
Заклепочные соединения
Тема 7 Заклепочные соединения. (0,5 часа)
План лекции:
1. Общие сведения. Применение заклепочного соединения.
2. Расчет заклепочного соединения, нагруженного растягивающей силой и моментом в плоскости стыка
Заклепочное соединение образуют деформированием заклепки, свободно установленной в отверстия соединяемых деталей (рис. 15). Пластически деформируя, заклепку осаживают, заполняя зазор между стержнем заклепки и стенками отверстия, и формируют замыкающую головку. Закладную головку выполняют на заклепке заранее. Заклепочные соединения относят к неразъемным.
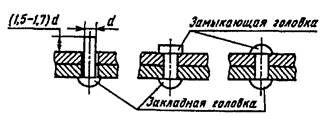
Рисунок 15 – Заклепочные соединения
Достоинства (в сравнении со сварными соединениями):
1. Стабильность качества соединения; возможность получения прочного плотного соединения.
Рекомендуемые материалы
2. Надежный и простой визуальный контроль качества.
3. Возможность соединения деталей из несвариваемых материалов.
4. Возможность соединения деталей, нагрев которых недопустим из–за коробления или отпуска термообработанных деталей.
5. Надежная работа при ударных и вибрационных нагрузках.
Недостатки:
1. Ослабление деталей отверстиями и в связи с этим повышенный расход металла.
2. Трудность автоматизации процесса склепывания.
3. Менее удобные конструктивные формы в связи с необходимостью наложения одной детали на другую или применения накладок.
4. Высокий уровень шума при работе с пневмоинструментом, используемым для деформирования заклепок.
В связи с развитием сварки заклепочные соединения в большинстве областей вытеснены сварными.
Применение:
· в авиа- и судостроении – обивка фюзеляжа, корпуса;
· в строительных сооружениях – мосты, фермы;
· в общем машиностроении – крепление зубчатых венцов к дискам колес, лопаток в турбинах, фрикционных накладок, соединение элементов рам грузовых автомобилей и составных сепараторов подшипников качения.
Отверстие в листах получают:
· продавливанием при толщинах до 25мм;
· продавливанием с последующим развертыванием;
· сверлением в ответственных соединениях.
Клепку (осаживание стержня) стальных заклепок при d ≤ 10мм, а также заклепок из алюминиевых сплавов, латуни и меди производят холодным способом, а стальных заклепок большего диаметра – горячим способом, с подогревом заклепки или ее конца до светло-красного каления (1000 ... 1100°С).
Клепку производят на клепальных машинах (прессах) или пневматическими молотками.
Основными для заклепочных соединений являются нагрузки в плоскости стыка, стремящиеся сдвинуть соединяемые детали одну относительно другой.
Рассмотрим расчет на примере двухрядного стыкового соединения (рис. 16). Определение силы, действующей на наиболее нагруженную заклепку, выполняем по аналогии с расчетом болтового соединения: находим отдельно составляющие от каждого силового фактора, а затем их геометрически суммируем.
Составляющая на i –й заклепке от момента Т:
 , (28)
, (28)
где z1, z2, z3, …, zi …– число заклепок, расположенных на расстоянии r1, r2, r3, …,ri … от центра масс заклепочного соединения.
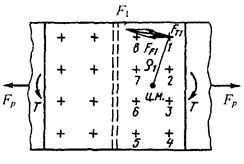
Рисунок 16 – Заклепочное соединение, нагруженной растягивающей силой
Лекция "14 Вероятностно-зональный критерий" также может быть Вам полезна.
Составляющая на i–й заклепке от центрально приложенной силы Fp в предположении равномерного распределения сил между заклепками:
 , (29)
, (29)
где z = z1 + z2 + ... + zi + ... – общее число заклепок в соединении.
Суммарная сила на i –й заклепке:
 , (30)
, (30)
По рис. 16 наиболее нагружены заклепки 1 и 8: составляющие FTi, от момента наибольшие (заклепки расположены на наибольшем удалении от центра масс) и угол между векторами  и
и  острый.
острый.

















