
Разливка стали в изложницы
7 Разливка стали в изложницы
7.1 Оборудование для разливки стали
К оборудованию для разливки стали относят: сталеразливочный ковш, разливочный стакан, стопор или шиберный затвор, промежуточные воронки и ковши, изложницы, поддоны, прибыльные надставки, литниковую систему и др.
Сталеразливочный ковш представляет собой выполненный из сальных листов футерованный сосуд, имеющий форму усеченного конуса, расширяющегося кверху. Емкость ковшей находится в пределах 5—480 т; помимо жидкой стали ковш должен вмещать немного шлака (2—3 % от массы металла), который предохраняет металл от быстрого охлаждения во время разливки.
Стойкость футеровки ковша в зависимости от ее вида составляет от 10 до 100 плавок.
Для разливки стали из ковша по изложницам служит стакан со стопором или шиберным, а иногда поворотным затворами.
Разливочный стакан вставляют в днище ковша в специальный гнездовой кирпич; иногда вместо гнездового кирпича делают набивное гнездо, заполняя зазор между стаканом и футеровкой днища огнеупорной массой. «Диаметр стакана» составляет 25— 120 мм, высота стаканов в зависимости от емкости ковша равна 120— 440 мм.
Стопор служит для закрывания и открывания отверстия стакана. Он представляет собой металлический стернь диаметром 40—60 мм, защищенный от воздействия жидкой стали и шлака шамотными трубками (катушками). Нижний конец стержня имеет нарезку, на которую навинчивают огнеупорную пробку из высокоглиноземистого шамота. При длительной разливке стержень стопора теряет прочность и может изгибаться, поэтому иногда применяют воздухоохлаждаемые стопоры. С целью ускорения разливки иногда применяют двухстопорные ковши. Стопор служат одну разливку.
Тяжелые условия службы стопора, особенно при длительной выдержке больших масс металла в ковше, обработке его в ковше инертными газами и вакуумом, привели к необходимости создания шиберных затворов, расположенных снаружи ковша.
Шиберный затвор работает в менее тяжелых условиях, чем стопор (стопор находится в объеме жидкой стали), и поэтому более надежен в эксплуатации. Быстрота установки шиберного затвора и высокая надежность обусловили его широкое внедрение в сталеплавильных цехах. В отечественной практике для изготовления шиберных затворов применяют плиты из корунда и периклаза, позволяющие разливать до трех плавок.
Рекомендуемые материалы
Промежуточные ковши применяют при разливке стали на МНЛЗ и при разливке спокойной стали сверху для уменьшения разбрызгивания струи металла при ее ударе о дно изложницы, что позволяет уменьшить количество плен на слитках.
Промежуточные ковши служат буферной емкостью, позволяющей непрерывно разливать сталь из двух и более сталеразливочных ковшей методом «плавка на плавку», а главное поддерживать постоянным ферростатический напор и скорость разливки металла. Ковши снабжены стопорами или шиберными затворами и позволяют отливать до четырех слитков одновременно.
Ковш имеет стальной кожух и футерован изнутри шамотным кирпичом. В днище установлен один или несколько стаканов, снабженных стопорами. Для уменьшения теплопотерь ковш накрывают футерованной крышкой. Емкость промежуточных ковшей достигает 70-80 т.
Промежуточная воронка применяется при разливке спокойной стали сверху для уменьшения разбрызгивания струи металла; имеет металлический кожух, который футеруют огнеупорной массой из шамотного порошка и огнеупорной глины на жидком стекле с добавкой графита; в нижней части воронки устанавливают разливочный стакан диаметром от 18 до 40 мм. Воронки либо устанавливают на прибыльную часть изложницы, либо подвешивают к сталеразливочному ковшу.
Изложницы
Изложницы отливают из ваграночного чугуна следующего состава, %: 3,3—4,0 С; 0,9—2,2 Si; 0,4—1,0 Mn; <0,20 P и <0,12 S.
Размеры изложниц зависят от массы и размеров слитка. Масса слитков, отливаемых для прокатки на станах, изменяется в пределах от 200 кг до 30 т, при этом для прокатки на блюмингах отливают слитки массой до 13 т, а для прокатки на слябингах —до 30 т. Масса слитков для поковок доходит до 350 т.
Более экономична разливка стали в крупные слитки, так как при этом уменьшается ее продолжительность, сокращаются затраты труда, расход огнеупоров и разливочного оборудования, уменьшаются потери металла в виде скрапа и литников, возрастает производительность прокатных станов. Вместе с тем при росте массы слитка заметно усиливается зональная химическая неоднородность, поэтому для качественных сталей массу слитка ограничивают.
 Конфигурация изложниц, характеризуемая формой поперечного и продольного сечений, определяется сортаментом стали и дальнейшим переделом слитка.
Конфигурация изложниц, характеризуемая формой поперечного и продольного сечений, определяется сортаментом стали и дальнейшим переделом слитка.
 Поперечное сечение изложниц может быть квадратным, прямоугольным, круглым, многогранным (см. рисунок 17). Слитки квадратного сечения идут на сортовой прокат; слитки прямоугольного сечения при отношении их ширины b к толщине h менее 1,5 для получения как листа, так и сортового проката; плоские слитки при отношении b/h в пределах от 1,5 до 3,0 — для прокатки на лист. Слитки круглого сечения используют для изготовления труб, бандажей, колес. В многогранные изложницы отливают слитки для кузнечных поковок.
Поперечное сечение изложниц может быть квадратным, прямоугольным, круглым, многогранным (см. рисунок 17). Слитки квадратного сечения идут на сортовой прокат; слитки прямоугольного сечения при отношении их ширины b к толщине h менее 1,5 для получения как листа, так и сортового проката; плоские слитки при отношении b/h в пределах от 1,5 до 3,0 — для прокатки на лист. Слитки круглого сечения используют для изготовления труб, бандажей, колес. В многогранные изложницы отливают слитки для кузнечных поковок.
 По форме продольного сечения изложницы бывают двух типов: с уширением кверху для разливки спокойной стали (см. рисунок 18, а) и с уширением книзу для разливки кипящей и полуспокойной стали (см. рисунок 18, б). Для разливки кипящей и полуспокойной стали иногда применяют изложницы бутылочной формы (см. рисунок 18, в), верхнее отверстие которых после наполнения изложницы сталью закрывают пробкой или крышкой. Быстрое застывание металла в суживающейся части бутылочной изложницы обеспечивает снижение химической неоднородности стали но сравнению с разливкой в обычные сквозные изложницы.
По форме продольного сечения изложницы бывают двух типов: с уширением кверху для разливки спокойной стали (см. рисунок 18, а) и с уширением книзу для разливки кипящей и полуспокойной стали (см. рисунок 18, б). Для разливки кипящей и полуспокойной стали иногда применяют изложницы бутылочной формы (см. рисунок 18, в), верхнее отверстие которых после наполнения изложницы сталью закрывают пробкой или крышкой. Быстрое застывание металла в суживающейся части бутылочной изложницы обеспечивает снижение химической неоднородности стали но сравнению с разливкой в обычные сквозные изложницы.
Изложницы, уширяющиеся книзу, делают сквозными (без дна), а изложницы, уширяющиеся кверху — чаще всего с дном. В дне изложниц находится отверстие. При разливке сифоном в него вставляют шамотный стаканчик, через который сталь поступает в изложницу, а при разливке сверху — стальной вкладыш (пробку), предохраняющий дно изложницы от размывания струей металла.
Внутреннюю поверхность изложниц иногда делают волнистой. При этом увеличивается поверхность соприкосновения слитка с изложницей, быстрее нарастает толщина затвердевшей корочки в начальный момент кристаллизации и снижается пораженность слитков продольными наружными трещинами.
Важной характеристикой слитка и изложницы является величина отношения высоты Н изложницы (слитка) к ее среднему внутреннему диаметру D. Увеличение значения H/D позволяет увеличивать производительность прокатных станов, а также сократить длительность затвердевания слитка, что способствует уменьшению ликвации. Однако увеличение этого отношения вызывает увеличение осевой рыхлости и повышает склонность к образованию продольных трещин вследствие возрастания ферростатического давления на корочку кристаллизующегося слитка. Оптимальная величина отношения H/D составляет для слитков спокойной углеродистой стали 3,0—3,5, а для легированной и качественной углеродистой стали 2,5—3,3. Вместе с тем, для слитков, сердцевина которых удаляется при последующем переделе, а также для слитков, прокатываемых на мелкие профили (диаметром < 100 мм), т. е. при повышенных степенях обжатия, применяют изложницы, у которых отношение H/D более 3,5. В этом случае для повышения плотности сердцевины слитка увеличивают конусность стенок изложницы.
В изложницах для крупных слитков кипящей, а также полуспокойной стали величина отношения H/D должна составлять 3,0—3,5; для мелких слитков (< 1 т) она достигает 5—7. Увеличение отношения H/D по сравнению со слитками спокойной стали допустимо в связи с тем, что в слитках кипящей и полуспокойной стали не образуется осевой рыхлости. В то же время для кипящей стали важно ограничивать абсолютную величину высоты слитка и изложницы. Слишком большая высота ведет к увеличению ферростатического давления в нижней части затвердевающего слитка, что затрудняет кипение металла и способствует уменьшению толщины здоровой корочки.
Большое влияние на плотность макроструктуры и развитие осевой рыхлости в слитках спокойной стали оказывает конусность стенок изложниц. Чем больше конусность стенок изложницы и конусность слитка, тем выше плотность его структуры и тем меньше развита осевая рыхлость. Однако увеличение конусности вызывает неравномерные нагрузки на валки прокатного стана, что существенно затрудняет прокатку слитков. Поэтому конусность стенок изложниц для спокойной стали выбирают в пределах 2—4 % на сторону. Для слитков, идущих на ковку, конусность стенок изложниц увеличивают до 3—6 %. В листовых изложницах для спокойной стали конусность широких сторон принимают равной 3—3,5 %, а конусность узких граней во избежание трапецевидности листов уменьшают вдвое.
В связи с отсутствием в слитках кипящей и полуспокойной стали осевой усадочной рыхлости конусность стенок расширяющихся книзу изложниц меньше, чем у изложниц для спокойной стали. Она составляет 0,9—1,3 %, что обеспечивает свободное снятие изложницы со слитка.
Толщину стенок изложниц выбирают исходя из условий обеспечения механической прочности изложницы и ее обычно принимают равной примерно 20 % от величины поперечного размера слитка. Стойкость изложниц составляет 20—60 плавок (разливок), расход изложниц (чугуна) равен 1,0—3,5 % от массы разливаемой стали.
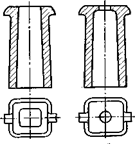
 Прибыльные надставки устанавливают на расширяющиеся кверху изложницы при разливке спокойной стали; они могут быть стационарными (рисунок 19, а, б) и плавающими (рисунок 19, в). Футеровка или теплоизоляционные вкладыши надставок замедляют охлаждение верха слитка, что способствует выводу сюда усадочной раковины.
Прибыльные надставки устанавливают на расширяющиеся кверху изложницы при разливке спокойной стали; они могут быть стационарными (рисунок 19, а, б) и плавающими (рисунок 19, в). Футеровка или теплоизоляционные вкладыши надставок замедляют охлаждение верха слитка, что способствует выводу сюда усадочной раковины.
Футеровка прибыльной надставки выполняется из шамотного кирпича или из массы на основе шамотного порошка с огнеупорной глиной.
Для уменьшения теплоотдающей поверхности, облегчения снятия надставки со слитка уменьшения расхода металла надставку сужают кверху (конусность стенок составляет 10—18 %). Масса прибыльной части и соответственно величина головной обрези крупных слитков рядовой стали составляет при использовании таких надставок 12—16 % обшей массы слитка.
Теплоизоляционные вкладыши изготавливают из песка с добавкой бумажных отходов, глины и связующих, из асбестита со связующими и других материалов. В связи с низкой теплопроводностью вкладышей надставки со вкладышами по сравнению с футерованными имеют меньшие высоту и объем и при их использовании величина головной обрези слитков снижается на 2—5 %.
При отливке крупных слитков применяют плавающие надставки (см. рисунок 19, в). Нижнее основание такой надставки входит в изложницу; до начала разливки надставку удерживают на изложнице с помощью деревянных прокладок, которые после наполнения изложницы металлом удаляют. Достоинство этих надставок заключается в возможности их перемещения в изложнице вместе со слитком при его усадке, что исключает подвисание слитка и образование поперечных трещин.
Поддоны служат для установки сквозных изложниц при разливке сверху и изложниц с центровой при сифонной разливке. Поддон представляет собой литую чугунную плиту толщиной 100—200 мм. Верхняя рабочая поверхность поддона должна быть гладкой; это обеспечивает плотное прилегание изложницы к поддону и предотвращает прорыв жидкого металла под изложницу.
 В поддонах для сифонной разливки (см. рисунок 20) делают углубление в центре и расходящиеся от пего открытые сверху каналы прямоугольного сечения для укладки сифонного кирпича. Если при разливке сверху применяют изложницы без дна, то в поддоне делают выемку, в которую укладывают сменный вкладыш из стали и иногда из огнеупорного кирпича, предотвращающий размывание поддона струей металла.
В поддонах для сифонной разливки (см. рисунок 20) делают углубление в центре и расходящиеся от пего открытые сверху каналы прямоугольного сечения для укладки сифонного кирпича. Если при разливке сверху применяют изложницы без дна, то в поддоне делают выемку, в которую укладывают сменный вкладыш из стали и иногда из огнеупорного кирпича, предотвращающий размывание поддона струей металла.
 При разливке сверху применяют поддоны, размер которых позволяет установить одну или две изложницы; при сифонной разливке двух-, четырех- и многоместные поддоны. Расход поддонов составляет 0,1—1 % от массы разливаемой стали.
При разливке сверху применяют поддоны, размер которых позволяет установить одну или две изложницы; при сифонной разливке двух-, четырех- и многоместные поддоны. Расход поддонов составляет 0,1—1 % от массы разливаемой стали.
Сифонный кирпич предотвращает размывание поддона, центровой и дна изложниц жидкой сталью при разливке. Для обеспечения плотности сочленения сифонные кирпичи делают замковыми (выступ каждого последующего кирпича должен входить паз предыдущего). Величина диаметра отверстия в сифонных кирпичах, укладываемых в поддон, обычно составляет 30—50 мм; диаметр отверстия центровых труб равен 70—100 мм. После разливки каждой плавки сифонный кирпич заменяют.
7.2 Подготовка оборудования к разливке
В современных сталеплавильных цехах сталь разливают в изложницы, установленные на тележках (железнодорожных платформах). Состав с подготовленными изложницами перед выпуском стали из печи подают в разливочный пролет сталеплавильного цеха. После окончания разливки для предотвращения возникновения ликвационных дефектов в затвердевающих слитках состав выдерживают в разливочном пролете в течение 20—120 мин (в зависимости от массы слитка и марки разливаемой стали). Далее состав отправляют в стрипперное отделение цеха, оборудованное специальными кранами для снятия прибыльных надставок и освобождения слитков от изложниц, а затем в здание нагревательных колодцев прокатного цеха.
Подготовка изложниц и надставок. После освобождения от слитков изложницы охлаждают до температуры 80—110 ˚С либо путем длительной выдержки на воздухе, либо в душирующих устройствах, обеспечивающих мягкое охлаждение за счет подачи на поверхность изложницы распыленной воды.
Далее внутреннюю поверхность изложниц очищают от приварившихся брызг и частиц металла, а также от окисленных пленок (нагара). Чистят изложницы металлическими щетками или струями воды, подаваемой на внутреннюю поверхность изложницы под большим давлением. После чистки изложницу продувают сжатым воздухом, а затем внутреннюю поверхность изложниц смазывают.
Смазка предотвращает прилипание брызг металла при разливке к стенкам изложницы, а также приваривание слитка к изложнице. В качестве смазки применяют обезвоженную каменноугольную смолу, каменноугольный лак, смесь каменноугольной смолы с лаком, порошкообразный графит, смешанный с водой.
При соприкосновении с жидким металлом смазка сгорает. При выгорании смазки в изложнице создается восстановительная атмосфера, в результате чего уменьшается окисление поверхности металла во время разливки. Кроме того, газы, образующиеся при сгорании смазки, отгоняют от стенок изложницы пленки окисленного металла, что улучшает чистоту поверхности слитка. Температура стенок изложницы перед смазкой должна быть 80—110°С. При более высокой температуре смазка выгорит до начала разливки; при более низкой – слой смазки получается чрезмерно толстым и неравномерным.
Подготовка футеруемых прибыльных надставок заключается в нанесении на внутреннюю поверхность горячей прибыльной надставки огнеупорной массы, которую закрашивают графитовой «краской». «Краска» предотвращает приваривание футеровки надставки к слитку. При необходимости, для быстрого высыхания нанесенной обмазки, подготовленную надставку просушивают с помощью газовых горелок. Подготовка надставок с теплоизоляционными вкладышами заключается в установке в корпус надставки новых вкладышей.
Подготовка поддонов. Поддоны для сифонной разливки после снятия изложниц и слитков очищают от скрапа, а из каналов поддона удаляют литники и отработанный сифонный кирпич. Далее поддон продувают сжатым воздухом и набирают новым сифонным кирпичом. Температура поддона перед наборкой должна быть не ниже 80 — 100°С для обеспечения быстрого высыхания огнеупорной массы. После наборки каналы поддона продувают сжатым воздухом.
Подготовка поддонов для разливки сверху заключается в том, что после снятия слитков и изложниц поддон очищают от скрапа, шлака и мусора и продувают сжатым воздухом.
Подготовка состава для разливки сифоном включает подготовку поддонов, изложниц, центровых и прибыльных надставок (в случае разливки спокойной стали) и сборку их. Поддон очищают от мусора и скрапа, затем в углубление для звездочки и каналы засыпают сухой песок и устанавливают сифонный кирпич, центровые собирают на стеллажах в специально отведенном месте. После сборки их сушат, прочищают и устанавливают на поддон.
Сборка составов для разливки сверху: на очищенные поддоны устанавливают смазанные изложницы и на них, если это необходимо, прибыльные надставки.
7.3 Строение стальных слитков
Классификация стали по степени раскисленности
Сталь в зависимости от технологии выплавки и, главным образом, от степени раскисленности подразделяют на спокойную, кипящую и полуспокойную. Спокойную сталь обычно раскисляют марганцем, кремнием и алюминием. Активность кислорода при этом понижается настолько, что полностью прекращается реакция окисления углерода. Разливка и кристаллизация спокойной стали идут без заметного газовыделения. Кипящую сталь лишь частично раскисляют марганцем и в процессе ее разливки и затвердевания в изложнице активно идет процесс окисления углерода по реакции [О] + [С] = {СО}. Обильное выделение пузырьков СО и сопутствующих им водорода и азота создает впечатление кипения стали. Полуспокойная сталь по степени раскисленности и, соответственно, по интенсивности газовыделения в процессе кристаллизации занимает промежуточное положение между спокойной и кипящей.
Особенности поведения стали в изложнице обусловливают различие в технологии разливки и строении слитка той или иной стали.
Слиток спокойной стали
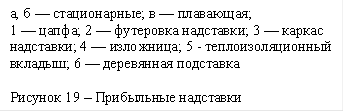
Строение слитка спокойной стали представлено на рисунке 21.
 | |||
 | |||
Наружная зона образуется в момент соприкосновения жидкой стали с холодными стенками изложницы. Резкое переохлаждение металла вызывает образование очень большого числа зародышей и их быстрый рост, в связи с чем кристаллы не успевают вырасти до значительных размеров и принять определенную ориентацию. Толщина корковой мелкокристаллической зоны 6—15 мм, поскольку охлаждение жидкого металла с большой скоростью длится очень недолго.
В дальнейшем скорость теплоотвода и охлаждения существенно падают, так как отвод тепла замедляют корка затвердевшего металла, нагрев стенок изложницы и воздушный зазор, образующийся между стенками изложницы и слитком вследствие его усадки. Вследствие замедления теплоотвода уменьшается переохлаждение и новых кристаллов почти не образуется. Продолжается рост кристаллов корковой зоны, причем растут главные оси кристаллов, направленные перпендикулярно стенке изложницы (поверхности охлаждения). Таким образом, формируется зона столбчатых кристаллов, вытянутых параллельно направлению теплоотвода. В крупных слитках с большим поперечным сечением наблюдается отклонение кристаллов к головной части слитка (к тепловому центру слитка).
Протяженность столбчатых кристаллов возрастает при увеличении перегрева жидкой стали, при росте скорости отвода тепла от затвердевшей части слитка и увеличении поперечного сечения слетка; она зависит также от состава стали (ее теплопроводности).
В центральной части слитка направленный теплоотвод почти не ощущается, поскольку здесь мала скорость отвода тепла и, кроме того, затвердевающий здесь металл удален от всех стенок изложницы на одинаковое расстояние. Поэтому образующиеся кристаллы не имеют определенной ориентировки и получаются равноосными. Вследствие замедленного теплоотвода и отсутствия заметного переохлаждения количество вновь образующихся кристаллов невелико, поэтому структура металла крупнозернистая.
Образование «конуса осаждения» в нижней части слитка обычно объясняют опусканием на дно изложницы кристаллов, зародившихся в объеме жидкого металла у фронта кристаллизации, а также обломившихся под воздействием потоков жидкого металла непрочных ветвей столбчатых кристаллов. Это опускание кристаллов происходит в силу разности плотностей затвердевшего и жидкого металла.
Важной особенностью затвердевания слитка является наличие двухфазной зоны между жидким и полностью затвердевшим металлом. Это зона, где сосуществуют оси растущих кристаллов и незатвердевший металл в межосных пространствах. При увеличении протяженности двухфазной зоны возрастает время пребывания металла в двухфазном состоянии и сильнее развивается химическая неоднородность.
Необходимо отметить наличие в затвердевающем слитке конвективных потоков жидкого металла. У фронта кристаллизации поток направлен вниз, в осевой части слитка — вверх. Движение вниз возникает потому, что у фронта кристаллизации жидкий металл переохлажден и имеет большую плотность, чем остальная его масса. Скорость потоков достигает 0,35 м/с; она тем больше, чем выше перегрев жидкой стали, поскольку при этом возрастает разность в температуре и плотности металла в объеме слитка и у фронта кристаллизации, По мере затвердевания слитка величина перегрева жидкого металла, а с ней и интенсивность потоков снижаются. Наличие конвективных потоков ведет к усилению химической неоднородности слитка.
Усадочная раковина в слитке спокойной стали
В верхней части слитка находится полость — так называемая усадочная раковина (см. рисунок 12). Причиной ее образования является усадка стали в процессе затвердевания, т. е. увеличение плотности при переходе из жидкого в твердое состояние. Величина усадки в зависимости от состава стали изменяется в пределах 2,0—5,3 %. Усадочная пустота в слитке всегда образуется в месте затвердевания последних порций металла. Раковина бывает закрытой, если в прибыльной надставке из-за недостаточной теплоизоляции затвердевает верхний слой металла; при применении экзотермических засыпок и обогреве верха слитка усадочная раковина получается открытой.
Ту часть слитка, в которой расположена усадочная раковина, отрезают при прокатке и отправляют в переплав. Величину усадки, определяемую природой стали, уменьшить нельзя. Поэтому, чтобы свести обрезь металла к минимуму, усадочную раковину концентрируют в верхней части слитка и стремятся уменьшить глубину ее проникновения в слиток. Для этого в обычной практике прибегают к следующим мерам, обеспечивающим более позднее затвердевание верхней части слитка:
1) спокойную сталь, как правило, разливают в изложницы, уширяющиеся кверху. Большая масса жидкого металла в верхней части слитка способствует замедленному его охлаждению;
2) теплоизолируют боковые поверхности верха слитка. Обычно для этого на изложницу устанавливают прибыльную надставку, которую при разливке как и изложницу заполняют жидким металлом. Боковые стенки надставки футерованы огнеупорами или снабжены теплоизоляционными вставками, благодаря чему охлаждение металла здесь замедляется;
3) после наполнения слитка поверхность жидкого металла в прибыльной надставке засыпают теплоизолирующими или разогревающими смесями. В качестве теплоизолирующих засыпок используют асбест, обожженный вермикулит, коксо-шлаковую смесь и др. Более эффективно применение разогревающих смесей — люнкеритов, которые представляют собой порошкообразную смесь горючих и нейтральных компонентов. В качестве первых используют алюминий (14—28 %), ферросилиций (0—15 %), коксик или древесный уголь (0—50 %), в качестве вторых — шамот, боксит, вермикулит. Расход люнкернта составляет 0,5—2,0 кг/т стали.
При применении перечисленных мер величина головной обрези слитков спокойной углеродистой стали составляет 12—16 %, а для мелких слитков и легированных сталей достигает 20 % (донная обрезь слитков спокойной стали равна 1—4 %).
Слиток кипящей стали
В процессе разливки кипящей стали и после ее окончания сталь в изложнице «кипит», т. е. происходит окисление углерода по реакции [С] + [О] = СО с выделением пузырьков окиси углерода.
Окисление углерода и образование пузырьков СО происходит на поверхности формирующихся при затвердевании стали кристаллов. Значительная часть пузырей СО, выделяющихся при кипении остается в слитке. В дальнейшем они завариваются при прокатке.
Для уменьшения неоднородности состава готовой стали кипение вскоре после наполнения изложницы прекращают, накрывая слиток массивной металлической крышкой (механическое закупоривание) или раскисляя металл в верхней части изложницы алюминием (химическое закупоривание).
В слитках кипящей стали не образуется концентрированной усадочной раковины. Усадка здесь рассредоточена по многочисленным газовым полостям. Форма слитка кипящей стали отличается от формы слитка спокойной стали. Поскольку в слитке отсутствует усадочная раковина нет необходимости применять изложницы, расширяющиеся кверху. Кипящую сталь разливают в сквозные изложницы, расширяющейся книзу. Это упрощает процесс раздевания слитков — изложницу просто снимают с затвердевшего слитка.
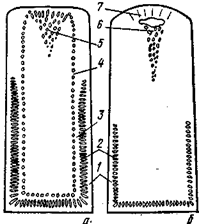
Механически закупоренный слиток кипящей стали характеризуется расположением газовых пузырей в определенном порядке. Структура механически закупоренного слитка кипящей стали, приведена на рисунке 22, а.
 | |||
 | |||
:
Толщина наружной корки без пузырей может изменяться от 2—3 до 40 мм и зависит от того удаляются или нет из металла образующиеся при ее затвердевании пузырьки СО. В начале затвердевания корковой зоны высота вышележащего слоя металла и создаваемое им ферростатическое давление малы, благодаря чему при достаточной окисленности стали образуется большое число пузырьков СО. Их всплывание создает поток, интенсивность которого достаточна для отрыва пузырьков, застревающих между осями растущих кристаллов, что обеспечивает формирование беспузыристого слоя металла.
Если же окисленность металла мала, а ферростатическое давление вследствие большой скорости разливки быстро нарастает, то зарождение пузырей затруднено, их образуется мало и не создается сильного потока всплывающих пузырей. В этих условиях пузыри, образующиеся в межосных пространствах кристаллов, остаются в металле, т, е. начинается рост сотовых пузырей.
Таким образом, чем ниже окисленностъ стали и чем выше скорость наполнения изложницы, тем ниже будет интенсивность кипения и меньше толщина беспузыристой корки.
Из оставшихся в металле пузырей по мере дальнейшего выделения окиси углерода формируются вытянутые сотовые пузыри, что связано с образованием в это время зоны вытянутых столбчатых кристаллов. Идет сравнительно быстрый рост главных осей столбчатых кристаллов, между которыми скапливается выделяющаяся окись углерода. Длина сотовых пузырей составляет от 35 до 70—100 мм.
В верхней части слитка сотовых пузырей нет, так как они вымываются потоком газа, поднимающегося снизу. Высота зоны сотовых пузырей обычно равна 1/2—2/3 высоты слитка; она возрастает при повышении скорости наполнения изложницы, снижении интенсивности кипения и уменьшения окисленности металла.
Прекращение роста сотовых пузырей связано с тем, что после сформирования малотеплопроводной пузыристой зоны скорость отвода тепла заметно снижается и замедляется скорость роста главных осей столбчатых кристаллов, между которыми задерживались пузырьки СО. Образующиеся газы вымываются с более ровного фронта кристаллизации и формируется плотная промежуточная зона, которая состоит из неориентированных кристаллов небольших размеров.
После накрывания слитка крышкой (замораживания его верха) кипение прекращается, поскольку пузырьки СО не могут образовываться из-за повышения давления внутри закупоренного слитка. Вследствие прекращения циркуляции формировавшиеся в момент закупоривания пузыри фиксируются на границе затвердевания, образуя цепочку вторичных пузырей, равноудаленных от стенок изложницы (если крышку накрывают рано, в период роста сотовых пузырей, то после закупоривания прекращается их рост; вторичные пузыри образуются рядом с сотовыми, а зона плотного металла между сотовыми и вторичными пузырями в слитке отсутствует).
Затвердевание центральной части слитка идет без заметного газовыделения и циркуляции металла. Лишь в результате усадки кристаллизующейся стали давление внутри слитка немного снижается и создаются условия для образования отдельных пузырей. Скопление их в верхней части слитка обусловлено повышением содержания здесь кислорода и углерода, вследствие ликвации, а также всплыванием пузырей снизу. Это скопление пузырей образует головную рыхлость, которая в осевой части слитка может распространяться на глубину до 25 % его высоты.
Верх слитка с пузырями и скоплением серы и фосфора вследствие их ликвации отрезают при прокатке; величина головной обрези составляет 5—9 % от массы слитка для рядовой стали и достигает 10—13 % для качественной стали.
Химически закупоренный слиток (см. рисунок 22, б) имеет в нижней части зону коротких сотовых пузырей и в верхней — скопление усадочных пустот и пузырей, над которыми, как правило, расположен мост плотного металла. До начала закупоривания и во время разливки сталь в изложнице кипит, формируется наружная беспузыристая корка и начинается рост сотовых пузырей так же, как в слитке при механическом закупоривании. Толщина здоровой корки такая же, как в механически закупоренном слитке 2-40мм и определяется уровнем окисленности стали и скоростью подъема металла в изложнице.
В течение 1—1,5мин после окончания наполнения изложницы производят закупоривание слитка алюминием (иногда ферросилицием). Вводимый алюминий связывает растворенный в стали кислород, поэтому прекращается кипение и рост сотовых пузырей. Длина сотовых пузырей зависит от времени химического закупоривания: их длина тем меньше, чем раньше был введен алюминий.
Расход алюминия на закупоривание выбирают таким, чтобы при дальнейшем затвердевании наблюдалось незначительное газовыделение, которое должно компенсировать усадку стали и предотвращать образование концентрированной усадочной раковины. Пузыри СО образуются в верхней части слитка, поскольку здесь вследствие ликвации повышается концентрация кислорода и углерода. Глубина сужающейся книзу зоны скопления пузырей и усадочных пустот может достигать 30—45 % высоты слитка.
При оптимальной раскисленности (оптимальном расходе алюминия на закупоривание) над областью усадочной рыхлости образуется «мост» плотного металла толщиной около 10 % высоты слитка. Он изолирует пустоты от атмосферы, благодаря чему последние завариваются при прокатке. Головная обрезь слитка при этом составляет 3,5—6 %. Показателем оптимальной степени раскисленности является формирование выпуклой гладкой поверхности слитка.
При недостаточной раскисленности металла наблюдаются прорывы поверхности слитка пузырями СО. Сплошность верхнего «моста» плотного металла нарушается и возрастает величина головной обрези, так как часть полостей в головной части слитка не заваривается при прокатке из-за окисления их внутренней поверхности. Если металл перераскислен, то образуется недостаточно изолированная сверху глубокая усадочная раковина со скоплением ликватов и неметаллических включений. Головная обрезь при этом сильно возрастает, так как в прокате образуются несплошности в местах скопления ликватов и включений, а также в результате окисления внутренней поверхности раковины.
Толщина здоровой корки — важный критерий качества слитков кипящей стали. Эта толщина может достигать 40 мм и не должна быть менее 8 мм. Более тонкая корка может окисляться при нагреве слитков перед прокаткой. Сотовые пузыри при этом обнажаются, их поверхность окисляется и поэтому они не завариваются при прокатке. В результате на поверхности проката образуются рванины.
Здоровая корка формируется во время наполнения изложницы металлом и ее толщина определяется интенсивностью кипения стали в этот период. Интенсивность кипения и толщина здоровой корки будут тем больше, чем выше окисленность жидкой стали и чем ниже скорость наполнения изложницы металлом.
Толщина здоровой корки зависит и от состава стали. Поскольку углерод и марганец снижают количество растворенного в стали кислорода (ее окисленность), получение достаточно толстой здоровой корки в сталях с повышенным содержанием этих элементов затруднено. Поэтому кипящие стали обычно содержат не более 0,27 % С и 0,60 % Мn.
Как показал опыт, окисленность жидкой стали, получаемая при существующих методах выплавки, позволяет разливать кипящую сталь со скоростью, не превышающей 1,0 м/мин; при большей скорости наполнения изложницы толщина здоровой корки получается менее допустимой (8—10 мм).
Если необходимо разливать сталь с большей скоростью, то прибегают к использованию так называемых интенсификатеров кипения. В изложницу во время разливки вводят порошкообразные смеси, содержащие оксиды железа. Поступающий из интенсификатора в сталь кислород обеспечивает повышение интенсивности кипения и позволяет получать слиток с достаточной толщиной здоровой корки при скоростях разливки до 2,0—2,5 м/мин.
Для ускорения разливки применяют сочетание скоростной разливки с химическим закупориванием: разливку ведут со скоростью 3—5 м/мин; при этом образование пузырей начинается у поверхности слитка, т. е. здоровая корка не образуется. Благодаря раннему химическому закупориванию размеры пузырей малы и при нагреве под прокатку наружный слой слитка с пузырями окисляется, вследствие чего на поверхности проката рванин не образуется.
Слиток полуспокойной стали
Полуспокойная сталь по степени раскисленности занимает промежуточное положение между спокойной и кипящей сталью. Ее раскисляют как правило в ковше, вводя силикомарганец, ферромарганец и ферросилиций в количестве, обеспечивающем получение заданного содержания в стали марганца и введение 0,06—0,13 % Si.
Полуспокойную сталь разливают в сквозные расширяющиеся книзу или в бутылочные изложницы. При затвердевании в изложнице наблюдается «искрение» — образование и выделение небольшого количества монооксида углерода. Длительность искрения служит показателем оптимальной степени раскисленности стали и должна составлять 10—40 с.
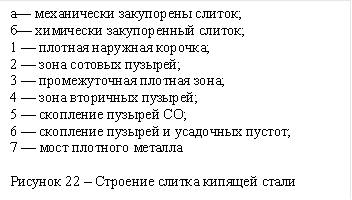
В верхней части слитка полуспокойной стали (см. рисунок 23, б,в) имеются сотовые или округлые пузыри (они могут отсутствовать), концентрированная усадочная раковина и под ней усадочная рыхлость, доходящая до 35— 45 % высоты слитка. Пузыри расположены у поверхности слитка, так как окисленность металла и интенсивность кипения недостаточны для формирования беспузыристой корки заметной толщины. В ниженй части слитка, где велико ферростатическое давление, пузыри из-за недостаточной окисленности металла не образуются.
 | |||
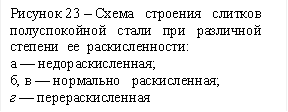 | |||
Расположение усадочных пустот в слитке зависит от степени раскисленности стали. При нормальной раскисленности, когда интенсивность газовыдсления достаточна, над усадочной раковиной формируется «мост» пузыристого металла толщиной 200—270 мм, надежно изолирующий раковину от атмосферы, благодаря чему она заваривается при прокатке. Величина головной обрези при этом составляет 2,5—5 % от массы слитка. В случае перераскисления (длительность «искрения» металла в изложнице менее 10 с) слитки получаются с меньшей толщиной «моста» и недостаточно изолированной усадочной раковиной, что ведет к росту величины головной обрези.
Длина сотовых пузырей и высота зоны их расположения в слитке будут тем больше, чем лучше условия газовыделения, определяемые степенью раскисленностн стали и скоростью разливки.
В зависимости от степени раскисленности строение слитка полуспокойной стали приближается к структуре кипящего или спокойного слитка. При недостаточной раскисленности (длительность «искрения» более 40 с) в результате чрезмерного газовыделения возможно образование сотовых пузырей по всей высоте слитка (см. рисунок 23, а). Наличие сотовых пузырей нежелательно; они ведут к появлению рванин на поверхности проката, так как из-за отсутствия «здоровой корки» поверхность пузырей окисляется при нагреве под прокатку и пузыри при прокатке не завариваются.
Излишне полное раскисление (см. рисунок 23, г), наоборот, приводит к образованию развитой, несваривающейся усадочной раковины, а так как полуспокойная сталь разливается в уширяющиеся книзу изложницы без применения утепления головной части слитка, усадочная раковина будет распространяться на большую глубину, что потребует большой обрези
Скорость разливки полуспокойной стали изменяется в пределах от 0,3 до 5,0 м/мин. При малых скоростях условия газовыделения облегчаются, увеличивается высота зоны сотовых пузырей, а их длина достигает 30—40 мм, что существенно усиливает пораженность проката рванинами. При высоких скоростях разливки пузыри либо отсутствуют, либо образуются мелкие округлые подкорковые пузыри, причем при нагреве под прокатку слой металла, в котором они расположены, переходит в окалину и поверхность проката получается чистой. Поэтому полуспокойную сталь рекомендуется разливать сверху с повышенной скоростью.
При производстве полуспокойной стали трудно обеспечить оптимальную раскисленность металла, т. е. определить оптимальный расход раскислителей, который должен точно соответствовать содержанию в металле растворенного кислорода. Поэтому окисленнось полуспокойной стали в процессе разливки регулируют: после заполнения первой изложницы фиксируют длительность искрения металла и если она велика (>40 с), в последующие изложницы добавляют небольшие количества алюминия, который снижает окисленность металла.
7.4 Химическая неоднородность слитков
Жидкая сталь представляет собой однородный раствор углерода, кремния, марганца, фосфора, серы, кислорода и газов в жидком железе, но содержание этих примесей в различных точках стального слитка неодинаково. Химическая неоднородность, или ликвация, возникает при затвердевании слитка.
Причиной возникновения ликвации является то, что растворимость ряда примесей в твердом железе ниже, чем в жидком. Вследствие этого растущие при затвердевании оси кристаллов содержат меньшее количество примесей, чем исходная сталь (процесс «избирательной кристаллизации»), а остающийся жидкий металл обогащается примесями.
Склонность к ликвации различных элементов, содержащихся в стали, неодинакова. Степень ликвации обычно характеризуют следующим выражением:
где С — максимальное, минимальное и среднее содержание элемента в той или иной части слитка.
Различают ликвацию двух видов: дендритную и зональную.
Дендритная ликвация — это неоднородность стали в пределах одного кристалла (дендрита): содержание примеси в осях дендритов ниже, чем в межосных объемах. Наибольшей склонностью к дендритной ликвации обладают сера, фосфор и углерод. В меньшей степени: кремний, марганец, вольфрам, хром, молибден и ряд других элементов. Величина дендритной ликвации, т. е. различие между содержанием отдельных элементов в осях и межосных пространствах дендритов достигает существенных значений, например для 3-т слитка, %: сера около 200, фосфор 150, углерод 60, кремния 20, марганца 15.
Отрицательное влияние дендритной ликвации проявляется в том, что она вызывает появление в готовой стали полосчатой структуры, которая вызывает анизотропию механических свойств металла в продольном и поперечном относительно оси прокатки направлениях.
Зональная ликвация — это неоднородность состава стали в различных частях слитка. Она достигает больших значений, чем дендритная ликвация и представляет существенно большую опасность. К образованию зональной ликвации склонны сера, фосфор, углерод и кислород. Зональной же ликвации марганца, кремния, хрома, никеля, вольфрама, ванадия и титана практически не наблюдается.
Зональная ликвация вызывает неоднородность свойств в различных частях стальных изделий и может вызывать отбраковку металла вследствие отклонения состава металла от заданного.
В возникновении зональной неоднородности наряду с избиратель ной кристаллизацией важную роль играют процессы, приводящие к перемещению ликвирующих элементов из одной части слитка в другую. Такими процессами являются: диффузия примесей из двухфазной области в объем оставшегося жидкого металла; конвективные потоки металла в изложнице, приводящие к выносу ликватов в верхнюю и среднюю части слитка; всплывание объемов загрязненного примесями металла вследствие того, что их плотность меньше плотности остального металла. По этим причинам верхняя и осевая части слитка, кристаллизующиеся в последнюю очередь, обычно обогащаются примесями.
Проявление зональной ликвации зависит кроме всего прочего от степени раскисленности металла.
Зональная ликвация в слитке спокойной стали. В наружной корковой зоне слитка ликвация отсутствует и состав металла здесь не отличается от состава жидкой стали, поскольку из-за быстрой кристаллизации поверхностных слоев слитка ликвационные процессы здесь не успевают развиться.
В остальном объеме слитка ликвация серы, фосфора и углерода подчиняется следующей закономерности: в верхней части слитка содержание элементов возрастает в направлении к оси; в средней по высоте части слитка ликвация незначительна; в нижней части наблюдается обратная ликвация — содержание серы, фосфора и углерода убывает в направлении к оси слитка. Отрицательную ликвацию в нижней части слитка объясняют всплыванием и перемещением примесей в верхнюю часть слитка.
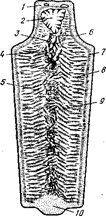
Наряду с отмеченной общей закономерностью распределения ликвирующих примесей в слитке спокойной стали наблюдаются специфические виды ликвации: V-образная ликвация под усадочной раковиной и скопление примесей в виде нитей или полос — Λ - образная ликвация или «зона усов» (см. рисунок 24).
Образование V-образной ликвации объясняют опусканием в усадочные пустоты осевой части слитка загрязненного примесями металла из прибыли. В процессе кристаллизации последние объемы металла, находящегося в двухфазном состоянии, опускаются вследствие усадки по осевой части слитка. При перемещении увлекается и загрязненная ликватами жидкость из примыкающей двухфазной области, которая заполняет возникающие при усадке разрывы, располагаясь в форме воронки. Повышенная вязкость металла в конце кристаллизации слитка и наличие мостов препятствуют всплыванию ликватов, и в этой зоне сохраняется повышенное содержание серы, фосфора и углерода.
 Причина образования Λ-образной ликвации окончательно не выяснена. Одни металлурги считают «усы» следами выделявшихся при кристаллизации пузырьков водорода, которые увлекали за собой примеси; другие видят причину образования «усов» в опускании загрязненного примесями металла в усадочные полости низа слитка по узким каналам между осями дендритов.
Причина образования Λ-образной ликвации окончательно не выяснена. Одни металлурги считают «усы» следами выделявшихся при кристаллизации пузырьков водорода, которые увлекали за собой примеси; другие видят причину образования «усов» в опускании загрязненного примесями металла в усадочные полости низа слитка по узким каналам между осями дендритов.
 Наибольшее количество ликвирующих элементов обнаруживается в подприбыльной осевой части слитка, где металл затвердевает в последнюю очередь, а также в районе «усов». В слитках легированной стали массой 2,5—4,5 т степень ликвации под усадочной раковиной составляет, %: серы 170—300, фосфора 150—260, углерода 150—200. Обычно эта часть слитка отрезается при прокатке.
Наибольшее количество ликвирующих элементов обнаруживается в подприбыльной осевой части слитка, где металл затвердевает в последнюю очередь, а также в районе «усов». В слитках легированной стали массой 2,5—4,5 т степень ликвации под усадочной раковиной составляет, %: серы 170—300, фосфора 150—260, углерода 150—200. Обычно эта часть слитка отрезается при прокатке.
Развитие зональной ликвации зависит от ряда факторов. Зональная ликвация развивается тем сильнее, чем больше масса и поперечное сечение слитка и чем больше длительность его затвердевания. В связи с этим высококачественные и легированные стали, используемые для изготовления деталей ответственного назначения разливают в слитки небольшой массы (<6,5 т).
Все мероприятия, направленные на борьбу с развитием усадочных дефектов, будут способствовать также и уменьшению V-образной ликвации. В свою очередь факторы, вызывающие повышение скорости охлаждения и кристаллизации слитка, будут уменьшать развитие Λ-образной ликвации.
Зональная ликвация в слитке кипящей стали. В механически закупоренном слитке наружный слой здоровой корки вследствие очень быстрого затвердевания по составу не отличается от жидкой стали. В остальном объеме до вторичных пузырей наблюдается отрицательная ликвация серы, фосфора и углерода. Это объясняется тем, что при активном кипении ликваты выносятся в верхнюю часть слитка.
Центральная часть слитка (внутри вторичных пузырей), затвердевающая после закупоривания, загрязнена ликватами. При этом содержание серы, фосфора и углерода возрастает в направлении от поверхности к оси и от низа к верху слитка. Максимальное скопление примесей — «ликвационный центр» — находится в середине верхней части слитка на расстоянии 10—20 % высоты от его верха.
Зональная ликвация в слитках кипящей стали в связи с интенсивной циркуляцией металла выражена значительно сильнее, чем в слитках спокойной стали. В центре скопления примесей крупных механически закупоренных слитков степень ликвации серы может достигать 800 %, фосфора 500 %, углерода 300 %. В связи с этим при производстве качественных кипящих сталей для удаления скопления вредных примесей головную обрезь приходится увеличивать до 10— 13 % от массы слитка (вместо 5—9 % для рядовой стали).
В связи с сильным развитием ликвации при механическом закупоривании его активно заменяют химическим. В этом случае зональная неоднородность выражена значительно слабее из-за раннего прекращения кипения, поскольку химическое закупоривание производят через 1—1,5 мин поле окончания наполнения изложницы, а механическое — через 7—15 мин.
В химически закупоренном слитке быстро затвердевающая корковая зона и зона слабо развитых сотовых пузырей не имеют заметной ликвации. В остальном объеме слитка отмечается слабо заметное повышение содержания примесей в направлении от низа к верху и от поверхности к оси слитка. На оси слитка па расстоянии 25—35 % высоты от верха сходится ликвационный центр — локальное скопление примесей.
В слитке полуспокойной стали характер ликвации примерно такой же, как в химически закупоренном слитке кипящей стали.
7.5 Температура и скорость разливки
Сталь, выпускаемая из печи, должна быть нагрета на 100—150 °С выше температуры плавления, которая зависит от состава стали и, обычно снижается при увеличении содержания углерода и легирующих элементов.
Перегрев необходим для обеспечения нужной температуры стали при разливке, а также для компенсации потерь тепла за время выпуска, выдержки стали в ковше до начала разливки и за время разливки, длительность которой для ковшей большой емкости может достигать 1—1,5 ч. Наиболее сильно сталь охлаждается при выпуске и в первые минуты выдержки в ковше, когда тепло расходуется на нагрев футеровки ковша; обычно за это время температура металла понижается па 30—60 °С.
Нормальной температурой начала разливки считают температуру, превышающую температуру плавления стали на 90—120 °С при сифонной разливке и на 70—110 °С при разливке сверху.
Чрезмерно высокая температура стали при разливке ведет к ухудшению качества слитка. Перегретая сталь дольше затвердевает в изложнице, поэтому в слитке сильнее развивается химическая неоднородность. Быстрая разливка горячего металла ведет к увеличению пораженности поверхности слитков продольными трещинами. С увеличением температуры возрастает также количество растворенных в стали вредных газов, что ухудшает свойства готового металла.
Разливка стали при слишком низкой температуре также нежелательна. Холодный металл более вязок, что затрудняет всплывание НМВ в кристаллизирующемся слитке и приводит к повышенному загрязнению стали неметаллическими включениями. При затвердевании вязкого металла ухудшается питание кристаллизующихся объемов слитка из прибыли, поэтому слитки получаются с повышенной осевой пористостью и рыхлостью. При сифонной разливке холодного металла на его поверхности в изложнице образуется корочка, завороты которой являются серьезным дефектом слитка.
Скорость разливки. Чрезмерно высокая скорость разливки ведет к увеличению количества продольных трещин на поверхности слитка, а при разливке кипящей стали вызывает уменьшение толщины здоровой наружной корочки в слитке. Разливка с недостаточной скоростью ведет к усиленному образованию и заворотам корочки, особенно при разливке стали сифоном.
По этим причинам скорость разливки увязывают с температурой металла. Горячий металл следует разливать более медленно, холодный быстрее. Оптимальные температуры и скорости разливки подбирают опытным путем с учетом способа разливки, массы слитка, состава и свойств стали.
Скорость разливки чаще всего характеризуют скоростью подъема стали в изложнице, которая находится в пределах 0,15—5 м/мин. Ее регулируют изменением диаметра разливочного стакана, а также частичным перекрытием вытекающей из стакана струи с помощью стопора или шиберного затвора.
7.6 Технология разливки стали в изложницы
7.6.1 Особенности разливки спокойной стали
Спокойную сталь разливают и сифоном и сверху, как правило, в изложницы, расширяющиеся кверху с прибыльными надставками.
Технология разливки
При разливке сверху струя металла должна быть направлена строго по центру изложницы. Во избежание разбрызгивания металла при ударе о дно изложницы разливку начинают медленно при неполностью открытом стопоре. После образования «подушки» жидкого металла разливку ведут полной струей. Скорость разливки при этом определяется диаметром разливочного стакана (40-55мм). Прибыльную часть слитка заполняют медленно, что способствует выводу усадочной раковины в прибыль.
Скорость разливки сверху до недавнего времени выбирали в пределах 0,3—1,1 м/мин. В последние годы для сталей не склонных образованию продольных трещин внедряют скоростную разливку (до 4,5 м/мин - стакан диаметром 80мм). Длительность наполнения тела слитков массой от 2 до 20 т составляет 0,5—8 мин.
При сифонной разливке низ изложницы также заполняют медленно. В дальнейшем скорость разливки регулируют в зависимости от вида поверхности металла в изложнице. Обычно на поверхности металла образуется окисленная корка, завороты которой у стенок изложницы — серьезный дефект слитка. Образование и рост корки интенсифицируются при малой скорости разливки, недостаточной температуре металла и в особенности при наличии в стали легкоокисляющихся элементов (алюминия, титана, хрома). Для предотвращения заворотов корки разливку стараются вести с «чистым зеркалом».
Величина скорости разливки стали сифоном обычно находится в пределах 0,15—0,7 м/мин. Прибыльную часть слитка, как и при разливке сверху, наполняют замедленно. Длительность наполнения тела слитков массой от 1 до 13 т изменяется в пределах от 1,5 до 9 мин.
После окончания разливки слитка спокойной стали поверхность металла в прибыльной надставке засыпают экзотермическим или теплоизолирующими смесями. Состав с изложницами с затвердевающими в них слитками выдерживают в разливочном пролете без движения от 30 мин до 2 ч (в зависимости от марки стали и массы слитка). Необходимость длительной выдержки до начала транспортировки вызывается тем, что при сотрясении кристаллизующегося слитка резко усиливается внеосевая (зональная) ликвация.
Защита металла в изложнице от окисления
Для предотвращения образования и заворота корки при сифонной разливке спокойной стали, а иногда и при разливке сверху применяют следующие способы защиты поверхности металла в изложнице от окисления и охлаждения.
Разливка под слоем жидкого шлака. На поверхности поднимающегося в изложнице металла создают слой жидкого шлака, который защищает сталь от окисления и охлаждения, что исключает образование окисленной корочки. Шлак также поглощает частицы окислов, всплывающие из металла. Помимо этого, в результате прилипания шлака к стенкам изложницы между ними и поднимающимся металлом остается тонкая (1—3 мм) шлаковая прослойка, что обеспечивает получение чистой поверхности слитка.
Разливка под теплоизолирующими смесями и материалами. При разливке углеродистых и низколегированных сталей, не содержащих легкоокисляющихся элементов применяют более дешевые материалы — малотеплопроводные неплавящиеся и частично плавящиеся. К первым относятся диски и плиты, получаемые прессованием из слюды, асбестита, графито-опилочной смеси и др. Диски во время заполнения изложницы плавают на поверхности поднимающегося металла.
Более широкое применение нашли частично плавящиеся смеси: зольно-графитовая, перлито-графитовая и вермикулито-графитовая, содержащие 12—30 % графита, а также чистый вермикулит (минерал типа гидрослюд). Зольно-графитовая смесь содержит золу тепловых электростанций, основу которой составляют SiO2 и А12О3.
Смеси или вермикулит загружают на дно несмазанных изложниц в бумажных мешках. При соприкосновении с жидким металлом смесь подплавляется и образует вязкий шлак, не налипающий на стенки изложницы; верхняя нерасплавившаяся часть смеси выполняет роль теплоизолятора. Графит в смесях предотвращает их спекание и налипание на стенки изложницы.
Расход зольно-графитовой смеси составляет 2—3,5, перлито- и вермикулито-графитовых 1,0—1,5, вермикулита 1,5—2,5 кг на 1 т стали.
Защита струи металла аргоном. На центровую устанавливают специальное кольцевое устройство, соединяемое с днищем сталеразливочного ковша и охватывающее во время разливки струю металла. В кольцевую полость подают аргон, предохраняющий металл от окисления. Готовая сталь при этом содержит пониженное количество кислорода и неметаллических включений. Из-за сложности способ применяется только при разливке сталей, содержащих легкоокисляющиеся элементы.
Разливка с использованием материалов, создающих в изложнице восстановительную атмосферу. Сюда относят ряд способов, из которых наибольшее применение находят разливка с деревянными рамками и разливка с петролатумом (побочный продукт переработки нефти), который загружают в количестве 0,2—1,0 кг/т в несмазанную изложницу до начала разливки, а изложницу плотно закрывают крышкой.
Методы снижения головной обрези
Наряду с применением футерованных прибыльных надставок в сочетании с засыпкой верха слитка теплоизолирующими смесями используют ряд других способов снижения величины головной обрези верха слитков спокойной стали.
1. Применение теплоизоляционных вкладышей. Вкладыши в виде пластин закрепляют у стенок прибыльной надставки или же в верхней части изложницы вдоль ее стенок, В последнем случае изложницы применяют без прибыльных надставок.
Благодаря низкой теплопроводности вкладышей охлаждение металла в прибыльной части изложницы происходит медленнее, чем при использовании обычных прибыльных надставок; это уменьшает глубину усадочной раковины в слитке и обрезь металла при прокатке на 2—5 %.
2. Применение экзотермических вкладышей. Вкладыши выполняют из экзотермических смесей в виде пластин. Их укрепляют у стенок верхней части изложницы или в прибыльной надставке; иногда прибыльную надставку обмазывают изнутри экзотермической массой. Экзотермические смеси, из которых на связке (жидкое стекло) готовят вкладыши, содержат горючее вещество (алюминий), окислитель (окалину) и нейтральные наполнители (шамот, глину, вермикулит). При контакте с горячим металлом алюминий окисляется за счет кислорода окислителя с выделением тепла. В результате обогрева уменьшается глубина проникновения в слиток усадочной раковины и снижается головная обрезь на 5—8 %.
3. Электродуговой обогрев. В прибыльную надставку вводят графитовый электрод, устанавливая его над поверхностью металла. Способ позволяет повысить выход годного на 5—8 % при расходе электроэнергии 15—40 кВт-ч на 1т стали.
4. Газовый обогрев. После наполнения слитка в прибыльную надставку засыпают шлаковую смесь и над поверхностью металла устанавливают газокислородную горелку. Обогрев в течение 15 — 20 мин за счет сжигания природного или коксового газа в кислороде позволяет повысить выход годного металла на 6—8 %.
5. Электрошлаковая подпитка. Поверхность металла в прибыли покрывают шлаком, состоящим из CaO, CaF2 и А12О3, который обладает электропроводностью, и в то же время большим электросопротивлением. В шлак сверху погружают электрод из стали того же состава, что и отливаемый слиток. При прохождении электрического тока от электрода к металлу через шлак, последний сильно нагревается, электрод плавится и капли металла через шлак поступают в головную часть слитка. Способ позволяет получать слитки без усадочной раковины и увеличить выход годного металла на 15 % и более.
7.6.2 Особенности разливки кипящей стали
Кипящую сталь разливают и сифоном, и сверху в уширяющиеся книзу сквозные изложницы. В обоих случаях для предотвращения заплесков металла на стенки изложницы и образования плен на нижней поверхности слитков нижнюю часть изложницы заполняют медленно. В дальнейшем скорость наполнения изложницы при разливке сверху определяется диаметром стакана сталеразливочного ковша, а при разливке сифоном — сечением каналов сифонного кирпича. При сифонной разливке перегретой стали и при чрезмерной ее окислениости могут происходить выплески металла из центровой. В этом случае в центровую для дополнительного раскисления вводят небольшие количества алюминия. При разливке кипящей стали важным фактором является скорость подъема металла в изложнице, определяющая толщину здоровой корки в слитке. Скорость разливки сверху без интенсификаторов кипения обычно составляет 0,5—1,0 м/мин и при скорости около 1,0 м/мин получают здоровую корочку минимально допустимой толщины (8—10 мм). Продолжительность отливки слитков массой 5—20 т при разливке сифоном составляет 5—12, при разливке сверху 2—4 мин.
После окончания наполнения изложницы металл в ней некоторое время кипит, а затем для уменьшения развития химической неоднородности кипение прекращают, применяя механическое или химическое закупоривание слитка. Состав с изложницами выдерживают у разливочной площадки до начала транспортировки не менее 20 мин.
Механическое закупоривание. Кипение в изложнице продолжается до тех пор, пока у ее стенок затвердеет слой металла, достаточный для укладки на него крышки. Толщина этого слоя составляет около 1/6 толщины слитка (60-100мм), а время кипения 7—15 мин. Затем на поверхность металла укладывают массивную металлическую крышку, вызывающую охлаждение и замораживание верха слитка, в результате чего прекращается кипение. Крышки снимают со слитка через 20—30 мин после закупоривания.
Химическое закупоривание. Как показал опыт, механическое закупоривание обеспечивает удовлетворительное качество слитков массой менее 6—8 т. В более крупных слитках из-за длительного кипения (7—15 мин) ликвация развивается столь сильно, что для удаления скоплений вредных примесей требуется существенное увеличение головной обрези при прокатке. Поэтому в последние годы, особенно в связи с увеличением массы отливаемых слитков, вместо механического закупоривания применяют химическое.
При химическом закупоривании для прекращения кипения и ускорения застывания верха слитка в изложницу вводят раскислители. Используют алюминий и иногда ферросилиций (в виде кусков размером 4—30мм), которые дают на поверхность металла через 1—1,5 мин после окончания наполнения изложницы. Закупоривание производят присадкой алюминия на зеркало металла непосредственно после окончания заливки изложницы. Алюминий дается в виде дроби или жидким.
При химическом закупоривании алюминием вследствие уменьшения ликвации головная обрезь крупных слитков кипящей стали составляет 4—8 % вместо 8—13 % при механическом закупоривании.
Способы повышения скорости разливки кипящей стали
Уровень окисленности кипящей стали, при ее выплавке существующими методами таков, что ее можно разливать со скоростью подъема металла в изложнице не более 1 м/мин, поскольку при большей скорости толщина здоровой корочки слитка получается недостаточной (<8—10 мм). Для решения проблемы «здоровой корочки» и повышения скорости разливки применяют следующие методы:
1. Применение интенсификаторов кипения — порошкообразные смеси, содержащие окислы железа и способные легко передавать кислород этих окислов жидкой стали. Вследствие увеличения окисленности стали повышается интенсивность ее кипения, что обеспечивает утолщение здоровой корочки.
Применение интенсификатора кипения позволяет получать здоровую корочку достаточной толщины (10-20 мм) при увеличении скорости разливки до 2,0—2,5 м/мин, при этом повышенной загрязненности стали неметаллическими включениями не отмечается.
2. Обдув струи стали кислородом. Действенным средством увеличения толщины беспузыристой корочки является обдув струи стали при разливке кислородом.
3. Скоростная разливка - разливка химически закупориваемой стали со скоростью наполнения изложниц до 4—5 м/мин. При разливке кипящей стали со столь большой скоростью подъема металла в изложнице пузыри начинают формироваться у самой поверхности слитка, а благодаря быстрому закупориванию они не успевают вырасти до значительных размеров. Получается слиток без здоровой корочки с мелкими подкорковыми пузырями. Тонкий наружный слой металла с пузырями окисляясь при нагреве слитка под прокатку переходит в окалину и поверхность проката получается без дефектов, несмотря на отсутствие здоровой корочки.
7.6.3 Технология разливки полуспокойной стали
Полуспокойную сталь разливают как сифоном, так и сверху в сквозные расширяющиеся книзу или в бутылочные изложницы. Хорошие результаты дает применение скоростной разливки сверху с линейной скоростью подъема металла не менее 1,5 м/мин. В этом случае за счет быстрого роста ферростатического давления возможно подавить или по крайней мере ослабить процесс образования подкорковых пузырей. Если глубина их залегания не превышает 3—4 мм, они удаляются вместе со слоем окалины, образующимся при нагреве слитков, и не ухудшают поверхности проката.
Полуспокойную сталь разливают как в бутылочные, так и в сквозные уширяющиеся книзу изложницы. Последние получили большее распространение как более удобные в эксплуатации.
7.7 Дефекты стальных слитков
Дефекты стальных слитков разделяют на естественные или неизбежные, которые возникают при затвердевании и охлаждении слитка, и технологические, которые возникают из-за несовершенства технологии разливки, а также выплавки стали. К числу первых относятся усадочная раковина, осевая рыхлость, химическая и структурная неоднородность, сотовые пузыри, эндогенные неметаллические включения; к числу вторых — трещины, плены, завороты корки, подкорковые пузыри в слитках спокойной стали, «голенища» и рослость слитков кипящей стали, малая толщина в них здоровой корочки и некоторые другие. Часть дефектов рассмотрены при описании строения слитков, наиболее важные из остальных рассматриваются ниже.
Осевая рыхлость. В верхней осевой части слитков спокойной стали обнаруживаются скопления мелких усадочных пустот, называемые осевой рыхлостью или пористостью. При кристаллизации слитка осевая зона незатвердевшего металла все время сужается и в отдельных местах происходит срастание кристаллов, растущих с противоположных боков этой зоны. Под сросшимися кристаллами затвердевание идет без доступа жидкого металла сверху из прибыльной части слитка и поэтому в этих местах образуются мелкие усадочные пустоты.
Увеличению осевой рыхлости способствуют понижение температуры разливаемого металла, увеличение массы слитка, наличие в стали элементов, повышающих усадку при затвердевании (в особенности углерода), наличие элементов (хрома, титана), увеличивающих вязкость жидкой стали,
Улучшение обогрева верхней части слитка приводит к уменьшению осевой пористости.
Заворот корки. Это дефект поверхности слитков, образующийся преимущественно при сифонной разливке вследствие окисления и охлаждения поверхности жидкой стали в изложнице.
Обычно поверхность поднимающегося в изложнице металла покрывается пленкой окислов, образующихся в результате окисления составляющих стали кислородом воздуха. Затвердевающий под пленкой металл образует вместе с ней корку, которая поглощает также всплывающие из жидкой стали неметаллические и шлаковые включения. Если корка пристает к стенкам изложницы, то поднимающийся снизу металл прорывает ее, заворачивает к стенке изложницы и заливает. В месте заворота корки в слитке обнаруживаются скопления неметаллических включений и газовые пузыри, образующиеся в результате взаимодействия окислов корки с содержащимся в стали углеродом. В процессе прокатки в месте заворота корки возникают рванины, поэтому требуется зачистка поверхности проката или поверхности слитков перед прокаткой, что усложняет производство и вызывает дополнительные потери металла.
Интенсивность роста корки и пораженностъ слитка заворотами увеличиваются при низких температуре разливаемой стали и скорости разливки и, в особенности, при наличии в стали легкоокисляющихся элементов (хрома, алюминия, титана). Для снижения пораженности слитка заворотами прибегают к специальным мерам защиты поверхности металла в изложнице от окисления.
Поперечные горячие трещины. Образование наружных поперечных трещин — результат препятствия свободной усадке затвердевающего слитка. Наиболее часто трещины возникают вследствие местного зависания слитка в изложнице.
Для предупреждения образования этого порока необходимо обеспечивать плотное прилегание прибыльной надставки к изложнице и отбраковывать изложницы с дефектными стенками.
Продольные наружные горячие трещины. Они возникают при разливке перегретой стали и при повышенных скоростях разливки. Их ширина составляет 1—3 мм, длина достигает 1 м и более.
Трещины образуются следующим образом. В результате усадки корки затвердевающего слитка и теплового расширения изложницы между ними образуется зазор. Жидкий металл оказывается как бы в сосуде, стенками которого служит корка затвердевшего металла. Тонкая корка может не выдержать ферростатического давления жидкой стали; ее разрыв в продольном направлении представляет собой продольную трещину. Вероятность разрыва тем выше, чем выше температура стали и скорость разливки, так как в этих случаях из-за избытка тепла медленнее нарастает толщина корки затвердевшего металла. Обычно продольные трещины образуются по углам слитка.
Мерами борьбы с образованием продольных горячих трещин обычно служат: предотвращение перегрева стали, уменьшение скорости разливки, применение изложниц с вогнутыми и волнистыми стенками.
Продольные холодные наружные трещины. Они образуются в процессе охлаждения затвердевшего слитка на его гранях при температуре ниже 600 °С. Они возникают при слишком быстром охлаждении слитков в результате термических и фазовых напряжений. Для предотвращения их образования следует медленнее проводить охлаждение слитков. Наиболее действенное средство против образования термических трещин — посадка слитков в нагревательные колодцы в горячем состоянии.
Плены. Они обычно образуются при разливке сверху и преимущественно в нижней части слитка. В результате удара струи металла о дно изложницы сталь разбрызгивается. Брызги и заплески застывают на стенках изложницы, причем поверхность их окисляется и поэтому они не растворяются в поднимающейся жидкой стали и не свариваются с основной массой слитка, образуя дефект поверхности слитка — плены. Плены не свариваются с металлом и при прокатке, вследствие чего поверхность прокатанных заготовок приходится подвергать зачистке.
Если Вам понравилась эта лекция, то понравится и эта - 19 Полезный уровень.
Для уменьшения разбрызгивания заполнение изложниц начинают медленно при не полностью открытом стопоре или затворе. С целью уменьшения пленообразования применяют также разливку через промежуточные ковши и воронки.
Подкорковые пузыри. В слитках спокойной стали иногда обнаруживаются газовые пузыри, расположенные у поверхности слитка. Причин возникновения этих подкорковых пузырей несколько. Одна из них — излишне толстый слой смазки изложницы. В этом случае смазка не успевает выгореть до подхода жидкого металла и залитая металлом возгоняется. Возгоны задерживаются между кристаллами затвердевающего металла, образуя пузыри. Пузыри образуются и при слишком высоком (>0,5 %) содержании влаги в смазке в результате ее испарения, а также при разливке недостаточно раскисленной стали вследствие образования при ее кристаллизации пузырьков СО. Образуются подкорковые пузыри и в результате разбрызгивания стали при разливке сверху. Приставшие к стенкам капли металла (брызги) окисляются с поверхности. Попав затем в жидкую сталь окислы капель реагируют с углеродом стали, образуя пузырьки СО.
При прокатке слитков в местах расположения пузырей возникают волосовины — мелкие тонкие трещины.
Рослость слитка спокойной стали и внутренние газовые пузыри. Причиной этого дефекта слитков спокойной стали является повышенное содержание в стали водорода. Во время кристаллизации избыточный водород выделяется из раствора и остается между кристаллами в виде пузырей, вызывая увеличение высоты («рост») слитка. Этот дефект характерен для сталей с повышенным содержанием кремния.
Голенище. При чрезмерной окисленности кипящей стали кипение в процессе заполнения изложницы идет очень бурно, пузырьки СО сильно вспенивают металл. После окончания интенсивного кипения (при химическом закупоривании после ввода алюминия) сталь оседает, оставляя на стенках изложницы застывшую корку (голенище).
Рослость слитков кипящей стали. При недостаточной окисленности металла и вялом кипении в слитке остается много пузырей, в результате чего возрастает высота слитка, уменьшается плотность головной части и увеличивается головная обрезь при прокатке.



















