
Обработка вспомогательных поверхностей
21. Обработка вспомогательных поверхностей
Вспомогательные поверхности (отверстия, пазы, лыски и т.п.) служат для прикрепления оправ и тубусов к корпусу прибора, установки стопорных винтов, штифтов, для монтажа диафрагм и т.п. Вспомогательные отверстия бывают осевые и радиальные, глухие и сквозные, гладкие и резьбовые.
Обработку отверстий ведут в следующей последовательности: сначала сверление или, значительно реже, пробивка, затем развертывание или зенкерование, или нарезание резьбы.
Сверление отверстий выполняют либо на отдельной операции, либо совмещают с предварительной токарной обработкой на револьверных станках и автоматах.
Обработку отверстий на сверлильных станках ведут в специальных или групповых кондукторах. Кондукторы для сверления радиальных отверстий в оправе или в тубусе показаны на рис.2.1. В обоих случаях детали базируются по наружной поверхности, их закрепляют с помощью гаек 1 и быстросменных шайб 2. Для сверления отверстий кондуктор устанавливают на плоскость, перпендикулярную к оси кондукторной втулки.
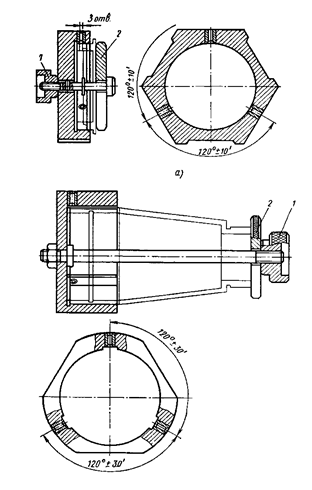 |
Рис. 2.1. Кондукторы для сверления радиальных отверстий в оправе(а) и тубусе(б).
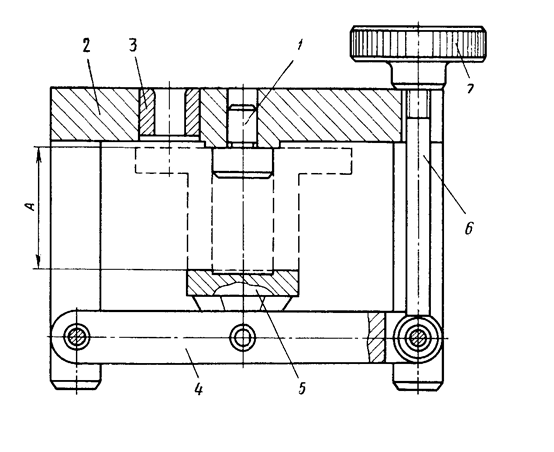
Для сверления осевых отверстий чаще используются кондукторы с откидной прижимной планкой (рис.2.2.). Оправу устанавливают по внутреннему диаметру на палец 1, закрепленный в кондукторной плите 2, в которой запрессованы кондукторные втулки.
Рис. 2.2. Кондуктор для сверления осевых отверстий в оправе
Рекомендуемые материалы
Деталь закрепляют откидной планкой 4 с качающимся прижимом 5, болтом 6 и гайкой 7. Если угловое положение системы обрабатываемых отверстий закоординировано относительно какой-либо предварительно обработанной поверхности, например, паза, отверстия и т.п., то на кондукторной плите устанавливают штифт или другой фиксатор, который обеспечивает заданное положение детали относительно системы кондукторных втулок приспособления.
 |
Отверстия в оправах сверлят либо последовательно (по одному) на одношпиндельном сверлильном станке, либо одновременно с помощью многошпиндельных сверлильных головок.
Для сверления отверстий в оправах или тубусах, имеющих как радиальные, так и осевые отверстия, иногда используют кондукторы, позволяющие вести обработку всех отверстий в одном кондукторе, при одной установке и закреплении детали.
У таких кондукторов против каждой кондукторной втулки обрабатывается плоскость, перпендикулярная к оси кондукторной втулки, необходимая для установки приспособления на столе станка при сверлении отверстий.
Если все отверстия оправы одного диаметра, то их последовательную обработку выполняют на одношпиндельном сверлильном станке одним инструментом. Для сверления отверстий разного диаметра необходима смена инструмента. Кроме того, обработку таких деталей можно вести на многошпиндельных сверлильных станках. На практике широко применяются групповые кондукторы, которые состоят из постоянного корпуса, который используется для обработки всех деталей данной группы, и регулируемой или сменной части, настраиваемой или изготовляемой специально для обработки каждой конкретной детали группы.
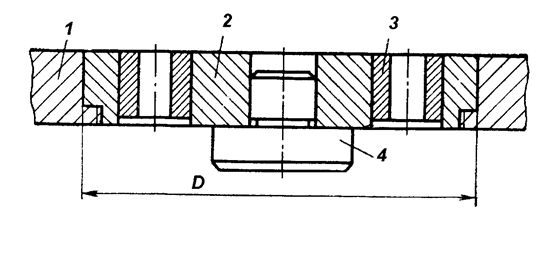
Групповой кондуктор со сменной частью (вставной) для сверления осевых отверстий в оправах может быть спроектирован на базе кондуктора (рис.2.2) с прижимной планкой. Конструкцией группового кондуктора предусмотрена возможность регулировки величины зажимного размера А, чем достигается возможность обработки оправ разной длины. Кондукторная плита (рис.2.3) состоит из постоянной части 1 и специальной вставки 2, в которой запрессованы кондукторные втулки 3 и установочный палец 4. Сменную вставку изготовляют для каждой оправы данной группы, если число, диаметры и расположение отверстий, а также диаметр установочного отверстия оправы отличаются от аналогичных параметров других деталей. Вставку устанавливают в плиту 1 по диаметру D и).
.
Рис. 2.3. Кондукторная плита группового кондуктора
закрепляют (на рис.2.3 элементы крепления не показаны
 |
Определенный интерес представляет идея одновременной обработки осевых и радиальных отверстий в оправках и тубусах на агрегатных станках. Целесообразность такой обработки в условиях крупносерийного производства очевидна.
Схема устройства, реализующего эту идею, показана на рис.2.4. Деталь устанавливают по наружному диаметру в стакан 12, в котором запрессованы кондукторные втулки 13. С помощью рукоятки 20 и подъемного механизма (на схеме не показан) подвижную плиту 17 поднимают и прижимают деталь к плите 11 с кондукторными втулками 10. При дальнейшем подъеме плиты 17 кондукторная плита 11 поднимается по направляющим колоннам 7; сверла 9 (на схеме они условно показаны стрелками), закрепленные в шпинделях неподвижной многошпиндельной головки 6, проходят через кондукторные втулки 10 и сверлят три осевых отверстия на торце оправы.
Необходимая точная ориентация кондукторной плиты 11 и детали осуществляется направляющими колонками и точными втулками 2, укрепленными в плитах 11 и 17. Зажим детали обеспечивается усилием пружин 8. Одновременно со сверлением осевых отверстий ведется обработка трех радиальных отверстий. При подъеме плиты 17 рычаги 19 перемещаются по функциональным кулачкам 21, закрепленном на неподвижном основании 22, и сообщают сверлам 15 движение подачи.
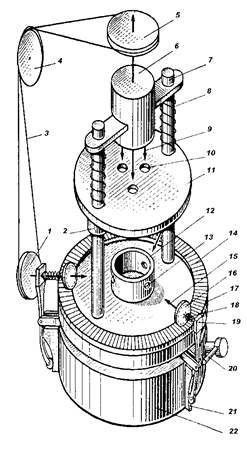 |
Рис. 2.4. Схема устройства для одновременного сверления в оправах осевых и радиальных отверстий.
Передача вращательного движения на радиальные сверла осуществляется шкивами 5, 4, 1, пассиком 3, зубчатым колесом 16 и круговой рейкой 14. Возврат сверл в исходное положение производится пружинами 18 при опускании плиты 17.
На схеме не показано устройство для съема детали, которое выполнено в виде толкателей, поднимающих обработанную оправу вверх. Обработка отверстий в оправах на таком станке дает значительный выигрыш в производительности по сравнению с другими способами за счет уменьшения вспомогательного и совмещения основного времени.
В рассмотренных выше приспособлениях для сверления отверстий в оправах требуемое расположение обрабатываемых отверстий обеспечиваются кондукторными втулками, которые направляют сверла и тем самым координируют их положение относительно детали. Тип кондукторных втулок, устанавливаемых в приспособлениях, выбирают в зависимости от программы выпуска деталей, требуемой точности обработки, способа обработки и взаимного расположения отверстий и т.п.
Пазы на торцевых и боковых поверхностях оправ обрабатывают на фрезерных станках. Выбор станка, приспособления для закрепления оправы определяется размерами, формой и расположением обрабатываемой поверхности.
Прямолинейные сквозные пазы (шлицы) на торцах и фланцах фрезеруют дисковыми фрезами (паз 1, рис.2.5) на горизонтально-фрезерных и вертикально-фрезерных станках, а несквозной паз 2 - на вертикально- фрезерном станке концевой фрезой.
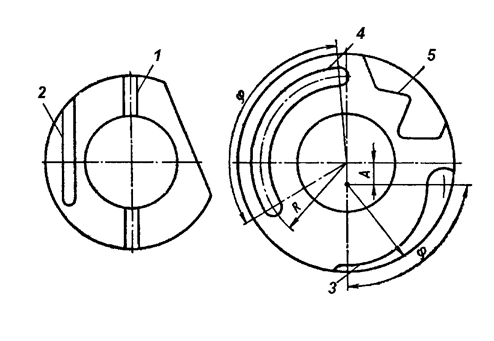 |
Рис. 2.5. Виды пазов на торцах оправ и тубусов.
Групповое фрезерное приспособление для обработки шлицем на кольцах показано на рис.2.6.
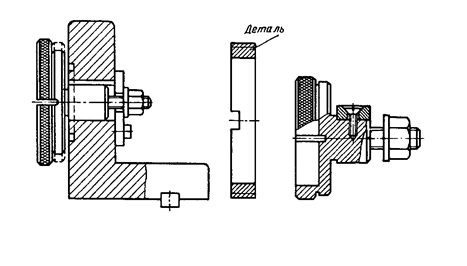 |
Рис. 2.6. Групповое фрезерное приспособление (а) для обработки пазов на резьбовых кольцах; (б) – сменная вставка.
Вместе с этой лекцией читают "9 СССР в годы второй мировой войны (1939-1945)".
Обработку криволинейных пазов обычно ведут на вертикально-фрезерных станках концевыми фрезами. Обработку радиусных пазов (паз 4, рис.2.5) выполняют с круговой подачей в поворотном приспособлении или зажимном приспособлении, установленном на поворотном столе. Ось оправы совмещают с осью вращения приспособления. Фрезу располагают на расстоянии R1 от оси приспособления. Угол j выдерживают по предварительно установленным упорам или по угломерной шкале приспособления. Если таких пазов два или больше, то приспособление оснащают делительным устройством. Аналогичным способом ведут обработку паза 3, но в приспособлении оправу устанавливают так, чтобы ось ее была смещена от оси приспособления на величину А. Криволинейные пазы, имеющие произвольную форму (паз 5), обычно обрабатывают по копиру.
При обработке торцевых пазов оправы закрепляют в зажимных или разжимных цанговых приспособлениях с пневматическим, винтовым, эксцентриковым или другими видами закреплений.
Пазы на боковой поверхности оправ и тубусов (спиральные и с неравномерным углом подъема) можно рассматривать как пазовые кулачки. Их обрабатывают на вертикально-фрезерных станках, оснащенных делительными головками и специальными копировальными устройствами.
Пазы на боковой поверхности оправ можно обрабатывать и на копировально-фрезерном станке с использованием приспособления, показанного на рис.2.7.
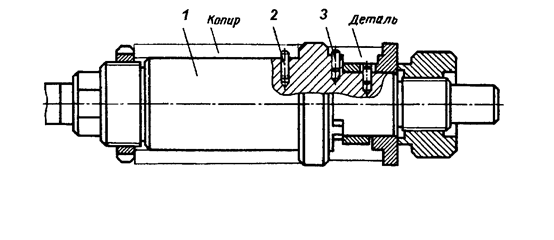 |
Рис. 2.7. Копировальная оправка для обработки криволинейных пазов.
Копир и деталь, взаимно ориентированные штифтами 2 и 3, закрепляют на оправке 1. Оправку устанавливают в делительной головке и поджимают центром. Копировальный палец вводят в паз копира, который при продольном перемещении стола обеспечивает разворот оправки, необходимый для обработки на оправе паза с заданными параметрами. Паз обрабатывают концевой фрезой.



















