
Сварные соединения
СОЕДИНЕНИЯ
2. Сварные соединения
2.1. Общие сведения о сварных соединениях
Сварные соединения – это неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева в зоне соединения деталей до расплавленного состояния (сварка плавлением электродуговая, электрошлаковая и др.) или до тестообразного состояния, но с применением механической силы (контактная сварка). Сварные соединения лучше других приближают составные детали к целым и позволяют изготавливать детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс.
Достоинства:
1. Невысокая стоимость соединения благодаря малой трудоемкости процесса сварки и простоты конструкции сварного шва.
2. Соединение деталей может выполняться встык без накладок.
3. Герметичность и плотность соединения.
Рекомендуемые материалы
4. Возможность автоматизации процесса сварки.
5. Возможность сварки толстых профилей.
Недостатки:
1. Прочность сварного соединения зависит от квалификации сварщика. Применение автоматической сварки устраняет этот недостаток.
2. Коробление деталей из-за неравномерного нагрева в процессе сварки.
3. Недостаточная надежность при значительных вибрационных и ударных нагрузках. По мере совершенствования процесса сварки этот недостаток проявляется в меньшей степени.
Применение сварных соединений. В современном машиностроении, в строительных конструкциях и в других отраслях промышленности сварные соединения постепенно вытесняют заклепочные соединения. В настоящее время сварку широко применяют как способ получения заготовок деталей из проката в мелкосерийном и единичном производстве, а также в ремонтном деле. Сварными выполняют станины, рамы, корпусы редукторов, шкивы, зубчатые колеса, коленчатые валы и другие детали.
2.2. Конструктивные разновидности сварных соединений и типы швов
В зависимости от взаимного расположения соединяемых элементов применяют следующие конструктивные разновидности сварных соединений:
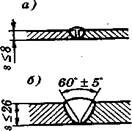
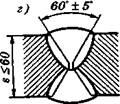
Рисунок 2.1 – Стыковые швы:
а – однорядный без скоса кромок;
б – односторонний со скосом кромок;
в – двусторонний с двумя симметричными скосами одной кромки;
г – двусторонний с двумя симметричными скосами двух кромок
1. Стыковые соединения. Эти соединения просты и совершенны. На рисунке 2.1 показаны различные варианты стыковых швов, выполняемых ручной электродуговой сваркой при различной толщине соединяемых элементов.
При автоматической сварке происходит более глубокое проплавление металла, поэтому толщину свариваемых деталей без обработки кромок увеличивают примерно в два раза по сравнению с ручной, а при обработке кромок угол их скоса уменьшают. Выпуклость стыкового шва увеличивает концентрацию напряжений, поэтому в ответственных соединениях ее удаляют механическим способом. Соединения встык наиболее надежные из всех сварных соединений, их рекомендуют в конструкциях, подверженных вибрационными нагрузками.
2. Нахлестные соединения. Эти соединения выполняют угловыми швами, которые могут иметь различную форму сечения:
а) нормальные (рисунок 2.2, а); их профиль представляет собой
равнобедренный треугольник;
б) вогнутые (рисунок 2.2, б); их применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход шва в основной металл детали, благодаря чему снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости;
в) выпуклые (рисунок 2.2, в); они нерациональны, так как вызывают повышенную концентрацию напряжений;
г) специальные (рисунок 2.2, г); их профиль представляет собой неравнобедренный прямоугольный треугольник. Применяют при переменных нагрузках, так как значительно снижает концентрацию напряжений.
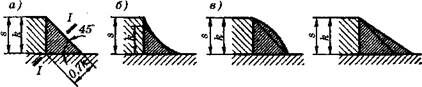
Рисунок 2.2
За катет шва k принимают меньшую сторону вписанного в сечение шва равнобедренного треугольника (рисунок 2.2, г). В большинстве случаев величину k принимают равной толщине s свариваемых деталей, но не менее 3 мм.
В зависимости от расположения относительно нагрузки угловые швы бывают:
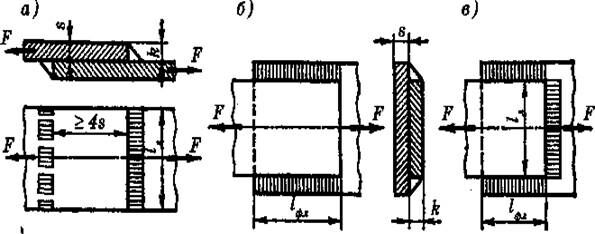
Рисунок 2.3 – Угловые швы соединений внахлест
а) лобовые, расположенные перпендикулярно к линии действия нагрузки (рисунок 2.3, а);
б) фланговые, расположенные параллельно линии действия нагрузки (рисунок 2.3, б);
в) комбинированные, состоящие из сочетания лобовых и фланговых швов (рисунок 2.3, в).
При соединении внахлест возникает изгибающий момент Ми = Fs (рисунок 2.3, а) от внецентренного действия растягивающих сил, что является существенным недостатком этих соединений.
3. Тавровые соединения. Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рисунок 2.4, а) или стыковыми (рис. 2.4, б) швами.
4.Угловые соединения (рисунок 2.4, в, г). Применяются для изготовления тары из листовой стали, ограждений и др. Выполняются угловыми швами. Эти соединения передают малые нагрузки и поэтому не рассчитываются на прочность.
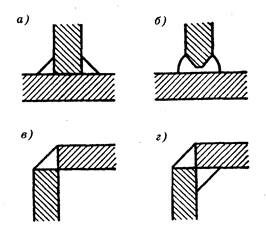
Рисунок 2.4 – Тавровые и угловые соединения
2.3. Расчет сварных соединений при осевом нагружении
Основным критерием работоспособности сварных швов является прочность. Расчет на прочность основан на допущении, что напряжения в шве распределяются равномерно как по длине, так и по сечению.
Соединения встык. Расчет стыковых швов (рисунок 2.1, а) производят на растяжение по сечению соединяемых деталей без учета утолщения шва. Условие прочности шва на растяжение имеет вид

 , (2.1)
, (2.1)
где F – осевая растягивающая нагрузка; s – толщина шва, принимается равной толщине детали; 1ш–длина шва;  и
и  расчетное и допускаемое напряжение на растяжение для материала шва (таблица 2.1).
расчетное и допускаемое напряжение на растяжение для материала шва (таблица 2.1).
Таблица 2.1 – Допускаемые напряжения для сварных швов соединений из низкоуглеродистых и низколегированных сталей
| Напряженное состояние | Тип шва | Способ сварки | Допускаемое напряжение |
| Растяжение, сжатие [σ]΄р | Стыковой | Дуговая автомати- ческая и полуавто- матическая под флюсом Дуговая ручная электродами Э42А, Э46А | [σ]р |
Продолжение таблицы 2. 1
| Напряженное состояние |
Тип шва |
Способ сварки | Допускаемое напряжение |
| Срез [τ]΄ср | Угловой Стыковой Угловой | Дуговая автоматическая и полуавтоматическая под флюсом Дуговая ручная | 0,8[σ]р 0,65[σ]р 0,6[σ]р |
Примечание: В таблице [σ]р – допускаемое напряжение на растяжение для материала соединяемых деталей.
Нахлестное соединение угловыми швами. Расчет угловых швов производится на срез по опасному сечению I–I (рисунок 2.2, а), совпадающему с биссектрисой прямого угла.
Расчетная высота опасного сечения шва равна ksin45° = 0,7k.
Условие прочности шва на срез
 , (2.2)
, (2.2)
где  и
и  – расчетное и допускаемое напряжение среза для шва (таблица 2.1); lш – длина шва. В соединении лобовыми швами lш = 2 lл (рисунок 2.3, а), фланговыми швами lш = 2lфл (рисунок 2.3, б). В комбинированном сварном соединении (рисунок 2.3, в) lш равна сумме длин всех лобовых и фланговых швов.
– расчетное и допускаемое напряжение среза для шва (таблица 2.1); lш – длина шва. В соединении лобовыми швами lш = 2 lл (рисунок 2.3, а), фланговыми швами lш = 2lфл (рисунок 2.3, б). В комбинированном сварном соединении (рисунок 2.3, в) lш равна сумме длин всех лобовых и фланговых швов.
2.4. Допускаемые напряжения для сварных соединений
Температурные деформации при сварке создают остаточные напряжения в зоне шва. Эти напряжения будут незначительны, если свариваемые металлы обладают хорошей пластичностью. К таким металлам относятся мало– и среднеуглеродистые стали. Сварка легированных сталей несколько затруднена из-за склонности к закалке околошовной зоны. Допускаемые напряжения для сварных соединений выбирают по таблице 2.1.
2.5. Последовательность проектного расчета сварных соединений при осевом нагружении
Исходные данные:
Величина осевой нагрузки и характер ее действия. Материал соединяемых деталей. Вид электросварки и марка электродов. Последовательность расчета:
1. Задаются типом шва и формой его сечения в зависимости от конструкции свариваемых деталей.
2. Определяют допускаемые напряжения для сварного соединения.
3. Определяют общую расчетную длину швов.
4. При соединении комбинированными швами определяют длину лобовых и фланговых швов.
5. Вычерчивают сварное соединение и уточняют размеры соединяемых деталей.
2.6. Рекомендации по конструированию сварных соединений встык и внахлест
Из-за дефектов сварки на концах шва принимают минимальную длину шва не менее 30 мм.
В соединениях внахлест (рисунок 2.3, а) длину перекрытия принимают больше 4s, где s – минимальная толщина свариваемых деталей. Длина лобовых швов lл не ограничивается. Длина фланговых швов ограничивается, так как с увеличением их длины возрастает неравномерность распределения напряжений по длине шва (рисунок 2.3, б) lфл < 60k
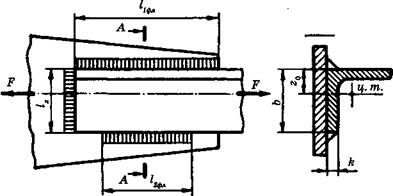
Рисунок 2.5 – Пример сварной конструкции
Сварные швы располагают так, чтобы они в соединении были нагружены равномерно. При проектировании соединения уголков с косынками (рисунок 2.5) длины фланговых швов принимают обратно пропорциональными расстояниям до центра тяжести уголка:
Рекомендуем посмотреть лекцию "Культура как предмет культурологии".
 , (2.3)
, (2.3)
Суммарная длина фланговых швов
 , (2.4)
, (2.4)
Следовательно, длина флангового шва у примыкающей полки уголка
 . (2.5)
. (2.5)
В конструкциях, подверженных действию вибрационных знакопеременных нагрузок, соединения внахлест не рекомендуются, так как они создают значительную концентрацию напряжений.


















