
Характер изнашивания и средние величины максимально допустимого износа инструментов
Характер изнашивания и средние величины максимально допустимого износа инструментов
Токарные резцы с пластинками твердых сплавов при обработке сталей и чугуна изнашиваются как по задней, так и по передней поверхности (рис. 6). Чаще всего максимальную ширину площадка износа имеет у вершины резца или на переходной задней поверхности, т. е. в месте резца с наихудшими условиями теплоотвода. Допустимая величина линейного износа d задней поверхности при обработке: стали - 0,8 - 1 мм; чугуна с подачей s 0,3 мм/об - 1,4 - 1,7 мм; чугуна с подачей > 0,3 мм/об - 0,8 - 1 мм.
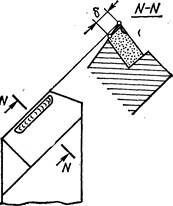
Рис. 6. Схема износа токарного резца
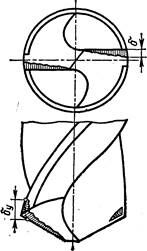
Рис 7. Схемы износа сверла
Винтовые сверла при обработке сталей изнашиваются по передней и задним поверхностям (рис. 7). Изнашивание перемычки считается ненормальным; оно происходит или в результате неправильной заточки сверла, или из-за недостаточной твердости инструментального материала после термообработки. Износ задней поверхности вдоль главного лезвия неравномерен: ширина площадки износа непрерывно возрастает по мере удаления от перемычки сверла. В отличие от резцов лунка износа вдоль всего главного лезвия не образуется. Она возникает у уголка сверла в том месте, где главное лезвие переходит во вспомогательное. Изнашиванию также подвергается вспомогательная задняя поверхность (фаска), на которой появляются штрихи износа у уголка сверла. Допустимая величина износа сверл из быстрорежущих сталей: при диаметре до 20 мм равна 0,6 - 0,8 мм и при диаметре свыше 20 мм - 0,8 - 1 мм. При обработке чугуна передняя поверхность сверла не изнашивается. Износ задней поверхности «соединяется» с износом фаски, что приводит к скруглению уголка сверла. Поэтому лимитирующим износом является скругление 6у уголка. Допустимая величина износа d сверл из быстрорежущих сталей при работе без СОЖ при диаметре до 20 мм равна 0,5 - 0,8 мм и при диаметре свыше 20 мм - 0,8 - 1,2 мм.
Метчики при обработке как сталей, так и чугуна изнашиваются только по задней поверхности. Максимальный износ сосредоточивается в месте перехода главного лезвия во вспомогательное. Допустимая величина износа d машинных метчиков при обработке сталей равна 0,125do и чугуна - 0,07dо.
Рекомендуемые материалы
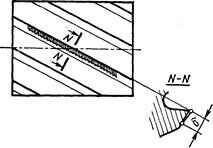
Рис. 8. Схема износа осевой цилиндрической фрезы
Цилиндрические осевые, концевые и дисковые фрезы изнашиваются только по задней поверхности. Площадка износа задней поверхности расположена вдоль рабочего участка лезвия (рис. 8), постепенно увеличиваясь по ширине от входящей точки лезвия к выходящей. Допустимые величины износов 6 задней поверхности осевых фрез из быстрорежущих сталей: при черновой обработке сталей равны 0,4 - 0,6 мм, а при чистовой 0,15 - 0,25 мм и при черновой обработке чугуна равны 0,5 - 0,8 мм, а при чистовой 0,2 - 0,3 мм.
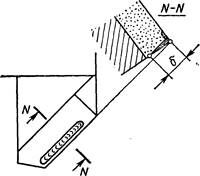
Рис. 9. Схема износа торцовой фрезы
Изнашивание торцовых фрез подобно изнашиванию резцов (рис. 9). Фрезы из быстрорежущих сталей и с пластинками твердых сплавов при обработке сталей и чугуна изнашиваются по задней и передней поверхностям. Фрезы из быстрорежущих сталей при обработке чугуна изнашиваются только по задней поверхности. Допустимые износы d: фрез из быстрорежущих сталей при черновой обработке сталей и чугуна равны 1,5 - 2 мм, а при чистовой обработке - 0,3 - 0,5 мм; фрез с пластинками твердых сплавов при обработке сталей – 1 - 1,2 мм и при обработке чугуна - 1,5 - 2 мм.
Протяжки изнашиваются только по задней поверхности (рис. 10). С ростом ширины площадки износа одновременно растет радиус округления клина. Ширина площадки износа вдоль главного лезвия в общем случае неодинакова. Наибольшая ширина наблюдается у краев стружкоделительных канавок и в точках пересечения главного лезвия со вспомогательными. Допустимая ширина d площадки износа при обработке сталей и чугуна: у шпоночных и шлицевых протяжек равна 0,3 - 0,4 мм, а у круглых протяжек - 0,2 - 0,3 мм.
Лекция "5.3 Списки" также может быть Вам полезна.


Рис. 10. Схема износа протяжки
Более объективным показателем изнашивания является округление зубьев протяжки. При достижении радиусом округления определенного значения резко увеличивается шероховатость обработанной поверхности, а на лезвиях протяжки появляются следы выкрашивания. При протягивании деталей с 5-м классом чистоты обработанной поверхности предельные величины радиуса округления составляют r = 0,02 мм при подъемах зубьев 0,01 - 0,02 мм и r = 0,03 - 0,04 мм при подъемах зубьев 0,05 - 0,3 мм.
Использование радиуса округления как критерия износа в производственных условиях связано с трудностями вследствие сложности измерения допустимой величины r.
Превышение максимально допустимой величины износа резко сокращает число переточек, допускаемых инструментом. Последнее приводит к возрастанию себестоимости операции, выполняемой инструментом, поскольку в сумме затрат, определяющих себестоимость операции, доля расходов, связанных с эксплуатацией инструмента, велика. Поэтому соблюдение в производственных условиях допустимых норм износа является основой рациональной эксплуатации инструмента.


















