
Производство стали
2.производство стали.
Процесс выплавки стали заключается в уменьшении количества углерода и примесей(Mn,Si,S,P) в чугуне путем окисления их кислородом воздуха или кислородом, содержащимся в железной руде, до таких соединений, которые могут быть переведены в шлак или удалены из чугуна в газообразном состоянии. Окисление примесей происходит при участии закиси железа по следующим схемам:
2Fe + O2=2FeO;
C + FeO=CO + Fe;
Mn + FeO=Mn + Fe;
Si + 2FeO=SiO2 + 2Fe;
2P + 5FeO=Р2O5 + 5Fe.
Наличие извести в шлаке способствует удалению серы
FeS + CaO CaS + FeO.
CaS + FeO.
Рекомендуемые материалы
В конце процесса окисления в стали остается большое количество закиси железа, которая вредна, так как вызывает хрупкость стали. Что бы избавиться от неё, а также что бы довести содержание углерода до заданного количества, вслед за окислительным процессом немедленно проводят процесс раскисления. Для этого в расплавленную сталь вводят элементы, энергично соединяющиеся с кислородом закиси железа. В качестве раскислителей применяют ферросплавы, а также алюминий. Процесс раскисления идет с выделением теплоты по следующим схемам:
Mn + FeOMnO + Fe;
Si + 2FeOSiO2+2Fe;
2Al+3FeOAl3+3Fe.
Образовавшиеся оксиды всплывают и удаляются вместе со шлаком.
В зависимости от полноты проведения процесса раскисления жидкости металла различают: спокойную сталь, получающуюся при полном раскислении и застывании металла без выделения газа; такая сталь в слитке имеет плотное и однородное строение; кипящую сталь, получающуюся при полном раскислении. В этом случае процессе застывания закись железа продолжает реагировать с углеродом металла, выделяя оксид углерода в виде пузырьков. Этот процесс продолжается до выделения большой части газа; часть его еще остается в металле и при охлаждении образует газовые пузыри.
В кипящей стали образуются зоны ликвидации, они характерны неравномерным распределением вредных примесей, что приводит к снижению качества стали. Достоинства кипящей стали: лучшая свариваемость, улучшение процесса обработки и более низкая стоимость по сравнению со спокойной сталью.
Полуспокойная сталь занимает промежуточное место между спокойной и кипящей сталями.
Выплавка стали чаще всего производится в мартеновских печах. На рис.11.14 показана схема устройства мартеновской печи, которая может работать на газовом и на жидком топливе, подаваемом и распыленном виде. Большим преимуществом этого вида печей являются регенераторы (из выложенного в клетку огнеупорного кирпича), используемые для подогрева холодного воздуха, необходимого для окислительного процесса и горения топлива. Регенераторы включаются попеременно через 15-29 мин.; в то время как одна пара насадки нагревает воздух и газ(до 1100С), в другой сама насадка за счет отходящих из печи горячих газов. Смесь газа и воздуха при сгорании выделяемой для расплавлении стали.
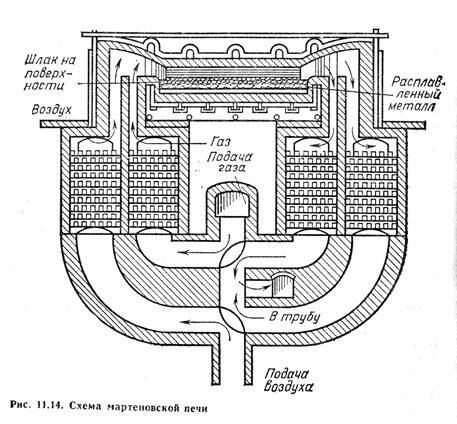
В зависимости от характера примесей в сырье внутреннюю футеровку мартеновской печи делают кислой (из динаса), когда в шихте мало кислых примесей S и P, или основной(из доломита, магнезита) позволяющей вводить в шихту известняк, чем обеспечивается более полное удалениеS и P. Преобладает выплавка стали в печах с основной футеровкой.
При выплавки стали в мартеновской печи различают: чугунно-рудный процесс, при котором используют жидкий чугун непосредственно из доменной печи, а железная руда (до 25%) вводится для окисления примесей (из руды также дополнительно восстанавливается железо) и скрап-процесс, при котором сырьём может быть жидкий или твердый чугун, скрап (металлом) и известняк.
В мартеновской печи шлак, всплывающий на поверхность металла, защищает его от окисления кислородом. Особенность производства стали а мартеновских печах заключается в возможности использования жидкого чугуна, металлического лома и железной руды. В настоящее время вместимость мартеновских печей доходит до 900 т. Показатели работы мартеновских печей: расход топлива на 1 т. выплавляемой стали (100-200 кг условного топлива на 1 т. стали) съём стали в тоннах(9-22т. с 1м2 пода печи в сутки).
Для интенсикации мартеновского процесса в настоящее время используют кислород, что позволяет получать более высокие температуры, уменьшить количество продуктов горения, а также ускорять плавление шихты с общим увеличением производительности печей на 25-30%. Значительный эффект по выходу стали обеспечивает также автоматизация процессов регулирования плавки стали.
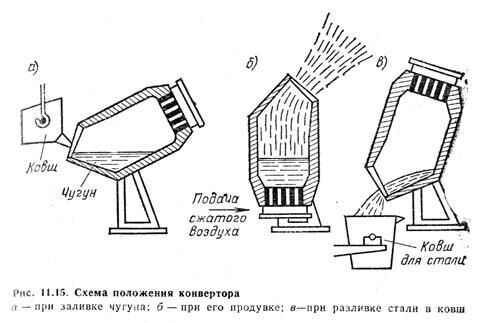
В основу конверторного способа производства стали положена продувка воздухом жидкого чугуна с малым содержанием серы и фосфора. Конвертор (рис.11.15)имеет грушевидную форму. Его вместимость до 300 т., внутри он футерован огнеупорным кислым материалом. Жидкий чугун заливается через горловину на 20-24% его высоты, когда конвертор находится в горизонтальном положении. Сжатый воздух под давлением 0,3-0,35МПа поступает через специальные отверстия, равномерно распределенные по днищу конвертора. Раскислители вводят через горловину после окончания продувки.
Особенности конверторного способа: быстрота процесса; применение чугунов с минимальным содержанием фосфора (0,085%) и серы (0,065%), так как при продувке воздухом количество этих примесей не уменьшается; возможность применения только жидкого расплавленного чугуна. Теплота, необходимая для нагрева стали, получается в результате химических реакций окисления углеводорода и находящихся в чугуне примесей.
Кислородно-конверторный способ производства стали - наиболее перспективный. Он основан на возможности широкого применения кислорода с продувкой в конверторе сверху через специальные фурмы и повышения доли скрапа, подаваемого в печь, а также снижения содержания азота в деталях. Использование кислорода совместно с водяным паром и углекислотой позволяет довести качество конверторных сталей до уровня сталей, выплавляемых в мартеновских и электропечах. В тех случаях, когда в чугунах содержится значительное количество фосфора и в него приходится вводить известь, конвертор должен иметь основную футеровку, которая не могла бы реагировать с известью при высоких температурах. При этом способе образуется много шлака (до 25% массы готовой стали).
В настоящее время наиболее совершенным сталеплавильными агрегатами являются электрические печи, в которых плавление металла осуществляют с помощью электрической энергии. Особенности производства стали в электропечах: отсутствие реакции горения топлива, облегчающее получение в печи восстановительной атмосферы, что способствует значительному сокращению угара стали и уменьшению расхода легирующих добавок; в плавильном пространстве можно достигнуть более высокой температуры, позволяющей получать специальные стали: дуговые и индукционные.
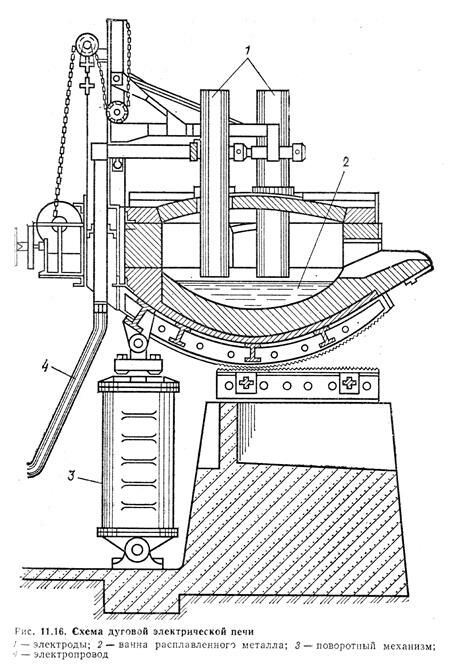
Существуют два вида электрических печей для плавки стали: дуговые и индукционные. Наиболее широко применяют первые (рис.11.16). Вместимость дуговых печей 3-270т. В последнее время получают распространение индукционные печи, работающие на принципе трансформатора: в загруженном металле, являющимися вторичной цепью, наводится переменный ток (токи Фуко), в результате металл нагревается и расплавляется. Преимущества индукционных печей: отсутствие электродов, простота управления нагревом и возможность проведения процесса в вакууме для получения высококачественных сталей. На 1 т. стали в электрических печах расходуют электроэнергии 800-900кВт*ч. Продолжительность выплавки стали в дуговой печи зависит от ее мощности и конструкции, выплавляемой марки стали, характера исходного сырья и составляет 6-8 ч. Применение электрических печей пока ограничено достаточно высокой стоимостью электроэнергии.
Дуплекс-процесс производства стали дает возможность выгодно совмещать выплавку стали в двух плавильных агрегатах: мартеновская печь - электрическая печь; конвертор - электрическая печь. Заливая сталь, например, из мартеновской печи в электрическую, не нужно тратить электроэнергию на ее разогрев и вместе с тем можно получить высококачественную сталь.
"Экономическая работа в авиационных частях" - тут тоже много полезного для Вас.
Электрошлаковый переплав - весьма перспективный вид нового производства стали, обеспечивающий снижение содержания серы в стали на 30-50%, а содержание не металлических включения в 2-3 раза. Этим способом получают высококачественные легированные стали. Для этого слиток обыкновенной стали превращают в электрод. Вследствие сопротивления проходящему через него току выделяется большое количество теплоты, отчего электрод плавится. Каждая капля расплавленного металла проходит через слой особого жидкого шлака и очищается от вредных примесей и газов.
Другой способ - плазменно-дуговой переплав. Источником теплоты здесь служит плазменная дуга с температурой до 10000С. При использовании электронно-лучевого переплава плавление происходит под действием потока электронов, излучаемых высоковольтной кобальтовой пушкой, с созданием в плавильном пространстве глубокого вакуума. Достоинства всех этих способов: возможность получения стали и сплавов очень высокой чистоты, а так же бездефектной стали, применение которого резко сокращает расход металла, облегчает массу конструкций, увеличивает их надежность и долговечность.
Прогрессивный способ получения стали - её прямое восстановление из руд, минуя доменный процесс. Таким способом сначала во вращающихся шахтных печах получают губчатое железо, которое дробят, отделяют от пустой породы и используют при производстве стали.
Из печей сталь выпускается в специальный ковш, выложенный внутри огнеупорным материалом. В ковше сталь транспортируют к литейным формам или изложницам, в которых получают слитки для прокатки или изготовления крупных поковок. Разливку производят сверху в каждую изложницу отдельно или в несколько (2-20) изложниц одновременно через сообщающиеся сосуды (так называемый сифонный метод). В настоящее время для улучшения свойств стали начали применять при разливке вакуумирование.
Сифонный метод разливки стали применяется для слитков малого и среднего размеров и небольшой массы. Разливкой стали сверху получают слитки большого размера и значительной массы. При сифонной разливке стали не образуется брызг, которые могут появляется при разливке стали сверху на внутренней поверхности изложниц. Недостатки сифонной разливки стали : загрязнение стали неметаллическими включениями и появление более глубокой усадочной раковины в верхней части слитка.
Наряду с разливкой в изложницы применяют непрерывный способ разливки стали. Он наиболее прогрессивен, так как устраняет усадочные раковины, снижает отходы, кроме того, значительно повышает производительность труда и позволяет получать плотные мелкозернистые отливки. При непрерывной разливке стали струя расплавленного металла поступает в кристаллизатор, охлаждаемый водой. После затвердевания слиток на специальном поддоне вытягивается вниз, где разрезается на требуемые размеры.


















