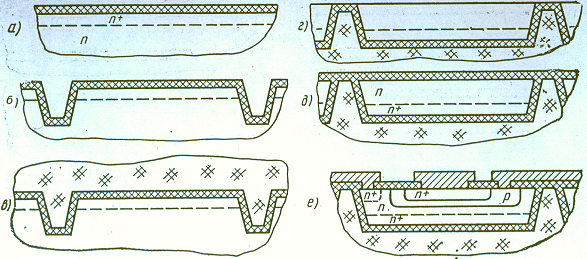
Рис. 14. Последовательность формирования изолированных
областей в структуре с диэлектрической изоляцией:
а — исходная пластина;
б — избирательное травление окисла, глубокое травление кремния, окисление поверхности;
в — осаждение поликристаллического кремния;
г — шлифование в полирование обратной стороны пластины;
д — окисление поверхности;
е — готовая структура после базовой и эмиттерной диффузии и получения межсоединений
На рис. 14 представлена последовательность формирования структуры с диэлектрической изоляцией. В исходной пластине кремния n-типа методом фотолитографии вытравливают участки окиси кремния, а затем и кремния по контуру будущих элементов. В результате образуются канавки по замкнутому контуру. Полученную рельефную поверхность окисляют. Далее эту поверхность покрывают толстым слоем кремния методом осаждения. Вследствие дезориентирующего влияния окисного слоя осажденный кремний имеет поликристаллическую структуру и служит конструкционным основанием будущей ИМС. Обратную сторону шлифуют, удаляя монокристаллический слой до вскрытия окиси кремния по границам областей, и производят доводку (для удаления нарушенного слоя). После протравливания и отмывки поверхности ее окисляют. Далее в образовавшихся изолированных областях монокристаллического кремния л-типа диффузионным методом формируют элементы (базовые области, резисторы, эмиттеры, области под контакты). Обычным путем получают и межсоединения на поверхности пластины. Если исходная пластина содержит эпитаксиальный n+-слой, то транзисторы получаются со скрытым слоем.
Структуры с диэлектрической изоляцией характеризуются высокой трудоемкостью главным образом из-за необходимости шлифования и полирования подложек. Нарушение монолитности подложки (толстый слой поликристаллического кремния) вызывает внутренние механические напряжения, которые приводят к короблению пластины после снятия монокристаллического слоя. Коробление пластины, в свою очередь, затрудняет или делает невозможным использование фотолитографии.
Все это обусловило поиск комбинированных методов изоляции элементов ИМС. На рис. 15, е представлена изопланарная структура транзистора, в которой донная часть 2 коллектора изолирована от монокристаллической пластины р-n-переходом, а боковая 1 - толстым слоем окисла, полученным сквозным локальным окислением эпитаксиального слоя. По существу эта структура аналогична эпитаксиально-планарной, при изготовлении которой разделительная диффузия заменена сквозным окислением.
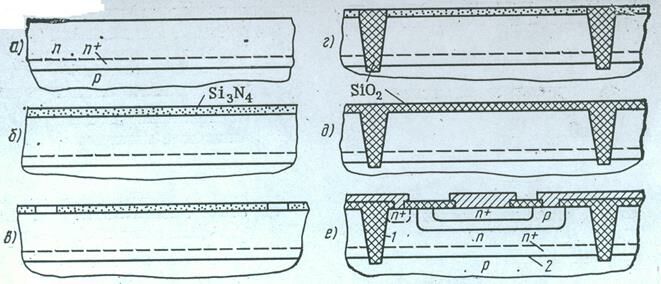
Рис. 15. Последовательность формирования
изолированных областей в изопланарной структуре:
а — пластина с эпитаксиальным и скрытым слоями;
б — нанесение слоя нитрида кремния;
в — избирательное травление нитрида кремния по контуру будущих элементов;
г — глубокое окисление кремния;
д — стравливание нитрида кремния и окисление поверхности;
е — готовая структура после формирования базовых и эмиттерных областей, а также межсоединений
Начальные стадии процесса получения изопланарной структуры следующие (рис. 15). На поверхность пластины, содержащей эпитаксиальные n+- и n-слои, осаждают (из газовой фазы) слой нитрида кремния Si3N4. Методом фотолитографии в этом слое образуют защитную маску с окнами по контуру коллекторных областей. В процессе окисления нитридная маска сохраняется. Затем ее стравливают и всю поверхность окисляют. Далее проводят диффузию для формирования базы и эмиттера, формируют контактные окна и межсоединения.
Технологическим недостатком изопланарной структуры является необходимость длительного окисления для образования разделительных областей SiO2, что может вызвать нежелательное перераспределение примеси из скрытого слоя в эпитаксиальный коллектор. Для сокращения времени, затрачиваемого на окисление, уменьшают толщину эпитаксиального слоя и соответственно базы и эмиттера. На практике изопланарный процесс возможно осуществить при толщине эпитаксиального слоя не более 3—4 мкм.
Усовершенствованным вариантом рассмотренной структуры является структура с изолирующими V-канавками (рис. 16, е). При ее формировании вместо сквозного окисления проводят сквозное протравливание эпитаксиального слоя с последующим окислением полученных канавок и заполнением их поликристаллическим кремнием. Такая структура получила название полипланарной.
На начальных этапах получения полипланарной структуры (рис. 16) заготовку с предварительно сформированными n+- и n-эпитаксиальными слоями окисляют. Затем методом фотолитографии в слое окисла вскрывают окна, замкнутые по контуру будущих элементов. Далее методом анизотропного травления получают канавки строго определенной (V-образной) формы. Ширина канавки l и ее глубина d связаны соотношением l/d=1,41. Для надежного разделения элементов ИМС глубина канавки должна быть немного больше толщины эпитаксиального слоя. При использовании специального травителя бокового подтравливания практически не происходит.
Затем поверхность окисляют и на ней осаждают кремний (поликристаллический). Слой кремния должен иметь минимальную толщину, необходимую для полного заращивания всех канавок. Путем шлифования с последующим полированием снимают излишки кремния до вскрытия окисной пленки. После окисления поверхности окончательно формируют структуру транзисторов и других элементов ИМС.
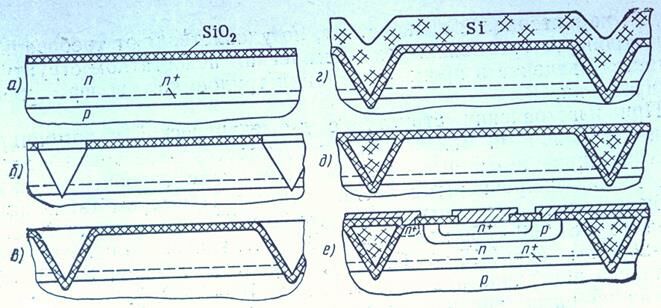
Рис. 1. Последовательность формирования
изолированных областей в полипланарной структуре:
а — пластина с эпитаксиальным и скрытым слоями, покрытая окисью кремния;
б — избирательное травление окиси кремния и анизотропное травление кремния;
в — стравливание окиси и окисление всей поверхности;
г — осаждение поликристаллического кремния;
д — шлифование, полирование и окисление поверхности;
е — готовая структура после формирования базовых и эмиттерных областей, а также межсоединений
Специфическим недостатком описанной структуры является необходимость применять пластины с ориентацией по плоскостям {100}, которые не являются наилучшими с точки зрения электрических характеристик транзистора, но удовлетворяют требованиям анизотропного травления. Технологическим недостатком структуры является введение в процесс операций трудоемкого шлифования и полирования.
При изготовлении структур с диэлектрической и комбинированной изоляциями можно применять пластины–заготовки с заранее сформированным сплошным скрытым слоем, серийно выпускаемые специализированными предприятиями. Примером таких заготовок являются пластины диаметром 60 и 75 мм с толщиной основания из р-Si 300—550 мкм (ρ=10 Ом∙см), эпитаксиального n-слоя 2,5–20 мкм (р=0,15…7 Ом∙см), скрытого n+-слоя 3–15 мкм (удельное поверхностное сопротивление 10–50 Ом).
Анализ рассмотренных структур на биполярных транзисторах позволяет сделать вывод, что их развитие привело к созданию совершенной изоляции, возможности более компактного размещения элементов ИМС и в конечном счете к улучшению электрических характеристик, в частности к повышению быстродействия. При этом площадь транзистора, а следовательно, и типового элемента — вентиля практически не изменилась. Особый случай представляет структура И²Л, в которой резисторы, занимающие обычно большую площадь, заменены транзисторами, что позволило уменьшить размеры вентиля.
Существенное уменьшение площади под вентиль с одновременным упрощением технологии имеет место при использовании структур «металл — диэлектрик — полупроводник» (МДП-структуры). Основным элементом функциональных схем на МДП-структурах является МДП-транзистор с индуцированным каналом n- или р-типа.
МДП-транзистор имеет симметричную структуру (рис. 17, е), включающую область истока, область стока и изолированный затвор, с помощью которого можно индуцировать канал и управлять его проводимостью. Так как переходы, ограничивающие области истоков и стоков, всегда смещены в обратном направлении и перенос основных носителей заряда происходит в тонком приповерхностном слое полупроводника между истоком и стоком каждого транзистора, то дополнительных мер для взаимной изоляции приборов с одноименным типом электропроводности канала не требуется. Во избежание образования паразитных каналов вводят охранные (каналоограничивающие) области.
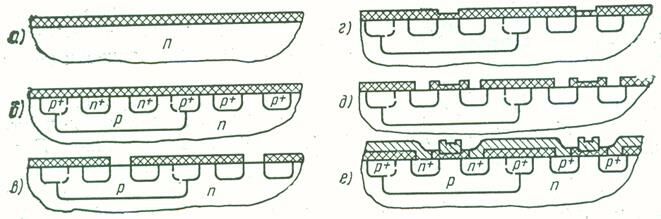
Рис. 17. Последовательность формирования КМДП-структуры:
а — исходная пластина;
б — последовательное получение р-, р+ и n+-областей методом диффузии;
в — избирательное травление SiO2;
г — термическое окисление кремния (получение подзатворного диэлектрика);
д — избирательное травление SiO2 под контакты к истокам и стокам;
е — готовая структура после получения межсоединений
Структура, содержащая МДП–транзисторы обоих типов, позволяет на 2–3 порядка по сравнению с n– или р–МДП–структурами снизить мощность, потребляемую устройством в статическом режиме (что важно для систем с ограниченным ресурсом питания). Такие структуры получили название структур на дополняющих МДП-транзисторах или комплементарных МДП-структур (КМДП-структуры).
Для взаимной изоляции МДП-транзисторов n- и р-типа в КМДП-структуре необходимо сформировать дополнительную область. Из технологических соображений целесообразно КМДП-структуры формировать в пластине n-типа и все приборы с n-каналами объединять в одной р-области.
Последовательность получения КМДП-структуры представлена на рис. 17. Методом диффузии формируют р-область, далее р+-области истоков и стоков р-канальных приборов, а также охранные области, а затем в р-области — n+-области истоков и стоков n-канальных приборов. Для формирования областей затворов методом фотолитографии вытравливают участки SiO2, а затем методом термического окисления кремния получают в них тонкие слои SiO2 расчетной толщины (диэлектрик под будущим затвором). Далее вскрывают в окисле окна под контакты и формируют межсоединения (включая затворы).
Полная изоляция МДП-транзисторов обеспечивается при формировании их в виде островков на монокристаллической изолирующей пластине (рис. 18, д). В качестве изолирующей пластины обычно используют синтетический сапфир, имеющий достаточно хорошее кристаллографическое сопряжение с кремнием. Поэтому эти структуры получили название «структур кремний на сапфире» или сокращенно КНС. Эпитаксиально выращенный на сапфире кремний имеет высокую плотность структурных нарушений (дислокации), что заметно снижает подвижность носителей заряда. Вследствие этого структуры на биполярных транзисторах оказались не эффективными и наиболее широкое применение нашли МДП-КНС-структуры, особенно КМПД-КНС-структуры. В отличие от структур, изолированных р-n-переходом, когда используется высокоомная (слаболегированная) пластина, структуры на изолирующей пластине устойчивы к температурным и радиационным воздействиям.
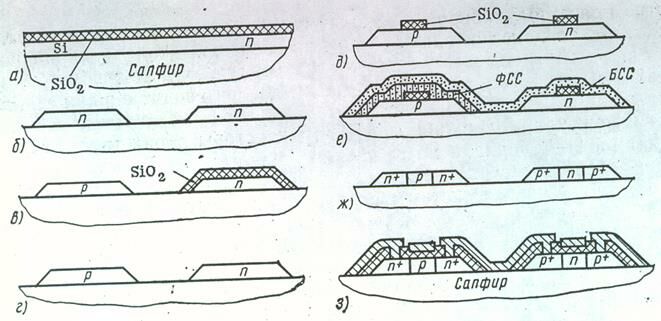
Рис. 18. Последовательность формирования КМДП-КНС-структуры:
а — исходная пластина «сапфир — эпитаксиальный кремний — окись кремния»;
б — избирательное анизотропное травление кремния с помощью оксидной маски (образование островков);
в — избирательная диффузия акцепторной примеси;
г — снятие маски с островков;
д — маскирование островков с помощью SiO2;
е — избирательное покрытие фосфорсиликатным стеклом (ФСС) р-островков и общее покрытие боросиликатным стеклом (БСС);
ж — структура после диффузии примесей и стравливания БСС, ФСС и SiO2;
з — готовая структура после нанесения SiO2 и формирования межсоединений
В процессе формирования КМДП-КНС-структуры (рис. 18) методом эпитаксиального наращивания (процесс гетероэпитаксии) создают сплошной слой высокоомного n-Si. После маскирования окисью кремния и анизотропного травления получают отдельные изолированные островки n-Si. Проведя повторное маскирование окисью кремния, методом диффузии часть островков легируют акцепторной примесью на всю глубину, превращая их в островки р-Si. Предварительно защитив маской из окиси кремния участки будущих каналов, избирательно покрывают р-островки фосфоро-силикатным (SiO2*P2O5), а n-островки — боросиликатным (SiO2*B2O3) стеклами. Последующим нагревом диффундируют донорную (Р) и акцепторную (В) примеси из легированных стекол в области стоков и истоков. В дальнейшем стекло и участки SiO2 стравливают, наносят слой окиси кремния, вытравливают участки окисла под затвор, выращивают тонкий слой диэлектрика и формируют затворы, а также межсоединения. Гетероэпитаксиальные слои, полученные в таких структурах, имеют небольшую толщину (~1мкм), что обусловлено относительным несовершенством кристаллической структуры, выращиваемой на сапфире: с увеличением толщины пленки плотность дислокации увеличивается.
МДП-приборы, в которых в качестве канала используется тонкий приповерхностный слой, вполне могут быть реализованы в тонких эпитаксиальных слоях порядка десятых долей микрометра. Однако тонкие эпитаксиальные слои практически исключают возможность многократного образования окиси кремния за счет термического окисления, так как толщина слоя SiO2, необходимого для защиты при термической диффузии, соизмерима с толщиной такого эпитаксиального слоя. Поэтому обычно слои окиси кремния получают методом осаждения из газовой фазы, что, кстати, позволяет использовать относительно низкие температуры.
Для производства КМДП ИМС на основе КНС целесообразно применять сапфировые пластины с эпитаксиальным слоем кремния, выпускаемые специализированными предприятиями. Слой кремния n-типа имеет ориентацию {100} и толщину 0,6; 0,8 и 1,2 мкм; подвижность носителей в гетероэпитаксиальном слое толщиной 1,2 мкм не менее 300 см2/(В-с).
Сравнительная характеристика рассмотренных структур приведена в табл. 1. Описанные структуры не исчерпывают всех типов и модификаций, которые используются в серийном производстве ИМС или исследуются как перспективные.
Табл. 1. Сравнительная характеристика некоторых типов структур ИМС
| Основные типы структур микросхем | Емкость изоляции 10-4, пФ/мкм² | Площадь на один вентиль, мм² | Число циклов избирательного легирования | Число циклов литографии |
| Диффузионно-планарная | 2 | 0,025 | 3 | 5 |
| Эпитаксиально-планарная | ||||
| без скрытого слоя | 1,5 | 0,025 | 3 | 5 |
| со скрытым слоем | 1.5 | 0.02 | 4 | 6 |
| С инжекционным питанием (И²Л) | 1 | 0,003 | 3 | 5 |
| С диэлектрической изоляцией | 0,03 | 0,02 | 2 | 5 |
| Изопланарная | 0,2 | 0.02 | 2 | 5 |
| Полипланарная | 0,15 | 0,02 | 2 | 5 |
| n-МДП | 1,5 | 0,0036 | 2 | 5 |
| р-МДП | 1,5 | 0,0068 | 2 | 5 |
| КМДП | 1,5 | 0.012 | 3 | 6 |
| КМДП-КНС | 0,002 | 0,01 | 3 | 8 |
Требования к кремниевым пластинам. Групповая кремниевая заготовка всегда представляет собой круглую плоскопараллельную пластину диаметром до 150 мм и толщиной (в зависимости от диаметра) до 1 мм. Последующие термическая и фотолитографическая обработки для создания структур ИМС обусловливают определенные требования, предъявляемые к геометрическим и структурным параметрам пластин:
1) необходимо, чтобы пластины имели совершенную кристаллическую решетку как по объему, так и в поверхностном слое, так как нарушения структуры в поверхностном слое, будучи следствием механической обработки, могут вызвать появление дефектов (дислокации, дефектов упаковки) в эпитаксиальном слое или исказить фронт диффузии. Плотность дислокации должна быть не более 10 см-2;
2) шероховатость поверхности пластины должна быть не ниже 14б—14в классов (Rz=0,05…0,032 мкм). Высота микронеровностей — в несколько раз меньше толщины пленки фоторезиста, наносимого на этапе фотолитографии: это уменьшает вероятность появления локальных дефектов вытравленного рисунка;
3) прогиб пластин должен быть не более 8 — 10 мкм. Прогиб обычно обусловлен разностью остаточных напряжений на сторонах пластины и проявляется после разрезания слитка на пластины. Возникающий в результате зазор между пластиной и фотошаблоном при контактной фотолитографии приводит к дифракции света и искажению рисунка фотомаски. При эпитаксиальном наращивании неплотный контакт подложки с нагревателем приводит к неравномерному ее нагреву и соответственно к неодинаковым свойствам эпитаксиального слоя в пределах пластины;
4) неплоскостность и неплоскопараллельность (клиновидность) пластин должна быть выдержана в пределах ±10 мкм. Влияние этих параметров такое же, как и прогиба;
5) разориентация поверхности относительно заданной кристаллографической плоскости должна быть не хуже ±1°. Кристаллографическая ориентация определяет скорость эпитаксии, диффузии, окисления, травления и, следовательно, воспроизводимость результатов этих процессов. Перед разрезкой на пластины монокристаллический слиток должен быть достаточно точно ориентирован относительно режущего инструмента;
6) разнотолщинность пластин в пределах партии не должна превышать ±(5…8) мкм, отклонение по диаметру ±0,5 мм. Эти параметры обеспечивают идентичность геометрии пластин при многоместной их обработке в газовых потоках (эпитаксия, диффузия, окисление и т. п.) и определяют воспроизводимость результатов в пределах партии. Идентичность геометрии облегчает также автоматизацию подачи и ориентирования пластин при выполнении некоторых операций;
7) пластины должны иметь технологические элементы: базовый срез и фаску. Базовый срез указывает направление наивыгоднейшего расположения кристаллов с точки зрения качества разделения пластины, получения канавок заданного профиля при анизотропном травлении. На втором и последующих циклах совмещения с фотошаблоном он служит ориентиром для правильной установки пластины. Базовый срез образуется в результате снятия лыски с цилиндрического слитка и последующей разрезки его на пластины.
Фаска по контуру подложки повышает качество выполнения ряда операций. В частности, на операциях эпитаксиального наращивания и нанесения фотослоя центрифугированием уменьшаются размеры (или полностью исключается образование) краевого валика, что обеспечивает более плотное прилегание фотошаблона к пластине.
Схема технологического процесса. На рис. 19 представлена укрупненная схема технологического процесса производства ИМС на примере эпитаксиально-планарной структуры со скрытым слоем (с транзисторами n-р-n-типа). Отдельные этапы технологического процесса — фотолитография, диффузия, контроль и испытания — включают от 3 до 10 операций, выполняемых по типовым операционным процессам и технологическим инструкциям. Например, каждый этап диффузии, указанный на схеме, в действительности состоит из предварительного внедрения примеси в поверхностный слой, снятия окисла, измерения поверхностного сопротивления и глубины диффузионного слоя на контрольной пластине, перераспределения примеси (с одновременным окислением), контроля вольт-амперных характеристик перехода (на контрольной пластине). Таким образом, общее число операций изготовления ИМС (без учета заготовительного этапа получения пластины) приблизительно равно 150, а продолжительность полного цикла обработки составляет около 100 ч.
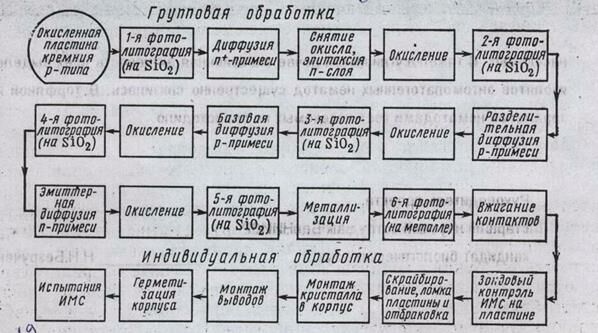
Рис. 19. Схема технологического процесса изготовления — ИМС
эпитаксиально-планарной структуры со скрытым слоем
Из схемы видно, что основная часть технологического процесса связана с получением структур в групповой пластине. Цикл групповых процессов обработки ИМС заканчивается получением межсоединений на поверхности групповой пластины. Межоперационный контроль параметров диффузионных и эпитаксиальных слоев, выполняемый на контрольных пластинах, имеет целью слежение за стабильностью технологического процесса и корректировку режимов обработки (температуры, концентрации, времени) в случае недопустимых отклонений. По данным межоперационного контроля партия пластин может оказаться забракованной и снятой с дальнейшей обработки.
При нормальном протекании процесса часть кристаллов в составе групповой пластины оказываются дефектными, например, из-за проколов в защитных масках. Принцип интегральной технологии исключает возможность обнаружения дефектных ячеек на ранних стадиях формирования структур. Лишь на завершающем этапе групповой обработки — получения межсоединений и периферийных контактов — становится возможным контроль ИМС на правильность функционирования. Начиная с этой контрольной операции дальнейшая обработка может быть групповой либо индивидуальной.
Зондовый контроль осуществляется на автоматических установках путем перемещения групповой пластины под головкой, несущей контактные щупы (зонды), с шагом, соответствующим размерам ячейки, и последовательного контактирования зондов с периферийными контактами каждой ячейки. При наличии годной ячейки вырабатывается сигнал на очередное перемещение на шаг, в противном случае — сигнал на маркировочное устройство, наносящее цветную метку на дефектную ячейку. В дальнейшем на групповой пластине наносятся риски по границам ячеек (операция скрайбирования), пластина разламывается на отдельные ячейки-кристаллы и дефектные кристаллы (несущие метку) отбраковываются.
Монтаж кристалла в полых корпусах сводится к его установке и фиксации с помощью приклеивания или пайки на основании корпуса, а в сплошных (полимерных) корпусах — на промежуточном носителе. Затем периферийные контакты кристалла соединяют с внешними выводами корпуса. Способ монтажа выводов, так же как и способ герметизации ИМС (пайка, сварка, заливка и др.), зависят от конструкции корпуса. Монтажно-сборочные операции чередуются с межоперационным контролем, имеющим цель не пропустить бракованные изделия на дальнейшую обработку и выявить нарушения в технологическом процессе. На завершающем этапе производятся электрический контроль ИМС по статическим и динамическим параметрам, их классификация и маркировка, а также выборочные механические и климатические испытания.
Основную часть производственного цикла по длительности составляют этапы формирования структуры ИМС. Однако групповая обработка, а также возможность многоместной обработки (одновременно нескольких групповых пластин) на ряде операций (диффузия, эпитаксия, окисление, химическая обработка) снижают трудоемкость в пересчете на одну ИМС, поэтому особое внимание должно быть обращено на снижение трудоемкости операций индивидульной обработки. На этой стадии процесса производства необходимо использовать автоматические средства сборки и контроля, что, в свою очередь, требует разработки конструкций корпусов, допускающих возможность применения группового контактирования, многоместной обработки при установке кристалла и герметизации, автоматической подачи и ориентации изделий при сборке и электрическом контроле и других прогрессивных технологических методов.
Экономическая целесообразность автоматизации операций данной группы подкрепляется единообразием технологических операций и применяемого оборудования, которые для определенной конструкции корпуса практически не зависят от структуры ИМС и ее функционального назначения. На этом основании может оказаться эффективным выделение процессов третьей группы в специализированные предприятия.
Микроклимат и производственная гигиена. Исключительно важное значение для обеспечения высокого процента выхода годных ИМС и воспроизводимости их параметров имеют стабильность климатических условий производства, а также высокая чистота производственной атмосферы, технологических газов и жидкостей в сочетании с использованием сверхчистых основных материалов (полупроводниковых, легирующих, изолирующих и др.).
К климатическим параметрам производственных помещений относят температуру и влажность, совокупность которых определяет понятие микроклимата. Определенная и стабильная температура необходима прежде всего для фотолитографических операций и операций, связанных с изготовлением фотошаблонов. В условиях жестких требований к точности элементов топологического слоя ИМС (десятые и сотые доли микрометра) существенным является стабильность линейных размеров пластины, фотошаблона и элементов технологической установки для совмещения и экспонирования. Аналогичные требования имеют место при изготовлении фотооригиналов, при фотосъемках и других операциях по изготовлению фотошаблонов.
Для ряда технологических процессов (диффузия, эпитаксия и др.) требуется рабочая температура 800-1200°С, стабилизированная с точностью до десятых долей градуса. Создание определенных условий теплообмена технологического оборудования с окружающей средой облегчает задачу поддержания рабочей температуры процесса в этих пределах. Наконец, стабилизация температуры помещений обеспечивает высокую точность измерений при межоперационном контроле и окончательных электрических испытаниях ИМС.
Из-за влажности воздуха производственных помещений происходит адсорбция паров воды поверхностью пластин, кристаллов, а также элементами рабочих объемов технологических установок, что при нагреве может приводить к образованию нежелательных окислов. Следует отметить, что адсорбция паров воды поверхностью изделий происходит более активно, чем кислорода воздуха, вследствие малых размеров молекул воды, поэтому влажность в производственных помещениях должна быть минимальной (но не ниже 30 %, установленных санитарными нормами). По температурно-влажностным параметрам соответствующим отраслевым стандартом устанавливается три класса производственных помещений (табл. 2).
Табл. 2 - Параметры воздушной среды производственных помещений (по ОСТ 4.091.172—81)
| Характеристика воздушной среды | Класс помещения | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Температура, °С | летом | 22±0,5 | 20±1 | 20±2 | По ГОСТ 12.1.005-76 |
| зимой | 22±0,5 | 23±1 | 23±2 | ||
| Относительная влажность, % | 45±5 | 50±5 | 50±10 | ||
| Максимальное число частиц размером ≥0,5мкм на 1 л воздуха | 4 | 35 | 350 | 1000 | 3500 |
Производственная гигиена — комплекс технологических и организационно-технических мероприятий, направленных на обеспечение чистоты воздушной среды производственных помещений и чистоты технологических сред и имеющих целью повышение качества выпускаемых изделий.
С точки зрения производственной гигиены воздушная среда производственного помещения характеризуется запыленностью. Присутствие в воздухе механических частиц — аэрозолей является одной из причин появления проколов в защитном слое окисла и выхода из строя элементов и ИМС в целом. Частицы пыли, осевшие на поверхности готовых структур, могут привести к пробоям и коротким замыканиям при электрических испытаниях ИМС или ее эксплуатации.
Запыленность воздушной среды принято оценивать количеством частиц размером не менее 0,5 мкм, приходящихся на единицу объема (1 л или 1 м3). По степени запыленности производственные помещения (или ограниченные рабочие объемы) подразделяют на пять классов (табл. 2).
Для обеспечения обеспыленности производственной воздушной среды предприятия микроэлектронного производства стараются размещать в зеленых зонах вдали от других промышленных предприятий. Для промышленных зданий и помещений используются материалы, легко поддающиеся очистке и не загрязняющие окружающий воздух. Перед подачей в помещения воздух проходит специальную систему фильтрации, а производственные помещения оборудуются системами кондиционирования. Давление воздуха внутри зданий должно несколько превышать атмосферное для уменьшения самопроизвольного проникновения наружного воздуха (минуя фильтр и вентилятор). Особо тщательно оборудуются помещения 1-3-го классов, которые принято называть чистыми комнатами или гермозонами.
Чистая комната имеет рабочее помещение, где размещается технологическое оборудование и выполняются операции; гардеробные помещения для подготовки обслуживающего персонала к работе; переходные и обдувочные шлюзы; помещения для обработки приточного воздуха. Пример планирования чистой комнаты приведен на рис. 20. В чистых комнатах обеспечиваются не только определенные температура, влажность, запыленность, но и определенные скорость и направление перемещения воздуха, способствующие эффективному удалению пыли, образующейся при работе оборудования и движениях персонала.
Обеспечение необходимых требований по микроклимату и чистоте воздушной среды связано со значительными материальными затратами, поэтому целесообразно отдельные операции, к которым предъявляются единые требования, группировать в общем помещении. Рекомендуемые для различных операций классы микроклимата и чистоты производственных помещений приведены в таблице 3.
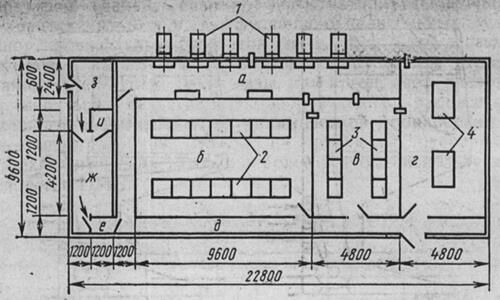
Рис. 20. Пример планировки помещений чистой комнаты:
а — участок диффузии;
б — участок фотолитографии;
в — участок химической обработки;
г — участок напыления;
д — коридор-шлюз;
е — обдувочный шлюз;
ж — гардероб чистой одежды;
з — гардероб общецеховой одежды;
и — туалетная комната;
1, 2, 3, 4 — оборудование для диффузии, фотолитографии, химической обработки и вакуумного напыления соответственно
Табл. 3. Классы производственных помещений и рабочих объемов для выполнения различных операций
| Наименование технологических операций | Класс помещения | Класс рабочего объема по запыленности | |
| Класс помещения | Класс рабочего объема по запыленности | Наименование технологических операций | |
| Фотолитографические | 1 | 3 | 1 |
| Вакуумное напыление | 3 | 2 | 2 |
| Химическая обработка пластин и подложек, окисление пластин, диффузия примесей | 3 | 3 | 2 |
| Скрайбирование и разделение пластин, монтаж кристалла в корпус, присоединение выводов | 3 | 5 | 5 |
| Герметизация и контроль герметичности, изготовление толстопленочных ИМС | 3 | 5 | - |
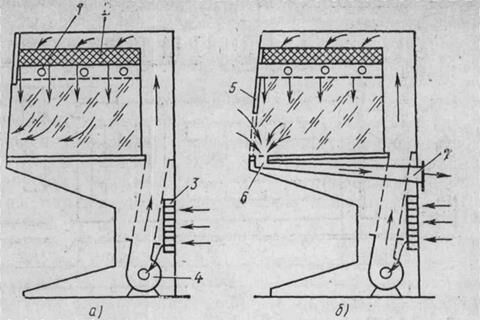
Рис. 21. Схемы рабочих боксов для операций без выделения (а)
и с выделением (б) продуктов химических реакций:
1 — лампы освещения;
2 — фильтр;
3 — воздухозаборная решетка с фильтром;
4 — вентилятор;
5 — подъемная стеклянная шторка;
6 — щель для отвода воздуха;
7 — патрубок для отвода воздуха
Достичь высокой степени обеспыленности проще в ограниченных, локальных рабочих объемах — боксах или скафандрах. На рис. 21 представлены некоторые варианты рабочих боксов. Внутри бокса может быть установлено то или иное технологическое оборудование небольших размеров (центрифуга для нанесения фотослоя, установка совмещения и экспонирования, установка для микросварки, установки межоперационного контроля, ванны для химической обработки и т. д.). Такой бокс может обслуживать и крупногабаритное оборудование, например диффузионную печь, а также служить для перегрузки пластин из герметичной цеховой тары. Оператор сообщается с рабочим объемом через лицевой проем при поднятой шторке. Достоинством боксов является возможность создать в них необходимую для выполнения операции среду (воздух высокой степени осушенности, заполнение инертным газом и т. д.).
Для фотолитографического цикла операций целесообразно создавать поточные линии из герметизированных боксов — скафандров (рис. 22). В этом случае необходимые манипуляции оператор осуществляет с помощью резиновых перчаток, герметично вмонтированных в скафандр, а передача изделий с одного рабочего места на другое производится через шлюзовые окна, соединяющие смежные скафандры.
Определенные требования предъявляют к содержанию помещений, рабочим местам, инструменту, технологической таре, технологической документации, специальной одежде персонала.
К технологическим средам относятся прежде всего технологические газы и технологическую воду.
Технологические газы в производстве ИМС используют в разных целях. Защитные газы (азот, аргон, гелий) применяют для исключения процессов окисления и коррозии на операциях с высокой температурой (пайка, сварка, герметизация, продувка реакторов эпитаксиальных и диффузионно-окислительных установок, транспортировка газов-реагентов и т. п.). Газы-реагенты используются в качестве диффузантов, окислителей, травителей, восстановителей и т. д. Такие газы, как аргон, азот, кислород, могут применяться в качестве плазмообразующих в процессах ионно-плазменного распыления, плазмохимической обработки, вакуум-плазменного травления. В таблице 4 приведены требования к чистоте технологических газов, наиболее широко используемых при производстве ИМС.
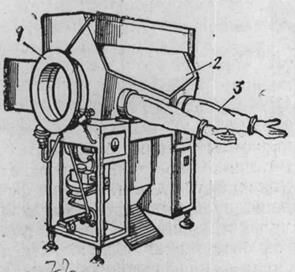
Рис. 22. Общий вид, скафандра:
1 — шлюзовое окно; 2 — смотровое стекло; 3 — резиновые перчатки
Табл. 4. Требования к чистоте технологических газов
| Газ | Содержание примесей (не более) | |||
| кислород, об. % | водород, об. % | пары воды, °С (по точке росы) | аэрозоли размером ≥0,5 мкм, част./л | |
| Азот |
|
| -65 | 4 |
| Аргон |
|
| -65 | 4 |
| Водород |
| - | -75 | 4 |
| Кислород | - |
| -65 | 4 |


Революционные движения во второй половине XIX века - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Промышленно выпускаемые газы не имеют достаточной чистоты (например, аргон высшего сорта по ГОСТ 10157—79 содержит до 0,001% кислорода и имеет точку росы -58 °С), поэтому необходима их очистка непосредственно на предприятии (централизованно) с использованием серийно выпускаемых газоочистительных установок (УОГА-25, УОГВ-25 и др.). Установка ЖК.30.21, например, позволяет снизить содержание кислорода в аргоне до  об. % и точку росы до -70 °С. Особенно тщательно осушать и очищать от водорода и кислорода технологические газы нужно для процессов эпитаксии: в газовой смеси, содержащей водород и кислород, при температурах свыше 550 °С протекает процесс гидрирования, т. е. образования паров воды; при температуре 1200 °С (типичной для процесса эпитаксии) окисление кремния начинается в газовой смеси с точкой росы -40 °С, что приводит к структурным нарушениям выращиваемой эпитаксиальной пленки.
об. % и точку росы до -70 °С. Особенно тщательно осушать и очищать от водорода и кислорода технологические газы нужно для процессов эпитаксии: в газовой смеси, содержащей водород и кислород, при температурах свыше 550 °С протекает процесс гидрирования, т. е. образования паров воды; при температуре 1200 °С (типичной для процесса эпитаксии) окисление кремния начинается в газовой смеси с точкой росы -40 °С, что приводит к структурным нарушениям выращиваемой эпитаксиальной пленки.
Для межоперационного хранения изделий используют боксы или специальные емкости (эксикаторы) с активным влагопоглотителем (силикагелем).
В производстве ИМС в больших количествах используется вода. Она применяется для отмывки пластин-подложек от следов различных химических реактивов (травителей, проявителей и т. п.), ионы которых способны проникать в поверхностный слой полупроводника и изменять его электрофизические свойства. Вода служит растворителем при получении различных технологических растворов, а также выступает в роли химического реагента (например, термическое окисление кремния в парах воды). Во всех перечисленных случаях требуется, чтобы в воде не было механических частиц (гидрозолей), растворенных солей и газов, примесей металлов, микроорганизмов и т. п.
Предварительно воду очищают от взвешенных и коллоидно-растворенных частиц. Для этого используют методы дистилляции, сорбции с помощью специальных фильтров, коагуляции и др. Предварительно очищенная вода содержит в основном растворимые соли, поэтому окончательная очистка воды осуществляется с помощью ионно-обменных смол путем связывания катионов и анионов диссоциированных в воде солей, в результате чего в воду поступают ионы водорода Н+ и гидроксильных групп ОН-. Такой процесс очистки получил название деионизации, а получаемая вода — деионизованной.
Основным показателем чистоты воды является ее объемное удельное сопротивление. Различают деионизованную воду марок А. Б и В, для которых удельное сопротивление составляет соответственно 18, 10 и 1 МОм [для сравнения укажем, что водопроводная вода имеет сопротивление 3-6 кОм, вода двойной дистилляции — 0,3…0,6 МОм, а идеально чистая вода (теоретическое значение при 20 °С) — 25 МОм].
Кроме удельного сопротивления для деионизованной воды определяют содержание органических примесей и кремниевой кислоты, а в особых случаях (для сложных ИМС) — микрочастиц, микроорганизмов и др.


















