
Технологические процессы и оборудование
Лекция 23. Технологические процессы и оборудование
Вопрос 1. Характеристика оборудования.Совершенствование оборудования цехов предполагает современное механизированное и автоматизированное производство, что должно обеспечить более высокую производительность труда. Особого внимания заслуживают операции, связанные с заменой электродов, транспортные операции, промывка катодов и анодных остатков, выгрузка шлама из ванн, подготовка катодных основ, контроль состояния ванн.
Осуществляется правка литых анодов, используемых в ваннах для электролизного рафинирования металлов и имеющих вид литых прямоугольных пластин. По верхним углам они снабжены горизонтальными отростками для захвата стропами подъемного устройства. Правка заключается в одновременном обжатии анода по его краям между независимыми нажимными устройствами, причем усилия, создаваемые каждым из них, соответствуют деформации анода в этом направлении. При обжатии анодов устраняется и облой, образующийся при их отливке. Обжимное устройство представляет собой жесткую раму, расположение стержней которой соответствует контуру анода; к этой раме анод прижимают с другой его стороны посредством двух горизонтальных и двух вертикальных брусьев, снабженных индивидуальными гидроцилиндрами, причем брусья могут не только перемещаться линейно, но и поворачиваться относительно их продольной оси. Аналогичными брусьями с гидроцилиндрами производится правка отростков в горизонтальном и вертикальном направлениях. В среднем открытом пространстве рамы смонтирована нажимная подушка с гидроцилиндром для правки центрального участка анода.
Стартерные катоды вальцуют перед установкой их в ванны, где происходит их деформация, что влечет за собой изменение расстояния между анодами и катодами. В связи с этим необходима последующая их корректировка, которая ранее осуществлялась вручную. Для устранения этой трудоемкой операции изготовлен агрегат механизированного выпрямления медных катодов в процессе электролиза, представляющий собой горизонтальный гидравлический пресс, на котором смонтирован пакет пластин, состоящий из одной неподвижной пластины, одной крайней и 22 подвижных, весом по 478 кг каждая. Все пластины (кроме неподвижной) имеют по 2 колеса, которые движутся по направляющим рамы. Приводимая в движение гидравлическим цилиндром крайняя пластина посредством осей и звеньев перемещает пластины по направляющим. На раме смонтирован также гидравлический агрегат и пульт управления. Конструкция позволяет осуществлять прессовку катодов размером 1000x1000 мм. Агрегат для выпрямления катодов отличается простотой действия. Применение данного агрегата позволяет создать условия для повышения коэффициента использования тока.
Подвешивание и выгрузку электродов из ванн осуществляют с помощью мостового крана и специальных захватов комплекта электродов с заданным межэлектродным расстоянием. Механизация и автоматизация этих операций ощутимо снижает передельные затраты.
Использование автоматического крана, обеспечивающего возможность сокращения межэлектродного расстояния и более точную установку анодов и катодов в ванне. Применение на кране оптического датчика позволило размещать электроды с точностью ±2 мм. Производительность цеха электролиза возрастает с 124 до 170 тыс. т катодов в год.
Интересно решение японских специалистов фирмы «Онахама», которые используют рельсовый мостовой кран, перемещающийся над верхней кромкой ванн. При этом благодаря программированному обслуживанию ванн сведен к минимуму пробег транспортных средств.
Извлечение матричных листов и их погружение в раствор электролита в процессе электролитического получения меди после 242 ч электролиза при плотности тока 220 А/м2 обеспечивается автоматической системой. В ходе этой процедуры, которая раньше проводилась вручную, а затем с помощью подвесного конвейера, наибольшие трудности связаны с точным размещением матричных листов в электролите и совмещении их положения с положением начального листа. Полностью автоматизирована операция извлечения листов, их установка, вертикальное и горизонтальное перемещение, размещение их в контейнерах, подача из контейнера на подвесной конвейер. Система оснащена устройством для наблюдения за перемещением листов и позволяет корректировать их положение. Сократитлась длительность операции извлечения и установки матричных листов.
Один из вариантов подъемного устройства, предназначенного для групповой замены анодов и катодов при электролитическом рафинировании меди, снабжен подъемно-опускающейся и горизонтально передвигающейся несущей рамой, на которой смонтировано три пары шин, две из них с крюками. Шины попарно симметричны относительно продольной вертикальной плоскости несущей рамы. Две пары шин снабжены рейками, на которых закреплены крюки. Рейки оснащены механизмом небольшого перемещения вдоль шин. Третья пара шин размещена между двумя другими парами шин с крюками и имеет гребенчатую рейку с зубцами, направленными вниз. Эта рейка свободно подвешена и под действием собственного веса занимает нижнее положение. Глубина зубцов для катодов и анодов различна. При опускании несущей рамы рейка с зубцами опирается на электроды, поднимается и таким образом воздействует на контрольный механизм, управляющий правильной позицией анодов и подъемом несущей рамы. Порядок подвешивания/извлечения электродов: анод/катод, катод/ анод.
Рекомендуемые материалы
При производстве стартерных катодов применяют как полуавтоматические (чаще всего в старых цехах), так и полностью механизированные линии. Матрицы с осадком из ванн получения стартерных листов транспортируют краном с захватами на приемный цепной конвейер моечной и сдирочной машины. Освобожденные от осадка матрицы направляют на контроль для выбраковки (для титановых матриц) или смазки (для медных сульфидиро-ванных матриц). Выбракованные матрицы поступают на шлифование или сульфидирование, а кондиционные мостовым краном загружают в ванну получения стартерных листов.
В практике электролиза известны способы отделения электролитически осажденного металла от матрицы без повреждения последней, что допускает ее повторное использование:
- обдув матрицы с осадком горячим воздухом; отделение осадка от материала электрода происходит за счет разницы коэффициентов термического расширения;
- 
 ударное воздействие на поверхность осажденного металла, которое производят за счет электрогидравлического эффекта* вызванного высоковольтным разрядом в жидкой среде;
ударное воздействие на поверхность осажденного металла, которое производят за счет электрогидравлического эффекта* вызванного высоковольтным разрядом в жидкой среде;
- с помощью специального ножа, подводимого к верхнему краю осадка. Вначале сдирающее устройство прикрепляется к конструкции, включающей матрицу с осадком, с помощью зажима; в дальнейшем ножи перемещаются вниз и отделяют слой катодного осадка;
- матрицы с осадком транспортируются вращающейся каруселью последовательно через позиции загрузки, обстукивания, отслаивания металла, его полного удаления и выгрузки, причем в этих позициях предусмотрены устройства для снятия металла с поверхности катодов и с карусели, после чего катоды снимают с карусели для повторного использования. В позиции обстукивания верхняя кромка слоя металла отделяется от катода, в позиции отслаивания катод изгибают для образования зазора между слоем металла и катодом с отделением этого слоя от катода в следующей позиции.
Сдирочные комплексы для осуществления операции сдирки осадка с матрицы разработаны и внедрены в Японии (Онахама), Финляндии (Пори), Канаде (Кидд-Крик) Бельгии (Олен), Германия (Люнен), Рёншер (Швеция) и др.
Наиболее интересны сдирочные устройства, разработанные фирмами «Мицубиси» и «Оутокумпу». Один из них состоит из вибратора, при помощи которого листы осадка отделяются от матрицы, подвижных тележек с вакуумным устройством для отделения листов, транспортера для приема листов (рис. 6.11). Другое устройство включает ножи для отделения листов от матриц, приспособление для полного отделения листов, приемный механизм, обеспечивающий постоянную высоту стопки листов (рис. 6.12).
Для сборки катодных основ широко применяются автоматические и полуавтоматические линии, которые работают на ряде крупных заводов, в том числе Сан-Мануэль, Уайт-Пайн (США), Кидд-Крик (Канада), Люнен (Германия) и др.
Вопрос 2. Вакуумный съем катодного осадка.После отделения лист подают на изготовление стартерных катодов (рис. 6.13). Катодные листы, находящиеся в отдельной клети, доставляют с помощью крана или автопогрузчика к рабочему столу, расположенному на гидравлических цилиндрах, обеспечивающих постоянный верхний уровень
|
|
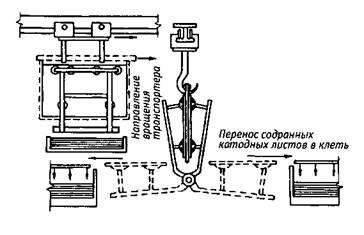
Рис.6.11. Принцип вакуумного съема катодного осадка с матрицы
|
|
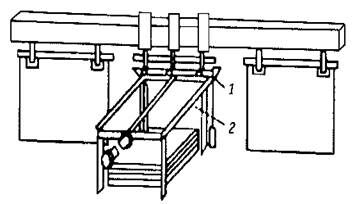
Рис.6.12. Устройство для съема катодного осадка с матрицы.
1-ножи для съема осадка; 2-приспособление для пакетирования листов
Вопрос 3. Принцип работы автоматической линии для сборки и расстановки стартерных катодов
|
|
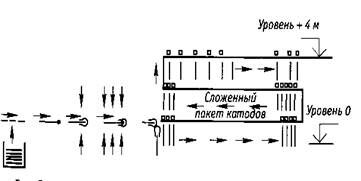
Рис. 6.13. Принципиальная схема автоматической линии для сборки
и расстановки стартерных катодов
стопки листов. Устройство для приема листов снабжено вакуумными присосками, с помощью которых лист подают к конвейеру. Вставку ушек осуществляют также при помощи вакуума. Штанги вставляют на конвейере при помощи специального механизма. После этого проводят крепление ушек и прессование - правку заготовки, нанесение ребер жесткости. Готовые стартерные катоды перемещают к устройству, изменяющему их горизонтальное положение на вертикальное. Собранные стартерные катоды устанавливают на требуемом расстоянии на накопителе и затем доставляют в ванну с помощью крана.
Эффективный способ сдирки катодного осадка, полученного по безосновной технологии электролитического рафинирования меди, реализован в механизированной линии по обработке матриц и катодной меди фирмы «Венмек» (Швеция), эксплуатируемой на ЗАО «Кыштымский медеэлектролитный завод» (производительность 350 матриц в час; размеры-20500x11410x7550 мм). Линия (стрипп-машина) выполняет следующие операции: промывку катодной меди и регенерацию воска; сдирку катодной меди; стопирование катодной меди; взвешивание и упаковку катодной меди (рис. 6.14).
Вопрос 4. Работа «Стрипп-машины».
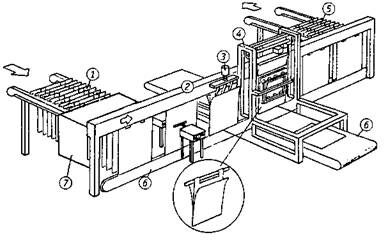
Рис. 6.14. Линия стрипп-машины
1-приемный конвеер; 2-изгибочное устройство; 3-надрывающее устройство;
4-сдирочное устройство; 5-разгрузочный конвеер; 6-подающий конвеер; 7-мойка
Перед выгрузкой матриц с нарощенной с обеих сторон катодной медью серию отключают от электрической цепи, останавливают циркуляцию электролита. После посадки матриц с катодным осадком в направляющие гнезда приемного транспортера стрипп-машины производят осмотр катодных осадков и при необходимости удаляют дендриты.
Матрицы автоматически транспортируются к станциям стрипп-машины, где они фиксируются стопорами. Приемный транспортер доставляет матрицы с катодным осадком в промывочную камеру машины, где происходит отмывка катодной меди от остатков электролита и воска с нижних и боковых кромок матриц. Отработанные промывные воды фильтруют и направляют в систему кислых растворов и на корректировку электролита.
После промывки матрицы направляются на узел сдирки, где на первой стадии, путем изгиба матрицы, происходит локальное, а затем на второй стадии с помощью ножей - полное отделение осадков от матрицы (рис. 6.15). На очередных станциях стрипп-машины - опрокидывателе и опускающих вилах - катоды формируются в стопы. Между катодными листами устанавливают деревянные брусья, стопы взвешивают на вмонтированных в транспортер стрипп-машины весах и направляют на стадию упаковки, которую производят на прессе и обвязочном хсфойстве. Пакеты с катодами обвязывают стальной лентой и маркируют (рис. 6.15).
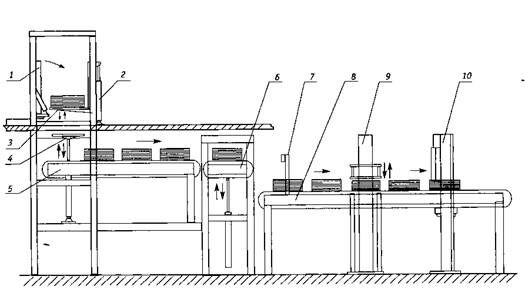
Рис. 6.15. Линия обвязки катодов
1-укладчик катодов; 2-гидроцилиндр подъемника; 3-подъемник; 4-механизм вертикальной подачи; 5-конвеер; 6-вертикальлный конвеер; 7-взвешивающее устройство; 8-конвеер; 9-пресс; 10-установка обвязки катодов
Стрипп-машина имеет также узел разбраковки, где матрицы, непригодные к дальнейшей эксплуатации, выводят из технологического цикла для ремонта. Годные матрицы по транспортеру поступают на узлы восковки боковых и нижних кромок (рис. 6.16). С разгрузочного конвейера мостовым краном их транспортирую! в электролизные ванны.
Отмывке катодов от электролита уделяется особое внимание. Применяют механизированные стационарные или передвижные душирующие установки, организуют поочередную промывку водой (Р =3,5∙104 Па) и паром (Р = 4,2- 7∙105 Па) с одновременной очисткой поверхности катода щетками из полипропилена. Перспективно использование ультразвука (20 кГц) при отмывке катодов, так как в результате кавитации остатки электролита и частички шлама удаляются более полно.
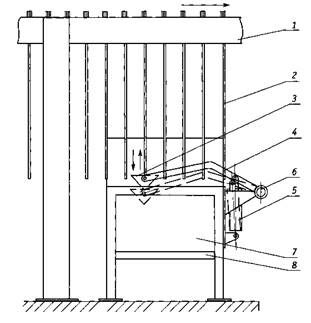
Рис. 6.16. Узел стрипп-машины для восковки нижних кромок матрицы
1-конвеер; 2-матрица;3-подвижная ванночка; 4-рычаг; 5-гидроцилиндр; 6-ось;
7-бак с расплавленным воском; 8-электронагреватель














 На предприятиях, использующих стартерные катоды, после получения осадка достаточной массы проводят отмывку и упаковку катодов. Для этого применяются как передвижные, так и стационарные установки, состоящие из транспортера для приема катодов, моечной камеры, устройства для съема катодных штанг, приспособления для изменения положения катодов из вертикального в горизонтальное и плотной их упаковки, а также автоматических весов. Линии упаковки различаются в зависимости от того, идут ли катоды на переплавку или являются готовой продукцией. В последнем случае катоды обязательно пакетируют.
На предприятиях, использующих стартерные катоды, после получения осадка достаточной массы проводят отмывку и упаковку катодов. Для этого применяются как передвижные, так и стационарные установки, состоящие из транспортера для приема катодов, моечной камеры, устройства для съема катодных штанг, приспособления для изменения положения катодов из вертикального в горизонтальное и плотной их упаковки, а также автоматических весов. Линии упаковки различаются в зависимости от того, идут ли катоды на переплавку или являются готовой продукцией. В последнем случае катоды обязательно пакетируют.




 На одном из медеэлектролитных предприятий Японии применяется система автоматизированной (без участия людей) маркировки катодной меди. Автопогрузчик с листами катодной медью подъезжает к месту маркировки, где установлен робот для нанесения на лист необходимых отметок, включая, например, партию, ее массу, количество листов в партии, день и месяц изготовления. После нанесения маркировки листы последовательно забираются лентодержателем, а на каждый промаркированный лист наводится телекамера, информация с которой поступает на телевизионный монитор, и далее, в случае необходимости, - на производственный компьютер или на компьютер для проведения экономических операций.
На одном из медеэлектролитных предприятий Японии применяется система автоматизированной (без участия людей) маркировки катодной меди. Автопогрузчик с листами катодной медью подъезжает к месту маркировки, где установлен робот для нанесения на лист необходимых отметок, включая, например, партию, ее массу, количество листов в партии, день и месяц изготовления. После нанесения маркировки листы последовательно забираются лентодержателем, а на каждый промаркированный лист наводится телекамера, информация с которой поступает на телевизионный монитор, и далее, в случае необходимости, - на производственный компьютер или на компьютер для проведения экономических операций.
После выгрузки катодов из ванн рафинирования и выпуска большей части электролита анодные остатки промывают в два этапа: сначала их моют прямо в ванне электролитом и очищают щетками от шлама, а потом - водой из катодной промывочной машины. Завершают промывку в душ-камерах, куда анодные остатки доставляют краном со специальными захватами, обеспечивающими выгрузку всех анодных остатков одновременно. При промывке используют горячую воду, подаваемую высоконапорным насосом. Анодные остатки разгружают на площадках, где их складируют в стопки.
На современных предприятиях применяют установки, обеспечивающие полную механизацию промывки и упаковки анодных остатков. Они включают цепной транспортер с зубьями для приема анодных остатков, душ-камеру, механизм для упаковки анодных остатков. Последний состоит из укрепленной между двумя кронштейнами рамы, несущей опорные балки, на которые анодные остатки опираются ушками. При повороте рамы с помощью привода анодные остатки укладываются в чередующемся порядке с ушками, направленными в разные стороны, и прижимаются друг к другу (рис. 6.17). Усовершенствованное устройство для пакетирования анодных остатков включает основание, установленные на нем подъемно-опускной стол, подающий конвейер и приводной механизм кантования и укладки анодных остатков, который, с целью повышения качества укладки, выполнен в виде поворотной в вертикальной плоскости рамы, на свободных концах которой закреплены захваты, а противоположные концы шарнирно закреплены на основании.
Для освобождения ванн от шлама применяют два способа: выпуск шлама через специальные отверстия, расположенные в дне ванны, и отсос шлама через борт ванны с помощью вакуума. Вакуумная вьпрузка шлама более предпочтительна, поскольку отверстие в дне электролизера осложняет герметизацию ванны и приводит к утечке электролита. Чтобы не перегру-
|
|
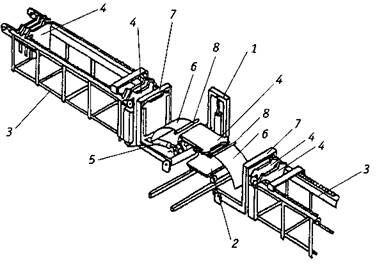
Рис. 6.17. Скрапоукладчик 1-подъемник; 2-тележка; 3-конвеер; 4-скрап; 5-гидроцилиндр; 6-направляющая; 7-поворотная рамка; 8-упор
жать шламовые трубопроводы и отстойники большими объемами пульпы, проводят вакуумную выгрузку в два этапа: верхний слой чистого электролита осторожно откачивают в соседние ванны или циркуляционный трубопровод, после чего богатый шламом электролит взмучивают и с помощью вакуумной откачки отправляют на разделение или в цех переработки шлама. Перед загрузкой ванны новой порцией анодов, катодов и электролита ванну моют водой.
Операции контроля при электролитическом рафинировании представляют собой взвешивание анодов и катодов, анодных остатков, катодного скрапа, старгерных катодов, реагентов, замер объемов выводимого из системы электролита и вводимых растворов и серной кислоты, определение уровня электролита в баковой аппаратуре и т.д. Наиболее важен контроль состава и температуры электролита, его скорости циркуляции и обнаружение коротких замыканий между анодами и катодами.
В настоящее время успешно применяются для контроля концентрации меди и кислоты малогабаритные анализаторы МАК-1 и МАК-2. Диапазон измерения концентрации меди МАК-1 от 1 до 80 г/дм3, погрешность не более 4%. Анализатор МАК-2 имеет верхний предел определения кислотности 220 г/дм3.
Для определения расхода пара, воды, электролита в цехах электролитического рафинирования меди применяют дифманометры с постоянной записью результатов. Используют непрерывную и равномерную дозировку поверхностно-активных добавок в электролит. Наиболее простым и надежным является черпачковый дозатор.
Измерение температуры осуществляют термометрами сопротивления, обеспечивающие показание температуры с точностью до 1 градуса. Применение автоматических регуляторов температуры с дистанционным управлением позволило полностью автоматизировать регулирование температуры электролита.
На большинстве предприятий внедрено поддержание постоянства силы тока путем автоматического регулирования режима работы преобразовательных агрегатов при изменяющихся сопротивлениях электрических цепей (при включении серий, изменении сопротивления электролита, контактов и др.).
Регулярный контроль за состоянием электродов чрезвычайно важен, поскольку нарушения электроцепи в электролизере, проявляющиеся в виде коротких замыканий между анодами и катодами или загрязнений контактов, вызывают нарушение нормального подвода тока к электродам и снижают выход по току. Повышенное напряжение на ваннах фиксируется переносными вольтметрами; нормальное состояние контактов восстанавливается простукиванием анодов для удаления с них шлама и обработкой контактов водой или паром.
Своевременное обнаружение и устранение коротких замыканий и нарушений контактов - ответственные и трудоемкие операции. Для обнаружения мест коротких замыканий широкое распространение получили гауссметры - простые ручные приборы, фиксирующие наличие сильного магнитного поля, а также термоиндикаторная краска, нанесенная на поверхность катодной штанги; она изменяет цвет при нагреве последней выше 343 К с ярко-красного до темно-вишневого. Продолжительность восстановления цвета покрытия не превышает 15 мин.
С использованием современных методов трудозатраты на контроль за короткими замыканиями сокращаются до 30% от трудозатрат при традиционных системах контроля, а выход по току повышается минимум на 2%.
Совершенствование системы контроля за работой ванн ведется в направлении использования систем обнаружения коротких замыканий, систем непрерывного контроля напряжения на ваннах с обработкой данных на ЭВМ и возможностью анализа долговременных статистических данных. Одна из них основана на применении инфракрасного датчика, устанавливаемого на мостовом кране, обслуживающем электролизные ванны.
В последние годы все большее внимание уделяют не устранению, а предупреждению коротких замыканий. С целью периодической настройки электродов, обеспечивающей равномерное распределение тока между всеми электродами в ванне, разработан прибор «Электрод-12», успешно прошедший длительные испытания в промышленных условиях. Одновременно на 12 электродах прибор позволяет регистрировать диаграмму тока и на основании ее проводить настройку ванны, предупреждая короткие замыкания.
На некоторых предприятиях контроль коротких замыканий осуществляют с помощью ЭВМ, на которую подаются данные о напряжении на ваннах. Так, для выявления и локализации замыканий между электродами в процессе электрорафинирования, а также для обнаружения случаев пассивации электродов предложено циклически замерять напряжение на каждой ванне и одновременно замерять ток электролиза, а затем определять разницу между замеренными значениями напряжений и их предыдущими величинами (ΔU). Система цифрового компаратора производит сравнение ΔU для каждой ванны каждой группы ванн с допустимой величиной ΔU. В результате такого сравнения и повторного замера в системе короткого замыкания выявляется состояние данной ванны. Если сигнал не превышает допустимого значения, то вступает в действие система, следящая за пассивацией. Работу ванн обслуживают: компьютер, аналого-цифровой конвертер, блок волновой памяти.
Основной работой дежурных по электролизу в цехах электролитического рафинирования меди, кроме загрузки и выгрузки электродов, является контроль и регулирование состава электролита, температуры, скорости циркуляции, а также нахождение и устранение коротких замыканий между анодами и катодами.
Вопрос 5. Конструкции электролизных ванн
Ванна - основной агрегат для электролитического рафинирования меди и должна обладать:
- высокой прочностью, так как в нее загружают электроды общей массой около10т и заливают до 10 м3 электролита;
- стойкостью к агрессивным растворам (концентрация серной кислоты свыше до 200 г/дм3 при температуре 330— 340 К;
- форма ванны должна обеспечить удобство при работе, осмотре и ремонте, а также рациональное использование площади помещения, т.е. обеспечить выпуск с единицы площади цеха максимального количества продукции.
Наибольшее распространение получили ванны из монолитного или сборного бетона, чаще всего кислотоупорного (рис. 6.19). Типичные внутренние размеры ящичных ванн, м: длина 3,5...5,5, ширина 1,0...1,3, глубина 1,2... 1,4. Габариты электролизных ванн определяются раз мерами электродов и расстоянием между ними. Глубина ванн, кроме длины электродов, определяют с учетом количества и качества образующегося шлама и сроков чистки электролизеров. Ширина ванны должна быть на 100 мм больше ширины катода. Между торцовой стенкой ванны и крайними катодами оставляют расстояние от 150 до 210 мм, а со стороны ввода электролита - не менее 200 мм. Длина ванны зависит от числа электродов и расстояния между ними. Количество анодов на единицу больше количества катодов, которое рассчитывают по выбранной силе тока I, оптимальной катодной плотности тока iк и рабочим размерам полотна катода (а - длина, b - ширина)
Nк = I / (2- iка∙b) (6.3)
Межэлектродное расстояние (между центрами одноименных электродов) колеблется от 89 до 110 мм. Уменьшение межэлектродного расстояния увеличивает производительность ванны, но также - число коротких замыка-
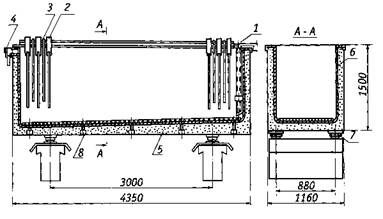
Рис.6.19. Ванна для электролитического рафинирования меди
1-карман для ввода электролита; 2-анод;3-катод; 4-лоток для вывода электролита; 5-железобетонная ванна; 6-винипластовая футеровка; 7-изоляторы;
8-контрольные отверстия
ний и трудозатраты на обслуживание. Наименьшее значение этого размера отмечено лишь в новых технологиях рафинирования, связанных с применением тонких анодов.
Менее распространены блочные конструкции ванн (заводы «Норильский никель», «Североникель» (Россия); «Онахама» (Япония) и др.); они отличаются более сложной конструкцией, усложняющей также их ремонт и обслуживание. В первую очередь это связано с использованием в них циркуляции с распределенным вводом и выводом электролита.
Ванны для удобства обзора и устранения неполадок при эксплуатации монтируют на высоте 2,0-3,5 м от нулевой отметки на балках, опирающихся на колонны или непосредственно на колоннах. Для уменьшения утечек тока между балками или колоннами и опорными брусьями ванн укладывают изоляторы: стеклянные, фарфоровые, текстолитовые, диабазовые пластины или стандартные фарфоровые электроизоляторы и дополнительно под каждым блоком ванн - изолированное основание, не связанное с основанием соседнего блока.
В современной практике применяют футеровку из поливинилхлорида или винипласта толщиной 10-15 мм. Винипластовую футеровку электролизеров собирают в металлических шаблонах определенного размера, стыки листов сваривают вручную винипластовыми прутками при температуре 493...533 К или на сварочных машинах при 403...423 К. Стандартные размеры ванн и шаблона обеспечивают быструю установку футеровки в электролизер. При изготовлении винипластовой футеровки необходима высокая точность. Несовпадение размеров электролизера и футеровки может привести к разрушению последней гидростатическим давлением электролита. Чтобы случайный обрыв анода или катода не пробил футеровку, дно ванны выстилают деревянными или винипластовыми досками, которые закрепляют поперечными брусками, расклиненными между стенками.
Футеровка из винипласта значительно дешевле ранее применявшейся свинцовой, однако, в отличие от нее, имеет меньший срок службы в связи со «старением» винипласта, эксплуатируемого в агрессивной среде (появление хрупкости). По этой же причине не получили распространения ванны, изготовленные из полимербетона. Поэтому поиск более стойкого и технологичного футеровочного материала электролизных ванн до сих пор является актуальным.
В последнее время для изготовления футеровки стали применять пластикат, полиэтилен, поливинилхлорид, полиизобутилен, полипропилен и другие пластические материалы. Наряду с ними, все большее распространение приобретает кислотостойкий бетон, пластобетон, алевролитный кирпич и некоторые другие материалы. В то же время заслуживает внимания накопленный положительный опыт футеровки ванн кислотоупорным кирпичем на асфальтобитумной мастике («Норильский никель»).
Компоновку электролизеров в серии проводят по каскадной и бескаскадной системе. В первом случае ванны расположены в 2-4 каскада по 10-20 ванн; на новых предприятиях, введенных в эксплуатацию за последние 20 лет, применяют в основном бескаскадную систему (рис. 6.20). Это оправдывается при повышенной интенсивности их работы, требующей наибольшего постоянства температуры, состава электролита и концентрации поверхностно-активных веществ во всех ваннах.



 От компоновки серий электролизеров зависят производительность цеха, удобство обслуживания оборудования и возможность механизации трудоемких операции. Серии электролизеров располагают по длине цеха. Меж-
От компоновки серий электролизеров зависят производительность цеха, удобство обслуживания оборудования и возможность механизации трудоемких операции. Серии электролизеров располагают по длине цеха. Меж-
.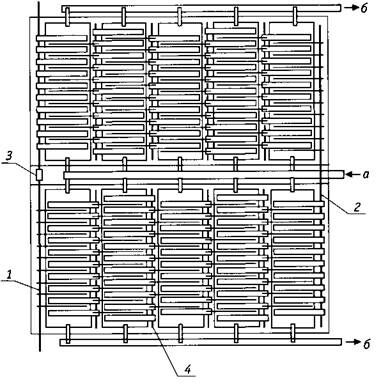
Рис.6.20. Компоновка электролизеров в серии
1-главная шина; 2-передаточная шина; 3-шунт-разделитель; 4-уравнительная шина;
а-подача электролита; б-вывод электролита
ду группами серий устраивают рабочие площадки, оборудованные узкоколейными железнодорожными путями и промывными машинами для отмывки товарных катодов и анодных остатков. На рабочие площадки подвозят в специальных вагонах аноды, которые затем мостовым краном с помощью специальных рам с захватами завешивают в ванны. С помощью этих же рам завешивают стартерные катоды, извлекают из ванн катоды с осадком и анодные остатки и подают их на промывочные машины.
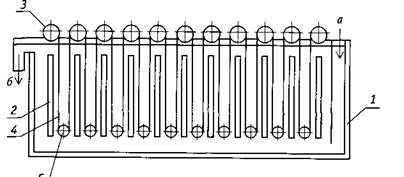
Недостатками общепринятой технологии электрорафинирования меди, основанной на использовании стандартных электролизных ванн, является сложность операционной подготовки катода: наращивание основы на матрицах для изготовления стартерного катода, завешивание его, постоянный кон-
| Вместе с этой лекцией читают "17 Размножение однолетников и двулетников".
|
5
Рис.6.21. Электролизер с ленточным катодом:
1-корпус ванны; 2-анод; 3-катодная штанга; 4-лента (катод);
5-противовес; а-ввод электролита; б-вывод электролита
троль коротких замыканий и поверхности катода в процессе наращивания и трудоемкость настройки электролизных ячеек. С целью упрощения этих процессов предложена и испытана в промышленных условиях электролизная ванн, включающая корпус с размещенными в нем электродами, катодные штанги, токоподводящие шины, устройства подачи и отвода электролита. Катод выполнен из полосы однослойной медной фольги толщиной 50-500 мкм, изогнутой в виде последовательного ряда вертикальных петель с размещением каждой петли в соответствующем межанодном пространстве с крайними концами медной фольги, закрепленными на катодных штангах. Последние укреплены в торцах ванны. Верхняя полуволна каждой из петель опирается на полутрубчатую катодную штангу диаметром больше толщины да, установленную над анодом, а в нижнюю полуволну каждой из петель уложен противовес - цилиндр из токонепроводящего материала (рис. 6.21).



















