
Зубчатые соединения
6. Зубчатые (шлицевые) соединения
6.1. Общие сведения
Зубчатые соединения образуются выступами – зубьями на валу и соответствующими впадинами – пазами в ступице (рисунок 6.1). Рабочими поверхностями являются боковые стороны зубьев. Размеры зубчатых соединений, а также допуски на них стандартизованы.
Зубья на валах образуют фрезерованием, строганием или накатыванием. Зубья в отверстиях образуют протягиванием или долблением.
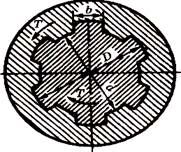
Рисунок 6.1 – Прямобочное шлицевое соединение
Достоинства зубчатых соединений по сравнению со шпоночными:
1. Обеспечивается лучшее центрирование соединяемых деталей и более точное направление при осевом перемещении.
Рекомендуемые материалы
2. Уменьшается число деталей соединения. Зубчатое соединение образуют две детали, шпоночное – три, четыре.
3. При одинаковых габаритах допускают передачу больших вращающих моментов за счет большей поверхности контакта.
4. Обеспечивается высокая надежность при динамических и реверсивных нагрузках, вследствие равномерного распределения нагрузки по зубьям.
5. Вал ослабляется зубьями незначительно. Зубчатый вал можно рассчитывать на прочность так же, как гладкий, диаметр которого равен внутреннему диаметру зубчатого вала.
6. Уменьшается длина ступицы.
Недостатками зубчатых соединений, по сравнению со шпоночными, является более сложная технология изготовления, а следовательно, и более высокая стоимость.
6.2. Разновидности зубчатых соединений
Зубчатые соединения различают:
1. По характеру соединения: неподвижные – для закрепления детали на валу (рисунок 6.1); подвижные — допускающие перемещение детали вдоль вала (например, блока шестерен коробки передач станка).
2. По форме зубьев: прямобочные (рисунок 6.1), эвольвентные (рисунок 6.2, а); треугольные (рисунок 6.2, б).
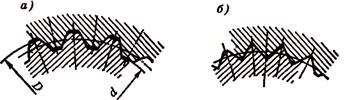
а) б)

| Рисунок 6.3 – Прямобочные зубчатые соединения |
Рисунок 6.2 – Эвольвентное и треугольное зубчатые соединения
3. По способу центрирования ступицы относительно вала с центрированием по наружному диаметру D (рисунок 6.3, а), по внутреннему диаметру d (рисунок 6.3, б) и по боковым поверхностям зубьев (рисунок 6.3, и рисунок 6.2).
Соединения с прямобочным профилем зубьев (рисунок 6.3) применяют в неподвижных и подвижных соединениях. Такие соединения имеют постоянную толщину зубьев на валах. В соединениях, где требуется высокая соосность вала и ступицы, применяется центрирование по одному из диаметров. Центрирование по наружному диаметру наиболее технологично и рекомендуется при твердости внутренней поверхности ступицы НВ 350. Калибровку центрирующих поверхностей ступицы выполняют протягиванием, а калибровку вала – шлифованием. Этот способ применяется при изготовлении неподвижных соединений в серийном и массовом производствах.
Центрирование по внутреннему диаметру рекомендуется при высокой твердости материала ступицы, когда калибровка отверстия протяжкой невозможна. В этом случае центрирующие поверхности ступицы и вала доводят шлифованием. Применяется в индивидуальном и мелкосерийном производствах.
Центрирование по боковым поверхностям обеспечивает более равномерное распределение нагрузки по зубьям. Рекомендуется для передачи больших переменных ударных нагрузок при пониженной точности центрирования.
По ГОСТ 1139-80 предусматривается три серии соединений с прямобочным профилем зубьев: легкую, среднюю и тяжелую (таблица 6.1), которые отличаются высотой и числом зубьев z. Легкая серия рекомендуется для неподвижных соединений, средняя – для подвижных, при перемещении ступицы не под нагрузкой. Тяжелая серия имеет более высокие зубья с большим числом. Рекомендуется для передачи больших вращающих моментов, а также для подвижных соединений при перемещении ступицы под нагрузкой.
Соединения с эвольвентным профилем зубьев (рисунок 6.2, а) применяются в подвижных и неподвижных соединениях. Зуб имеет эвольвентный профиль. Угол зацепления  = 30°. Ножка зуба усилена. Сединения выполняются по ГОСТ 6033-80 с центрированием по боковым поверхностям зубьев, реже по наружному диаметру. По сравнению с прямобочными зубьями имеют повышенную прочность, лучше центрируют вал в ступице, позволяют применять типовые процессы зубонарезания.
= 30°. Ножка зуба усилена. Сединения выполняются по ГОСТ 6033-80 с центрированием по боковым поверхностям зубьев, реже по наружному диаметру. По сравнению с прямобочными зубьями имеют повышенную прочность, лучше центрируют вал в ступице, позволяют применять типовые процессы зубонарезания.
Таблица 6.1 – Соединения зубчатые (шлицевые) прямобочные по ГОСТ 1139-80 (извлечение)
| Серия | Номинальный размер | b | f | r |
| Легкая | 6x28x32 | 7 | 0,3 | 0,2 |
| 8x32x36 | 6 | 0,4 | 0,3 | |
| 8x36x40 | 7 | 0,4 | 0,3 | |
| Средняя | 6x28x34 | 7 | ||
| 8x32x38 | 6 | 0,4 | 0,3 | |
| 8x36x42 | 7 | |||
| Тяжелая | 10x28x35 | 4 | ||
| 10x32x40 | 5 | 0,4 | 0,3 | |
| 10x36x45 | 5 |

Примечание. Размеры в мм по рисунку 6.3 и 6.4, z – число зубьев, r – радиус перехода у основания зуба.
Рекомендуется для передачи больших вращающих моментов при повышенной точности центрирования.
Соединения с треугольным профилем зубьев (рисунок 6.2, 6) применяются в неподвижных соединениях. Имеют большое число мелких зубьев. Выполняются с центрированием по боковым поверхностям, не стандартизованы. Рекомендуются для тонкостенных ступиц, пустотелых валов, а также для передачи небольших вращающих моментов.
6.3. Проверочный расчет зубчатых соединений
Прочность – основной критерий работоспособности зубчатых соединений. Эти соединения аналогично шпоночным выбирают по таблицам стандартов в зависимости от диаметра вала, а затем выполняют проверочный расчет. Проверочный расчет зубчатых соединений выполняют на смятие. Проверку зубьев на срез не производят. В упрощенной расчетной модели (рисунок 6.4) принято равномерное распределение нагрузки по длине зубьев. При этом получают
 , (6.1)
, (6.1)
где Т – наибольший крутящий момент из длительно действующих; Кз = 0,7 – 0,8 – коэффициент неравномерности нагрузки по зубьям; z – число зубьев; h – рабочая высота зубьев;  – рабочая длина зубьев; dcp – средний диаметр соединения.
– рабочая длина зубьев; dcp – средний диаметр соединения.
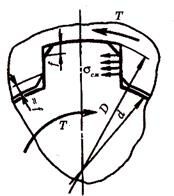
Рисунок 6.4 – Расчетная схема прямобочного шлицевого соединения
Для прямобочных зубьев
h = 0,5(D – d) – 2f, dcp = 0,5(D + d);
для эвольвентных зубьев
h = т, dcp = zm,
где т – модуль зубьев;  – допускаемое напряжение.
– допускаемое напряжение.
В таблице 6.2 приведены значения для изделий общего машиностроения и подъемно-транспортных устройств, рассчитанных на длительный срок службы. В каждой отрасли машиностроения рекомендуют свои значения с учетом специфики эксплуатации (срок службы, режим нагрузки и пр.), качества изготовления, прочности материалов и др.
Например, в станкостроении рекомендуют более низкие значения: = 12 – 20 МПа для неподвижных соединений и = 4 – 7 МПа для подвижных без нагрузки – здесь учитывают влияние соединений на точность станков; в авиации для соединений валов с зубчатыми колесами рекомендуют более высокие значения = 50 – 100 МПа – для получения легких конструкций.
Таблица 6.2 – Допускаемые напряжения на смятие
| Тип соединения | Условия эксплуатации | [σ]см, МПа | |
|
|
| ||
| Неподвижное | а б в | 35...50 60...100 80...120 | 40...70 100...140 120...200 |
| Подвижное без нагрузки (например, коробки скоростей) | а б в | 15...20 20...30 25...40 | 20...35 30...60 40...70 |
| Подвижное под нагрузкой | а б в | — — — | 3...10 5...15 10...20 |
 НВ 350
НВ 350 HRC 40
HRC 40
Примечания: а – тяжелые условия эксплуатации – нагрузка знакопеременная с ударами; вибрации большой частоты и амплитуды; плохие условия смазки в подвижных соединениях; невысокая точность изготовления; б – условия эксплуатации средние; в – условия эксплуатации хорошие. Меньшие значения – для легких режимов нагрузки.
6.4.Последовательность проверочного расчета зубчатых соединений
Исходные данные:
1. Передаваемый крутящий момент Т.
Люди также интересуются этой лекцией: 18 Определение количества маневровых локомотивов.
2. Диаметр вала d и длина ступицы ст.
3. Условия работы.
4. Последовательность расчета:
1. Задаются видом зубчатого соединения в зависимости от точности центрирования деталей, величины нагрузки, условий эксплуатации и типа производства.
2. Зная диаметр вала d, по ГОСТу принимают размеры зубчатого соединения, причем серией задаются в зависимости от характера соединения и условий работы.
3. Из условия прочности на смятие определяют расчетное напряжение  в соединении и сравнивают с допускаемыми (таблица 6.2). Если превышает более чем на 5%, то увеличивают длину ступицы 1ст или принимают другую серию, а иногда другой вид соединения и повторяют проверочный расчет.
в соединении и сравнивают с допускаемыми (таблица 6.2). Если превышает более чем на 5%, то увеличивают длину ступицы 1ст или принимают другую серию, а иногда другой вид соединения и повторяют проверочный расчет.




















