


Центрирование линз в самоцентрирующем патроне
3. Центрирование линз в самоцентрирующем патроне
а)
б)
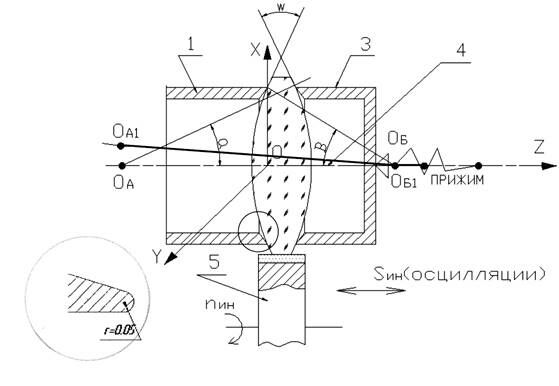
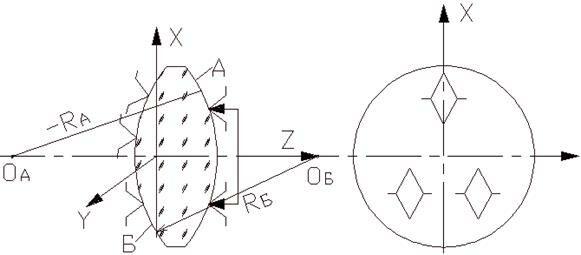
Рис. 3. Схема центрирования линз в самоцентрирующем устройстве.
1-ведущий патрон, 2-линза, 3-ведомый патрон, 4-ось вращения шпинделя, 5-алмазный инструмент (круг),  -центры кривизны сферических поверхностей А и Б в двух позициях –до и после установки, б) Лишаемые степени свободы: по базе Б - x, y, z, по базе А -
-центры кривизны сферических поверхностей А и Б в двух позициях –до и после установки, б) Лишаемые степени свободы: по базе Б - x, y, z, по базе А - 
Наиболее производительным способом является центрирование линз в самоцентрирующем патроне на станках типа ЦС-100, ЦС-10А, ЦС-150Б.
Самоцентрирующий патрон состоит из двух одновременно вращающихся половинок – левого и правого патронов. Они установлены на шпинделях станка таким образом, что оси их кромок совпадают с осью вращения шпинделей. Биение кромок патронов не должно превышать 1-2 мкм.
Рекомендуемые материалы
Линза, помещенная между патронами, под действием пружины будет сдвигаться(поворачиваться). в направлении от её толстого края к тонкому до тех пор, пока оптическая ось линзы совместится с осью вращения шпинделя.
Установка линзы осуществляется так: рабочий аккуратно прикладывает линзу к левому патрону, лишая ее трех перемещений – x,y,z (см. Рис. 3 схему базирования). В этот момент оптическая ось ( ) находится под углом к оси шпинделя () а центр кривизны поверхности Б находится на оси шпинделя.. После этого рабочий нежно отпускает пружину правого патрона и происходит поворот линзы и ее оптической оси и она совмещается с осью шпинделя. Линза на базе Б подводимой опорой 3 лишается двух поворотов .
) находится под углом к оси шпинделя () а центр кривизны поверхности Б находится на оси шпинделя.. После этого рабочий нежно отпускает пружину правого патрона и происходит поворот линзы и ее оптической оси и она совмещается с осью шпинделя. Линза на базе Б подводимой опорой 3 лишается двух поворотов .
Для точности установки большое значение имеет угол сдвигания линзы  (см. Рис. 3, а), являющийся для двояковыпуклых и двояковогнутых линз суммой углов зажимания
(см. Рис. 3, а), являющийся для двояковыпуклых и двояковогнутых линз суммой углов зажимания  и
и  поверхностей линзы, а для менисков – положительной разностью этих углов.
поверхностей линзы, а для менисков – положительной разностью этих углов.
Угол сдвигания линзы образуется касательными к радиусам кривизны поверхностей линзы, проведенными через точку соприкосновения с кромкой патрона. Углы между указанными радиусами кривизны и осью линзы являются углами зажимания и .
Опытным путем установлено, что линзы с углом сдвигания  хорошо устанавливаются и центрируются с точностью 0,01 мм. Линзы с углом сдвигания
хорошо устанавливаются и центрируются с точностью 0,01 мм. Линзы с углом сдвигания  устанавливаются хуже и центрируются с точностью 0,02-0,03 мм. При дальнейшем уменьшении угла сдвигания точность центрирования снижается. Линзы с углом сдвигания меньше 15-20 этим способом не центрируют.
устанавливаются хуже и центрируются с точностью 0,02-0,03 мм. При дальнейшем уменьшении угла сдвигания точность центрирования снижается. Линзы с углом сдвигания меньше 15-20 этим способом не центрируют.
После установки линзы включают шпиндель и плавно подводят алмазный круг. Скорость вращения шпинделя и подача зависят от твердости стекла, толщины линзы и абразивных свойств круга. Режимы обработки подбираются опытным путем. Усилие пружины подвижного шпинделя 20-80 Н (2-8 кг) и увеличивается с увеличением диаметра линзы до 295 Н.
Точность центрирования зависит от состояния кромки патрона, точности его установки и диаметра, радиусов кривизны линзы и составляет 0,01-0,05 мм.
Способ прост и высокопроизводителен.
4. Центрирование линз по прибору
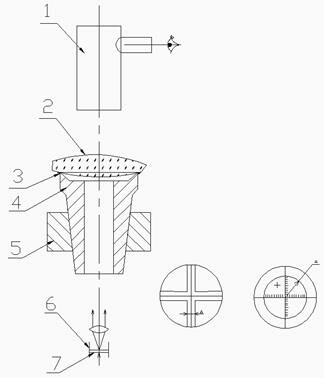
Рис. 4. Схема центрирования линз по прибору.
1. –Микроскоп; 2 – Линза; 3 – Смола; 4 – Оправка; 5 – Стол; 6 – Коллиматор; 7 – Сетка.
В состав прибора входит (см. Рис. 4) коллиматор 6, поворачивающееся гнездо 5, коническая оправка 4 и измерительный прибор, например, микроскоп 1.Сущность этого способа центрирования заключается в следующем. Оправку с предварительно наклеенной центровочной шеллачной смолой 3, линзой 2 вставляют в гнездо 5. Микроскоп наводят на центр верхней сферы. Подогревают смолу до размягчения и передвигают линзу по кольцу оправки, добиваясь такого ее положения, при котором изображение креста сетки 7 коллиматора при вращении оправки будет неподвижным.
После этого оправку снимают с прибора и помещают в гнездо специальной стойки, где она охлаждается. Затем шлифуют цилиндрическую поверхность линзы на центрировочном станке типа ЦС-50. Оправку по конусу устанавливают в шпиндель станка[1] и осуществляют шлифование алмазным кругом при частоте вращения 2800 об/мин, линзы 57-200 об/мин.
Недостатком этого способа является необходимость иметь достаточно большое количество оправок для каждой группы диаметров линз.
Точность центрирования 0,01-0.02 мм.
Рассмотрим более подробно сущность этого способа. В литературе не приводится, что за прибор служит для измерения. Пусть таким прибором будет обычный измерительный микроскоп II (см. Рис. 5). На рисунке показан ход лучей от коллиматора до сетки микроскопа и глаза.
Очевидно, что центр нижней сферы всегда на оси патрона 5, а значит и микроскопа (эти оси должны быть совмещены при юстировке прибора). Линза при контакте с оправой лишена трех степеней свободы – трех перемещений (x, y, z). Линзу нельзя сместить (сдвинуть) относительно оправки, а можно только повернуть, ведь остались все повороты. Центр О верхней сферы расположен внизу и не на оптической оси. Чтобы его увидеть в окуляре микроскопа, нужно фокус его объектива совместить с этой плоскостью. Очевидно, что положение этой плоскости будет зависеть от геометрических параметров линзы (r и d) и f1.
Смещение положения фокуса с оптической оси вычисляется по формуле

На сетке микроскопа будем видеть
 ,
,
где , – угол наклона линзы,  – увеличение микроскопа.
– увеличение микроскопа.
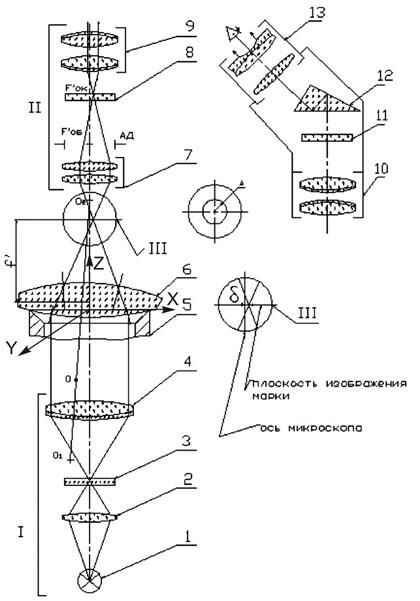
Рис. 5. Центрирование с помощью коллиматора и микроскопа.
I – коллиматор; II – микроскоп; 1 - лампа, 2 - конденсор, 3 - тест-объект, 4 –объектив, 5 – оправка, 6 – центрируемая линза, 7 – объектив, 8 – сетка, 9 – окуляр, 10 – объектив,
11 – сетка, 12 – окулярная призма, 13 – окуляр
Так как фокус линзы и фокус объектива микроскопа не совпадают, то в процессе требуется наводка микроскопа, т.е. в конструкции прибора требуется механизм перемещения корпуса микроскопа.
Оценим точностные возможности прибора с измерительными средствами из коллиматора и микроскопа.
Погрешностью коллиматора будет, если выходящий пучок не является строго параллельным. Оценим эту погрешность в обратной задаче – в фокусе объектива стоит сетка, тогда величина смещения на сетке определит сходимость пучка. Интервал l между двумя штрихами сетки коллиматора, если задана угловая цена деления его , может быть произведен по формуле
 .
.
Для определения частичной погрешности коллиматора, второе название этой погрешности – инструментальная погрешность, продифференцируем эту формулу и найдем передаточную функцию. Для упрощения процедуры обычно делают разложение в ряд Тейлора или логарифмируют. В данном случае проще логарифмирование:
 ,
,
тогда  ,
,
так как  ,
,
то  ,
,
тогда  .
.
Пренебрегая ввиду крайней малости последним членом уравнения и заменив дифференциал погрешностью, получим
 .
.
Очевидно, что чем больше будет фокусное расстояние объектива коллиматора, тем меньше будет погрешность. Поэтому длиннофокусные коллиматоры дают большую точность. Но длиннофокусные коллиматоры и больше размером.
Вместе с этой лекцией читают "Товарная политика в маркетинге".
Промышленные коллиматоры выпускают с фокусными расстояниями 600, 1000, 1200, 1600 и т.д. Рекомендуется  брать 3-5 раз больше фокусного расстояния контролируемого объекта.
брать 3-5 раз больше фокусного расстояния контролируемого объекта.
Если  мм, то можно контролировать линзы с
мм, то можно контролировать линзы с  мм.
мм.
Таким образом, в этом методе (Рис. 5) центр нижней сферы детали 6 всегда располагается на оси патрона 5, поэтому нужно устанавливать только центр O2 верхней поверхности, что существенно упрощает процесс.
Очевидно, что качество контроля будет зависеть от качества приборов, в том числе и от согласования элементов в приборе, а также от согласования системы элементов с этими приборами. Понятно, что это простые вещи, но в комплексе требования к линзе (контролируемой), сеткам, тест-объектам и т.д. не рассматриваются, поэтому данный анализ весьма актуален.
Ниже показано, что точность процесса в основном зависит от точности наводки и считывания и приведено обоснование и выбор этих требований.
[1] Конические поверхности оправки и шпинделя станка совпадают.

















