
Обработка деталей крепления круглой оптики
Глава 3. Обработка деталей крепления «круглой» оптики
Оправы, тубусы, кольца являются специфическими деталями оптических приборов. Они служат для крепления круглых оптических деталей (линз, шкал, сеток светофильтров, защитных стекол и т. п.) и придания им в процессе сборки заданного взаимного расположения (обеспечение точного центрирования, воздушных промежутков и т. п.). Часто конструкция оправ и тубусов обеспечивает относительное перемещение по заданному закону отдельных компонентов оптической системы, например в объективах, панкратических системах.
В оправах тем или иным способом (завальцовкой, пружинными или резьбовыми кольцами и т. п.) закрепляют круглые оптические детали. В одной оправе может быть закреплена одна или несколько оптических деталей. В случае крепления в одной оправе нескольких деталей (чаще всего линз) воздушные промежутки между ними выдерживаются с помощью промежуточных колец.
Сборка нескольких оправ с закрепленными в них линзами осуществляется в промежуточных оправах с помощью резьбовых колец.
И, наконец, в тубусах компонуются элементы оптической системы, механизмы их относительного перемещения, диафрагмы.
Основные требования к узлу крепления
«круглой» оптики.
1. Оптические детали должны быть отцентрированы (оптические оси и той и другой линзы совпадают).
Рекомендуемые материалы
2. Должны быть обеспечены заданные воздушные промежутки.
3. Детали должны быть в своем положении жестко закреплены.
4. Конструкция должна быть жестко закреплена в приборе.
5. Внутри узла не должно быть паразитных шумов (блики, посторонние лучи и т.д.).
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ДЕТАЛЕЙ.
В узлах крепления «круглой» оптики можно выделить следующие детали.
Оправы – детали, предназначенные для закрепления оптических деталей. Они обычно представляют собой сложные по конструкции тонкостенные (0.5-5 мм) втулки диаметром до 100-120 мм и длиной до 100-150 мм.
Внутренние поверхности оправ характеризуются наличием гладких цилиндрических посадочных поверхностей, буртиков и торцов, которые являются базами для установки в оправах круглых оптических деталей (рис. 0.0). Для закрепления оптических деталей на внутренних поверхностях оправ выполняют специальные проточки (при креплении пружинным кольцом), нарезают резьбы (при креплении резьбовым кольцом) или образовывают специальную кольцевую кромку (при креплении оптических деталей завальцовкой).

Рис. 0.0. Фотообъектив «Индустар 50»:
1- главная оправа,
2,3-вспомогательные оправы,
4- резьбовое кольцо.
Для уменьшения отражения света от внутренних стенок оправ для них делают рифления в виде кольцевых или винтовых рисок с шагом 0.35 или 0.5 мм и углом профиля 60°.
Наружные поверхности оправ имеют цилиндрические посадочные поверхности и резьбы, необходимые для соединения оправ с тубусами или промежуточными оправами.
Рабочие поверхности – внутренние поверхности, по которым базируются линзы, и сопряженные с ним торцы.
Промежуточные оправы – детали, служащие для ориентации и закрепления в нужном положении оправ с линзами, по конструкции и технологии изготовления промежуточные оправы отличаются от оправ.
С целью обеспечения центрировки оптических систем внутренние и наружные поверхности оправ делают соосными. В отдельных случаях наружные и внутренние поверхности оправ обрабатывают с некоторым заданным эксцентриситетом. Такие эксцентриковые оправы часто используют в бинокулярных оптических приборах для юстировки взаимного положения оптических осей.
Рабочие поверхности внутренние и сопряженные с ними внутренние торцы.
Тубус – корпусная несущая деталь, в которой монтируется вся оптика, тубус должен обеспечивать крепление всего узла к прибору. Рабочие поверхности – внутренние поверхности тубуса, нерабочие – наружные поверхности, обязательно должны быть поверхности для ориентации и закрепления в приборе.
Тубусы, в отличие от оправ, являясь несущими силовыми деталями, имеют более жесткую конструкцию. Рабочая поверхность тубусов обычно внутренняя. На ней обрабатывают одну или несколько соосных посадочных цилиндрических и резьбовых поверхностей, необходимых для установки и закрепления в тубусах оправ. Кроме того, в конструкции тубусов предусматриваются установочные и крепежные поверхности для закрепления тубуса в корпусе прибора.
На оправах и тубусах часто нарезают специальную многозаходную окулярную резьбу, обеспечивающую значительные осевые перемещения оправ при небольшом угле их относительного поворота.
Кроме того, на оправах и тубусах часто выполняют разные по конфигурации пазы, лыски, шлицы, проточки и т. д., а также сквозные и глухие, гладкие и резьбовые отверстия, расположенные на торцах и боковых стенках деталей.
На наружных поверхностях оправ и тубусов часто делают накатку, насечку или другие поверхности, удобные для поворота рукой. В приборах с дистанционным или автоматическим управлением на оправах и тубусах изготовляют зубчатые венцы или секторы.
На торцевых и боковых поверхностях оправ и тубусов наносят шкалы. На отдельные поверхности наносят защитные и декоративные химические или лакокрасочные покрытия.
Качество обработки оправ и тубусов определяется функциональным назначением этих поверхностей и всей детали, условиями эксплуатации и назначением прибора.
Рабочие и базирующие цилиндрические поверхности выполняют по 6-9 квалитету точности, остальные диаметральные размеры по 10-12 квалитету. Линейные размеры оправ обычно задают в пределах 9-12 квалитета точности. Крепежные резьбы выполняют по 12-му и 13-му квалитетам точности.
Шероховатость рабочих и базирующих поверхностей соответствует  , остальных поверхностей
, остальных поверхностей  . Внешние декоративные поверхности оправ и тубусов и поверхности со шкалами обрабатываются до 9-11-го классов шероховатости.
. Внешние декоративные поверхности оправ и тубусов и поверхности со шкалами обрабатываются до 9-11-го классов шероховатости.
Весьма жесткие требования предъявляются к точности формы и расположения поверхностей оправ и тубусов. Например, допустимый эксцентриситет посадочных поверхностей ограничивается пределами 0.01-0.05 мм, неперпендикулярность торцов осям посадочных диаметров оправ - 0.02-0.05 мм, допустимая некруглость, конусность, непрямолинейность образующих посадочных цилиндров ограничивается (1/5-1/2) допуска на диаметр и т. д.
Конструкции оправ и тубусов приведены на рис.1,а,б,в,г.
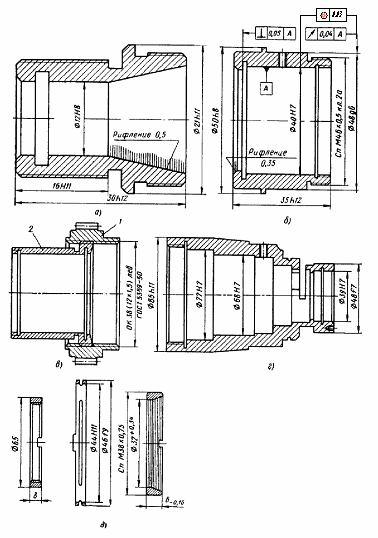
Рис. 0.1. Детали крепления круглой оптики:
а,б - оправы;
в - оправы 1, 2 в сборе по окулярной резьбе;
г - тубус; д - кольца.
Кольца – обеспечивают воздушный промежуток между линзами, а также предназначены для крепления (резьбовые кольца), - это тонкостенные, но жесткие детали. Они представляют собой короткие втулки с гладкими, рифлеными или резьбовыми цилиндрическими и коническими поверхностями (рис.1д). У резьбовых колец на торцах имеются шлицы или отверстия под ключ. Пружинные кольца имеют выступы на торцах и пазы на боковых поверхностях. Рабочие и базирующие поверхности – точные цилиндрические или конические поверхности, к которым предъявляются требования по точности диаметра, точности формы и соосности. Помимо рабочих поверхностей встречаются различного рода пазы, большое количество крепежных резьбовых поверхностей (резьбы метрические, мелкие, однозаходные). Диаметральные размеры колец обрабатывают по 9-му и 11-му квалитетам точности, линейные размеры - по 12-му квалитету, шероховатость поверхностей в пределах . Кольца подвергаются чернению или окраске черной матовой эмалью.
Материалы и заготовки.
Большинство оправ, тубусов, колец малых и средних размеров обрабатывают из прутков и труб, так как к узлам крепления «круглой» оптики предъявляются требования точности формы и жесткости, то литые заготовки использовать нельзя из-за того, что отливка получается нежесткая и под напряжением может коробиться.
Наиболее широко при изготовлении оправ и тубусов применяют деформируемые алюминиевые сплавы, так как они легкие и хорошо обрабатываются резанием. Это сплавы марок Д1,Д16, Д16-Т, АВТ, АД1-М, также применяются латуни марок Л62, Л62-М, ЛС-59-1 и реже бронзы марок БрАЖ9-4, БРКМ 3-1. Стальные оправы встречаются редко, их изготовляют из конструкционных сталей марок Х18Н9Т, 1Х18Н10Т, 4Х18Н2М.
В последние годы для изготовления оправ используют титановые сплавы, так как ТКР (температурный коэффициент расширения) стекла и титана практически одинаков и поэтому позволяет использование таких оправ в тяжелых климатических условиях: в космосе, для аэрофотосъемки. Чаще используют титановые сплавы марок ВТ3, ВТ3-1, ВТ-8 и др.
Для изготовления оправ приборов, широко используемых в быту, используют пластмассы.
Резьбовые, пружинные и промежуточные кольца изготовляют из сталей марок А12, 20, 50, латуни марки ЛС59-1, алюминиевых сплавов марок Д1Т, Д6, Д16.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ
ОПРАВ, КОЛЕЦ, ТУБУСОВ.
Технологический процесс изготовления оправ и тубусов в каждом конкретном случае зависит от конструкции и материала детали, требований и точности обработки, вида заготовки, программы выпуска деталей и т. п. Поэтому здесь можно говорить лишь о типовой схеме построения технологического процесса изготовления оправ и тубусов, которая в условиях серийного производства обычно состоит из следующих основных этапов.
1. Предварительная токарная обработка заготовок, выполняемая в одну или несколько операций. При этом с заготовки снимается почти весь припуск, линейные и диаметральные размеры с точностью до 9-го квалитета обрабатываются окончательно, осуществляют нарезание крепежных резьб и рифлений, делают накатку. Точные посадочные поверхности (до 7-го квалитета), обрабатываются предварительно с припуском на последующую обработку.
2. Обработка внеосевых и нецилиндрических поверхностей - пазов, крепежных отверстий (внеосевые цилиндрические), криволинейных поверхностей.
3. Окончательная обработка точных базирующих и посадочных поверхностей (7-8 квалитет), в процессе которой обеспечивается требуемая точность диаметральных и линейных размеров формы и расположения посадочных поверхностей.
4. Нанесение покрытий (темных матовых), после чего на оправы, имеющие шкалы, наносятся шкалы, а также наносятся товарные знаки, номера и другие обозначения на торцевые, цилиндрические и конические поверхности оправ и тубусов.
5. Нарезание окулярной резьбы.
На различных стадиях обработки оправ и тубусов в технологический процесс часто вводят операции термической обработки, а иногда и контрольные операции.
Предварительную токарную обработку оправ и тубусов из прутков, труб и штучных заготовок осуществляют, как правило, на токарно-револьверных станках (из-за необходимости множества различного режущего инструмента, т.к. требуется большой объем механической обработки) и револьверных автоматах с использованием, как правило, универсальных приспособлений и нормализованного режущего инструмента. Использование токарно-револьверных станков позволяет за 2-3 операции осуществить предварительную обработку даже сложных по конструкции оправ. Точность размеров оправ и тубусов обеспечивается настройкой станка, а точность взаимного расположения поверхностей - их обработкой за один установ.
Окончательную обработку посадочных поверхностей оправ и тубусов ведут на высокоточных токарных и шлифовальных станках. Операции окончательной обработки сравнительно простые (2-4 перехода). Точность диаметральных и линейных размеров достигается методом автоматического получения размера (обработкой на настроенном станке), если станок может обеспечить требуемую точность. В противном случае обработку ведут методом пробных проходов и промеров.
Обратите внимание на лекцию "16 Паралингвисгический уровень".
Точность расположения поверхностей обеспечивается путем их обработки за один установ, использования точных центрирующих приспособлений и соблюдения принципа совмещения баз.
В условиях единичного и мелкосерийного производства операции предварительной и окончательной обработки поверхностей оправ и тубусов совмещают и выполняют на токарных станках. Окончательную обработку выделяют в отдельную операцию лишь в том случае, если ей предшествует термическая обработка. Требуемая точность обработки достигается методом пробных проходов и промеров.
Термическую обработку (до 3-4 операций) вводят в технологический процесс с целью снятия внутренних напряжений в материале заготовки, которые оказывают существенное влияние на стабильность размеров и точность формы обрабатываемых поверхностей, а также для стабилизации или улучшения механических свойств материала детали.
Отделка поверхностей (например, алмазное точение) и нанесение покрытий обычно являются заключительными операциями обработки оправ и тубусов. Вид покрытия (химическое, анодизационное, гальваническое или лакокрасочное) определяет конструктор в зависимости от назначения покрытия (защитное, декоративное и т. п.), материала детали и условий эксплуатации прибора.
Контроль линейных и диаметральных размеров оправ и тубусов в процессе их механической обработки осуществляют рабочие с помощью калибров, шаблонов или универсальных измерительных средств. Такой контроль является составной операции механической обработки. В самостоятельную контрольную операцию выделяют преимущественно контроль форм и расположения поверхностей, требующий специальных контрольных приспособлений. Такой контроль целесообразно проводить после операций, на которых обеспечивается точность по контролируемым параметрам с целью своевременной отбраковки деталей.
Технологический процесс изготовления колец обычно складывается из токарных, фрезерных и сверлильных операций. На токарных операциях осуществляют обработку цилиндрических поверхностей крепежных резьб и рифлений. Обработку выступов на торцах и прорези на боковых поверхностях пружинных колец, а также шлицев на торцах крепежных колец производят на фрезерных операциях.



















