Оборудование для мойки и очистки
1.3. Оборудование для мойки и очистки
Недостаточная очистка ремонтируемых объектов является одной из серьезных причин снижения качества их ремонта. Производительность труда при разборке и сборке загрязненных объектов ремонта резко снижается. По данным исследований только в результате повышения качества очистки можно на 20 — 30% повысить ресурс отремонтированных агрегатов и на 15 — 20% увеличить производительность труда на разбо-рочно-сборочных работах.
Струйная моечная установка ОМ-4267 (рис. 1.6) предназначена для мойки сборочных единиц и деталей с применением СМС. Однако промывка в струйных моющих машинах с применением соответствующих моющих средств, в том числе и синтетических, не обеспечивает должной степени очистки от смолистых отложений, особенно на поверхностях, не подвергающихся непосредственному воздействию струй. В связи с этим детали со смолистыми отложениями очищают в ваннах (очисткой погружением — "вываркой"). Таким способом можно очищать даже шасси автомобиля.
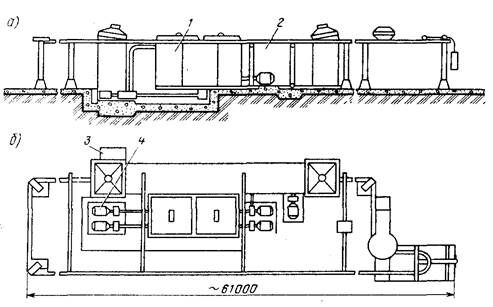
Рнс. 1.6. Моечная установка ОМ-4267:
а — схема установки на фундаменте; б — общий вид; 1 — ванна для моющего раствора; 2 — моечная камера; 3 — электрошкаф; 4 — система подачи и перекачки раствора и воды
Для очистки погружением в качестве моющих средств применяют Ла-бомид-203 и МС-8 концентрацией 20 — 30 г/л. Рабочая температура растворов 80 — 100°С. Использование при очистке погружением растворов каустической соды с концентрацией более 50 г/л нецелесообразно, так как их моющая способность при дальнейшем повышении концентрации не увеличивается. Для повышения моющей способности/в раствор каустической соды вводят силикаты (жидкое стекло, метасиликат натрия) и различные поверхностно-активные вещества. Растворы моющих средств Лабомид-203 и МС-8 в 3 — 4 раза эффективнее растворов каустической соды.
Интенсивность процесса очистки деталей погружением возрастает при перемешивании раствора в ванне или перемещении очищаемых деталей. Для этой цели выварочные ванны со статической выдержкой деталей заменяют установками с винтами, осевыми насосами, вибрационными и колеблющимися платформами. Продолжительность очистки деталей в таких установках по сравнению с обычными ваннами сокращается в .1,5 — 2 раза. Для устранения вредных испарений при очистке деталей погружением ванны оборудуют герметически закрывающимися крышками.
Одним из путей реализации очистки погружением является применение роторных машин АКТБ-227 и др. Объемная загрузка таких машин в
несколько раз выше, чем у струйных, что значительно повышает производительность труда. Периодическое погружение в раствор и извлечение из него очищаемого ремонтного фонда создает обмен раствора у его поверхности.
Рекомендуемые материалы
Конвейерная моечная машина КМ-4(рис. 1.7)с непрерывным циклом работы предназначена для очистки деталей на крупных авторемонтных предприятиях.
Машина состоит из ванны /, в которой Помещены гребные винты 15 для перемешивания жидкости. Каретки, на которых подвешена корзина с очищаемыми деталями, перемещаются при помощи подвижного конвейера. Двигаясь по конвейеру, корзина опускается в моющую жидкость и передвигается вдоль ванны до выхода в противоположном конце. При продвижении в ванне корзина при помощи реек вращается вокруг вертикальной оси и шестерни на конвейере.
Для удаления асфальтосмолистых отложений с деталей используют растворители и растворяюще-эмульгирующие средства (РЭС). Наиболее распространенными растворителями являются:
хлорированные (тетрахлорэтилен, трихлорэтилен, хлористый метилен, четыреххлористый углерод, дихлорэтан), хорошо растворяющие минеральные масла, асфальтосмолистые отложения и старые лакокрасочные покрытия; они пожаробезопасны, но обладают высокой токсичностью;
ароматические (бензол, ксилол) используют для растворения минеральных масел и асфальтосмолистых отложений (бензол высоко токсичен);
предельные (дизельное топливо, керосин, тракторный бензин, уайтспирит) хорошо растворяющие минеральные масла, консистентные смазки и консервационные составы. Они наименее токсичны в ряду растворителей.
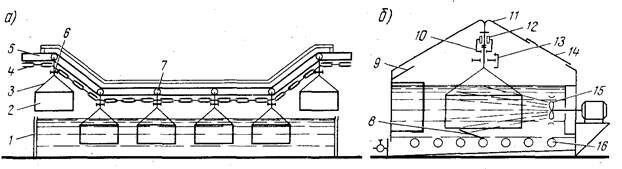
Рис. 1.7. Конвейерная моечная машина КМ-4:
а — продольный разрез; б — вид в плане;1 — ванна; 2 — контейнер;3 — растяжка; 4 — цепь; 5 — двутавровая балка; б — шестерня; 7 — каретка; 8 — козырек; 9 — щитки; 10 — упорный подшипник; 11 к 14 — крышки; 12 — ролики; 13 — рейка; /5 — гребной винт; 16 — теплообменник
Из растворителей наибольшее применение имеют дизельное топливо, керосин, бензин и уайтспирит. Хлорированные углеводороды, которые по очищающей способности в десятки раз более эффективны, чем перечисленные выше, пока не применяют ввиду высокой токсичности, однако их используют при наличии специальных установок, работающих по замкнутому циклу, с соблюдением требований техники безопасности.
Для очистки деталей от асфальтосмолистых отложений при низкой температуре рекомендуют растворяюще-эмульгирующие средства АС-15 и "Ритм", которые отличаются от СМС тем, что удаляют загрязнения в результате частичного их растворения с последующим эмульгированием оставшихся загрязнений.
Очистку при помощи РЭС осуществляют в два этапа, при этом выдерживают детали в них при комнатной температуре и ополаскивают в растворе любого СМС при температуре 50 — 60°С. Средство АМ-15 приготовляют на основе растворителя ксилола, а "Ритм" — на основе хлорированных углеводородов типа трихлорэтилена. Особенностью РЭС является их токсичность и некоторая огнеопасность, поэтому применять эти средства необходимо в герметизированных машинах погружного типа с соблюдением особых мер безопасности. С помощью РЭС очищают детали из черных металлов и алюминиевых сплавов.
При одинаковом способе применения растворов СМС и РЭС в погружных Машинах РЭС в 5— 15 раз эффективнее, чем СМС. Для двухэтапной технологии очистки с применением РЭС разработаны моечные машины погружного типа. Машины представляют собой ванну для моющего раствора, в которой имеется платформа, загружаемая очищаемыми деталями. Платформа совершает возвратно-поступательные движения с частотой 1 — 2 Гц и ходом 50 — 200 мм. Привод движения* платформы осуществляется от сети сжатого воздуха давлением 0,4 — 0,5 МПа. Выпускается несколько типов таких машин — ОМ-5287, ОМ-5299 и др.
От нагара, накипи и продуктов коррозии детали очищают механическим, термохимическим и комбинированным способами.
Очистка твердых отложений на автомобильных деталях механическим способом осуществляется при помощи металлических щеток, косточковой крошкой, металлическим песком, гидропескоструйной обработкой. Металлические щетки приводятся во вращение от электродрели. Несмотря на простоту такого способа, он применяется лишь на мелких предприятиях, так как не обеспечивает необходимых качества очистки и производительности труда. Очистка деталей от нагара косточковой крошкой является более совершенным способом, отличается высокой производительностью при вполне удовлетворительном качестве очистки. Косточковая крошка изготавливается из скорлупы зерен плодов, является мягким материалом и, удаляя загрязнения, не разрушает поверхность деталей, включая алюминиевые.
Перед обработкой косточковой крошкой удаляют масляные и асфальтосмолистые загрязнения. Очистку деталей косточковой крошкой выполняют в специальных установках. Очистке косточковой крошкой поддаются лишь поверхности, которые попадают в зону прямого действия струи. Внутренние полости, карманы и углубления сложной формы остаются неочищенными.
Установка, очищающая детали косточковой крошкой, предназначена для механизации процессов очистки деталей от нагара, накипи и других загрязнений.
Техническая характеристика стационарной камерной установки для очистки крупногабаритных деталей косточковой крошкой
Давление сжатого воздуха, МПа. 0,4—0,6
Расход воздуха, м3/4 ............ 200
Габаритные размеры, мм:
длина ...................... 2100
ширина .................... 1090
высота ..................... 2300
Масса, кг ................... 350
Установка (рис. 1.8) для очистки косточковой крошкой крупногабаритных деталей (блока цилиндров, головки блока) состоит из камеры очистки 11, бункера 9 с косточковой крошкой, смесительного механизма 7, влагоотделителя б, приемного стола 5, тележки 4. Камера очистки представляет собой сварной металлический каркас, облицованный снаружи листовым железом. Чтобы уменьшить шум при работе установки, камера внутри облицована резиной. Дно камеры выполнено из двух перфорированных листов железа, прикрепленных к каркасу. Через заднюю стенку в камеру входит шланг 2 с соплом 3 на конце, предназначенный для очистки деталей. Спереди, в зоне обслуживания установки, на вертикальном облицовочном листе имеются два отверстия для доступа рук рабочего в зону очистки. К кромкам этих отверстий прикреплены специальные рукава для предохранения рук работающего от травм и относительной герметизации установки. Вентиляционный зонт 1 камеры присоединен к вытяжной сети вентиляции. На наклонном переднем листе укреплены смотровое окно 12 и два светильника для освещения рабочей зоны.
В камере очистки предусмотрено сопло 10 для обдува деталей воздухом после очистки. С правой стороны камера имеет дверь для загрузки деталей. В смесительном механизме находится инжекторное устройство, к входу которого от влагоотделителя через пробковый кран подводится сжатый воздух. К выходу инжекторного устройства прикреплен гибки! шланг с соплом для подачи рабочей смеси. Управление инжекторным устройством осуществляется при помощи пробкового крана, связанного тягой с педалью 8.
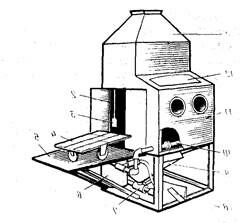
Рис. 1.8. Установка для очистки деталей косточковой крошкой
Пескоструйная очистка при ремонте не применяется, так как загрязняет помещения кварцевой пылью, способствующей заболеванию работающих силикозом. Гидропескоструйна5 очистка исключает появление кварцевой пыли и может быть рекомендована для очистки деталей от коррозии и старой краски.
Термохимический метод предусматривает очистку деталей в щелочном расплаве. Наиболее распространенный состав расплава содержит 65% едкого натра, 30% азотнокисло го и 5% хлористого натрия. Темпера тура расплава (400±20)°С. Уставов ки ОМ-4944 и ОМ-5458 применяют для очистки деталей от нагара, накипи и ржавчины в щелочном расплаве
Установка ОМ-4944 состоит из четырех ванн. В первой ванне детали для разрушения загрязнения выдерживают 5 — 10 мин в щелочном расплаве. Во второй ванне детали промывают проточной водой: резкий перепад температур вызывает бурное парообразование, которое способствует разрушению разрыхлённых остатков нагара, накипи, ржавчины и растворению остатков расплава.
В третьей ванне осуществляют кислотную -обработку (травление) для-, осветления поверхности деталей и нейтрализации остатков щелочи. При одновременной очистке деталей из черных металлов и алюминиевых сплавов травление ведут раствором фосфорной кислоты (85 г/л) с добавлением хромового ангидрида (125 г/л) при температуре (30±5)°С. В четвертой ванне детали промывают окончательно горячей водой. Общее время цикла обработки составляет 20 — 25 мин. Загружают и выгружают контейнеры с деталями, а также перемещают их из одной ванны в другую электротельферрм.
Установка ОМ-5458 снабжена автооператором, позволяющим перемещать детали в автоматическом режиме. Мелкие детали (клапаны, толкатели, нормали и др.) очищают во вращающихся барабанах с жидким наполнителем, в качестве которого используют керосин, дизельное топливо, Лабомид-203 или МС-8.
Барабан загружают на 75% своего объема. В рабочем положении он должен быть погружен в раствор на 2/3 — 3/4 своей высоты и вращаться со скоростью 1-6—18 об/мин. Перспективной является очистка мелких деталей (клапанов, толкателей) от твердых отложений виброабразивным способом, при котором детали и обрабатывающую среду (водные растворы лабомида или МС и наполнители в виде уралита, мраморной крошки, измельченных абразивных кругов) помещают в контейнер, которому сообщается колебательное движение.
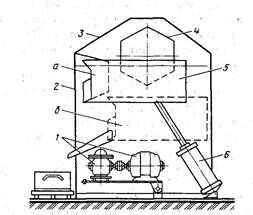
Рис. 1.9. Установка для мойки мелких деталей во вращающемся барабане:
а и б — соответственно крайнее верхнее и крайнее нижнее положение ванны
Установка (рис. 1.9) для мойки и очистки мелких деталей во вращающемся барабане состоит из привода 1, шестигранного барабана 4 с перфорированными стенками, который вращается в подшипниках, установленных на верхней рамке каркаса; ванны 5 для моющей жидкости; пневмоцилиндра 6 двустороннего действия для подъема и опускания ванны; каркаса 2, имеющего внутри направляющие, в которых движутся ролики ванны; колпака 3 с дверцей для загрузки деталей в барабан.
Техническая характеристика установки с
вращающимся барабаном для мойки и очистки мелких деталей в жидкой среде
Моющая жидкость ........................ керосин
Вместимость ванны, л ............................. 90
Частота вращения барабана, об/мин........... 34
Время мойки, мин ......................... 15—20
Масса загружаемых деталей, кг .. ........... 87
Габаритные размеры, мм:
длина ...................... 1070
ширина .................... 1880
высота .................... 1485
Вначале откидывают дверцу колпака и подводят барабан люком в верхнее положение. Затем открывают дверцы барабана и загружают его деталями, подлежащими мойке. После этого закрывают дверцы барабана и колпака и включают пневмоцилиндр для подъема ванны с моющей жидкостью в верхнее положение. Затем включают привод и начинают мойку деталей. По окончании мойки ванну опускают в нижнее положение и чистые детали выгружают по наклонной плоскости, образованной дверцей барабана, в накопитель. После этого процесс мойки деталей повторяется. Для периодического слива моющей жидкости ванна имеет два отвода с винтовыми пробками.
Детали небольших размеров, но сложной конфигурации, в частности детали системы питания и электрооборудования, очищают в моечных установках ультразвуком. Детали, подлежащие очистке, помещают в ванну с моющим раствором, где под действием ультразвука в моющем растворе образуются области сжатия и разрежения. Образование пустот в жидкости и действия (гидравлические удары), вызываемые ими там, где они возникают, получило название кавитации. Под действием кавитации загрязнения на поверхности детали разрушаются и удаляются вместе с моющим раствором. В качестве моющих средств целесообразно применять водные растворы лабоми-да или МС (в зависимости от загрязненности концентрация раствора составляет 10 — 30 г/л, температура раствора 55 — 65°С) или растворители и средства на их основе (керосин, дизельное топливо, АМ-15 и др.).
Оборудование, применяемое при ультразвуковой очистке, обычно состоит из ультразвуковой ванны, генератора тока высокой частоты и излучателя (преобразователя тока высокой частоты в ультразвуковые колебания), встроенного в дно ванны. В качестве излучателей в основном применяют магнитострикционные преобразователи, преобразующие электрические колебания ультразвукового генератора в механические ультразвуковые колебания, которые передаются моющей жидкости в ванне.
Для удаления накипи и продуктов коррозии, помимо очистки в расплаве солей, косточковой крошкой или металлическим песком, объекты ремонта обрабатывают в 10—12%-ном растворе ингибированной соляной кислоты при температуре 78 — 85°С в течение 20 — 25 мин. После обработки в кислотном растворе объекты ремонта ополаскивают в растворе кальцинированной соды (5 г/л) и тринатрийфосфата (2 г/л).
Старые лакокрасочные покрытия чаще всего удаляют обработкой деталей в щелочных растворах каустической соды (едкий натр, ГОСТ 2263— 71) концентрацией 80— 100 г/л при температуре 80 — 90°С в течение 60 —90 мин. Детали промывают горячей водой в установках ванного или струйного типа. Завершающей операцией является пассивирование поверхности деталей в ванне с раствором нитрита натрия концентрацией 5 г/л при температуре 50 — 60°С. Когда удаление старой краски в щелочных растворах невозможно по технологическим или конструктивным соображениям, ее удаляют при помощи смывок или растворителей. Химическая промышленность выпускает следующие смывки: СД (СП) по ТУ МХП 1113-44, СД(ОБ) по ТУ МХП 906-42 и АФТ-1 по ТУ МХП 2648-51. Скорость действия смывок: СД (СР) —5 мин, СД (ОБ) —30 мин и АФТ-1 — 20 мин. Расход — 170, 150 и 250 г/м2 соответственно. Разрушающее действие смывки АФТ-1 повышается при добавлении в нее фосфорной кислоты из расчета 15 мл на 1 л смывки. В качестве смывок можно применять растворитель Р-4 № 646 или № 647..
Информация в лекции "11 Пенсионное обеспечение и социальное обслуживание в социальной защите граждан" поможет Вам.
От консервационных смазок детали очищают в растворах синтетических моющих средств, таких как Ла-бомид-101 концентрацией 10 г/л при температуре 90 — 100°С. Установки АКТБ-180 или ОМ-3600 и др. с пульсирующим потоком жидкости применяют для очистки масляных каналов блока цилиндров и коленчатого вала.
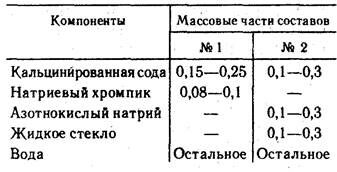
Для обезжиривания некоторых точных деталей (плунжерные пары, распылители, шариковые и роликовые подшипники) применяют бензин с последующей промывкой веретенным или солярным маслом. Обезжиривать подшипники после промывки их в бензине можно и в растворах 1 и 2, приведенных в табл. 1.5, при температуре раствора 60 — 70°С.
При очистке деталей электрооборудования применяют керосин. В качестве заменителя керосина и бензина можно применять керосиновый контакт, который получают на нефтеперерабатывающих заводах в виде побочного продукта при очистке минеральных масел серной кислотой. Состав керосинового контакта: 40% — сульфонефтяных кислот; 8% —минеральных масел; 1% — серной кислоты; остальное — вода. Ввиду повышенного раздражающего действия на кожу рук керосиновый контакт применяют только при механизированной мойке.
Распространенным моющим средством на авторемонтных заводах является раствор на основе каустической соды (NаОН). Однако необходимо иметь в виду его раздражающее действие (особенно при концентрации свыше 1,2 — 1,5%) на кожу рук. Применяя более высокие концентрации растворов, необходимо обязательно применять последующую промывку деталей в ванне с горячей водой с добавлением нитрита натрия или хромпика, что предохраняет детали от коррозии.
Таблица 1.5. Составы для обезжиривания подшипников